Menetelési módszerek
A menet két fő módszerrel készül: kézi rögzítéssel és géppel. Kézzel vágja ki az üres darabokat egyetlen példányban vagy kis mennyiségben. A nagyüzemi gyártás során berendezéseket használnak - gépek:
 Menetelés
Menetelés
- Csavaros vágás típusa;
- Menethengerlés görgők és lapos matricák részvételével;
- Marás, ahol nagy lépést kapnak;
- Köszörülési típus adott profilú körökkel, ahol finom osztású és nagy pontosságú csavarokat kapunk;
- Csavaros típusú;
- Anyák belső menetéhez;
- Örvényvágáshoz több vágóélű fejjel.
Vortex módszerrel történő befűzésnél négy fejben rögzített elem vesz részt a munkában. Maga a fej külön meghajtóról forog. Ez az egész szerkezet egy esztergagépre van felszerelve - a tartójára. A módszert a megnövelt feldolgozási sebesség jellemzi a vágószerszám kisebb melegítése miatt (váltakozó érintkezés a munkadarabbal). Ezenkívül a spirál kevésbé érdes és tisztább profillal rendelkezik.
A szál vágása egy csövön nem olyan nehéz.

Cikkek
A csap csőhöz való biztonságos csatlakoztatásához vagy a fűtőberendezés fűtési rendszerbe történő felszereléséhez fontos tudni, hogyan és mivel vágjon el egy menetet a csövön. Végül is a szelepek többsége menetes, illetve az ilyen elemek hegesztéssel történő csatlakoztatása lehetetlen.
Végül is a szelepek többsége menetes, illetve az ilyen elemek hegesztéssel történő csatlakoztatása lehetetlen.
Menetes vízcső
Például, ha új mosdót vagy WC-t kell beszerelni a lakásába, és nem lehet egy acél vízvezetéken egy hosszú távú csatlakozást felcsavarni, akkor a legjobb megoldás:
- Kapcsolja ki a vízellátást;
- Vágja le a cső egy részét darálóval a mosdó beépítési helyén;
- Végezzen csőmenetet;
- Szereljen fel golyóscsapot vagy pólót a csőre;
- Csatlakoztassa egy rugalmas tömlővel a mosdócsaphoz.
Ezt a munkát képzett vízvezeték-szerelő könnyen elvégezheti. Azonban a lakás bármely tulajdonosa, aki megszerezte a csövek menetéhez szükséges szerszámot, képes önállóan elvégezni ezt a munkát.
Menetvágó szerszámok
A cső menetes csatlakozással való felszereléséhez a mai napig 2 típusú menetvágó eszközt használnak:
- Menetvágó szerszámok;
- Klupp cső.
Segítségükkel bármilyen csatorna- vagy vízvezetéken szálat vághat, amelyet lakóépületek és magánházak mérnöki hálózataiban használnak.
Klupp cső
Tanács!
Ha még soha nem vágott el egy szálat, akkor ezt nehéz lesz megtenni egy matricával. A szerszám legkisebb torzulása hibához vezethet.
Ezért jobb vágószerszámot használni, mivel van egy útmutatója, amely nagyban leegyszerűsíti a vágási folyamatot.
Ecseteljük a befűzési folyamat mögött meghúzódó elméletet.
Így:
- a csöveken történő menetezés a cső külső oldalán spirális felület kialakítása (vízvezeték vagy fűtési rendszer);
- a spirális felület a verseny tengelye körül egyenletesen forgó összekötő elem,
- egy póló vagy csap, egyenletesen transzlációs mozgással ezen tengely mentén;
- A menetemelkedés a csavaros elemnek a menettengelyhez viszonyított, egy teljes fordulatnak megfelelő transzlációs mozgása.
Más szóval, az elzárószelepek felszereléséhez meneteket kell vágni a csöveken, amelyek menetemelkedése megegyezik a csatlakozó elemek osztásközével. Ekkor a csatorna- vagy vízcsövek ilyen csatlakozása szoros és tartós lesz, és képes ellenállni a nagy nyomásnak.
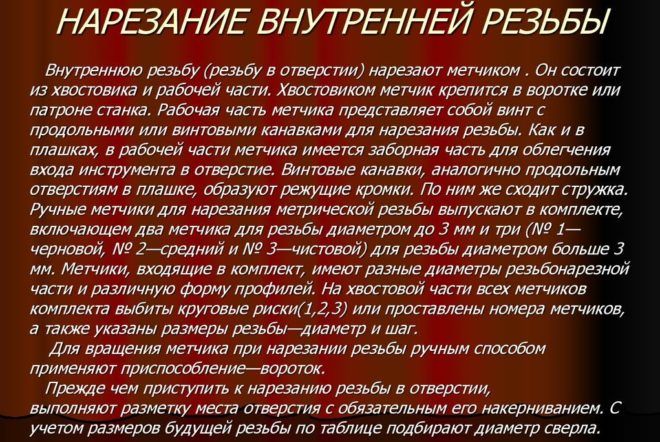
Milyen marókat használnak a menetvágáshoz
Az esztergaegységen vágási műveletek végezhetők - mind a külső, mind a belső felületen. Ebben az esetben különböző típusú vágóelemeket használnak. Három fő csoportra oszthatók:
- Rúd;
- Prizma alakú;
- Kerek.



Az első csoportba a legegyszerűbb típusú hangszer tartozik. Kialakítása szerint ez egy működő fej egy különböző szelvényű és formájú rúdon. A profil alakja illeszkedik a fejhez. A rúdvágók egyes modelljei keményfém forrasztással rendelkeznek a munkafelületeken. Ez növeli az utóbbiak erőforrásait, amelyek kevésbé vannak kitéve a munkafelület kopásának, és ennek eredményeként nem élesednek olyan gyakran.
 Menetes marók
Menetes marók
A prizmatikus típusú készülékek a munkadarabok feldolgozását csak kívülről végzik. Az előző csoporthoz képest nagyobb felülettel bírnak, többször is élezhetők. Esztergagépben az elemet fecskefarkú tartóval rögzítik.
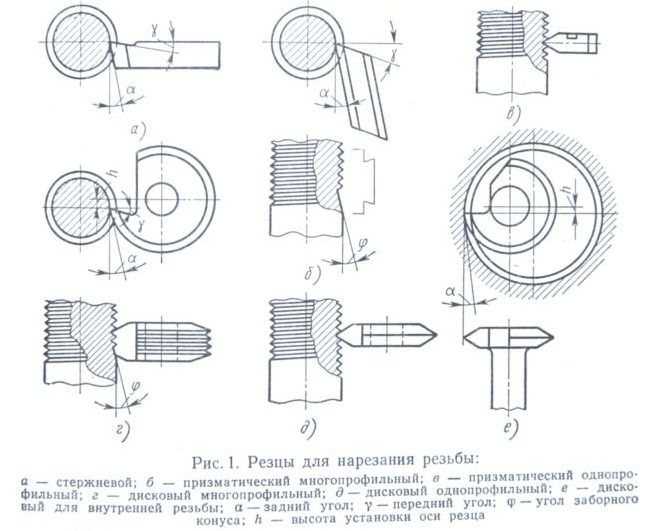
Kerek vágóelemekkel belső és külső menetek készíthetők. Kényelmesebb velük dolgozni, mint a prizmatikusakkal, sokoldalúbbak - széles körű alkalmazási lehetőségekkel rendelkeznek. Jól alkalmasak arra, hogy többször is újraköszörüljenek. Rögzítse a tartóban lévő marókat a végén lévő lyukhoz. A prizmatikus és kerek elemek az esztergagépek formázott szerszámai közé tartoznak.
Eszközök
A munka elvégzéséhez elő kell készítenie a vágáshoz szükséges összes szerszámot és eszközt. A csőmenetes készlet minden esetben eltérő összetételű lesz, de kézi használathoz matricákból, szerszámból és racsnis tartóból áll. A készlet összetétele emellett csővágóval, gázkulccsal, reszelővel, fémfűrésszel, darálóval, kenőanyagokkal és egyéb szerszámokkal is fel van szerelve. Azok számára, akik nem akarnak a régi módon dolgozni a klasszikus módszerrel, van egy alternatíva - egy elektromos szerszám.




Maga a vágás szerszámmal történik. Egyesek csak az egyik oldalon vannak vágva, mások mindkét oldalon.
A belső menethez a készlet több, különböző vágásmélységgel rendelkező menetfúrót is tartalmazhat. Egyeseket a cső belső felületének nagyolására, mások befejezésére tervezték. Ez a berendezés forgácshornyokkal ellátott csavar formájában kerül forgalomba. A gallérokhoz a farokrész segítségével rögzítjük.


Csap segítségével a belső vágás többféle megközelítésben történik. Számuk attól függ, hogy milyen anyaggal dolgoznak. Például a titánötvözetek menetéhez speciális, több menetfúró készleteket terveznek.
Matricával, progonkával vagy lerkával különféle formákat faragnak a csövekre. Ez egy acél anya, benne egy vágóaljzattal, amelyben speciális lyukak - hornyok vannak a hulladék számára. A szerszámok cső alakúak, hatszögletűek, kerekek és négyzet alakúak. Testük módosulása tömör, hasított és csúszó.

A csúszó (prizmás) modelleket féllemezeknek is nevezik, csavarokkal és speciális tömítéssel - krakkolóval vannak rögzítve a szerszámhoz. Erre azért van szükség, hogy egyenletesen ossza el a nyomást a csavarra. A szerszámok segítségével hengeres, kúpos, kerek vagy metrikus meneteket vágnak. A szerszám alkatrészei speciális csavarkulcsok és patronok, amelyekkel a kerettesthez rögzítik.


A Klupp egy keretből áll, amelyben a vágóelemek - szerszámok rögzítve vannak. Minden tüske négy acél szerszámmal van felszerelve. A Klupp speciális racsnis fogantyúval is fel van szerelve. A matricatartóba csak egy matrica, a matricatartóba több is behelyezhető. A menetek vágószerkezete kétféle szál elvágására képes: 0,5 - 1 ¼, 1 ½ - 2 hüvelyk.


A kézi vágószerszám általában kis átmérőjű csöveket vág. Speciális fogantyúval - tartóval vannak felszerelve.Megfelelő csőkulccsal is használhatók. Kis méretű, egyszerű és könnyen használható.


A racsnis tartócsavar a kivitel egy olyan fogaskerék-mechanizmussal rendelkező módosítása, amelyet egy hüvelyknél nagyobb átmérőjű menetek készítésére terveztek. A racsnis nélkülözhetetlen mechanizmus. A bal- és jobboldali racsnisok megkönnyítik a nehezen elérhető helyeken, például falak közelében történő munkát. A racsnis kar segítségével a matricát az ellenkező irányba forgatva gyorsan eltávolítjuk a menetről, így biztosítva a befűzés oda-vissza mozgatását.


Ferde klupp-nak nevezik, mert a csúszószerszámok közötti távolság szabályozott benne. Ez jelzi a vágás átmérőjét. Az ilyen típusú kivitelek a legkönnyebben használhatók.


A csőmenethez a Mayevsky-féle bonyolultabb kivitelű csavaros dugókat használják. Három készlet cserélhető matricát tartalmaznak, és 2 hüvelykig terjedő menetátmérőre specializálódtak. Az ilyen típusú kiviteleket kis átmérőjű csövek menetére használják.

A nagy átmérőjű csövek vágása ipari méretekben történik. Például egy 219 mm átmérőjű varrat nélküli cső vágásához speciális gépre van szükség. A burkolatcsöveket (oszlopokat) csak speciális gépeken, speciális körülmények között vágják, minden biztonsági intézkedés betartása mellett.
Hogyan vágjunk el egy külső menetet. Menetek vágása csöveken és szerelvényeken. Meghal. Klupp

Hogyan vágjunk el egy külső menetet. Menetek vágása csöveken és szerelvényeken. Meghal. Klupp. 4,46/5 (89,23%) 13-at veszített
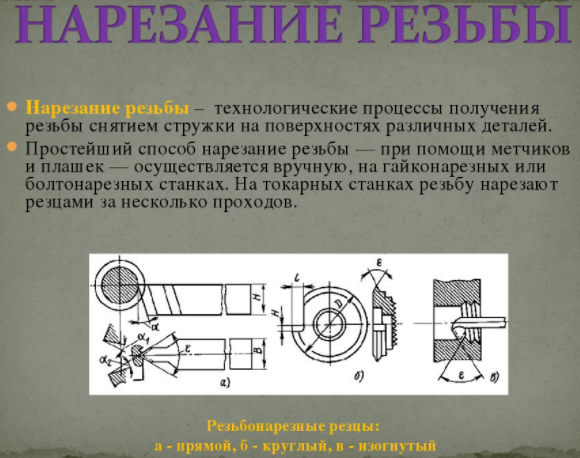
A külső menetet kerek vagy csúszó szerszámokkal, valamint csavaros táblákkal vágják. A menetvágás gépeken és manuálisan is elvégezhető.
Menetelés kerek matricákkal (lerks).
A kerek matricák (lehrs) egy vágott lyukkal ellátott tárcsa. A forgács eltávolításához és a vágóélekkel ellátott tollak kialakításához (1. ábra) több forgácslyukat készítenek a szerszámban. A matricákat (lehrs) a lerko tartóba helyezzük és csavarokkal rögzítjük (2. ábra).
Rizs. 1. Die kerek vágás (lerka).
Rizs. 2. Lerko tartó:
1 - keret; 2 - fogantyú; 3 - szorítócsavar.
A vágott rúd átmérőjét valamivel kisebbre veszik, mint a menet külső átmérőjét, és kúp alakúra lefűrészeljük, hogy a sütő beléphessen. A metrikus vagy hüvelykes menetek vágására szolgáló rudak kiválasztását a táblázat tartalmazza. egy:
1. táblázat: Menetes csavarok tengelyátmérői.
| Metrikus menet | Hüvelykes menet | ||
| Külső átmérő mm-ben | A szár átmérője mm-ben | Külső átmérő hüvelykben | A szár átmérője mm-ben |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
A csúszó szerszámok (3. ábra, a) két hasáb alakú félből állnak, vágott furattal. A szerszámfurat középső részében egy horony van kialakítva, amely a vágóéleket képezi.
Rizs. 3. Csúszó matricák és kekszek:
egy tányér; b - cracker.
Klupp a menetfűzéshez.
A szerszámok rögzítéséhez négyszögletes vagy ferde keretű csavarbilincset használnak (4. ábra). A klupp prizmás nyúlványai bejutnak a matricák hornyába, oldalról csavarokkal préselik a matricákat.
Rizs. 4. Klupp (ferde)
1 - keret; 2 - fogantyú; 3 - szorítócsavar.
A csavar közvetlen nyomásának elkerülése érdekében a matricák és a csavar közé úgynevezett repedést kell beépíteni (lásd 3. ábra, b), amely matrica alakú.
Menetvágási technológia.
A prizmás szerszámmal végzett vágás némileg eltér a vágószerszámmal végzett vágástól. A matricákkal történő vágáskor a rudakat nem fűrészelik kúpba, hanem a matricákat elmozdítják egymástól.
Ezután rögzítik a rúdra, amelynek végének egybe kell esnie a szerszámok felső síkjával. A szerszám jobbra és enyhén balra forgatásával történik a befűzés.
A lerkoderzhatel és a klupp helyzete szigorúan merőleges a vágott rúdra, különben a menet ferde és egyoldalú lesz.
Hűtés és kenés a menetvágáshoz.
A menetek menetfúrókkal és matricákkal történő vágásakor kenőanyagot kell használni.Kenőanyagként használhat normál emulziót, feloldva az emulzió egy részét százhatvan rész vízben. Ezenkívül pályázhat: öntöttvashoz - zsír és kerozin; acélhoz és sárgarézhez, főtt és repceolajhoz és disznózsírhoz; vörösrézhez - disznózsír és terpentin; alumíniumhoz - kerozin.
A menetvágáshoz nem ajánlott gépi és ásványi olajokat használni, mivel ezek a vágási ellenállás növelésével nem adnak tiszta lyukakat, és a menetfúrók és matricák gyors kopásához vezetnek.
Csavaros táblák.
A legfeljebb 6 mm átmérőjű csavarok menetének vágásához csavarlapokat használnak. A csavarlapokon több különböző átmérőjű, forgácshornyokkal ellátott furat található, minden furathoz kettő.
A szerszámmal történő befűzés ugyanúgy történik, mint a menetfúrás. A rudat szilárdan beszorítjuk egy satuba, megkenjük olajjal, majd a rúdra nyomószerszámot helyezünk, csavarral rögzítjük és egy teljes fordulatot forgatunk az egyik, fél fordulattal a másik irányba. Ha a rúd vastagabb a szükségesnél, akkor reszelni kell.
A csavarok menetét gyűrűs menetmérővel vagy menetmérővel kell mérni.
Menetek vágása csöveken és szerelvényeken.
A csöveket és szerelvényeket (csövek összekötő részeit) speciális szerszámmal vágják, rögzítőelemek segítségével.
Klupp menetek vágásához csöveken.
Csöveken a menetet speciális csavarmenettel vágják le (5. ábra). A csövek készülék szerinti vágására szolgáló vágószerszám különbözik a hagyományos vágószerszámoktól. Négy acélfésű lép be a tartójának nyílásaiba.
A felső fogantyú elfordításával összeilleszthetők vagy szétszedhetők. Ezért a különböző átmérőjű csövek egy szerszámmal vághatók. Ezenkívül a klupp vezetőkkel rendelkezik, amelyeket az alsó fogantyú szabályoz.
A vezetők biztosítják a szerszám megfelelő helyzetét a csövön vágáskor.
Rizs. 5. Klupp csövek vágásához.
A vágás során a csöveket speciális csőbilinccsel rögzítik. A bilincs egy keretből áll, amelybe különféle átmérőjű csövekhez kivágásokkal ellátott kekszeket helyeznek el.
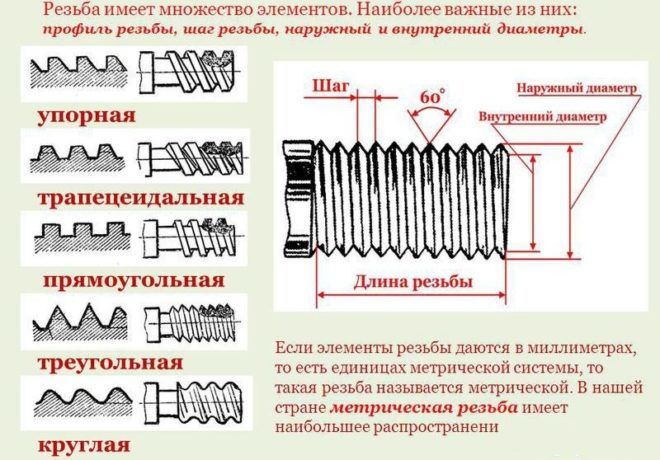
Szálprofilok
A nyersdarabok formái a felület típusától függően hengeresek és kúposak. A szálak külsőek (a felületen) és belsőek (a nyersdarab furatában). A menetes csatlakozás típusa a menetprofiltól függ.
Öt profiltípus létezik:
- háromszög alakú;
- négyszögletes;
- trapéz alakú;
- kitartó;
- kerek.
A szál lehet egy- és többkezdetű:
- egymenetes - egyetlen menetes menet alkotja;
- több indítás - két vagy több, egymástól azonos távolságra elhelyezett szál hozza létre.
Mindkét típusú menet fő mutatója a menetemelkedés és a löket. Menetemelkedés - a legközelebbi fordulatok közötti távolság és a megmunkálandó munkadarab középvonala mentén mérik. Egy menet menete a termék munkafelületén lévő egy fordulat két csúcsának közepén lévő rés. A löket egyenlő a menetemelkedés szorzatával az indítások számával.
Vágószerszám matrica
A matrica egy anya alakú forgácsoló esztergaszerszám. A benne fúrt lyukak a forgácseltávolításhoz készültek. A szerszám mindkét oldalán elhelyezett vágóelemekből áll, amelyek kúpot alkotnak. Az esztergagépen lévő szerszám menetet képez a csavarokon, csapokon, csavarokon és egyéb fémtermékeken.
A leggyakrabban használt lemeztípusok:
- metrikus;
- bal;
- cső.
Megkönnyítheti a feladatot, ha a végén egy kis letörést készít, hogy a magassága egyezzen a menetprofil magasságával. A szerszám méretének meg kell egyeznie az alkatrész átmérőjével.
Ezután a kívánt méretű szerszámot rögzítjük a szerszámtartóban, rögzítjük az eszterga szárába. A menetsebesség a munkadarab anyagától függ: a sárgaréz termékek feldolgozása körülbelül 15 m/perc, az öntöttvas - 3 m/perc, az acél nyersdarabok - 4 m/min.
Ennél a feldolgozási sebességnél a szerszám kevésbé kopik.A vágás során a szerszám minden egyes fordulatát a kör egyharmadával vissza kell forgatni, hogy a lyukakat megtisztítsuk a forgácsoktól.
Videó: Hogyan vágjunk szálakat esztergagépen
Válogatás a kérdésekből
- Mikhail, Lipetsk — Milyen tárcsákat kell használni fémvágáshoz?
- Ivan, Moszkva — Mi a fémhengerelt acéllemez GOST-ja?
- Maksim, Tver — Melyek a legjobb állványok hengerelt fémtermékek tárolására?
- Vlagyimir, Novoszibirszk — Mit jelent a fémek ultrahangos feldolgozása csiszolóanyagok használata nélkül?
- Valerij, Moszkva - Hogyan kovácsoljunk kést csapágyból saját kezűleg?
- Stanislav, Voronezh — Milyen berendezéseket használnak a horganyzott acél légcsatornák gyártásához?
Szál alapjai
Amikor gázcsöveket csatlakoztatnak a vízellátó rendszerhez, hengeres csőmeneteket hengerelnek vagy vágnak. A csövek végrészei speciális elemekkel vannak kombinálva. A hengeres szál utolsó 2 hullámát futásnak nevezzük. A kifutó lehetővé teszi a tengelykapcsoló elem rögzítését a cső alakú termékre. Ez biztosítja a csatlakozás tömítését a tömítéssel.
A csatlakoztatott, például fűtőcsövek vágás nélküli leválasztásához húzót kell használni. Tartalmaz egy ellenanyát, egy tengelykapcsoló elemet, egy hosszú menetet. Olyan hosszúságú, hogy könnyen feltekerhető legyen a tengelykapcsoló alkatrésze, biztosítóanya.
Az anyagtakarékosság érdekében vékony falú termékeket használnak a gázellátásban és más komplexumokban. Továbbgurulnak. A falak vastagságának nagyobbnak kell lennie, mint a vízcső menetének létrehozásakor.

Vágási technika fém részen
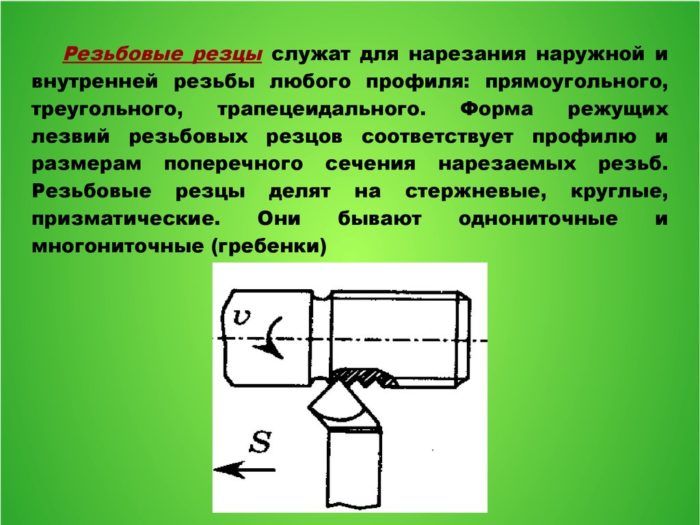
A vágó által alkotott spirális felületet menetnek nevezzük. Fontos feladatokat lát el - segítségével az alkatrészek elemei egymáshoz képest elmozdulhatnak, csuklósan vagy jelentős mértékben tömíthetik az illesztéseket különböző mechanikai eszközökben.
Ahhoz, hogy megértse, hogyan kell szálakat vágni egy esztergagépen, követnie kell a befűzési folyamatot - ez meglehetősen egyszerű és érthető. A vágó az eszterga tartójába van rögzítve. Egyenletesen mozog a forgó rész tengelye mentén. A szerszám hegyes hegye csavarvonalat vág az alkatrész felületén.
A vágószerszám megfelelő felszereléséhez és vezetéséhez speciális sablont használnak, amelyet a nyersdarab fölé helyeznek. A vágót a gép középvonala mentén kell elhelyezni. A keletkező rés alapján határozható meg, hogy milyen pontosan történik a menetvágás.
A vágásnak megvannak a maga sajátosságai:
- a szálképzés folyamatának van néhány jellemzője;
- az anyag, amelyből az alkatrész készül, beállítja a vágó dőlésszögét;
- a szög értéke a fém viszkozitásától, keménységétől és ridegségétől függ;
- a vágó síkjai a hátsó oldalsarkoknál nem súrlódhatnak a vágott hornyokhoz;
- a belső meneteket a már fúrt vagy fúrt lyukakba vágják.
Minden feldolgozott anyaghoz bizonyos fémvágó szerszámokat terveznek. Acél nyersdarabokhoz marókat használnak, amelyek lemezei T15K6, T14K8, T15K6, T30K4 keményötvözetekből készülnek. Öntöttvas nyersdarabokhoz VK4, V2K, VK6M, VK3M keményfém lapkás vágószerszámokat használnak.
menetvágás csappal, hogyan kell kézzel vágni a meneteket
A szálak menetvágó eszközzel történő vágását korábban leírtuk. A menetvágó készülék nagyban eltér a menetfúró készüléktől, de a menetvágás elve mindkét szerszámmal ugyanaz marad.
A csap fémmegmunkáló és esztergaszerszám, alakjában némileg egy hosszú rúdra emlékeztet. Ebben a rúdban vannak vágóelemek, amelyek segítségével a szálat kézzel vágják el.

A menetfúró nemcsak új menetek vágására használható. Ezzel az eszközzel a szálat is visszaállíthatja, így "új"-ként állíthatja be.
A működési elv szerint a csapok kézi és gépiek. A gépi menetfúrók esztergagépen vannak rögzítve, és a menetvágás automatikus üzemmódban történik.
Hogyan válasszuk ki a csap típusát?
A kézi befűzéshez először ki kell választania a megfelelő típusú menetfúrót. A menetfúró kiválasztása elsősorban a következőktől függ:
- menetemelkedés;
- profil;
- Menetes csatlakozás formái;
- Megértés;
Ezenkívül az adott csap kiválasztását befolyásolja azon alkatrészek gyártási anyaga is, amelyeken a menetet elvágják. A csap fő választása mindenekelőtt a vágott menet átmérőjétől függ.
Befűzés csappal kézzel
A befűzés menetfúróval a következőképpen történik. A menetes alkatrészt satuban vagy más eszközben rögzítjük. A lényeg az, hogy az alkatrész biztonságosan rögzítve legyen a készülékben, mivel csappal történő befűzéskor sok erőfeszítést kell tennie.

Ezután egy lyukat fúrnak az alkatrészbe a menetfúráshoz, a menet típusától függően - vak vagy átmenő. A fúrt furat átmérője valamivel kisebb legyen, mint a csap vágóelemeinek átmérője.
Ügyeljen arra, hogy a menetfúró furat felső szélét letörje. Ezután veszünk egy csapot, és egy fúrt lyukba helyezzük, amelyet egy satuban kell elhelyezni letöréssel.
A menetcsappal történő befűzés az óramutató járásával megegyező irányban történik, folyamatosan, a csapot a furatba nyomva. A csapot simán, felesleges rángatások nélkül kell megnyomni, fokozatosan elfordítva, amíg tiszta és egyenletes menetet nem kapunk.

A csapot az óramutató járásával megegyező irányban többszöri elforgatás után az ellenkező irányba viszi vissza, ezáltal megszabadul a felgyülemlett fémforgácsoktól.
A menetvágás során a csapot időben le kell hűteni, különben a szerszám könnyen megsérülhet. Ha alumínium menetet vágunk, akkor a csapot petróleummal hűtjük, ha rézrészen menetet vágunk, akkor terpentinnel, acélszál vágásakor a legjobb a csapot emulzióval hűteni.
Vágók típusai és tulajdonságai
A fém esztergaszerszáma egy tartóból és egy munkafejből áll. Az alkatrészek feldolgozásának minősége közvetlenül ezektől az elemektől függ. A tartó téglalap vagy négyzet alakú részből áll. Segítségével a vágót az esztergagépre rögzítik.
A munkafej feldolgozza a részleteket. Különféle vágósíkokból és élekből áll. A fej élezési szögét az anyag határozza meg, amelyből az alkatrész készül.
A külső és belső meneteket különböző típusú menetvágókkal vágják.
 Menetvágók
Menetvágók
A leggyakrabban használt közülük:
- rúd;
- prizma alakú;
- kerek.
A rúdvágók működő fejjel ellátott rúdból állnak. Ezek a típusok különböző profilokban kaphatók. A legkopásállóbbak a marók, amelyekhez keményötvözet munkaélek vannak forrasztva. Nem kell őket gyakran forgatni, mert sokáig élesek maradnak.
A prizmatikus vágószerszámok csak a nyersdarab külső oldalának megmunkálására szolgálnak. Előnyük a rudakkal szemben a nagy felületek feldolgozásának képessége. De gyakrabban kellene élesíteni őket.
A körvágókat belső és külső menetek vágásához használják. Ezek az eszközök nagyon könnyen használhatók, felhasználási területük meglehetősen széles. A körvágók többszörös utánköszörülést tesznek lehetővé.
 Menetes vágó kerek
Menetes vágó kerek
A tervezési különbségek szerint a fémvágó szerszámokat több típusra osztják:
- egyenes;
- ívelt;
- hajlított;
- húzott.
Minden menetes szerszám teteje lekerekített fej vagy letörés. A menetprofilt egy megfelelő konfigurációjú maróval alakítjuk ki. Hajlított alakú vágószerszámokkal menetes menetet vágnak a nyersdarab felületén.
Itt ritkán használnak egyenes vágót.Az alkatrész belsejében lévő menet íves marókkal készül, esetenként egyenes, speciális tartóba rögzítve.
A vágógépek kategóriákra vannak osztva:
- nagy sebességű ötvözött acélból készült;
- a munkaelemhez forrasztott keményötvözet lemezekkel;
- vágófelszerelések cserélhető, sokoldalú, fejre rögzített betétekkel.
A csavarmenet irányában a szerszámok jobbra és balra vannak megkülönböztetve. Munka közben az első takarmány balról jobbra halad, a második - a takarmány balra. A megfelelőket gyakrabban használják.
Matricával elvágjuk a cérnát
Sajátosságok
A menetfűzést két évszázaddal ezelőtt találták fel, amikor a csavareszterga először megjelent Nagy-Britanniában. G. Maudsley feltaláló felfedezett egy módszert a precíz szálak felhordására, és feltalált egy készüléket (mikrométer) ennek mérésére 0,0001 hüvelyk pontossággal.

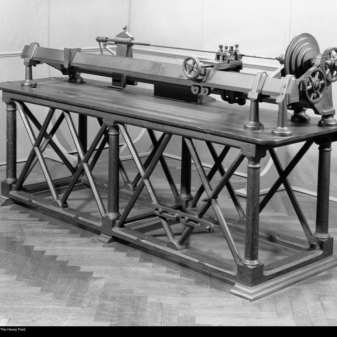
Körülbelül ugyanebben az időben D. Whitworth gépészmérnök megalkotta az első csavarmenet-profilt, és javasolta annak szabványrendszerét. Azóta a találmány az ő nevét viseli - Whitworth faragás. Különféle nemzeti szabványok alapját képezte.

A menetfúrás fő jellemzője, hogy a megvalósításához szükséges szerszámnak a vágandó elemnél nagyobb keménységű anyagból kell készülnie, ennek a szerszámnak a gyártásához viszont még keményebb összetételű elemeket kell használni.
Manapság számtalan lehetőség kínálkozik a cső menetesítésére.
Csak az a fontos, hogy a megfelelőt válasszuk ki. A jó eredmény garantált, ha a munkavégzés során minőségi anyagokat és szerszámokat használnak, betartják az utasításokat, valamint a vágási technológiát
A menetfűzésnél a legjobb minőségi szerszámot használni, mivel az olcsó opció valószínűleg nem tart sokáig.

Jelenleg a legtöbb csőrendszer műanyagból készül. Gyakran szükséges a szerkezetek rögzítése műanyagból és fémből készült összekötő elemekkel. A hazai szférában az ilyen kötőelemek meglehetősen gyakori megoldások, kombináltnak nevezik őket. A modern kommunikációs rendszerekben hagyományosan a műanyag vagy fémcsövek egyik típusát használják. Bizonyos esetekben azonban célszerű a minták kombinációját használni.


A legfeljebb 40 mm átmérőjű csöveket menetes módszerrel csatlakoztatják. A karimás csatlakozásokat nagyobb átmérőjű csövekhez használják, ahol nem lehetséges a menet meghúzása.

A polipropilén cső és a fémcső csatlakoztatása speciálisan erre tervezett szerelvényekkel történik. Ezek csatlakozások, amelyek egyik oldalán fém menetes, a másikon műanyag hüvely van. Speciális komplex szerelvényekkel több kombinált csatlakozás készül.
