Előkészület.
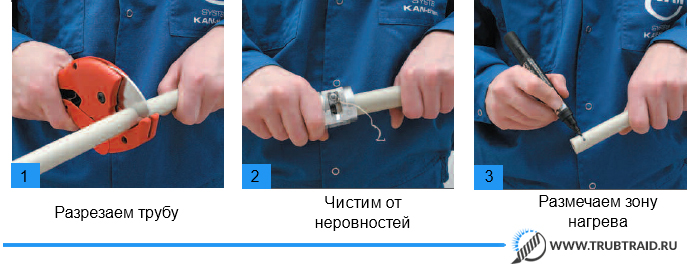
Az olyan folyamat, mint a PVC-csövek saját kezű forrasztása, bizonyos előkészítő lépéseket tartalmaz. Közülük a legjelentősebbek:
- Szerelési alkatrészek tisztítása.
- Fúvókák felszerelése a készülékre.
- Gondosan ellenőrizze az alkatrész fúvókába való belépésének tömítettségét. Azokat az alkatrészeket, amelyek nem illeszkednek elég jól, azonnal ki kell cserélni, mivel továbbra sem biztosítanak megfelelő minőséget a műanyag csövek felszereléséhez.
- A fúvókák és a pótalkatrészek kölcsönhatásának minőségének ellenőrzése után bekapcsolhatja a szerszámot a felmelegítéshez. Eddig minden alkatrészt le kell vágni és meg kell tisztítani.
Milyen egységekre és anyagokra lesz szükség
A PVC csövek forrasztásához rendelkeznie kell:
Készülék alkatrészek melegítésére. Általában "vasnak" vagy "forrasztópáknak" nevezik. Ügyeljen arra, hogy legyen egy fúvókakészlet, ezekre feltétlenül szükség lesz.
Csővágó, "vágó"
A beszerelés megkezdése előtt rendkívül fontos megbizonyosodni arról, hogy a kés tökéletesen meg van-e élezve. Ha a dolgok tényleges állapota eltér a leírtaktól, akkor a vágót élezni vagy ki kell cserélni, különben sok hiba történik az összeszerelés során.
Rongyok (nem rostos) és alkohol vagy bármilyen más zsíroldó szer
Az alkatrészeknek és a fúvókáknak tökéletesen tisztáknak kell lenniük a fűtés kezdetén.
Érdekes tudni, hogy a fenti módszerek mindegyike releváns a gázt szállító csövek felszerelésére is.
Mérő- és jelölőeszközök. Az elsőként a legegyszerűbb bármilyen kényelmes méretű mérőszalag tökéletes, a második - ceruza vagy marker.
Olyan esetekben, amikor 50 mm-t meghaladó átmérőjű alkatrészek csatlakoztatásáról van szó, központosító berendezés beszerzése szükséges.
Éles kés a letöréshez. A legjobb megoldás egy favágó vásárlása lenne.
Következetes forrasztási technológia
A műanyag csövek forrasztása a legjobban jó szellőzésű helyiségben történik. Ez annak a ténynek köszönhető, hogy hevítéskor a polimerek egészségre veszélyes méreganyagokat bocsátanak ki. Megfelelő koncentrációban mérgezést okoznak.
 A csöveket jobb védőkesztyűvel forrasztani
A csöveket jobb védőkesztyűvel forrasztani
Előkészületi szakasz:
- A szükséges méretű nyersdarabot a forrasztópáka munkatestére kell felszerelni;
- A hőmérséklet beállításának 260 fokon belül kell lennie;
- Minden további alkatrész előkészítve, megtisztítva és megfelelően elhelyezve;
- A forrasztópáka be van kapcsolva;
- Várja meg, amíg a készülék eléri a kívánt hőmérsékletet, amit a zöld érzékelő igazol.
Ezután a csövet és a tengelykapcsolót egyszerre kell felhelyezni a forrasztópákra és az üres felületre. A csővezeték a nyersdarab belső részébe van szerelve. A tengelykapcsoló kívülről van felszerelve. A csövet az előre megjelölt részhez kell tolni. A tengelykapcsoló ütközésig fel van nyomva. A megfelelő hegesztéshez emlékeznie kell az időre.
Alacsony hőmérsékleten a diffúzió szintje alacsony lesz, ami befolyásolja az ötvözet minőségét. Túlmelegedés esetén az alkatrészek deformálódnak. Az időt az anyag átmérőjétől függően választjuk meg.
Amikor az alkatrészeket felmelegítik, gyorsan össze kell illeszteni őket. Ebben az esetben ügyelni kell az igazításra. Néhány másodpercig elvégezheti a javítást, de nem forgathatja el a terméket
Fontos, hogy munka közben ne húzzunk, de ne is rohanjunk
Különbségek forrasztó műanyag és fém-műanyag között
Sokan érdeklődnek a fém-műanyag termékek megfelelő hegesztésének módjáról. Érdekes, hogy ilyen fogalom a szakemberek munkájában nem létezik. Alumínium csövek hegesztése. Ebben az esetben a tompa vagy átfedés technikát alkalmazzuk. A csatlakozáshoz szerelvényeket használnak.
A szerelvények típusai:
- Tömörítés;
- Présszerelvények.
A présszerelvények tartósabbak. A csövek összekötése préssel, speciális szerszámmal történik.Egy egyszerű csavarkulcsot használnak a nyomókötések meghúzására. De az ilyen szerelvények nem tartalmazzák a hegesztést.
Alumínium erősítésű polipropilén csövek vannak a piacon. Fűtési és melegvíz-rendszerekben használják. Ezek az eszközök hegesztést igényelnek.
 A hibák elkerülése érdekében forrasztás előtt érdemes megnézni az oktatóvideót.
A hibák elkerülése érdekében forrasztás előtt érdemes megnézni az oktatóvideót.
Fém-műanyag termékeknél nem alkalmaznak hegesztést. De a megerősített termékek ilyen módon kapcsolódnak egymáshoz. A műanyag csövek között népszerűek a PVC lehetőségek. Tágulási együtthatójuk kicsi. A termékek jellemzői lehetővé teszik, hogy csak csatornák elrendezésére használják őket. A központi vízellátáshoz azonban nagy átmérőjű csöveket lehet venni. A szerelés hegesztéssel vagy ragasztással történhet.
PVC forrasztás titkai és biztonsági intézkedések
A forrasztási munkákat pozitív hőmérsékletű helyiségben kell elvégezni. Figyelembe kell venni, hogy minél hidegebb van, annál tovább melegednek az elemek. Azonban számos egyéb szabályt is be kell tartani.
A PVC csövek forrasztásának jellemzői:
- A vasaló teljesítménye 1200 watt legyen.
- A kézi eszköz legfeljebb 32 mm átmérőjű csövekhez használható. Nagy méretekhez professzionális felszerelést használnak.
- A munka megkezdése előtt a készüléket 5-10 percig fel kell melegíteni. Ez szükséges ahhoz, hogy a fúvókákkal ellátott készülék elérje a kívánt paramétereket.
- Forrasztás után tilos a csatlakozást görgetni. Ellenkező esetben megsértheti a varrás integritását. A torzításokat csak úgy lehet kiegyenesíteni, hogy a csatlakozás ne szivárogjon.
- Nem kell nagy erőt kifejteni az alkatrészek összenyomásához. Ellenkező esetben a rést forró műanyag tölti ki, és megzavarja az átjárhatóságot.
- A csőcsatlakozás és a szerelvény belseje között rés nem megengedett. Ellenkező esetben nyomás alatt szivárgás lép fel.
- Használat előtt a forrasztott területnek teljesen le kell hűlnie.
- A munka befejezése után a vasalót megtisztítják a műanyagtól. Tehát a készüléken nem lesznek szénlerakódások, és a forrasztáshoz használt elemek nem sérülnek meg.
Használjon lapos fapálcát a tisztításhoz. Így a teflon nem sérül meg. A fémtárgyak megkarcolhatják a felületet, és használhatatlanná tehetik a fúvókát, mert a műanyag elkezd hozzátapadni a bevonathoz.
 A forrasztógépet úgy kell elhelyezni, hogy stabilan álljon.
A forrasztógépet úgy kell elhelyezni, hogy stabilan álljon.
Az elektromos szerszámokkal végzett munka során fontos betartani a biztonsági óvintézkedéseket. Ellenkező esetben megéghet vagy megsérülhet.
Védőkesztyűben kell dolgozni. A helyiségnek tisztának és pormentesnek kell lennie. Ellenkező esetben a részecskék leülepednek a műanyagon, és megzavarják a forrasztás minőségét.
A forrasztópáka vízszintesen kerül a felületre. Működés közben tilos a berendezést kikapcsolni. A munka akkor kezdődik, amikor a vasaló teljesen felmelegszik. A modern modellekben ezt egy jelző jelzi. A régi stílusú opciókhoz várjon 20 percet.
A polietilén csövek forrasztása nem rendelkezik bonyolult technológiával. A hegesztésnek lehetnek jellemzői, ha megerősített termékeket forraszt
Fontos azonban az óvintézkedések megtétele. A csövek helyes forrasztása segít az alapvető titkokban és szabályokban. Ezenkívül pontosan kövesse az utasításokat.
Ezenkívül pontosan kövesse az utasításokat.
Fajták és felszerelés választék
A forrasztóberendezés olyan eszköz, amely magas hőmérsékleten megbízható hermetikus kapcsolatot hoz létre. Műanyag és öntöttvas termékek hegesztéséhez különböző berendezések használhatók.
A polipropilén hegesztéséhez 2 fő berendezéscsoportot különböztetnek meg:
- Mechanikai eszközök. Akkor használják őket, ha nagy a munkamennyiség és sok munkaerő szükséges.
- Kézi készülék. Használható kis átmérőjű csövekhez önálló munkához.
A mechanikus eszköz tartalmaz egy tartókeretet, egy blokkot, egy hidraulikus egységet. A berendezés mindkét oldalán markolat található. A közepén betétek figyelhetők meg. Feladatuk a nyomás és a központosítás megfelelő elosztása.
 A csövek forrasztásához jobb 2 embert használni
A csövek forrasztásához jobb 2 embert használni
A végeit elektromos trimmerrel egyengetik. Ez egy forgó tárcsa kétoldalas késekkel. Az egység fő eleme egy elektromos fűtés. Belül van szerelve, és egy fűtőelemmel ellátott lemez.
A kézi forrasztáshoz speciális vasalót kell vásárolnia. A működési elv egy háztartási gépre hasonlít, bár a készülékek megjelenése eltérő. A vasaló kialakítása tartalmaz egy fűtőlapot, egy termosztátot és egy fogantyút. A lemezen két furat található az alkatrészek forrasztásához. A teflon bevonat miatt a felmelegített műanyag nem tapad a készülékhez.
A forrasztópákák fajtái és költsége.
Az ilyen egység, mint a vízvezeték forrasztópáka, meglehetősen eltérő lehet, a mester aktuális igényeitől és pénzügyi lehetőségeitől függően.

Forte WP6308
Egy ilyen eszköz fő paramétere, amelyre érdemes odafigyelni, a teljesítmény. Ez a jellemző határozza meg a fűtési sebességet és sok tekintetben annak hatásfokát.
A fúvókák száma és specifikuma is fontos, mert ettől a tényezőtől függ a feldolgozható termékek köre. Egy ilyen eszköz forrasztóeszközként történő beszerzésének tervezésekor figyelni kell a gyártóra.
| Erő | 800 W |
| Maximális üzemi t °C | 300°C |
| fűtési típus | Időszakos |
| Fúvókák: | Ø20 / 25 / 32 mm |
| Feszültségről működik | 220 V |
| Fűtés működőképes állapotba | akár 15 perc |
| Ár (kb.) | 10-15 c.u. |
Sok potenciális fogyasztót aggaszt egy olyan tényező is, mint a szóban forgó eszközök költsége. Meg kell érteni, hogy az eszköz ára meglehetősen eltérő lehet, 500 rubeltől (eredendően primitív és gyakran megbízhatatlan „vasak”) a több tízezer rubelig.
Fontos! Ha sok a munka, és 100-120 adagot kell elvégeznie. Ne lélegezze be az égett műanyagot, vigyázzon magára.
A forrasztás ára nagymértékben függ az egyedi munkakörülményektől, és általában legalább 200 rubelt tesz ki egy csatlakozás felszereléséhez.
2500-4000 rubelért nagyon jó minőségű szerszámot vásárolhat. A forrasztás ára nagymértékben függ az egyedi munkakörülményektől, és általában legalább 200 rubelt tesz ki egy csatlakozás felszereléséhez.
Ez az állapot félreérthetetlenül azt jelzi, hogy egy „vasaló” vásárlása egy rendelés teljesítése után anyagilag is indokolttá teheti magát, ha már újrafelhasználható használatról beszélünk.
Nos, ha a mesternek lehetősége van elkérni a szükséges eszközöket a munka idejére, akkor egy ilyen megoldás joggal nevezhető a legoptimálisabbnak. Más esetekben felmerül a kérdés a „forrasztópáka” bérlésével vagy a saját készülék beszerzésével kapcsolatban.

SPT-2200; Teljesítmény - 2200 W; üzemi t – 300 °C
Így vagy úgy, egy kiváló minőségű, megbízható eszköz vízcsövek műanyag csövekből történő szereléséhez, amelynek rövidítéseinek dekódolása megtalálható weboldalunkon,
soha nem lesz felesleges egy tapasztalt szakember vagy olyan személy kezében, aki belátható időn belül azzá kíván válni, aki ilyen munkát saját maga vagy kereskedelmi alapon végez.
Nézze meg a videós instrukciót – 4 perc 31 mp:
Hogyan történik az összeszerelés
A további munkafolyamat a következőképpen történik:
- A hegesztés módjától függetlenül - forrasztópáka nélkül vagy azzal együtt, a jelölést el kell végezni.
- A készülékre vonatkozó utasításokat követve fel kell melegíteni a csatlakoztatott részeket, és a csatlakozás megkezdése után ne engedje, hogy a cső a szerelvény falához feküdjön. A megfelelően végrehajtott jelölés segíthet ebben.
- Hagyja teljesen kihűlni a szerelt területet, és biztosítsa annak mozdulatlanságát.
- Ezt követően meg kell győződnie arról, hogy nincsenek házasságok (megereszkedés, eltérések a közös tengelytől, szivárgások).Ha a leírt hibák bármelyikét észlelik, a sikertelen részt szét kell szerelni, majd új alkatrészek felhasználásával és az elkövetett hibák figyelembevételével újra össze kell szerelni.



