Hogyan fúrjunk öntöttvasat fúróval Szerszámgépek, hegesztés, fémmegmunkálás

Mielőtt megtanulná, hogyan kell megfelelően kezelni az öntöttvas csövet, és különösen, hogyan kell fúrni egy öntöttvas csövet, ki kell derítenie, mi az, hol és mire használják.
Az öntöttvas csövek fő célja a szennyvíz elvezetése a fő kollektorokhoz.
A következő eszközökre lehet szüksége:
Öntöttvas csövek csatlakoztatása. SMU (mindkét csővég sima); SME (a cső egyik vége sima, a másik levehető csatlakozású)
- elektromos fúró vagy merevítő;
- fúrók győztes fúvókákkal;
- darálók és tárcsák fémhez;
- marker a jelöléshez.
Kétféle öntöttvas csövek létezik:
- SMU (mindkét csővég sima);
- és SME (a cső egyik vége sima, a másik levehető csatlakozású).
A csövek használatának megkezdése előtt meg kell győződnie arról, hogy a számukra kiválasztott hely nem mond ellent az építési előírásoknak. Kívánatos, hogy ne legyenek kanyarok és lejtők.
Öntöttvas csöveket nem szabad megmunkálni, csak csővágás megengedett. Ma ez a fém egyszerűen nélkülözhetetlen bizonyos típusú iparban, ezért olyan fontos az öntöttvas vágása és fúrása.
LLC DESIGN PRESTIGE
Öntöttvas csövek vágásának módszerei
A modern ipari körülmények között számos mód és különféle berendezések vannak, amelyek megoldják az öntöttvas vágásának kérdését.
A csövek vágásához használhat speciális szerszámot öntöttvas vágásához, fémfűrészt vagy fémtárcsás köszörűt.
A vasgyártás során, ha szükség van öntvények vágására, széles körben alkalmazták a termikus vágási módszereket:
- ív;
- vérplazma;
- elektrokontaktus;
- légív és mások.
Tilos a csövet gázégővel elvágni, valamint öntöttvas csöveket hegeszteni.
Ívmódszerrel történő vágáskor a következő márkájú elektródákat használják: ANR-2, LIM, OZR-1.
LLC DESIGN PRESTIGE
Behelyezés öntöttvas csőbe
Egy nyaraló vagy egy vidéki ház üzemeltetése során néha szükségessé válik a vízellátásból vagy a mosógép további csatornába történő leeresztése.
Ezt a problémát a "beszúrás" módszerrel lehet megoldani. Hogyan készítsünk bekötést öntöttvas csőbe?
A legtöbb esetben lehetőség van kész póló használatára, amelynek átmérője valamivel nagyobb. Le kell vágni a csőnek azt a részét, ahol nincs elágazó cső.
A csövet általában hosszában el kell vágni, lyukat kell fúrni, a többihez pedig egy elágazó csövet kell hegeszteni.
A fűtési csövek gyors és minőségi javítása mellett kulcsrakész fűtési rendszerek szakszerű telepítését is vállaljuk. Fűtési oldalunkon > resant.ru/otoplenie-doma.html
Kommunikációhoz használja az LLC DESIGN PRESTIGE 8 (495) 744-67-74 telefonszámát, amely éjjel-nappal hívható.
jegyzet
Cégünk, a LLC DESIGN PRESTIGE az ANO INTERREGIONAL IGAZSÁGÜGYI SZAKÉRTŐI TESTÜLET non-profit szervezet tagja. Független építési műszaki szakértői szolgáltatásokat is nyújtunk.
hírek
Mit és hogyan fúrjunk öntöttvasat?
A kohászati ipar fejlődésével összefüggésben a fémek és ötvözeteik sokfélesége jelenik meg a piacon. A fém képes helyettesíteni az acélt, mert ez egy magas árú anyag. Feldolgozáskor tudnia kell öntöttvas fúrását az ipari termelésben, magánműhelyekben.
Öntöttvas fúrása géppel
Öntöttvas csövek vágásának módszerei
A modern ipari körülmények között számos mód és különféle berendezések vannak, amelyek megoldják az öntöttvas vágásának kérdését.
A csövek vágásához használhat speciális szerszámot öntöttvas vágásához, fémfűrészt vagy fémtárcsás köszörűt.
A vasgyártás során, ha szükség van öntvények vágására, széles körben alkalmazták a termikus vágási módszereket:
- ív;
- vérplazma;
- elektrokontaktus;
- légív és mások.
Tilos a csövet gázégővel elvágni, valamint öntöttvas csöveket hegeszteni.
Ívmódszerrel történő vágáskor a következő márkájú elektródákat használják: ANR-2, LIM, OZR-1.
LLC DESIGN PRESTIGE
Hogyan fúrjunk lyukat öntöttvasba
A mindennapi életben gyakran vannak olyan helyzetek, amikor extrém körülmények között kell dolgozni. Az egyik legnehezebb munka az öntöttvas fúrása, mert. koptató anyagokra utal. Az okok sokfélék lehetnek: a fürdő finomításától a személyes műszaki ötletekig.
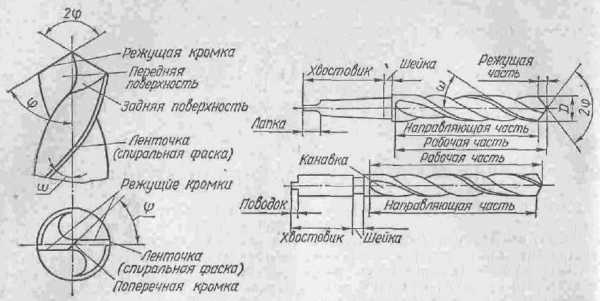
Öntöttvas csigafúró elemei.
Részletes utasítások az öntöttvas fúrásához
A munkához szükséges eszközök és anyagok:
- vonalzó;
- jelző;
- fa blokk;
- Bolgár;
- kerozin oldat.
Fúrócsiga öntöttvas fúrásához.
Mielőtt lyukat fúrna az öntöttvasba, előre világosan meg kell határoznia a célokat és célkitűzéseket, mert. látni kell a végeredményt. Előzetes tapasztalat nélküli lyukak fúrásakor hibákat követnek el. A három leggyakoribb a kicsúszott lyukak, a letört zománc és még a törött fúrók is.
Mielőtt bármibe belekezdene, meg kell győződnie arról, hogy valóban öntöttvas van-e Ön előtt. A legegyszerűbb módja az, hogy megpróbálja felemelni a terméket. Ha a hatalmas tömeg miatt nem emelkedik, akkor nem történt hiba. Egyébként közönséges acél.
A legfontosabb szempont, amit a munka során nem szabad elfelejteni, a sietség hiánya. Ha nagyon muszáj és szűkek a határidők, akkor is utazósebességgel kell öntöttvasat fúrni, mert. az anyag nem csak nagyon kemény, de nagyon törékeny is, ami miatt akaratlanul is búcsút inthet az öntöttvas terméknek.
Most megkezdheti az előkészítő munkát. Az előkészítés kezdetén minden szükséges jelölést fel kell helyezni a felületre egy fekete vagy piros vastag jelölő segítségével. A pontok kicsire vannak beállítva, hogy munka közben véletlenül se távolítsa el a fúrót a kiválasztott pozíciókból.
A fúró keményfém acélból készüljön, élezése pedig kifogástalan legyen. A fúró 116-118 fokos szögű fémhez legyen, hogy ne karcolja meg a felületet, hanem beleásson. Ha ezt a pillanatot nem vesszük figyelembe, akkor nagyon nagy valószínűséggel a zománc nem egy óvatos körben lesz levágva, hanem meghasad, repedéseket hagyva körülötte.
Ha biztonságban akar lenni, használhat egy fahasábot. Egy lyukat készítenek benne, 2 mm-rel nagyobb, mint a használt fúró, hogy a szakmai tevékenység során ne legyenek nehézségek. Ennek a rúdnak lehetőleg 2-2,5 cm vastagnak kell lennie, hogy a fúró ne járjon akkor sem, ha a kéz remeg. Munka közben a rudat úgy kell felvinni a felületre, hogy egy előre megjelölt pont látható legyen a közepén. Egy kézzel kell megnyomni, míg a másikkal az egész munkafolyamatot megszervezi.
A kezdők gyakran elfelejtik vagy szándékosan figyelmen kívül hagyják a fúrógép hűtését, emiatt sokkal lassabb a munkafolyamat, és maga a fúró is gyorsabban elhasználódik. Ennek elkerülése érdekében kerozin oldatot kell használni. A fogyasztása elég kicsi ahhoz, hogy a fúrókat drágábban lehessen értékelni.
Van egy másik módja annak, hogy ne károsítsa a zománcot, és ugyanakkor mindent a legjobb minőségben tegyen - daráló használata. A szokásos vágókorong helyett egy csiszolókorongot kell felfűzni, amellyel a tapaszt biztonságosan megtisztítják a zománctól, és csak ezután hajtják végre a fent leírt lépéseket. Ez a megközelítés nemcsak minimalizálja a kockázatokat, hanem jelentősen felgyorsítja a folyamatot. Általában az átmérőhöz további 2 mm-t ragasztanak, mert. ebben az esetben az eredmény hibátlan lesz.
A munkafolyamat utolsó szakasza
Az öntöttvas fajtái.
Eszközök és anyagok:
- Bolgár;
- alkohol;
- tömítőanyag.
Miután sikerült lyukat fúrni a fürdőben, újra kézbe kell venni a csiszolót, de ezúttal a sarokcsiszolót a megfelelő célra, a fémfelület csiszolására használjuk. Ha a lyukat nem csiszolják, akkor az éles végek különböző irányokba nyúlnak ki, ami nemcsak megakadályozza a munkafolyamat befejezését, hanem megsértheti a bőrt is.
Az öntöttvas polírozott felületét közvetlenül a megmunkálási folyamat után alkohollal vagy más hasonló oldattal zsírtalanítják, majd tömítőanyagot kell felvinni. Mint minden fém, az öntöttvas is fokozottan reagál a nedves környezetnek való kitettségre, ezért a védelem létfontosságú számára.
Az öntöttvas saját kezű fúrásához nem kell sok idő vagy komoly modern berendezés. a legmodernebb fúró helyett használhat egy régi merevítőt, és cserélje ki a csiszolót csiszolóval.
Öntöttvas cső fúrása
Öntöttvas csatornacsőbe nem mindig lehet megfelelő átmérőjű lyukat fúrni. Ez a rendelkezésre álló fúrók átmérőjének köszönhető. A fúrótokmány mérete ritkán haladja meg a 10-12 mm-t. 10 mm-nél nagyobb átmérőjű lyuk készítéséhez körben perforálják és fémfűrészlappal kivágják.
Ez a munka odafigyelést és türelmet igényel. A fúrás megkönnyítése érdekében el kell távolítani a felső edzett fémréteget
A munkát alacsony fordulatszámú fúróval végzik. A lyukakat több lépésben készítik, kisebb átmérőjű fúróval a nagyobbig. A vágóél élezési szögének 110-115°-on belül kell lennie. A fúrót rendszeresen le kell hűteni, lehetőleg motorolajjal. Lyuk fúrásakor minimális erőt kell kifejteni a fúróra.
A csövek és szerelvények szürkeöntvényből készülnek. Ha a fehér termékeket kifogják, akkor azokat nem lehet otthon feldolgozni, de az élettartamuk aránytalanul hosszabb.
Fúrási folyamat

A fúrás során számos egyszerű szabályt kell követnie.
- Minimális sebességgel kell fúrnia - legfeljebb 400 fordulat / perc. Érdemes még arra is gondolni, hogy nem elektromos fúróval, hanem mechanikus vagy forgó fúróval fúrunk. Alacsony fordulatszámra van szükség, hogy ne melegítse túl a fúrót, és ne tompítsa el.
- Nem szükséges erős nyomást kifejteni a fúróra. Erős nyomás hatására ismét túlmelegszik. De előfordul, hogy az öntöttvas nagyon kemény, ezért erősen kell nyomni. Ebben az esetben a forgalmat még kisebbre kell tenni.
- A hűtéshez vizet adhat a fúrási helyhez, de jobb, ha speciális, kenőanyagot tartalmazó hűtőfolyadékokat használ. Vannak, akik szívesebben hűtik petróleummal.
- Öntöttvas fúrásakor nem forgács képződik, hanem morzsa. A fúró hornyai mentén távolról sem távolítható el teljesen, ezért a fúrás helyét rendszeresen meg kell tisztítani.
Ezek az öntöttvas fúrásának szabályai. Reméljük, hogy ezek a tippek segítenek a munka elvégzésében!
Az ipar fejlődése olyan új anyagok megjelenéséhez vezet, amelyek olyan tulajdonságokkal rendelkeznek, amelyek igényt tartanak a modern termékek és szerelvények számára. Ennek ellenére az öntöttvas, a maga sokféleségében, továbbra is vas-szén ötvözet, amely nélkül nehéz elképzelni a mindennapi élet bármely ágát, kommunikációs rendszert vagy gyártóberendezést. Szerelvények, elzáró szelepek, csövek, fürdőkádak, radiátorok, vasúti pálya és személygépkocsik fékbetét rögzítő elemei, acélt helyettesítő öntött alkatrészek. Ezek egy hosszú ideig folytatható lista összetevői.
Ennek az anyagnak a feldolgozása különös figyelmet érdemel a nagyvállalatok és a házi kézművesek számára. Az öntöttvasba való lyuk fúrásának egyik fő szempontja.
Kezdés Néhány használati funkció
A következő eszközökre lehet szüksége:
Öntöttvas csövek csatlakoztatása. SMU (mindkét csővég sima); SME (a cső egyik vége sima, a másik levehető csatlakozású)
- elektromos fúró vagy merevítő;
- fúrók győztes fúvókákkal;
- darálók és fémtárcsák;
- marker a jelöléshez.
Kétféle öntöttvas csövek létezik:
- SMU (mindkét csővég sima);
- és SME (a cső egyik vége sima, a másik levehető csatlakozású).
A csövek használatának megkezdése előtt meg kell győződnie arról, hogy a számukra kiválasztott hely nem mond ellent az építési előírásoknak. Kívánatos, hogy ne legyenek kanyarok és lejtők. Öntöttvas csöveket nem szabad megmunkálni, csak csővágás megengedett. Ma ez a fém egyszerűen nélkülözhetetlen bizonyos típusú iparban, ezért olyan fontos az öntöttvas vágása és fúrása.
LLC DESIGN PRESTIGE
Részletes utasítások az öntöttvas fúrásához
A munkához szükséges eszközök és anyagok:
- vonalzó;
- jelző;
- fa blokk;
- Bolgár;
- kerozin oldat.
Mielőtt lyukat fúrna az öntöttvasba, előre világosan meg kell határoznia a célokat és célkitűzéseket, mert. látni kell a végeredményt. Előzetes tapasztalat nélküli lyukak fúrásakor hibákat követnek el. A három leggyakoribb a kicsúszott lyukak, a letört zománc és még a törött fúrók is.
Mielőtt bármibe belekezdene, meg kell győződnie arról, hogy valóban öntöttvas van-e Ön előtt. A legegyszerűbb módja az, hogy megpróbálja felemelni a terméket. Ha a hatalmas tömeg miatt nem emelkedik, akkor nem történt hiba. Egyébként közönséges acél.
A legfontosabb szempont, amit a munka során nem szabad elfelejteni, a sietség hiánya. Ha nagyon muszáj és szűkek a határidők, akkor is utazósebességgel kell öntöttvasat fúrni, mert. az anyag nem csak nagyon kemény, de nagyon törékeny is, ami miatt akaratlanul is búcsút inthet az öntöttvas terméknek.
Most megkezdheti az előkészítő munkát. Az előkészítés legelején minden szükséges jelölést fel kell helyezni a felületre egy fekete vagy piros vastag jelölő segítségével. A pontok kicsire vannak beállítva, hogy munka közben véletlenül se távolítsa el a fúrót a kiválasztott pozíciókból.
A fúró keményfém acélból készüljön, élezése pedig kifogástalan legyen. A fúró 116-118 fokos szögű fémhez legyen, hogy ne karcolja meg a felületet, hanem beleásson. Ha ezt a pillanatot nem vesszük figyelembe, akkor nagyon nagy valószínűséggel a zománc nem egy óvatos körben lesz levágva, hanem meghasad, repedéseket hagyva körülötte.
Ha biztonságban akar lenni, használhat egy fahasábot. Egy lyukat készítenek benne, 2 mm-rel nagyobb, mint a használt fúró, hogy a szakmai tevékenység során ne legyenek nehézségek. Ennek a rúdnak lehetőleg 2-2,5 cm vastagnak kell lennie, hogy a fúró ne járjon akkor sem, ha a kéz remeg. Munka közben a rudat úgy kell felvinni a felületre, hogy egy előre megjelölt pont látható legyen a közepén. Egy kézzel kell megnyomni, míg a másikkal az egész munkafolyamatot megszervezi.
A kezdők gyakran elfelejtik vagy szándékosan figyelmen kívül hagyják a fúrógép hűtését, emiatt sokkal lassabb a munkafolyamat, és maga a fúró is gyorsabban elhasználódik. Ennek elkerülése érdekében kerozin oldatot kell használni. A fogyasztása elég kicsi ahhoz, hogy a fúrókat drágábban lehessen értékelni.
Van egy másik módja annak, hogy ne károsítsa a zománcot, és ugyanakkor mindent a legjobb minőségben tegyen - daráló használata. A szokásos vágókorong helyett egy csiszolókorongot kell felfűzni, amellyel a tapaszt biztonságosan megtisztítják a zománctól, és csak ezután hajtják végre a fent leírt lépéseket. Ez a megközelítés nemcsak minimalizálja a kockázatokat, hanem jelentősen felgyorsítja a folyamatot. Általában az átmérőhöz további 2 mm-t ragasztanak, mert. ebben az esetben az eredmény hibátlan lesz.
A legtöbb ember, aki egy nap öntöttvas fürdőtálat használ, arra a gondolatra jut, hogy újításokat vezet be a vízi eljárásokba.A fejlesztések gyakran a keverőnek közvetlenül a termék egyik oldalára történő felszereléséhez vagy hidromasszázs berendezés felszereléséhez kapcsolódnak.
Bármit is gondoltak a tulajdonosok, ez a folyamat zománcforgácsokhoz és a fürdőszoba károsodásához vezethet, ha nincs elegendő tapasztalat és tudás az öntöttvas fürdő fúrásához.
A fúrási eljárást sietség nélkül kell elvégezni, mivel az alap, amelyben a lyuk található, nagyfokú törékenységgel rendelkezik.
Betét, rátéttel
Az ilyen műveletet a felszálló szegmens eltávolítása nélkül hajtják végre. Ehhez pontosan meg kell határozni a bekötési pontot, fúró ill
vágjon ki egy lyukat, és szereljen be egy adaptert a kívánt méretű kimenettel. A bélés felszerelése különböző átmérőjű csövekre is elvégezhető. A kialakított lyuk mérete a méretüktől függ, amely nem lehet több, mint a cső átmérőjének fele.
A bélés megvásárolható a boltban, vagy saját kezűleg is elkészíthető. Ehhez vegyen egy formázott részt a szükséges eltávolításával
méretre és vágja ki úgy, hogy meghagyja a termék falának egy részét. Ez szükséges a telepítési hely lezárásához. A megfelelő sűrűség biztosítása érdekében a csövet megtisztítják, a sorját és az öntvényhibákat eltávolítják. A bélés beépítési helyét tömítőanyaggal kell megkenni. A készülék bilincsekkel van rögzítve. A felesleges pasztát eltávolítjuk.
Az ipari adapter beépítése ugyanúgy történik, csak csavarokkal rögzítik. A helyszín tömítettségét gumi tömítőgyűrűk biztosítják. Az öntöttvas csövek hegesztésével történő behelyezést nem hajtják végre, mivel lehetetlen elérni a szükséges tömítettséget.
Az öntöttvas munka finomságai
Az egyszerű szabályok betartása lehetővé teszi a kívánt eredmény elérését úgy, hogy a fúrókat, szerszámokat, kezeket érintetlenül hagyja:
- Irányítsa a fúrógépre vagy gépre kifejtett terhelést anélkül, hogy a fúró eltörne. Az öntöttvas termékeket főként öntéssel állítják elő. Lehetséges zsugorodási héjak és üregek megjelenése. Ilyen üregbe esve a fúró az esetek 95%-ában eltörik. Sérülésveszély vagy törött fúró egy befejezetlen furatban.
- Ne melegítse túl a fúrót. Szünetet tartson a munkában. Ez megakadályozza a fém meglágyulását és meghosszabbítja élettartamát.
- Öntöttvas fürdő fúrásához használjon előgyémánt fúrót csempéhez és üveghez. Ez egy egyszerű lépés a zománc repedésének megakadályozására.
- Ha az átmérő meghaladja a 11 mm-t, akkor a legjobb megoldás egy kisebb átmérőjű, majd a szükséges méretű fúró átvezetése.
Megfelelő megközelítéssel és odafigyeléssel az öntöttvas fúrása nem lehetetlen feladat. Az ebben a cikkben bemutatott információk teljes képet adnak az öntöttvas fúrásáról, az összes árnyalatról és finomságról
Öntöttvas bármilyen fémfúróval fúrható!
Használhat fúrókat a közönséges olcsótól a drágaig, különféle bevonatokkal és speciális, nagy szilárdságú anyagokból.
A lényeg az, hogy a fúró vasfémhez legyen élesítve, és nem színesfémhez, mivel ha nem élesítik megfelelően, akkor nagyon gyorsan eltompul. És még jobb, ha van ilyen lehetőség, akkor élesítse ki a fúrót kifejezetten öntöttvashoz. Az élezési szögnek 116-118 fokon belül kell lennie
A szög mellett azt is figyelembe kell venni, hogy a fúró külső sarka öntöttvasra van vágva, mert ha nem vágják, akkor a fúró azonnal tompa lesz a széleken és elkezdi nyalni a belsejét a furatról, ami nem csak a fúrást nehezíti, hanem a furat felületét is egyenetlenné teszi.
Az öntöttvasat nagyon lassú fordulatszámon kell fúrni kis fúróelőtolással, mert a fordulatszám növekedésével a fúró azonnal tompa lesz, és a nyomás növekedésével egyszerűen eltörhet.
Az sem lényegtelen, hogy az öntöttvas fúrása során a fúróhelyen lévő fúrót folyamatosan hűteni kell, mivel nagy a hőleadás, és ha nem szabályozzák a hőmérsékletet, akkor a fúró egyszerűen meghibásodik. A legjobb nem csak vízzel hűteni, hanem speciális hűtőfolyadékkal, amelyben a kenőanyagok is találhatók.
www.remotvet.ru
Fúrás ipari méretekben
Az ipari termelésben, ha meg kell oldani az öntöttvas fúrásának problémáját, megfelelő gépeket használnak olyan munkaeszközökkel, amelyek speciális, megfelelő élezésű munkafelülettel rendelkeznek. A kívánt üzemi hőmérséklet biztosításához hűtőfolyadék-ellátás szükséges.
Az öntöttvas fúrásának kérdésén kívül feltétlenül fel kell tennie magának a biztonság kérdését az ilyen munka során. Figyelembe kell venni az üregek, üregek és hasonló hibák előfordulásának lehetőségét a feldolgozott anyag tömbjében. Ez gyakrabban az öntöttvasban és számos más alkatrészben lévő nagy mennyiségű szénnek köszönhető.
Ezek a hirtelen fellépő hibák azt is eredményezik, hogy a fémfeldolgozás során nagy mennyiségű finom morzsa és por szabadul fel. A feldolgozási módszerek az öntöttvas típusától függenek, de vannak általános szabályok és biztonsági követelmények.
Ennek következtében a munkavégzés során általánosan elfogadott védőintézkedéseket kell tenni. Meg kell védenie légzőrendszerét. Miért szükséges a munkavégzés helyének szellőző kámzsával való felszerelése mellett a személyi védelemhez légzőkészüléket vagy pamut-géz „sziromot” használni?
A szemét is védenie kell. A biztonsági követelmények közé tartozik a védőernyők megléte, a zárt szélű védőszemüveg használata. A munkát speciális munkaruhában, kesztyűben és fejfedőben kell végezni.
Annak érdekében, hogy az öntöttvas cső fúrása során ne legyen probléma, ismernie kell az anyag tulajdonságait és a kezelési szabályokat.
Az öntöttvas csöveket hulladékfolyadékok elvezetésére és főgyűjtők létrehozására tervezett csővezetékekben használják. Az öntöttvas előnyei közé tartozik a tűzállóság és az alacsony zajszint. Ez a fém azonban óvatosabb hozzáállást igényel, mint a PVC csövek. Azt is megjegyezzük, hogy az öntöttvas csöveket általában belülről és kívülről korróziógátló anyaggal vonják be.
Az öntöttvas csövekkel való munkához a következő eszközöket kell elkészíteni:
- merevítő / elektromos fúró;
- fúrók és fúvókák a Pobedittől;
- egy jelölő, amellyel a csövekre jelölések kerülnek.
Hogyan fúrjunk öntöttvasat otthon és professzionális berendezéseken

Az ipar fejlődése olyan új anyagok megjelenéséhez vezet, amelyek olyan tulajdonságokkal rendelkeznek, amelyek igényt tartanak a modern termékek és szerelvények számára.
Ennek ellenére az öntöttvas, a maga sokféleségében, továbbra is vas-szén ötvözet, amely nélkül nehéz elképzelni a mindennapi élet bármely ágát, kommunikációs rendszert vagy gyártóberendezést.
Szerelvények, elzáró szelepek, csövek, fürdőkádak, radiátorok, vasúti pálya és személygépkocsik fékbetétek rögzítőelemei, acélt helyettesítő öntött alkatrészek. Ezek egy hosszú ideig folytatható lista összetevői.
Ennek az anyagnak a feldolgozása különös figyelmet érdemel a nagyvállalatok és a házi kézművesek számára. Az öntöttvasba való lyuk fúrásának egyik fő szempontja.
Hogyan fúrjunk öntöttvasat
Az öntöttvas fúrásának megkezdése előtt ügyeljen a felület előkészítésére. A felület csiszolópapírral történő sorjázása, tisztítása és zsírtalanítása lehetővé teszi, hogy kellemetlen meglepetések nélkül sima lyukat érjen el a megfelelő helyen
Ez az előkészítés lehetővé teszi a fémtermékek megmunkálása során keletkező hő eltávolítását.
Az öntöttvas szerkezete, függetlenül a benne lévő grafit formájától, hajlamos a lehűlésre, amikor a kritikus hőmérsékletre melegített területeket élesen lehűtik. Ugyanakkor az öntöttvas törékennyé válik, és hajlamos a tönkremenetelre a legkisebb mechanikai terhelés hatására.
A munka megkezdése előtt meg kell értenie, hogyan kell fúrni az öntöttvasat - milyen szerszámra és milyen fogyóeszközökre van szükség.
Fúró kiválasztása
Egy hagyományos fémfúró képes megbirkózni a feladattal.Ebben a helyzetben az egyetlen feltétel a vágószerszám megfelelő élezési foka.
Elméleti indoklás nélkül a fúrógyártók a megmunkáló vállalkozások képviselőivel együtt rájöttek, hogy az optimális élezési szögtartomány 116-118 fokos felfutás lenne.
Speciális acélból és ötvözetből készült hegyes fúrók alkalmazása akkor is indokolt, ha nagy mennyiségben és nagy átmérőjű furatok készítésére van szükség. Leggyakrabban használt fog nyerni. A fúró kialakításának meg kell felelnie a fém megmunkálásának.
A vállalkozásoknál a szerszámkészítők a betonfúrók gyémántkoronggal való élezésével kerültek ki a kényes helyzetekből. Az ilyen manipulációk azonban bizonyos készségeket igényelnek, és fúráskor nem biztonságosak. Az öntöttvas fúró kiválasztása fontos lépés.
Lásd még: Barkácsolás fémhomokfúvás alapelvei
Szerszám kiválasztása
Azokban a gyárakban és vállalkozásokban, ahol az öntöttvas nyersdarabok feldolgozását széles körben végzik, a fúrógépeket emulzióellátással látják el a fúró érintkezési pontjához. Egy ilyen technológiai lépés lehetővé teszi a fázistranszformációk elkerülését a kezelt területen.
A fúrógépekkel szembeni speciális követelmény a forgácsolószerszám forgási sebességének és a munkadarabba történő betáplálásnak a szabályozására és zökkenőmentes megváltoztatására vonatkozó fokozott követelmény. Emulzióként gyakran használnak speciálisan kialakított anyagokat. Ezek többnyire szulfonált és klórozott olajok. Szürkeöntvényhez kerozin használható.
Ha nincs szükség a folyamat felgyorsítására, a szürkeöntvény fúrható hűtőkenőanyag használata nélkül.
Érdekes információ. A lyuk fúrása után kezelje a széleit és az üregét tömítőanyaggal vagy epoxi ragasztóval. Ily módon további korrózió elleni védelem érhető el.
Az öntöttvas munka finomságai
Az egyszerű szabályok betartása lehetővé teszi a kívánt eredmény elérését úgy, hogy a fúrókat, szerszámokat, kezeket érintetlenül hagyja:
- Irányítsa a fúrógépre vagy gépre kifejtett terhelést anélkül, hogy a fúró eltörne. Az öntöttvas termékeket főként öntéssel állítják elő. Lehetséges zsugorodási héjak és üregek megjelenése. Ilyen üregbe esve a fúró az esetek 95%-ában eltörik. Sérülésveszély vagy törött fúró egy befejezetlen furatban.
- Ne melegítse túl a fúrót. Szünetet tartson a munkában. Ez megakadályozza a fém meglágyulását és meghosszabbítja élettartamát.
- Öntöttvas fürdő fúrásához használjon előgyémánt fúrót csempéhez és üveghez. Ez egy egyszerű lépés a zománc repedésének megakadályozására.
- Ha az átmérő meghaladja a 11 mm-t, akkor a legjobb megoldás egy kisebb átmérőjű, majd a szükséges méretű fúró átvezetése.
Megfelelő megközelítéssel és odafigyeléssel az öntöttvas fúrása nem lehetetlen feladat. Az ebben a cikkben bemutatott információk teljes képet adnak az öntöttvas fúrásáról, az összes árnyalatról és finomságról


