Hogyan kell hajlítani a betonacélt, fémlemezt stb. speciális szerszám nélkül
Ha már megkezdte a nagyjavítást saját kezűleg, függetlenül attól, hogy hol végzik el: otthon vagy lakásban, akkor sok tesztre fel kell készülnie.
Különösen számos olyan probléma merülhet fel, amelyeket nagyon nehéz megoldani megfelelő tapasztalat és speciális felszerelés nélkül. Például nem mindenki tudja, hogyan kell hajlítani egy fémlapot, betonacélt, profilt, sarkot stb. miközben jó eredményeket ér el. Ebben a cikkben megpróbálunk válaszolni a "rugalmatlan" kérdésekre, miközben minimális mennyiségű eszközzel boldogulunk.
Fémlemez hajlítása, horganyzás, profil
Nagyon gyakran a fémszerkezetek felszerelésekor nemcsak az acéllemezeket kell vágni, hanem íves formát is kell adni nekik.
Ezt megteheti otthon, anélkül, hogy pénzt költene harmadik féltől származó szolgáltatásokra. Például, hogyan kell meghajlítani egy fémlapot? Ehhez szükségünk van egy fa vagy gumi kalapácsra, fogókra, asztalra.
Ha 90 fokos görbület várható, akkor ennek az eszközkészletnek elegendőnek kell lennie. A lap egyszerűen lelóg az asztal széléről, ami után a kívánt görbületet a hajlítási területen egyenletes ütögetéssel érik el.
Hogyan hajlítsunk csövet előmelegítés nélkül
A profilcsövet saját kezűleg meghajlíthatja, előmelegítés nélkül, töltőanyaggal és anélkül is. Nem szükséges homok- vagy gyantacsövekkel feltölteni, amelyek profilmagassága nem haladja meg a 10 mm-t.
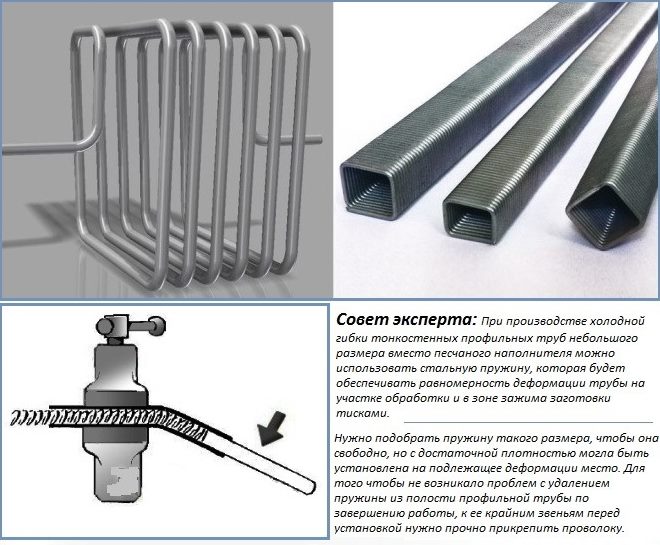
Van egy másik technika, amely magában foglalja a töltőanyag helyett egy sűrű tekercs tekercses rugó használatát, amelyet a professzionális cső belső üregébe helyeznek, és megvédik a termék falait a deformációtól, valamint a vastagságuk túlzott változásától. a hajlítási folyamat során.

Az elemi csőhajlító kialakítása egyszerű és megfizethető saját gyártású.
Azok számára, akiknek saját kezükkel kell meghajlítaniuk a profilcsöveket anélkül, hogy először melegítenék őket, használhatja az oktatóvideót és a következő egyszerű ajánlásokat.
- A profilcsövek szükséges hajlítását a legegyszerűbb eszközökkel - satu, tüskék, hajlítólemezek - lehet elérni.
- A kerek profilú termékekhez kézi csőhajlítót használhat. Ebben az eszközben újra kell készíteni a munkahengereket, amelyekben a mélyedés alakjának meg kell felelnie a csőprofilnak.
- A csöveket leghatékonyabban és legpontosabban hajlíthatja egy hengeralakító géppel, amelyet megvásárolhat vagy elkészíthet saját maga.
Milyen bonyolultságú a profilhajlítás
A hengerelt fém hajlításának lényege, profilja formájától függetlenül, hogy a profilcsövek részleges vagy teljes hajlítást kapnak. Az ilyen technológiai műveletet kétféleképpen hajtják végre: a hajlított csőre csak nyomással hatva, vagy a cső azon szakaszának további felmelegítésével, amelynek területén a hajlítást végrehajtják. A hajlítás során egyszerre két erő hat egy fémcsőre:
- nyomóerő (a kanyar belsejéből);
- húzóerő (a hajlított szakasz külső részéből).
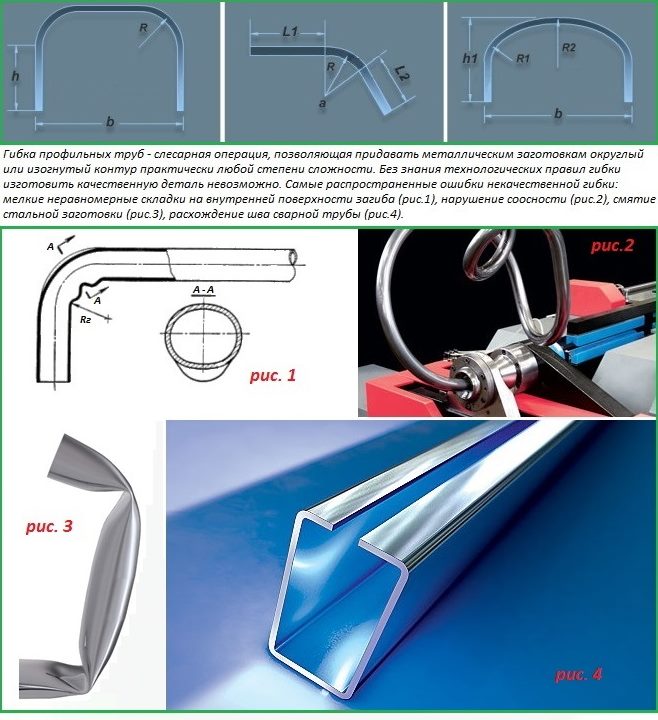
Az ilyen többirányú erők hatása okoz nehézségeket bármely profilcső hajlítási folyamatában.
- A cső anyagának olyan szegmensei, amelyek a hajlítási folyamat során megváltoztatják alakját, elveszíthetik elhelyezkedésük egytengelyűségét, ami azt eredményezi, hogy a cső egyes szakaszai különböző síkban helyezkednek el;
- Előfordulhat, hogy a csőnek a kanyar külső oldalán elhelyezkedő és feszültségnek kitett fala nem bírja a terhelést és szétreped.
- A cső összenyomásnak kitett belső falát hullámosodásra emlékeztető redők boríthatják.
Profilcsövek műszaki jellemzői
Ennek elkerülése érdekében nem csak a cső anyagának jellemzőit kell figyelembe venni, hanem annak geometriai paramétereit is - szelvény méretei, falvastagsága, sugár, amelyre hajlítani kell. A fentiek ismerete lehetővé teszi a megfelelő technológia kiválasztását és a hullámos cső megfelelő hajlítását anélkül, hogy összetörné és hullámos felületet ne kapna.
Ipari hideghajlítási módszerek

Az elem átmérőjétől és a munka mennyiségétől függően kéziszerszámok (csőhajlítók) vagy elektromechanikus hajtású készülékek használhatók.
A fő ipari hideghajlítási módszerek a következők:
- Tekercselési módszer. Ez a technika lehetővé teszi egy 1,0-4,26 cm keresztmetszetű cső hajlítását különböző síkokban. A szakasz alakjának megőrzéséhez kompozit vagy rúd tüskék - kalibráló dugók - használhatók.
- Egy csavarral. Ez a módszer legfeljebb 15 cm átmérőjű csőszerű elemek hajlítására alkalmas.Ebben az esetben a falvastagságnak lenyűgözőnek kell lennie. A módszer lényege: egy adott méretű statikus hajlító henger körül gördülő henger mozog. Megnyomja a csövet és meghajlítja.
- Henger. Ez a módszer lehetővé teszi a munkadarab spirálban vagy gyűrűben történő hajlítását. A görgőkön az elemet görgők mozgatják, és a görgők helyzete által meghatározott görbületet kap.
- Rajz. A módszer vékony falú varrat nélküli termékek hajlítására alkalmas. A hajlításhoz egy sablont készítenek egy nagyobb átmérőjű cső alakú elemből. Ezután a sablont becsavarjuk a szerszámba és rögzítjük egy bilinccsel. A sablon forgása miatt a munkadarab áthúzódik a szerszámon és meghajlik.
- Nyújtással. Ez a technika minimálisra csökkenti a fém deformációjának kockázatát. Ehhez a munkadarabot a szélein rögzítik, egy hajlítósablon segítségével egyszerre nyújtják és hajlítják.
- A támasztékokon. Általában két támaszt használnak, amelyekre a munkadarabot helyezik. Ahogy a támasztékok meg vannak hajlítva, a tengelyük körül forognak. A sablon az emelőrúdhoz van csatlakoztatva úgy, hogy az erőt a munkadarab közepén fejtik ki. A módszer legfeljebb 35,1 cm átmérőjű csőszerű termékek hajlítására alkalmas A berendezés lehetővé teszi a hajlítást közvetlenül az építkezésen.
- Belül hidrosztatikus nyomással. Ehhez folyadékot fecskendeznek a cső alakú elembe. A végekre dugókat szerelnek fel. A keletkező feszültségek hatására a fém szinte képlékeny állapotba kerül. Ezután egy sablont visznek a hajlítás helyére, és a munkadarabot meghajlítják.
- Nyomással. A módszer három hüvelyk átmérőjű elemek hajlítására alkalmas. A munkadarabot egy rögzített és mozgatható szerszámon nyomják át. A mátrixok egymáshoz viszonyított elmozdulása miatt lehetőség van a hajlítás görbületének beállítására. Ezzel a technikával egy munkadarab többször is hajlítható különböző síkban.
Ami a tüskék használatát illeti, a 3,2 cm-nél nem nagyobb keresztmetszetű csövek legegyszerűbb dugója lehet acélkábel. Ennek a kábelnek az egyik vége a fogantyúban van rögzítve. A másik vége a vezetékhez csatlakozik, hogy a lumenbe húzza. Ebben az esetben a kalibráló dugó átmérőjének valamivel kisebbnek kell lennie, mint a cső alakú termék keresztmetszete - körülbelül 0,1-0,5 mm-rel.
A kalibráló dugók használata során nem kívánt karcolások és bevágások keletkezhetnek a munkadarab belső felületén. Ez általában rozsdamentes acél termékek hajlításánál történik. Az ilyen nemkívánatos következmények elleni védelem érdekében ki kell választani a megfelelő parafaanyagot, valamint kenőanyagot kell használni, és alaposan meg kell tisztítani a felületet.
Csőhajlítási jellemzők

A munkadarabok hajlításának minden módszere kézi és mechanikus, valamint meleg és hideg hajlításra osztható.Néha a hajlítási folyamat nemkívánatos következményekkel jár a cső alakú termékre nézve, amelyek jelentős hatással vannak az elem későbbi működésére. E következmények megnyilvánulásának mértéke a cső anyagától, átmérőjétől, hajlítási sugarától, valamint a hajlítási eljárás végrehajtásának módjától függ.
A hajlítás negatív következményei a következők:
- A munkadarab falvastagságának csökkentése a hajlítás külső sugara mentén.
- Gyűrődések és redők kialakulása a falon, amely a kanyar belső sugara mentén helyezkedik el.
- A szakasz konfigurációjának megváltoztatása (a lumen méretének és alakjának csökkentése - ovalizálás).
- A hajlítási sugár változása az anyag rugóhatása miatt.
A hajlítás leggyakoribb hátránya a szelvény konfigurációjának és a falvastagságnak a megváltozása. A fém feszültségei miatt a külső fal a hajlításnál elvékonyodik, míg a belső fal éppen ellenkezőleg, megvastagodik. Ez a cső alakú elem észrevehető gyengülését eredményezi. Ez a jelenség a cső külső falának szakadása miatt veszélyes, mivel ez van kitéve a szállított közeg nagyobb nyomásának.
Az ovalizálás jelentősen gyengíti a munkadarabot is. Ez a jelenség különösen veszélyes egy anyagnak pulzáló terhelés melletti szállítására tervezett csővezeték meghajlításakor. Ha az ilyen elemeket épületszerkezetként használják, akkor az ovalizálás befolyásolja az elem megjelenését. Éppen ezért a hajlítási folyamat során arra törekednek, hogy az ilyen jelenségeket a lehető legkisebbre csökkentsék.
Ha az anyag megvastagodása miatt redők keletkeznek a belső falon, akkor ezek nemcsak a keresztmetszet csökkenésével járnak, hanem a mozgó áramlással szembeni ellenállást is létrehoznak. Ez viszont növeli a korrózió valószínűségét. Ezenkívül csökken a szerkezeti csőszerű elem teherbírása.
Csőhajlító szerszámok
A csőhajlító nélküli cső hajlításának kérdése nem okoz nehézséget, ha a művelet végrehajtásához a legegyszerűbb eszközöket használja. A csövek hideg hajlítását a következő eszközökkel végezheti el.
- Azokban az esetekben, amikor meg kell hajlítani egy puha (alumínium) vagy acél csövet, amelynek profilmagassága nem haladja meg a 10 mm-t, vízszintes lyukakkal ellátott lemezt használnak, amelybe ütközőket helyeznek be - fém csapok. Ezen csapok segítségével a termékeket a kívánt paramétereknek megfelelően hajlítják. Ennek a módszernek két komoly hátránya van: a hajlítás alacsony pontossága, valamint az a tény, hogy használatakor jelentős fizikai erőfeszítést kell tenni.
- A 25 mm-es profilmagasságú termékeket görgős szerelvényekkel lehet legjobban hajlítani. A cső biztonságosan rögzítve van egy satuban, és egy speciális hengerrel erőt kell kifejteni annak arra a részére, amelyet meg kell hajlítani. Ez az eszköz lehetővé teszi a jobb kanyar elérését, de fizikai erőfeszítést is igényel.

Opció, ahogy mondják, sietve. Ennek a rendkívül egyszerű eszköznek a hosszú karja lehetővé teszi, hogy megbirkózzon a meglehetősen vastag csövekkel.
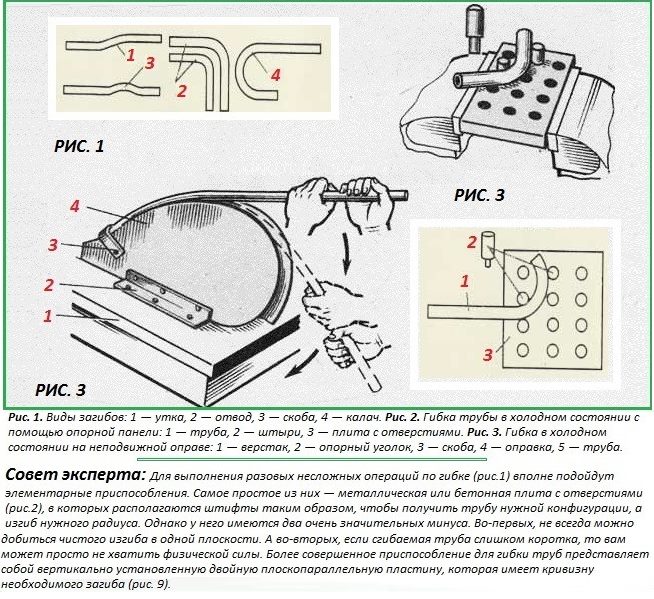
Az elemi eszközök segítenek az egyszeri csőhajlításban
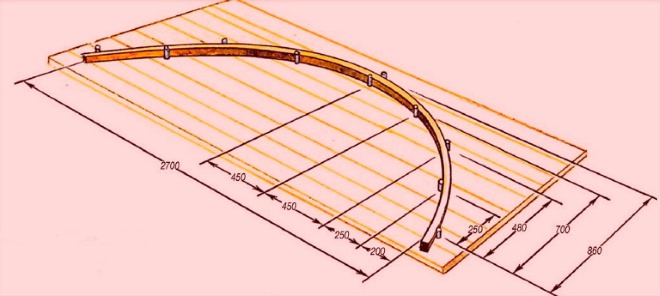
A nagy görbületi sugarú kanyar kialakításához acél vagy alumínium hullámos csöveken rögzített lekerekített sablonokat használnak, amelyekre speciális bilincseket szerelnek fel a termék rögzítéséhez. Egy ilyen eszközön a csövet manuálisan is hajlítják, erővel a sablon hornyába fektetve, amelynek alakja pontosan megfelel a szükséges hajlítási sugárnak.

A hajlítósablon elkészítéséhez rétegelt lemez és fém kapcsok elegendőek
hajlító lemez
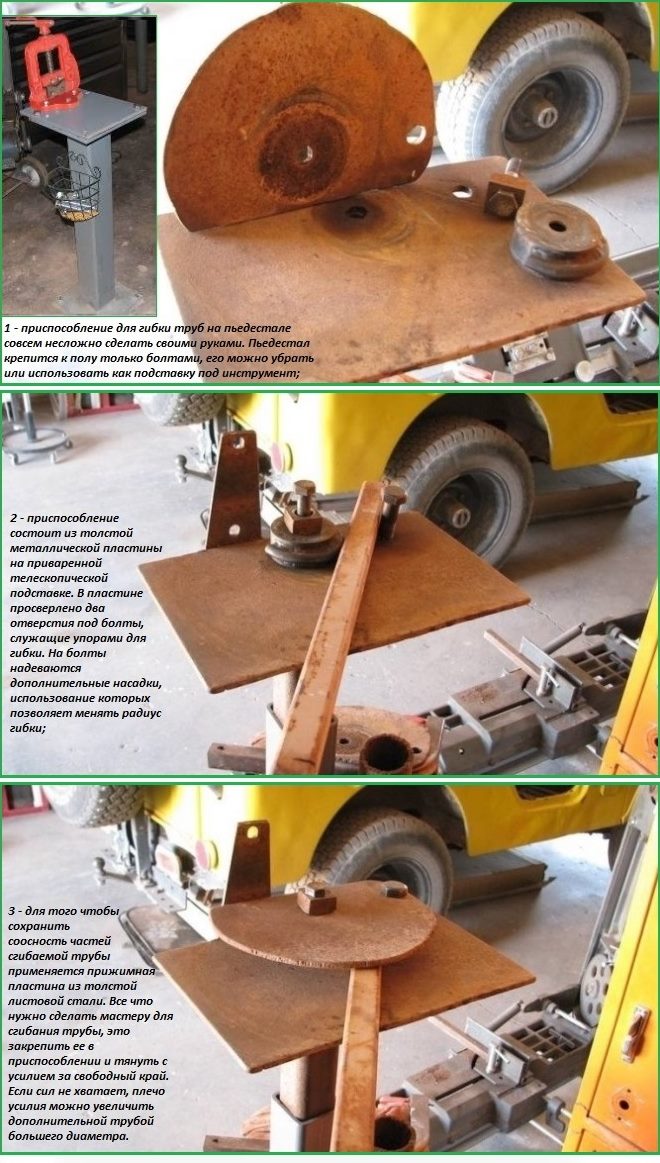
Az acél- vagy alumíniumcsövek otthoni hatékony hajlításához készíthet továbbfejlesztett hajlítólemezt a következő irányelvek szerint.
- Egy ilyen lemez szerepét egy panel játssza, amelyet nagy vastagságú fémlemezből vágnak ki.
- Az így elkészített panelt az állványhoz hegesztik, amely egy speciális talapzatra van felszerelve.
- A panelbe két furat van fúrva, amelyek a profilcső ütközőiként szolgáló csavarok felszereléséhez szükségesek.
- Az egyik ütközőcsavarra egy speciális fúvóka van felszerelve, amellyel a hajlítási sugár beállítható.
- A kanyar melletti csőszakaszok igazítása érdekében a munkadarab fölé egy fémlemezt helyeznek el, amelyet csavarokkal rögzítenek.
A profilcsövek hajlítására szolgáló állvány vázlata
Egy egyszerű házi készítésű hajlítóeszköz gyártásának elve
Tüske hajlítás
Az otthoni hajlító profilcső termékekhez, amelyek falmagassága nem haladja meg a 25 mm-t, speciális tüske készíthető. Ebből a célból jobb egy általános munkapadot használni, amelynek felületén elegendő hely lesz egy ilyen eszköz számára. A hajlítható csövet rögzítő elem optimális helyének kiválasztásához gyakran lyukakat készítenek a munkapad egyik végén. A hullámcső szükséges hajlítási sugarának biztosításáért egy speciális sablon felel, amely vastag rétegelt lemezből vagy fémsarokból készülhet, ha gyakran használja.

Profilcső hajlítása tüskével
Profilhajlító alkalmazás
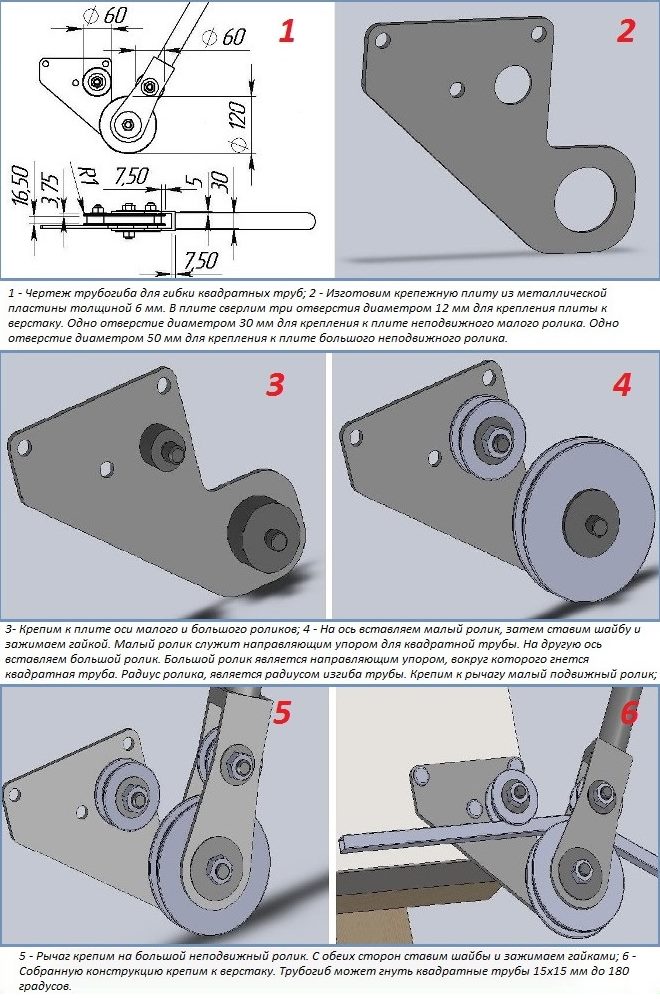
Természetesen, ha jelentős mennyiségű munka van a profilcsövek hajlításán, jobb, ha erre egy speciális gépet készít, amelynek rajzai könnyen megtalálhatók az interneten. Itt nem elemezzük ezt a kérdést, mivel az alábbi linkeken található cikkekben részletesebben foglalkozunk vele.

Egy a sok lehetőség közül a házi készítésű profilhajlítóhoz
Akkor sem nélkülözheti ezt a gépet, ha nagy profilú csöveket kell hajlítania. Egy ilyen, széles körű sokoldalúsággal jellemezhető gép fő munkateste három tekercs, amelyek közül kettő mozdulatlanul van rögzítve, a harmadik helyzetének megváltoztatásával pedig a termék hajlítási sugara állítható be. Egy ilyen eszköz meghajtásaként egy lánchajtást és egy fogantyút használnak, amelyet a kezelő forgat.
Ovális védelem

A horganyzott cső hideghajlításának fő módszerei olyan intézkedéseket írnak elő, amelyek lehetővé teszik a munkadarab hajlítását, a lehető legnagyobb mértékben megőrizve a keresztmetszet alakját. Ez általában kétféle módon történik:
- Intézkedések alkalmazása a szelvény alakjának belülről történő megőrzésére (belső határoló használata).
- Külső ütköző használata az oldalfalak tágulásának megakadályozására.
A merev anyagok töltőanyagként jobban megtartják alakjukat, ezért gyakrabban használják őket. De a rugalmas töltőanyagok használata miatt a hajlat külső felülete kevésbé nyúlik.
Profil könyvelés szükségessége
A profilcső-hengerlés kategóriájába olyan termékek tartoznak, amelyek keresztmetszete eltérő - kerek, négyzet alakú, ovális vagy lapos-ovális. E sokféleség ellenére üvegház vagy lombkorona építéséhez téglalap alakú vagy főként használják. Ez annak köszönhető, hogy sokkal könnyebb a külső bevonatot felszerelni a lapos falaikra.
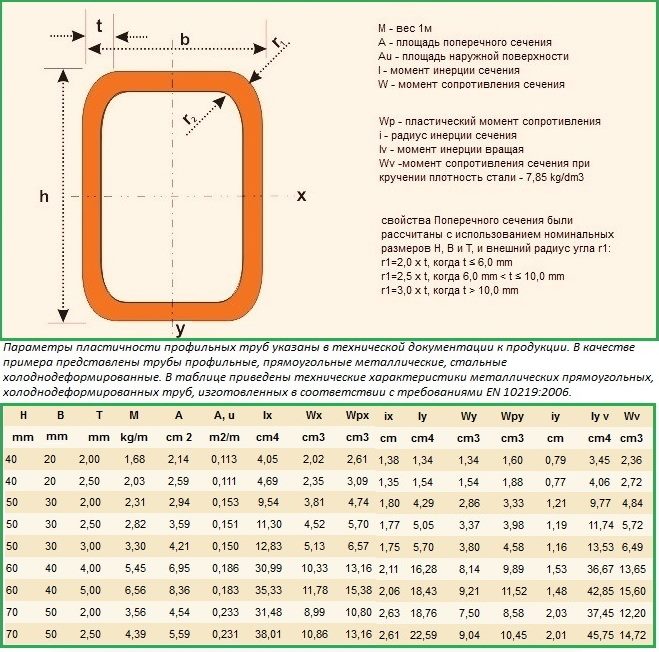
A modern profilcsövek választéka nagyon változatos. Geometriai paramétereik, amelyek közül a legfontosabb a keresztmetszeti terület és a falvastagság, meghatározzák a termék képlékeny képességeit. Ez utóbbi egy ilyen mutatót a legkisebb megengedett görbületi sugárként jellemzi. Ez a paraméter lehetővé teszi annak meghatározását, hogy a csövet milyen minimális sugárra lehet meghajlítani, hogy ne sérüljön meg.
Kerülje el a gyakori hibákat, amelyek a munkadarabok károsodásához vezetnek
Egy téglalap alakú vagy téglalap alakú cső ilyen paraméterének meghatározásához, mint a minimális hajlítási sugár, elegendő ismerni a profil magasságát. Ha téglalap vagy négyzet alakú keresztmetszetű profilcsövet kíván hajlítani, kövesse az alábbi ajánlásokat.
- A 20 mm-t meg nem haladó profilmagasságú csövek olyan szakaszokban hajlíthatók, amelyek hossza meghaladja a 2,5xh értéket (h a profil magassága).
- Azok a termékek, amelyek profilmagassága meghaladja a 20 mm-t, sikeresen hajlíthatók olyan szakaszokban, amelyek hossza legalább 3,5xh.
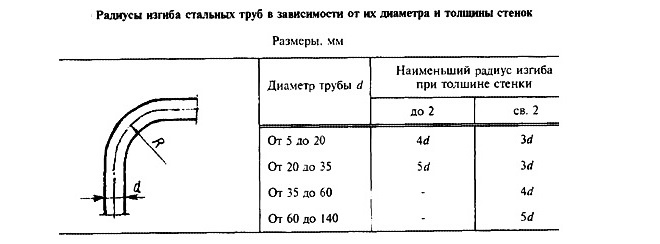
Acélcsövek minimális hajlítási sugarai
Az ilyen ajánlások hasznosak lesznek azok számára, akik saját kezűleg hajlítják meg a profilcsöveket, hogy állványokat, előtetőket és különféle keretszerkezeteket készítsenek belőlük. Ebben az esetben azonban szem előtt kell tartani, hogy a csövek jó minőségű hajlításának lehetőségét a faluk vastagsága is befolyásolja. A 2 mm-nél kisebb falvastagságú termékeket egyáltalán nem szabad hajlítani, és ha ezekből szerkezeteket kell létrehozni, használjon hegesztett kötéseket.
Otthon a szén- vagy gyengén ötvözött acélból készült professzionális csövek hajlítása csak bizonyos árnyalatok figyelembevételével lehetséges. Az ilyen csövek hajlítás után visszarugózhatnak és visszatérhetnek eredeti állapotukba, ezért a kész szerkezeteket a sablon szerint újra kell szerelni. A visszarugózási értéket a profilcsövek olyan paramétere jellemzi, mint a plasztikus ellenállási nyomaték - Wp. Ez a paraméter a kísérő dokumentációban van feltüntetve (minél alacsonyabb, annál kevésbé rugózik a professzionális csövek hajlításuk során).
Csőhajlítók profilos és kör alakú termékekhez
Acél- és rézcsövek csőhajlítói a következők:
- kézikönyv,
- mechanikai.
Ezenkívül a kézi vagy mechanikus típushoz való tartozás meghatározza a csőhajlító tervezési jellemzőit és teljesítményét egyaránt.
Kézi eszközök
A kézi csőhajlító a következőkből áll:
- ágy,
- szállítószalag,
- szorító elem.
A csövet egy szállítószalagba töltik, amely láncáttétellel összekapcsolt görgőkből áll, és a felső (vagy alsó) görgő nyomja, amely a termék megfelelő felületét nyomja. Az adagológörgők fogantyújának elforgatásával a mért szegmens a nyomászónán keresztül előretolható, és ennek eredményeként a profilcső vagy hasonló kör alakú termék meghajlítható.
A kézi folyamatnak azonban megvannak a maga árnyalatai. Először is, a profilcsövet továbbra is meghajlíthatja saját kezével, de az eredmény eléréséhez jelentős erőfeszítéseket kell tennie. Másodszor, a kézi csőhajlítók csak kis tételek feldolgozására alkalmasak.
Mechanikai készülékek
A mechanikus berendezés megkímél minket attól, hogy erőnket a profilcső kívánt sugárra való hajlítására fordítsuk. A mechanikus csőhajlítóban ugyanis a szállítószalag és a szorítóelem is nem a kezelő izomerejéből, hanem villanymotorból és hidraulikus hajtásból működik.
Ebben az esetben az eszköz működési sémája változatlan marad. Azaz, mint az első esetben, a szállítószalagot megtöltjük egy csővel, szorítóerőt hozunk létre a hajlítandó termék síkján (ahol a profilcsövet még azelőtt meg kell hajlítani, hogy a mérőszakasz elkezdene mozogni a szállítószalag), és kapcsolja be a készüléket a hálózatban. Ennek eredményeként a cső áthalad a nyomógörgő zónán, és megváltoztatja a görbületét. A kézi és mechanikus hajlítás folyamatát az alábbiakban részletesebben tárgyaljuk.
Hogyan hajlítsunk csövet előmelegítés nélkül
A profilcsövet saját kezűleg meghajlíthatja, előmelegítés nélkül, töltőanyaggal és anélkül is. Nem szükséges homok- vagy gyantacsövekkel feltölteni, amelyek profilmagassága nem haladja meg a 10 mm-t.
A kis méretű vékony falú csövek hajlításának árnyalatai
Van egy másik technika, amely magában foglalja a töltőanyag helyett egy sűrű tekercs tekercses rugó használatát, amelyet a professzionális cső belső üregébe helyeznek, és megvédik a termék falait a deformációtól, valamint a vastagságuk túlzott változásától. a hajlítási folyamat során.
Profilcsövekhez való mechanikus csőhajlító rajza és részletei
Az elemi csőhajlító kialakítása egyszerű és megfizethető saját gyártású.
Azok számára, akiknek saját kezükkel kell meghajlítaniuk a profilcsöveket anélkül, hogy először melegítenék őket, használhatja az oktatóvideót és a következő egyszerű ajánlásokat.
- A profilcsövek szükséges hajlítását a legegyszerűbb eszközökkel - satu, tüskék, hajlítólemezek - lehet elérni.
- Kerek profilú termékekhez használható.Ebben az eszközben újra kell készíteni a munkahengereket, amelyekben a mélyedés alakjának meg kell felelnie a csőprofilnak.
- A leghatékonyabban és legpontosabban hajlíthatja a csöveket, amelyek segítségével megvásárolhatja vagy elkészítheti saját maga.
Hogyan hajlítsunk egyenesre egy fémlapot
Ha a munkadarab viszonylag kicsi, akkor használhat egy satut, amelyben két csomagolórúd segítségével szilárdan rögzítheti a fémlapot, és csak ezután hajlítsa meg kalapáccsal. Szükség esetén a hajlítási pont gázégővel melegíthető, de horganyzott termékeknél ez a módszer nem alkalmazható!
fémlemez hajlítása
Ha vékony fémlemezről beszélünk, akkor a hajlítási eljárás jelentősen leegyszerűsíthető.
Ehhez a kanyar helyén a fémet „karcolják” (vágóként szabályt vagy fém vonalzót használunk - fémfűrészlap hegyes darabját). A vastagság felére vágott fém ezután könnyen meghajlik a körvonal mentén. Azt mondhatjuk, hogy majdnem kitaláltuk, hogyan kell meghajlítani egy fémlapot.
Horganyzottan hajlítjuk
Hogyan lehet horganyzottat hajlítani?
Ez lehet horganyzott fémlemez vagy késztermék, például profil. A lemez hajlítása ugyanúgy történik, mint bármely más fémlemez hajlításánál. Hogyan hajlítsunk profilt? Foglalkoznod kell vele. A négyzet alakú vagy téglalap alakú profil nagy görbületi sugarának eléréséhez a következő módszert használhatja: szorosan megtöltjük a profilt finom homokkal, mindkét lyukat eltömítjük fakaróval, és csak ezután, finoman megütögetve egy kalapáccsal, meghajlítjuk. .
Az U-alakú profil hajlításához (ez elvileg az ívelt formájú lapok megszerzésére is vonatkozik), emellett olyan tárgyformát kell használni, amelynek görbülete megfelel a kész alkatrésznek. A hajlítási folyamat megkönnyítése érdekében a profilba háromszög alakú elemeket lehet kivágni.
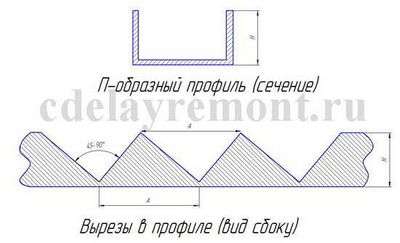
Ezután a hajlítandó terméket kalapáccsal egyenletes ütögetéssel a tárgy köré „tekerjük”.
Fontos! Annak érdekében, hogy a hajtás a lehető legegyenletesebb és pontosabb legyen, a kalapácsütéseknek könnyűnek kell lenniük, és a lehető legközelebb kell feküdniük egymáshoz. Hogyan lehet könnyebben hajlítani a horganyzottat? Köszörűvel a hajlítási területen egy-két vágást végzünk (így átmenetileg meggyengül a szerkezet), meghajlítjuk a terméket, majd a hajlatot hegesztjük.
Ezt a megközelítést fontos alkalmazni profilcsövek és összetett fém alakú termékek hajlításakor. Ne feledje, hogy a horganyzott acélt nem lehet melegíteni a görbület egyszerűsítése érdekében!
Talán az egyik legnehezebb feladat azoknak az embereknek, akik azon gondolkodnak, hogyan hajlítsák meg a sarkot. Ahhoz, hogy szilárd terméket kapjon, izzadnia kell, egyenletesen és lassan megérinti a sarok felületét, fokozatosan ívelve.
Gázégő használata javasolt, amely felmelegítheti a kanyart. Könnyebben is megteheti - használjon darálót, mint a fent leírt esetben horganyzott terméknél. Még egyszerűbb egy már ívelt terméket vásárolni, akkor a „hogyan kell hajlítani egy sarkot” kérdés önmagában eltűnik.
Hogyan kell meghajlítani a betonacélt
Otthon teljesen meg lehet hajlítani a megerősítést, azonban sok függ a fizikai adatoktól és a fémrúd átmérőjétől.
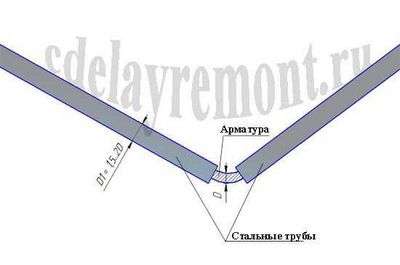
Hogyan kell meghajlítani a betonacélt? Ehhez két darab acélcsőre van szükségünk, amelyek átmérője nagyobb, mint a hajlított rúd átmérője. Minél hosszabbak az ilyen csövek, annál könnyebb lesz az erősítés meghajlítása (szilárdság a tőkeáttétel miatt). A merevítés meghajlításához nem kell mást tenni, mint behelyezni két csőbe, és az egyik csövet rögzíteni (lábbal megnyomni, vagy az oszlopok közé támasztani), a másodikat karként mozgatni, és megadni a megerősíti a kívánt görbületet.
Ez minden!
Fémhajlítás rugalmas szerszámokkal
A vonal megnyomásával egy suttogás segítségével a húzott vonal mentén mozog úgy, hogy a kivágások megközelítőleg elérik a lap vastagságának felét. Az összehajtott lapot üllőre vagy bármilyen más nehéz és lapos fémdarabra kell helyezni.
A vágott fém ívének elkészítéséhez fém sarok szükséges.
Hajtsa be a lapot ferdén, rögzítse egy zacskóba, vagy helyezze egy felület szélére derékszögben úgy, hogy a horony lapos legyen a szélén, és továbbra is görbüljön, és segítse a kalapácsot.
Minél mélyebb az ereszcsatorna, annál könnyebben forgatható a lap. A folyamat megkönnyítése érdekében javasoljuk, hogy kérjen segítséget valakitől.
Magába foglalja:
- barátja
- viszonylag
- valakit, akit ismersz
- kolléga.
Hogyan szerezzünk fémgyűrűt?
A fémlemez bevonatánál nem ferdén, hanem gyűrűben van, ezt úgy teheti meg, hogy kalapáccsal megütögeti a lemez felületét. Használjon vonalakat a vonalakkal párhuzamos egyértelmű vonalakon.
Az ütésektől a lemez egyre jobban megváltoztatja alakját, jobban fókuszálva a fémlemez széleire, mivel a kör sugarának minden irányban azonosnak kell lennie.
A hajlítás végeztével a levelek szélei a végéig elkészülnek, szegecsel vagy sörrel összekötheted. Ha befejezte ezt a műveletet, törölje le a kapott gyűrű alakját.