OD kategóriák
A fémcsövek 10 mm és 1420 mm közötti külső átmérővel készülnek. A paraméter értéke szerint hagyományosan három kategóriába sorolhatók:
1. A 10 mm és 108 mm közötti külső átmérőjű csövek kis átmérőjű termékeknek minősülnek. Vízvezeték-rendszerek lefektetésére használják lakóházakban és magánházakban;
2. 114 mm és 530 mm közötti jelzővel - átlagos átmérőjű csövekhez. Kőolajgyűjtő rendszerekben és városi vízvezetékek építésében használják;
3. 530 mm és 1420 mm közötti külső mérettel - nagy átmérőjű csövekhez. Fő olaj- és gázvezetékek fektetéséhez használják.
Mik az acélcsövek GOST-jai?
Bármilyen típusú acélcső műszaki mutatóinak listája közvetlenül attól függ, hogy melyik gyártási módszert alkalmazták. Mindezt a GOST-ok segítségével határozzák meg, amelyek ismerete legalább lehetővé teszi egy bizonyos típusú cső működésére vonatkozó ajánlások figyelembevételét.
Jelenleg az acélcsövek gyártására vonatkozó következő szabályozó dokumentumokat használják leggyakrabban:
GOST 30732-2006. 2006-ban fogadták el: rendelkezései hőszigetelő réteggel bevont acélcsövekre és szerelvényekre vonatkoznak.
Az acéltermékeket, ahol poliuretánhab hőszigetelést és polietilén köpenyt használnak, vagy acél védőbevonatot használnak olyan esetekben, amikor föld alatti fűtési hálózatok fektetésére van szükség. A hűtőfolyadék hőmérséklete nem haladhatja meg a 140 fokot (150 fokra való emelkedés csak rövid ideig megengedett). Ebben az esetben a nyomás a rendszerben nem haladhatja meg az 1,6 MPa-t GOST 2591-2006 (88).
A melegen hengerelt acélhoz tervezett GOST-ot 2006-ban fogadták el, bár egyes források lehetővé teszik a régi GOST - 2591-81 használatát. A dokumentum azokra a négyzet alakú acéltermékekre vonatkozó információkat tartalmaz, amelyek gyártásához "meleg" módszert alkalmaztak. Ez a GOST minden olyan termékre vonatkozik, amelyek oldalmérete 6 és 200 mm között van.
Nagyobb négyzet alakú csövek akkor készülnek, ha a gyártó és a vevő külön szerződést köt GOST 9567-75. Acélból készült precíziós csöveket ír elő, amelyekhez nagy pontosságú gyártást kell végezni. Különbséget tesznek hidegen alakított és melegen hengerelt horganyzott vagy krómozott precíziós csövek között.
A gépgyártó iparnak különösen szüksége van ennek a megnövelt GOST-nak a termékeire.GOST 52079-2003. Ez a dokumentum a 114-1420 mm átmérőjű acélból készült hosszirányú és spirálhegesztett csövek szabványait határozza meg. Az ilyen össztermékekből fő gázvezetékek, csővezetékek, amelyeken keresztül olajat és olajtermékeket szállítanak, vannak felszerelve.
A GOST 52079-2003 azt jelzi, hogy csak olyan termékek szállíthatók át ezeken a csöveken, amelyeknek nincs korrozív aktivitásuk. A nagy átmérőjű acélcsövek segítségével akár 9,8 MPa nyomású anyagok is szállíthatók. A környezet szempontjából minimum -60 fokos hőmérséklet van beállítva.
Ugyanakkor fontos tudni, hogy hivatalosan a GOST 52079-2003 már nem érvényes: 2015. január 1-től új GOST 31447-2012.GOST 12336-66 van érvényben. Rendelkezései zárt profil típusú, négyzet vagy téglalap alakú metszetű termékekre vonatkoznak.
1981. január 1-től a GOST 12336-66 hatáskörét a TU 14-2-361-79-hez ruházták át, de rendelkezéseinek relevanciája a mai napig nem veszett el GOST 10705-91 (80).
Tartalmazza azon műszaki feltételek listáját, amelyek mellett 10-630 mm átmérőjű, hosszirányban hegesztett acélcsöveket gyártanak. A GOST szerinti csövek gyártásához szén- vagy gyengén ötvözött acélt használnak. Ezeket a termékeket számos területen használják, de a prioritás a víz szivattyúzására szolgáló csővezeték.
A szabvány előírásai nem vonatkoznak azokra az acélcsövekre, amelyekből elektromos fűtőtestek készülnek GOST 10706 76 (91). Elektromosan hegesztett, hosszanti típusú acélcsövekre vonatkozik, amelyek általános rendeltetésűek. Amint ebből a dokumentumból következik, ennek a terméknek az átmérője 426 és 1620 mm között van. GOST 10707 80.
Itt vannak azok a szabványok, amelyek szerint elektromosan hegesztett hidegen alakított csöveket gyártanak, amelyek pontossága eltérő: közönséges, megnövelt és precíziós. A jelen dokumentumban megcélzott termékek átmérője 5-110 mm lehet: ebben az esetben ötvözetlen szénacélt használnak. Néha az elektromosan hegesztett, hosszirányban hegesztett termékeknél a kísérő dokumentációban hivatkoznak a GOST 10707 80-ra: ez annak köszönhető, hogy 1991-ben úgy döntöttek, hogy meghosszabbítják ennek a dokumentumnak az érvényességét.
A csővezeték alkatrészek fő típusai
| kanyarokban | dugók | ||
| átmenetek | szerelvény | ||
| pólók | adapter gyűrűk |
Létezik ipari (technológiai) és fővezetékes szállítás a területi elhelyezkedéstől és céltól függően. Azokat a gáz- és olajvezetékeket, amelyek a termékeket a termelési helyekről a feldolgozó és fogyasztási helyekre szállítják, nevezetesen gyárakba vagy tengeri kikötőkbe, hogy ezt követően tartályhajókba rakják ki, majd tovább szállítsák, törzsvezetékes szállításnak minősülnek. A finomítókból a főtermékvezetékeken keresztül jutnak el a kész olajtermékek a felhasználási területekre. Oroszország területén a fővezetékek teljes hossza körülbelül 200 000 km, beleértve a különféle vízakadályokat, amelyeken több mint 5 000 alkalommal lépnek át útjuk során.
Az ipari vállalkozások vezetékeinek több mint egyharmada technológiai vezeték. A technológiai csővezetékek nyersanyagnak minősülő folyadékot, gőzt, gázt, félkész terméket, készterméket, gyártási hulladékot vagy a technológiai folyamat megfelelő lebonyolításához szükséges termékeket szállítanak. Ezenkívül ezek a csővezetékek gyúlékony és veszélyes termékeket szállítanak különböző hőmérsékleten és nyomáson.
A technológiai csővezetékek osztályozása a következő kritériumok szerint történik:
Elhelyezkedés: intershop, intrashop.
Fektetési mód: föld felett, föld alatt, föld alatt.
Belső nyomás: nem nyomás (gravitáció), vákuum, alacsony nyomás, közepes nyomás, nagy nyomás.
A szállított anyag hőmérséklete: kriogén, hideg, normál, meleg, meleg, túlhevített.
A szállított anyag agresszivitása: nem agresszív, enyhén agresszív (alacsony agresszív), közepesen agresszív, agresszív.
Szállított anyag: gőzvezetékek, vízvezetékek, olajvezetékek, gázvezetékek, oxigénvezetékek, fűtőolajvezetékek, acetilénvezetékek, olajvezetékek, benzinvezetékek, savvezetékek, lúgos csővezetékek, ammóniavezetékek stb.
Anyag kivitelezés: acél, acél belső vagy külső bevonattal, színesfémek, öntöttvas, nem fémes anyagok.
Csatlakozási mód: leszerelhető, levehető.
A csővezetékek összekötő részeinek köre változatos: nehéz vegyipar, petrolkémia, gázipar; különféle speciális készítmények előállítása; villamosenergia-ipar (CHP és Atomerőmű); olaj és gáz, valamint egyéb ásványok feltárása, kitermelése, feldolgozása és tárolása; kohászati és acélgyártás; hajógyártás, autóipar és élelmiszeripar; mélyépítés és közművek (távfűtés és vízellátás, vízgyűjtő és vízerőművek, elosztó, öntözőrendszerek, szállító- és szivattyútelepek, szennyvíztisztító telepek, vízkezelés és vízkezelés, vezérlőrendszerek).
Üzemünk különféle acélokból gyárt csővezeték alkatrészeket: szén-, gyengén ötvözött, ötvözött acélokból, fokozott korrózió- és hidegállósággal, nemfémes anyagokból, valamint különféle védőbevonatokkal.
Varrat nélküli acélcsövek választéka a GOST 8732-78 91 szerint
A melegen alakított varrat nélküli acélcsövek GOST 8732-78 (91) szerinti gyártását hosszú és összetett folyamatok jellemzik. Ez a tényező magyarázza ennek a terméknek a viszonylag magas árát. A melegen alakított és hidegen hengerelt varrat nélküli csövek alkalmazása extrém körülményekre alkalmas, ahol a legkisebb szivárgás esetén is a legsúlyosabb következményekkel járhat.
A varratok nélküli melegen alakított csövek gyártásának alapanyagai fémdarabok: a szúrási folyamat és a magas hőmérsékletre való melegítés üreges hengerek - hüvelyek - kialakulásához vezet. Eleinte szabálytalan alakjuk a görgők áthaladása miatt egyenletes körvonalakat kap. A hüvelyből 4-12,5 m hosszú szakaszokat vágunk le (a hosszúság mérhető és nem mérhető).
A GOST szerint melegen hengerelt acél esetében a falvastagság enyhe eltérése megengedett. Ugyanez vonatkozik az átmérő eltéréseire is: a lényeg az, hogy ezek a különbségek ne haladják meg a speciális szabályozási irányelveket. A GOST 8732-78 (91) szerinti megengedett átmérőeltérések listája speciális dokumentumokban érhető el.
6. Csőszerelvények
Csővezeték tartozékok
szánt
a szállított olajáramlás kezelése
csővezetékeken keresztül. A cselekvés elve szerint
A szerelvények három osztályba sorolhatók: elzáró,
ellenőrzés és biztonság.
Elzáró szelepek (zárak)
a szakasz teljes lefedésére szolgál
csővezeték, szabályozó
(nyomásszabályozók)
- nyomás vagy áramlás megváltoztatására
szivattyúzott folyadék, biztonság
(fordított és
biztonsági szelepek) - védelme érdekében
csővezetékek és berendezések
túllépi a megengedett nyomást, és
ellenáramokat is megakadályozzák
folyadékok.
tolózárak hívott
zárszerkezetek, amelyekben az átjáró
keresztmetszetet átfed a transzlációs
a redőny mozgatásával az irányba
merőleges a haladási irányra
olaj. Szerkezetileg (12.10. ábra) szelep
egy tömör öntvény ill
hegesztett karosszéria, kettővel felszerelt
leágazó csövek csatlakozáshoz
csővezeték (peremekkel vagy
hegesztés) és egy elzáróhoz csatlakoztatott orsó
elem és által vezérelt
lendkerék vagy speciális hajtás.
Orsó kilépési pontja
tömszelencével lezárva
pecsétek.
A redőny kialakításának megfelelően
szelepek vannak osztva ék és
párhuzamos.
Szelepek a fő olajvezetékeken
elektromos hajtással felszerelt (12.11. ábra).
Nyomásszabályozók
eszközöket hívják
alkalmazottak az automatikus karbantartáshoz
nyomás a kívánt szinten. V
ahol támogatott
nyomás - a szabályozó előtt vagy után -
különbséget tenni az „önmaga” típusú szabályozók és
"magam után".
|
|
|
|
Rizs. 12.11. Karimás acél tolózár 1 — |
|
|
Rizs. |


Biztonság
szelepek hívott
megelőzésére szolgáló eszközök
nyomás a csővezetékben meghaladja a beállított értéket
mennyiségeket. Olajvezetékekben használják
kis és teljes emelési biztonság
zárt típusú szelepek
a folyadék egy részének kiürítésének elve egy helyről
fokozott nyomás befelé
speciális előregyártott elosztó (ábra).
12.12).
ellenőrizd a szelepet hívott
tolatásgátló eszköz
a közeg mozgása a csővezetékben.Nál nél
szelepek olajszivattyúzásra szolgálnak
fordított forgó - redőnnyel,
a vízszinteshez képest forog
tengelyek (12.13. ábra).
Fő olajvezetékek armatúrája
6,4 MPa üzemi nyomásra tervezték.
Gyártástechnológia
Az elektromos hegesztett csövek gyártásának technológiai folyamata számos műveletből áll. Ez meglehetősen bonyolult, fáradságos és sok időt vesz igénybe. Annak érdekében, hogy az elektromosan hegesztett cső elnyerje kész formáját, egy szalagból (szalagból) tekerjük fel, amelyet korábban hideg vagy meleg deformációval készítettek.
A kiváló minőségű és megbízható, különböző átmérőjű csövek gyártásához elsősorban rádiófrekvenciás hegesztést használnak, amely többek között lehetővé teszi a fémcsatlakozási folyamat meglehetősen nagy sebességű végrehajtását. Ezzel a hegesztési módszerrel nagyfeszültségű áramokat vezetnek át egy előre hengerelt munkadarabon, ami hozzájárul a széleinek gyors felmelegedéséhez. Annak érdekében, hogy a munkadarab felhevült és megolvadt élei helyett megbízható hegesztés jöjjön létre, azokat nagy nyomás alatt egymáshoz nyomják. Annak érdekében, hogy egy acélszalagból (szalagból) a kívánt átmérőjű elektromos hegesztett csőhöz tuskót kapjanak, speciális forgácsoló malmokat használnak.
Ez a technológia, amelyet szakosodott vállalkozásoknál alkalmaznak hossz- és spirálvarratú elektromosan hegesztett acélcsövek gyártására, nemcsak kiváló minőségű és megbízható termékek előállítását teszi lehetővé a kimeneten, hanem vonzó megjelenést is biztosít számukra (a hegesztés az ilyen termékek szinte észrevehetetlenek).
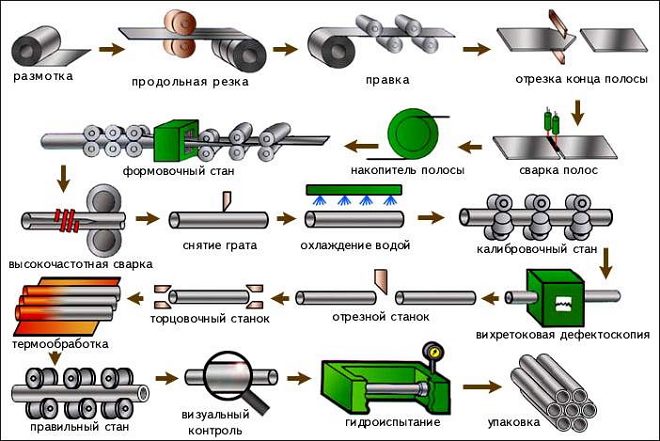
Hegesztett csövek gyártásának technológiai folyamata
Más típusú GOST-ok acélcsövekhez
A normatív dokumentumok más típusú termékekre és az acélcsövekkel kapcsolatos műveletekre is vonatkoznak.
A GOST-ok listája, amelyek szabályozzák az acélcsövekkel történő telepítés módszereit és eljárásait, valamint különféle rögzítőelemeket és csatlakozóelemeket:
Hegesztés. GOST 16037-80 - tartalmazza az acélcsövek hegesztésére vonatkozó követelmények listáját. Van egy beállítás a fő szerkezeti elemekhez, a más elemekkel való hegesztett kötések tipikus méretéhez (ez nem vonatkozik azokra az elektromos varratokra, amelyek magukon az acélcsöveken vannak).
GOST 6996-66 - szabályozza az összes fémkötés szilárdsági jellemzőit.. Szerelvények. Ez a kifejezés általában a csatlakozás összes csővezetékére vonatkozik. A GOST 8966-75 leírja, hogyan készülnek a fém egyenes tengelykapcsolók, amelyek segítségével acél csővezetékeket hoznak létre.
Horganyozhatók, a végén hengeres menettel rendelkeznek: segítségével csővezetékek szerelhetők fel nem agresszív közegek szállítására legfeljebb 175 fokos hőmérsékleten, legfeljebb 1,6 MPa nyomáson. A GOST 8967-75 horganyzott vagy egyszerű mellbimbók gyártására vonatkozik, amelyek hengeres menettel rendelkeznek: leggyakrabban vízvezetékeket vagy gázrendszereket kötnek össze. A mellbimbók átmérője 8-100 mm, a horganyzott modellek "C" jelöléssel rendelkeznek.
A GOST 8968-75 meghatározza a korróziógátló bevonattal ellátott vagy anélküli ellenanyák műszaki jellemzőit: a fő anyák tetejére vannak csavarozva. Az önfeloldás megelőzése érdekében. A tömeggyártás a 8-50 mm átmérőjű anyákra összpontosul: nagyobb méreteket csak egyedi megrendelésre gyártanak.
A GOST 8969-75 szerint a sarkantyúk gyártása szabályozott: ezt a szerelvényt egy menet jellemzi a végén, amely eltérő hosszúságú lehet. Segítségükkel a csővezetékek fix csatlakozásait megszervezik, szilárdságuk közel megegyezik a hegesztettekével.Kilincsek. Csővezetékek vízszintes szakaszokhoz történő rögzítésére szolgálnak.
A bilincsek fém U-alakú konzolok, amelyeken csavarok vannak a csavarozáshoz.Az acél csővezetékek néha műanyag bilincsekkel rögzíthetők, azonban a csatlakozás szilárdsága ebben az esetben csökken. A csővezetékek a bilincseken kívül konzolokkal, konzolokkal, rátétekkel, akasztókkal is felszerelhetők.
Sőt, a rögzítőelemek feladata nem csak a csövek biztonságos rögzítése: jól elnyelik a vibrációt és enyhén megakadályozzák a hőtágulást. A GOST 24137-80 15-240 mm átmérőjű acélcsövek fémbilincseire vonatkozik
A rögzítőelem létrehozásakor fontos figyelembe venni, hogy a bilincsek közötti távolság vízszintes alapon legalább 0,75 mm, függőlegesen 1-1,5 mm legyen.
https://youtube.com/watch?v=z4AjL8HmOcwrel%3D0%26controls%3D0%26showinfo%3D0
- ru-stroyka.com
- www.ktzholding.com
- tubespec.com
Acél precíziós csövek a GOST 9567-75 szerint
Ezt a termékcsoportot külön GOST ellenőrzi, mivel gyártásukhoz fokozott pontosság és speciális intézkedések szükségesek.
Az ilyen típusú fémcsövek a falvastagságtól és a gyártási módtól függően osztályozhatók:
Extra vékony falakkal. Itt az átmérő aránya 40 feletti falvastagságnál, 0,5 mm-nél kisebb vastagságnál Vékony falaknál.
Az első indikátorhoz 40-es és az alatti szint van beállítva, 1,5 mm-nél kisebb falvastagság esetén. Vastag falakkal. Az első arány 6 és 12,5 között van.. Különösen vastag falak. Az arány kisebb, mint 6.
Minden precíziós cső varrat nélküli, nagy izotróp merevséggel. Ez lehetővé teszi a GOST 9567-75 szerinti vékonyfalú acéltermékekből is megnövelt pontosságú és összetettebb rendszerek megszervezését. Az ilyen cső felülete lehet horganyzott vagy foszfor bevonatú olajjal.
Varrat nélküli csövek
A varrat nélküli csövek megkülönböztető jellemzője a szerkezetük integritása. Ők vannak osztva hideg és meleg deformált. A hidegen alakított termékeket a GOST 8734-75 és 8733-74 szabványok alapján állítják elő.
Külső átmérőjük és falvastagságuk 5-250 mm, illetve 0,3-24 mm lehet. Az ilyen termékeket pontos geometriai méretek és magas felületi minőség jellemzi. Leggyakrabban a hűtőiparban, az autóiparban és a repülőgépiparban, valamint a csővezetékek fektetésében használják.
A melegen alakított csöveket a GOST 8732-78 és 8731-74 szabványok alapján állítják elő. Külső átmérőjük és falvastagságuk 28-530 mm, illetve 2,5-75 mm között változhat.
Az ilyen termékek merevebbek a hidegen alakítottakhoz képest, és gyengén hajlottak. Külsőleg a melegen alakított csövek felülete érdes. Leggyakrabban a gépiparban, olaj- és vegyiparban, valamint nagy tervezési nyomású csővezetékek építésére használják.
A varrat nélküli csöveket az illesztések hiánya jellemzi
Elektromosan hegesztett acélcsövek egyenes varratokkal, a GOST 10705-91 szerint
Azon műszaki feltételek listája, amelyek szerint az egyenes varratú, elektromosan hegesztett csövek acélból készülnek, tartalmazza a GOST 10705-91 szabványt.
Ennek a dokumentumnak a legfontosabb rendelkezései a következők:
- A megengedett görbület mérete 1,5 mm / lineáris méteren belül van feltüntetve a hőkezelésen átesett termékeknél, és 2 mm / lineáris méteren belül az át nem engedett termékeknél. Ha a vevő kívánja, az első esetben a paraméter csökkenthető 1 mm-re, a másodikban - 1,5 mm-re.Ha a csövet hőkezelésnek vetik alá, akkor a megrendelő megfelelő javaslatával speciális védőburkolat A GOST 10707-91 szerinti egyenes varratú elektromos hegesztésű cső széleit 90 fokos szögben levágják, majd megtisztítják az összes felmerült egyenetlenséget és hibát. .
Az iparban használt acélból készült gáz- és olajvezetékekre külön GOST vonatkozik.
Mint már említettük, a GOST 52079-2003 szabvány nagy átmérőjű, egyenes varrással rendelkező, elektromosan hegesztett acéltermékekre vonatkozik, ezen kívül a motorkerékpár-iparban használt különféle hegesztett és varrat nélküli acélcsövek egy speciális kategóriába tartoznak. Ezen termékek bármely részének görbülete nem lehet 1,5 mm-nél nagyobb. A 12132-66 számú szabályozási dokumentum kivételesen nagy vagy fokozott pontosságú termékek gyártását engedélyezi.
Csőmérő rendszerek
Van egy funkció a legnépszerűbb víz- és gázcsövek paramétereinek feltüntetésében a háztartási igényekhez. A vízvezetékek használatukkal történő építésénél az egyes elemeket leggyakrabban menetes módszerrel kötik össze.
Ehhez egy menetet alkalmaznak a csövek külső felületére. Tekintettel arra, hogy ez a paraméter fontos a rendszer összeszerelésénél, ezt a gyártó jelzi. Ebben az esetben a menet átmérője mindig kisebb, mint a cső külső átmérője.
A mai napig a csövek paramétereinek leírásakor két mérési rendszert használnak: angolszász és metrikus. Az elsőben minden paraméter hüvelykben van megadva. Kizárólag víz- és gázcsövekhez és ezek szerelvényeihez használható.
A metrikus rendszerben minden paraméter milliméterben, centiméterben vagy méterben van megadva. Néha a különböző típusú csövek összekapcsolásakor újra kell számolni méreteiket egyik rendszerről a másikra. Ehhez speciális táblázatokat használnak, amelyeket a GOST 6357-81 tartalmaz.
Fizikai-kémiai jellemzők
A dielektrikumok felmelegedése vagy hűtése során bekövetkező állapotváltozás jellemzi azok fizikai és kémiai tulajdonságait, valamint a kémiailag aktív anyagokat nedvesség, mechanikai terhelés stb. Az elektromos berendezések működésének nemkívánatos, esetenként vészhelyzeti következményei az elektromos szigetelőanyag extrém felmelegedését okozhatják. Példa erre a tűz, rövidzárlat, embereket ért áramütés. Ez magas követelményeket támaszt a dielektrikumokkal szemben a hőállóság tekintetében.
A hőállóság a dielektrikum azon képessége, hogy egy adott üzemi hőmérsékletet hosszú ideig elvisel anélkül, hogy az elektromos szigetelési tulajdonságai észrevehetően megváltoznának. Az elektromos szigetelőanyagok hét osztályát különbözteti meg, amelyeket 90, 105, 120, 130, 155, 180, 18-0 °C feletti hőmérsékleten használnak. Számos anyag (azbeszt, kerámia anyagok, csillám stb.) szerkezetéből adódóan magas hőállóságú. Rostos anyagok - selyemből, pamutból, cellulózból stb. a hőállóság növelése érdekében speciális anyagokkal impregnálják.
Egyes dielektrikumok hevítéskor megolvadhatnak, például csillám, paraffin, és meglágyulhatnak - gyanták, bitumenek, vagy akár meggyulladhatnak (bizonyos hőmérsékleten elektromos szigetelő folyadékok gőzei is kitörnek): kábelolaj, transzformátor, szintetikus elektromos szigetelő folyadékok .
A dielektrikumok lehűlése a rugalmasság elvesztéséhez, valamint repedések stb. Minden ebből készült anyagot hidegállóság jellemez. A hidegállóság a dielektrikum azon képessége, hogy hűtve megőrzi alapvető tulajdonságait. Például egy szilárd dielektrikum hidegállóságának azt a hőmérsékletet (0°C alatt) tekintjük, amelyen a mechanikai tönkremenetele megindul.
Sok elektromos berendezés a szabadban működik, és elektromos szigetelőanyagaik ezt követően nedvességnek vannak kitéve. Igen, és a környezettől és a zárt elektromos berendezésekben, a technológiai folyamat sajátosságaitól függően az elektromos berendezések is ki vannak téve a nedvességnek. Először is, elektromos szigetelő tulajdonságait rontja a víz behatolása a dielektrikumba, mivel a víz kétségtelenül elektromos áramvezető. A nedvesség felszívódását a környezetből a dielektrikum - nedvességfelvétel képessége jellemzi. A nedvességfelvételt empirikusan is meghatározzák: egy dielektromos mintát desztillált vízben tartanak 24 órán keresztül, általában 20 °C hőmérsékleten; és más módszerek is vannak a nedvességfelvétel meghatározására.
A szilárd dielektrikumokat felületük vízzel való nedvesíthetősége is jellemzi, mivel a víz jelenléte csökkenti a dielektrikum fajlagos felületi elektromos ellenállását. A nedvesítési szöget a nedvesíthetőség megítélésére használják.Minél nagyobb az érintkezési szög, annál kisebb a dielektrikum nedvesíthetősége és annál jobb az elektromos szigetelő tulajdonságai. a kémiailag aktív (agresszív) környezetben történő működésre szánt elektromos szigetelőanyagoknak ellenállniuk kell a lúgok és savak hatásának. Az ilyen tulajdonságokat nagyjából ugyanúgy határozzák meg, mint a nedvességfelvételt.
A legtöbb elektromos szigetelőanyag a rendeltetésén túlmenően a fémvezetők korrózió elleni védelmére is szolgál. Az atomenergetika és az űrtechnológia rohamos fejlődésével egyre magasabb követelményeket támasztanak a dielektrikumok sugárzásállóságával szemben.
A viszkozitást a folyékony dielektrikumok is jellemzik, az határozza meg, hogy a folyadék mennyi ideig folyik ki egy szigorúan meghatározott nyílású és alakú edényből.
Eszközök, elektromos gépek és egyéb elektromos berendezések gyártása során, elektromos berendezések javítása vagy szerelése során gyakran szükséges az elektromos szigetelő anyagok mechanikai úton történő megmunkálása, például fúrás, vágás, köszörülés stb.
Ebből fontos tudni a dielektrikumok mechanikai tulajdonságait, mint keménység, szakítószilárdság stb., és ugyanilyen fontos a dielektrikumok oldószerekben, lakkokban való oldódási, összetapadási tulajdonságait is. Az extrém tulajdonságok különösen gyakoriak az elektromos készülékek, gépek és villamos munkák összeszerelésének új, progresszív módszereinek bevezetésével kapcsolatban.
Csőátmérők
A falvastagság mellett a csövek keresztmetszete méreteinek leírására többféle átmérőt is alkalmaznak:
A belső átmérő mindig milliméterben van megadva, a névleges átmérő egy méret nélküli mennyiség. Hasonló a belső átmérőjéhez, de lehet, hogy nem egyezik a méretével. Valójában a feltételes átjáró a csövek átlagos belső átmérőjének értéke felfelé vagy lefelé kerekítve.
Értéke fontos a teljes folyadék-, gőz- vagy gázellátó rendszer számításánál. Ennek a paraméternek a kényelme a gyakorlati alkalmazás során válik nyilvánvalóvá.
Ebben az esetben a garantáltan működő rendszer összeállításához azonos névleges furatú csöveket és szerelvényeket kell kiválasztani; A külső átmérő a csövek fő teljes mérete.
A víz- és gázcsövek a leggyakoribb anyagok a háztartási vízvezeték-rendszerek összeszereléséhez.
6. Gáznemű dielektrikumok
Előnyök
gázok más típusok előtt
Az elektromos szigetelő anyagok a következők:
nagy fajlagos elektromos
ellenállás, kis érintő
dielektromos veszteségek; kicsi, közel
egységdielektromos permittivitás.
A gázok legértékesebb tulajdonsága
a helyreállítási képességük
elektromos szilárdság kisütés után.
Kivéve a levegőt, mint elektromos
szigetelést széles körben alkalmazzák két- ill
háromatomos gázok - nitrogén, hidrogén,
szén-dioxid. Elektromos szilárdság
ezek a gázok normál körülmények között ritkák
különböznek egymástól és lehet
kellő pontossággal kell venni
egyenlő a levegő erejével. asztal
3.5.1 mutatja az elektromos arányt
egyes gázok erőssége, beleértve
nagy szilárdságú, Epr g elektromos
légerősség, amelyet úgy vesszük
Mértékegység. A pontokat ugyanabban a táblázatban adjuk meg.
forrásban lévő gázok normál nyomáson.
3.5.1. táblázat
|
Gáz |
Sűrűség kg/m3 |
hőfok |
^tf |
|
Nitrogén |
1,25 |
-196 |
1,0 |
|
Hexafluorid |
6,70 |
-64 |
2,3 |
|
diklór-fluor-metán |
6,33* |
-30 |
2,4 |
|
Trifluor-metil-pentaftor-kén |
— |
-20,4 |
3,05 |
a legjobb
a használt gázokra vonatkozó követelményeknek megfelelően
elektromos szigetelő szerkezetekben,
kielégíti az SF6-ot és a freont. Hexafluor-etán
nem használható magasan
nyomások az alacsony kritikus miatt
paramétereket.
Következtetés
Háztartási használatra a legnépszerűbbek a víz- és gázcsövek.Ismerve alapvető paramétereiket, valamint a metrikus és hüvelykes termékek jellemzőit és a köztük lévő különbségeket, mindkét típusú anyag felhasználható vízvezeték- vagy fűtési rendszerekhez.
Bár a piacot jelenleg rengeteg különféle polimer cső árasztja el, ez nem befolyásolja az acéltermékek népszerűségét, amelyek a korábbiakhoz hasonlóan továbbra is nélkülözhetetlenek az építőipar, az ipar és a háztartási élet számos területén. Az acélból, különösen a horganyzott acélból készült csöveket jelentős tartósság, szilárdság és könnyű szerelhetőség jellemzi, és választékuk a 2003-as és 2006-os GOST-hoz igazodik (bizonyos szabványokat a 20. század második felétől vettek át).


