Csináld magad tengelykapcsoló szerelés
HDPE csövek csatlakoztatására csatornázási, vízellátási csővezeték építése során stb. az elektrofúziós csatlakozókat elő kell készíteni:
- mérőszalag és marker;
- csővágó;
- csiszolópapír;
- aceton;
- speciális hegesztőgép.
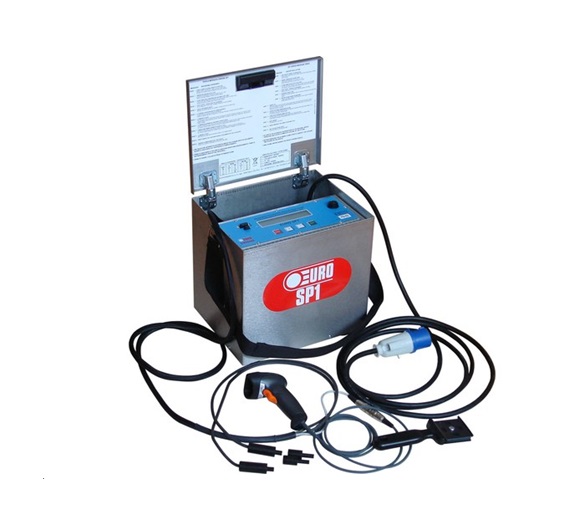
Elektrofúziós szerelvények felszerelésére szolgáló készülék
Az elektrofúziós tengelykapcsolók felszerelésére szolgáló készülék szaküzletekben bérelhető.
A tengelykapcsoló beszerelési technológiája a következő:
- cső előkészítése. A polietilén csövet a jövőbeli csővezeték sémája által meghatározott méreteknek megfelelően vágják. A vágás a lehető legegyenletesebb és tisztább legyen, 90°-os szögben. Ellenkező esetben nem lehet elérni a csatlakozás teljes tömítettségét;

Csövek előkészítése a csatlakoztatáshoz
vágás után a csövek végeit megtisztítják a sorjaktól és egyéb érdességektől, teljesen megtisztítják a szennyeződéstől acetonnal vagy bármilyen más típusú oldószerrel;
a csövek nagyon gondosan rögzítve vannak a szerelvényben
Különösen fontos ellenőrizni a csövek beépítését az összekötő elembe, ha az összeszereléshez régi típusú tengelykapcsolókat használnak, amelyek nincsenek felszerelve speciális rögzítőelemekkel vagy nagy tengelykapcsolókkal, amelyek gyártása során nincsenek rögzítőelemek; A szerelvény pontosabb beszerelése érdekében ajánlatos előre bejelölni a távolságot a csövön, amely az összekötő elemen belül lesz
Az idom pontosabb beszerelése érdekében ajánlatos előre bejelölni a távolságot a csövön, amely a csatlakozó elemen belül lesz.

A csövek és az elektrofúziós szerelvény megfelelő csatlakoztatása
- az elektrofúziós tengelykapcsolóhoz menetek melegítésére és olvasztására szolgáló berendezés van csatlakoztatva, amelynek köszönhetően a szerelvény rögzítve van;

A tengelykapcsoló felszerelésének előkészítése
- a berendezést a szerelvényhez mellékelt műszaki dokumentáció szerint konfigurálják. Ha automata hegesztőgépet használnak a munka elvégzéséhez, akkor ez a lépés elhanyagolható, mivel a berendezés önállóan választja ki az optimális üzemmódot;
- a hegesztést az indikátor jelzéseinek megfelelően végezzük;
- a munka befejezése után a kábeleket eltávolítják, és a kész csatlakozást addig tartják, amíg teljesen le nem hűl, ami körülbelül 20-30 percet vesz igénybe;
- a hegesztés tömítettségét és szilárdságát ellenőrizni kell.
Az elektrofúziós tengelykapcsoló telepítésének lépésről lépésre történő folyamata a videóban látható.
Az elektrofúziós tengelykapcsolók nem igényelnek különleges karbantartást a teljes használat során. Ha működés közben a szerelvény használhatatlanná válik, akkor annak teljes cseréje szükséges.
Elektrofúziós kapcsolókészülék
A szabványos elektromos hegesztő aljzat a következő elemekből áll:
- ház, amely különböző minőségű polietilénből készülhet;
- fűtőszálak. Jelenleg rézből vagy szénből készült szálakat használnak. A szénszálak gyorsabban melegszenek fel, de egy ilyen idom is többe kerül;
- érintkezők hegesztőberendezések csatlakozóinak csatlakoztatásához;
- a csövön elhelyezett rögzítőelemek, amelyeket a szerelvény és a csövek tartósabb összekapcsolására terveztek;
- mutató, amellyel meghatározhatja a hegesztés előrehaladását.
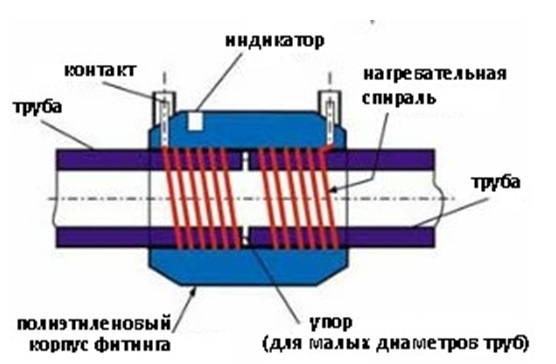
Az elektrofúziós tengelykapcsoló elemei
A felszerelés előnyei és hátrányai
A csövek elektromos hegesztéssel történő összekötésére tervezett csatlakozók fő előnyei a következők:
- sokoldalúság. A csatlakozók bármilyen csővezeték építésénél használhatók (vízellátás, csatorna, gázellátás stb.);
- tartósság;
Az elektrofúziós tengelykapcsoló átlagos élettartama megfelelő felszerelés esetén 50 év.
- korrózióállóság;
- ellenállás a csővezeték nyomás- és hőmérsékletesésével szemben;
- a telepítés könnyűsége és egyszerűsége;
- különböző formájú és méretű csatlakozó szerelvények.
A PE elektrofúziós szerelvények jelentős hátránya, hogy a következő feltételek mellett nem használhatók:
- 0ºС alatti hőmérsékleten;
- 40 ° C feletti hőmérsékleten;
- 16 atmoszféra feletti nyomáson a csővezetékben.
Csatolás kiválasztási kritériumok
Az elektrofúziós szerelvények kiválasztásakor vegye figyelembe:
- az összekötő elem típusa;
- illesztési méretek;
- gyártó cég.
Az elektrofúziós szerelvények típusai
A szerelvény típusát a csővezetékrendszer csatlakozásának jellemzőitől függően és a hálózati diagramnak megfelelően választjuk ki. Az elektrofúziós szerelvények célja:
- csövek különböző szögekben történő hegesztéséhez;
- azonos átmérőjű csövek csatlakoztatásához;
- különböző átmérőjű csövek esztrichhez;
- további aljzat csatlakoztatásához.

Az elektrofúziós csatolás típusának kiválasztása
Változatos méretek
A következő paraméter az összekötő elem teljes méretének kiválasztása. A teljes méretek a következők:
- belső átmérő (dn);
- külső átmérő (de). ;
- illesztési hossz (Z);
- a szerelvény egyik alkatrészének hossza (L);
- távolság a kivezetéstől és a kapocstól (f) a tengelykapcsoló széléig (a).
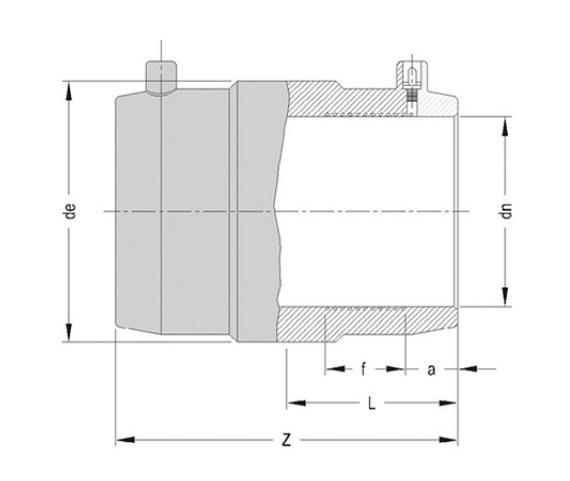
A szerelvények fő méretei
Jelenleg 20-400 mm átmérőjű csatlakozókat gyártanak. A csőkötés akkor lesz jobb minőségű, ha a szerelvény műszaki paraméterei teljes mértékben megfelelnek a csatlakoztatandó csövek paramétereinek.
Gyártók
A hegesztés és az alkalmazott idom minőségének biztosítása érdekében ajánlatos a legnépszerűbb gyártók összekötő elemeit kiválasztani, amelyek a következők:
- Chiorino (Olaszország);
- Optibelt (Németország);
- Nupigeco (Olaszország);
- Ammeraal Beltech (Hollandia).
Ezen cégek termékei kiváló minőségű anyagokból készülnek minden normának és szabálynak megfelelően, ami lehetővé teszi az elektrofúziós szerelvények maximális minőségének elérését.


