Hogyan festhet horganyzott csöveket saját kezével
Miután úgy döntött, hogy saját kezével fest egy horganyzott csövet, először figyelmesen olvassa el a folyamat összes szakaszát. Az eredmény sok éven át fog tetszeni, feltéve, hogy a csövek előkészítésére és festésére vonatkozó összes követelmény teljesül.
Csőfelület előkészítése
Korábban a szakértők azt javasolták, hogy egy évig ellenálljanak az időjárásnak, és csak ezután festsenek. Ez a követelmény a cink oxidációjának természetes folyamatának és az úgynevezett "fehér rozsda" kialakulásának köszönhető. A modern színező kompozíciók megjelenésével megszűnt a pipa öregedésének igénye.

Általában a horganyzott acélból készült késztermékek speciális védőkenőanyagban hagyják el a gyári szállítószalagot. Ez a réteg megvédi a cinkbevonatot a környezettel való gyors érintkezéstől, de festés előtt, hogy a festék ne leváljon, bármilyen lúgos oldattal el kell távolítani. Az oldatot alaposan le kell öblíteni vízzel, és hagyni kell teljesen megszáradni.
Festési folyamat
Festés előtt a cinkréteg festékhez való tapadásának javítása érdekében javasolt a cső felületét speciális alapozóval kezelni. Egyes kézművesek javasolják a cinkréteg tisztítását bármilyen csiszolóanyaggal, például csiszolópapírral. De nem szabad elfelejteni, hogy így a termék elveszíti a cink védő tulajdonságait.
Miután kiválasztotta a festéket a cső ajánlásainak és jövőbeni működési feltételeinek megfelelően, miután az alapozó teljesen megszáradt, folytatnia kell magát a festést. A legkényelmesebb szórópisztollyal felvinni, de használhatunk ecsetet vagy kis hengert is. Az első réteg felhordása után hagyja száradni a festéket a gyártó által megadott ideig. Ezután vigyen fel egy második réteget, és hagyja újra megszáradni. Ezt követően a horganyzott cső készen áll a beépítésre és a használatra.
Színező videó
A horganyzott csövek festésének vizuálisabb megjelenítéséhez javasoljuk, hogy ismerkedjen meg a festésről szóló videóval (a videóban hullámkarton festett, de nincs különbség a technológiában). Részletesen, lépésről lépésre bemutatja a folyamatot, ajánlásokat ad a munka minél jobb elvégzéséhez, valamint figyelembe veszi a kezdők által elkövetett tipikus hibákat.
Összegzésként szeretném megjegyezni, hogy a horganyzott acél fémcsövek megbízhatóságuk és alacsony költségük miatt népszerűek a magánszektor építtetői körében. A festék kiválasztásáról és a csőfestésről szóló cikk áttekintése után sok évre meghosszabbíthatja annak élettartamát.
Mi az a horganyzott acél
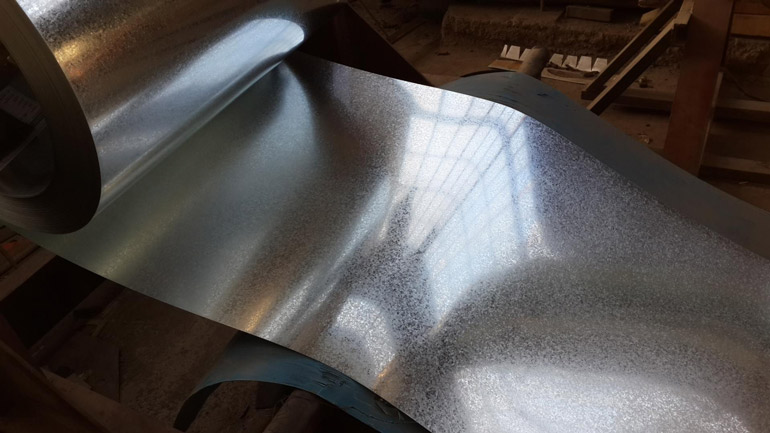
Az építőipari termékek gyártása során széles körben elterjedt az acéllemez vékony cinkréteggel való bevonása. Ez növeli a termék élettartamát a korrózióval szembeni ellenállás és az agresszív környezet miatt. A horganyzott acéltekercset tetőfedő és kerítésanyagok, vízellátó rendszerek és sok más területen gyártják.
Hogyan lehet megkülönböztetni a rozsdamentes acélt a horganyzotttól
A horganyzástól eltérően a rozsdamentes acél króm hozzáadásával készült ötvözet. A rozsdamentes acéllemez nincs bevonva, felülete és vágási színe egységes, általában fénytelen. A horganyzott acélt a bevonási folyamat során jellegzetes kristályosodási mintákkal borítják, vagy kék árnyalatú tükörfelülettel rendelkezik.
Ha a rozsdamentes acélt tükörfényesre dolgozzák fel, akkor egy kémiai reakció segítségével megtudhatja, hogy pontosan mi van az Ön előtt. Sósavat kell csepegtetni az acéllemez szélére. A cinkkel kölcsönhatásban a hidrogén-klorid buborékos foltokat okoz a felületen.Ezenkívül a krómötvözetek nem rendelkeznek mágneses tulajdonságokkal, ha a mágnest acéllemezhez rögzítik, akkor valószínűleg horganyzott.
A színek típusai és különbségei
A festékek sokfélesége között emlékezni kell arra, hogy nem mindegyik alkalmas fémmegmunkáláshoz, az ilyen felületeket a festés során a legszeszélyesebbnek tekintik. A polimer porfestékek előnyeik szerint ideálisnak mondhatók. Tökéletesen kombinálódnak a fémekkel, tartósak, kopásállóak. De van egy nagy hátrányuk - a színezési folyamat csak speciális berendezések segítségével lehetséges.
Csináld magad akril, alkid és vinil festékekkel. Az otthoni bevonatfesték kiválasztásakor nem ajánlott megtakarítani a festéktermék költségeit, és a szakemberek ajánlásainak megfelelően választja ki.
Akril
Az akril alapú fémfestékek nem olyan régen jelentek meg, de gyorsan elismerést nyertek. Az ilyen bevonat tartós, nem fakul és jól ellenáll a korróziónak a szerves oldószer alapja és a készítményben lévő speciális adalékok miatt. Idővel nem reped, nem támogatja az égést, elviseli a magas értékekre való melegítést.

Az akrilfestékek ára is nagyon vonzó. Ezenkívül kényelmes vele dolgozni - ha teljesen megszárad a bőrre, a festéket vízzel lemossák. A környezetbarát és a jellegzetes kémiai szag hiánya lehetővé teszi, hogy kisgyermekes házban is használható.
Alkid
Az alkidfestékek jól kombinálhatók horganyzott felületekkel. Az olajjal ellentétben védenek a rozsdától és a repedésektől. Jó a száradási sebességük és a tapadásuk. Sűrű, fényes színt adnak. Viszonylag olcsók.

A hátrányok közé tartozik a gyúlékonyság és a gyenge hőállóság közvetlen napfényben
Fontos, hogy jól szellőző helyen dolgozzunk velük, mivel füstjük mérgező. Ezenkívül idővel az alkidvegyületek reakcióba lépnek a cinkréteggel, és csökkentik annak védő tulajdonságait.
Vinil zománcok
A vinil zománcok egyetlen jelentős hátránya a magas költségek. Kiváló fedő tulajdonságokkal rendelkeznek, könnyen felhordhatók, ellenállnak a korróziónak és a vegyi hatásnak. Víz- és időjárásálló bevonatot képeznek, amely ellenáll a -60 ℃ és +100/+130 ℃ közötti hőmérséklet-változásoknak.
Horganyzott csövek csatlakoztatása forrasztóhegesztéssel
A fenti példákból jól látható, hogy az elektródákkal és gázpisztollyal történő hegesztés a cink védőréteg tönkremeneteléhez vezet, és ha az kívülről több hatékony módon helyreállítható, akkor a belső felület védtelen marad.
A termékek horganyzással történő összekapcsolásának két módszerének hiányosságai alapján egy köztes lehetőséget fejlesztettek ki, amely egyesíti pozitív tulajdonságaikat - forrasztás. Lényege abban rejlik, hogy hegesztéskor az elektromos ívnél alacsonyabb égési hőmérsékletű gázégőt, rozsdamentes adalékanyagot és a cink felületét a lánggal érintkezés helyén és a varrat körül védő fluxusokat használnak.
Példaként tekintjük a hegesztési és forrasztási munkák elvégzésének technológiáját a francia Castolin hazai piacra szállító szállítójának anyagaival.
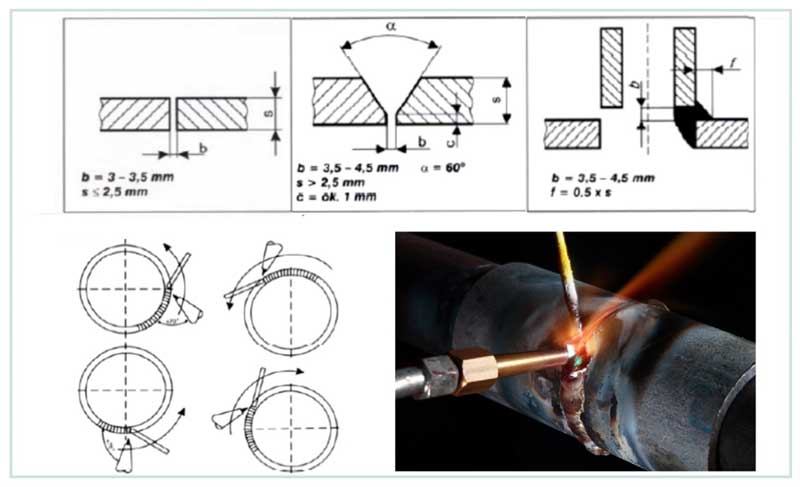
Rizs. 15 Forrasztási tűrések és a pisztoly helyzete
Előkészítés és forrasztás
A horganyzott alkatrészek összeillesztéséhez különféle Castolin forraszokat (18, 18F, 18MF, 18 XFC) használnak, ezek közül a legdrágább a Castolin 18XFC 2,0 mm réz-cink alapon (57% réz és 42% cink) hozzáadásával. Az ezüst (1%) olvadáspontja 870 - 895ºC. Az ilyen forraszanyagokat ötvözött és ötvözetlen acélok, horganyzott anyagok, réz és nikkel alkatrészek forrasztására használják, a Castolin 18XFC hazai analógja az L. -57. A forrasztás előtti előkészítő munka fő szakaszai és végrehajtása:
- Csövek előkészítése a csatlakoztatáshoz. Ha a falvastagság 2,5 mm-nél kisebb, akkor tompakötést, 2,5 mm-nél nagyobb értékeknél V-megmunkálást alkalmazunk. A megmunkált végek 60 fokos dőlésszöge a réteg mechanikus eltávolításával érhető el köszörüléssel, marással vagy manuálisan darálóval, csiszolópapírral vagy reszelővel.
- Láng kiválasztása. Háztartási használatra elég egy 1-2 mm átmérőjű égőfúvóka, amellyel lánggal akár 250 mm átmérőjű, 2-6 mm falvastagságú csövek is hegeszthetők. A forrasztáshoz használt fúvóka méretének pontos meghatározásához vegye egy mérettel kisebb átmérőt, mint a hagyományos szabványos hegesztésnél.
- Lángszabályozás. Acetilén-oxigén összetételt használnak feleslegben oxigénnel - ebben az esetben szilícium-oxidok képződnek, amelyek megakadályozzák a cink elpárolgását. A szakaszos láng hozzájárul a cink túlmelegedéséhez és elpárolgásához a varrat melletti területeken, ezért fontos a helyes beállítása - az égő lángjának egyenletesnek kell lennie.
- forrasztási technika. A két él összekapcsolásához a „balkezes” forrasztási technikát alkalmazzák, amelyben a forrasztóanyag a láng előtt van, az égőnek 15 - 30 fokos dőlésszögűnek kell lennie a varrat kitöltésekor, ha újraolvasztás történik. , a szög 70-75 fokra van állítva. Az alkatrészek közötti rés szélességét, a vasalás vastagságát vagy magasságát a 15. ábra szerint kell kiválasztani.

Rizs. 16 Forrasztás horganyzott
Fluxus alkalmazás
A horganyzott termékeket a burkolat felhordása előtt Castolin 18 fluxussal kell kezelni, ezek végétől legalább 20 mm széles csíkkal fedik le a csatolt részek külső és belső felületét. A 416°C-on olvadó cink védelme mellett a 906°C-on fellépő párolgástól a folyósítószer színe jelzi a forrasztás megkezdését.
4 mm-es falvastagságig egymenetes varratot használnak, a munka végén a külső felületet rozsdamentes kefével megtisztítják, a belső felületet 24 óra elteltével vízzel mossák.
Megengedett-e horganyzott csövek hegesztése és jellemzői?
A horganyzott acél csővezetékek hegesztésénél a fő probléma a fúziót megakadályozó bevonat jelenléte. Mivel a cink forráspontja 906ºC, a hegesztési varrat pedig 1200ºC-ra melegszik fel, a cink hegesztés közben kiég, és csak ezt követően kötődik össze az acél. A horganyzott acéllal végzett hegesztés a következő tulajdonságokkal rendelkezik:
- A kevés tapasztalattal rendelkező hegesztők nem mindig tudják egyenletesen hegeszteni a cinkhüvelyt és jó egyenletes varratot kapni - annak érdekében, hogy ne okozzanak további problémákat, hegesztés előtt könnyebb eltávolítani a bevonat védőrétegét egy fémtárcsás csiszolóval, reszelő vagy csiszolópapír. Ehhez vegyszereket is használnak - a horganyzás eltávolítható sósav, salétromsav és kénsav oldatával.
- A cinkgőz jelentős mértékben károsítja az emberi egészséget, édeskés ízű, ezért a hegesztési munkák elvégzése előtt be kell tartani a biztonsági előírások (TB) alábbi követelményeit. A munkahelyet áramlásos szellőztetéssel kell ellátni, amely nélkül a biztonsági előírások szerint tilos a hegesztőnek dolgozni, és olyan eszközöket kell alkalmazni, amelyek megvédik a légutakat a cinkgőzök behatolásától.
- A szabványos hegesztési módszerek a cinkréteg károsodásához vezetnek, miközben a varrat védtelen marad, és a teljes hegesztett szerkezet általános korrózióállósága jelentősen csökken. A varrat utólagos védelméhez jobb hasonló cinktartalmú hideghorganyzó vegyületeket használni, amelyek technológiáját és anyagait fent leírtuk.
- Néha a cink intenzív párolgása miatt a cső felületét apró repedések borítják, ennek elkerülése érdekében érdemes fluxusokat használni. A hegesztési folyasztószerek fő célja a varratfelület elszigetelése az oxigén hozzáférésétől, az ív égésének stabilizálása, hegesztési varrat kialakítása és a varratkötés fémmel való dúsítása.
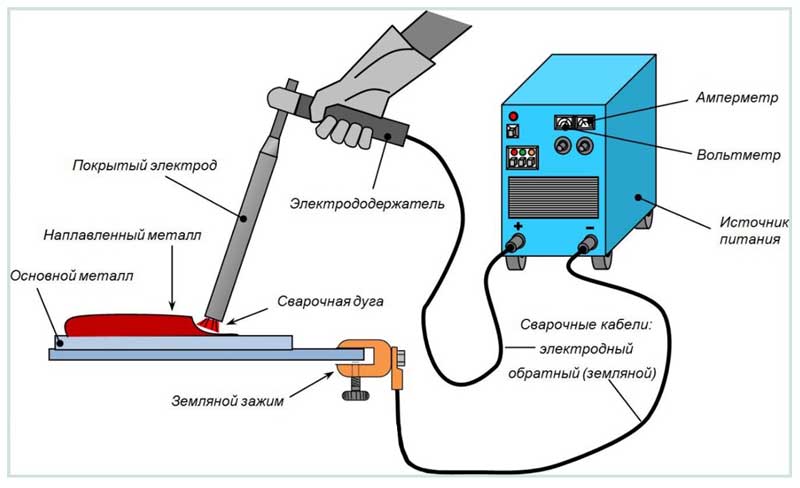
Rizs. 7 Elektromos ívhegesztés
Az elektródák kiválasztása
A horganyzott csövek hegesztési folyamata kevéssé különbözik a vasfém hegesztésétől. A munka technológiai jellemzője a hegesztési idő csökkentése, miközben a folyamat áramerőssége nő. A rutil bevonatú elektródák lehetővé teszik ennek elérését.

Rutil elektródák
A rutilelektródák olyan elektródák, amelyek bevonata alumínium-szilikát- és karbonát-szennyeződésű titán-oxidból áll.
A rutil bevonatú elektródák előnyei:
- a titán-oxid jelenléte megkönnyíti az elektróda meggyulladását a munka kezdetén vagy amikor a munka során gyengül;
- a hegesztési ív jellemzői lehetővé teszik a kiváló minőségű varrat előállítását az olvadás, repedések hiánya nélkül, nagy kopásállósággal;
- minimális fémfröccsenés csökkenti az olvadt fém veszteségét.
A vaspor jelenléte a rutil-bevonatban csökkenti az acélötvözet szintjét, ami növeli a kapott kötés szilárdságát.
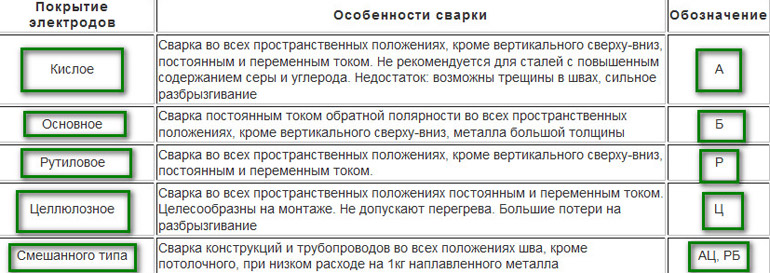
Az elektródák értelmezése és kijelölése
Alap elektródák
Az alapbevonatú elektródákat vastag falú gyengén ötvözött acélcsövek hegesztésére használják. A porbevonat itt ferroötvözetek, kalcium-fluorid és magnéziumvegyületek összetett összetételével rendelkezik.
A főzési folyamat szén-oxidok felszabadulásával jár, amelyek megvédik az olvadt fémet a légköri oxigén és a hidrogén káros hatásaitól.
Mi a különbség a horganyzott csövek és a hagyományos csövek között?
A bányászat által a föld beléből kinyert cink mintegy 60%-át horganyzott hengerelt termékek gyártásához, további 20%-át fémszerkezetek (autó- és ipari berendezések házai, építőanyagok), gépalkatrészek horganyzására használják fel. és mechanizmusok.
A szerkezeti acél és a nem korrozív fémek (ón, alumínium, ólom, cink) közötti különbség az, hogy az utóbbiak levegőn oxidálva oxidot képeznek, amely védőfólia formájában akadályozza a hozzáférést oxigént a fémhez. Így a film megakadályozza a további oxidációt és megóvja a fémet a korróziós károsodástól. A vas, ellentétben a színesfémekkel és ötvözetekkel, a korrózió során nagy térfogatú laza hidroxidot képez, amelynek eredményeként az oxigén szabadon behatol a felületére, és az oxidációs folyamat folytatódik.
A technológia lényege abban rejlik, hogy a vas elektrokémiai szempontból galvánpárt alkot a cinkkel, amelyben az aktívabb cink lép először korrozív kölcsönhatásba az oxigénnel, így a vas kémiailag passzív állapotba kerül. Hasonlóan jelentősen felgyorsulhat a vas korróziója, ha ónt, amely passzívabb elem a vassal galvanikus párban, a felületére visszük és a héja megsérül.
Bármilyen acélminőségű fémcsöveket horganyzásnak vetnek alá, nem csak a külső, hanem a belső felületüket is lefedve, miközben a varrat nélküli hengerelt termékekben a legmagasabb minőséget és egyenletes réteget kapják. A cink felhordására különféle technológiákat alkalmaznak, amelyek nemcsak ipari méretekben, hanem kis magántermelésben is használhatók - sok kereskedelmi cég foglalkozik acél alkatrészek egyedi horganyozásával.
Kiválasztási tippek
Egyik vagy másik festék kiválasztásakor mindenekelőtt figyelmet kell fordítania a cső által elvégzendő funkciókra. Ha hideg lefolyóhoz szánják, fontosabb figyelembe venni a korróziógátló tulajdonságokat
Melegvíz hőálló csövekhez. Az eltarthatósági időnek normálisnak kell lennie, mivel lejáratuk után a festékek összetétele összeomlik.
hozzávetőleges ár
A festék pontos költsége számos paramétertől függ, például a gyártótól, a csomagolás mennyiségétől, a vásárlás helyétől és egyéb árnyalatoktól. Az alábbi táblázat a hozzávetőleges festékárakat mutatja:
| Festék típusa | Ár kg-onként, dörzsölje |
| Akril | 250-650 |
| Alkid | 150-450 |
| Vinyl | 350-1000 |
Vásárláskor ügyeljen arra, hogy a festékkel ellátott csomagoláson megemlítse az ilyen típusú anyagok cinkfelületekkel való kompatibilitását. Nem minden festék alkalmas horganyzáshoz
Cél és hatály
A profilcsöveket különféle területeken használják.Amikor csak ilyen termékek jelentek meg, a fő alkalmazási irány a gáznemű, folyékony közegek szállítására szolgáló kommunikáció lefektetése volt. Mára az ilyen termékek felhasználási területe jelentősen bővült. Különböző építmények építésére használják: épületek, kerítések stb.
A profilcsöveket hidak építésére használják, olyan tárgyak, amelyek tartós megerősítést igényelnek. A bútorgyártásban előperforált termékeket használnak. Különböző jellemzőkkel rendelkező profilcsövek segítségével bármilyen bonyolultságú fémszerkezetet hoznak létre. Az olyan előnyök miatt, mint az erő, a könnyű feldolgozhatóság, az ilyen termékeket a hajógyártásban és más nehéziparban használják.
Az ízület utolsó szakasza és azt követő feldolgozása
A hegesztett horganyzott csövek korrózióval szemben nem védett varrással rendelkeznek; gázégőkkel történő hegesztéskor a kötés körül jelentős horganyzási terület ég ki - mindez a csatlakozás rossz korrózióállóságához vezet. A varrat csiszolóanyagokkal történő hegesztése, feldolgozása és simítása előtt és után a következő módszereket alkalmazzák a korrózió elleni küzdelemben:
- Gázégővel végzett hegesztéskor korrózióálló rozsdamentes anyagokból (cink-kadmium, sárgaréz) készült rudakat használnak.
- A külső felület védelme érdekében cink hőpermetezését vagy cinktartalmú anyagok bevonatát alkalmazzák festék formájában.
Megjegyzendő, hogy ezek a módszerek horganyzott gázvezeték alkalmazása esetén hatásosak, ha fűtési rendszerbe hegesztett bevonatos csövet építenek be, akkor a belülről kiégett cinkréteg már nem védi annak felületét, és a korrózió elég gyorsan megtörténik. Ezért, ha cinkcsöveket használ fűtésre, más modern módszereket alkalmaz ezek csatlakoztatására szerelvények segítségével.

Rizs. 14 Forrasztásos hegesztésű alkatrészek horganyzott fém felülettel - megjelenés
A horganyzott kémény előnyei
A cinkvédelem egy közönséges fémcsövet automatikusan megbízható és kiváló minőségű anyaggá alakít, amely nagyon hosszú ideig ellenáll a korróziónak. A horganyzott csövekből készült kéményeket különféle üzemi körülmények között használják - autonóm fűtési rendszerekben és kandallókban, kis vidéki házakban, fürdőkben és szaunákban.
A horganyzott csövek gyártásánál kiindulási anyagként szokásos acéllemezt használnak, amely megfelelő rugalmassággal rendelkezik. Első pillantásra úgy tűnhet, hogy ez egy óntermék, de ez a benyomás megtévesztő - a megfelelően feldolgozott fém teljesen eltérő tulajdonságokkal rendelkezik.

A horganyzott kéménycsőnek számos előnye van:
- A cső megbízható védelme a korrózió és a különféle savak ellen;
- Gyors rendszer felmelegedés és stabil tapadás;
- A moduláris kémény egyszerű és gyors beszerelése, speciális csőcsatlakozási sémával;
- A tervezés egyszerűsége, amely lehetővé teszi a kémény összeszerelését;
- Sokoldalúság, melynek köszönhetően a kéményt különféle hőforrásokhoz csatlakoztathatja;
- Könnyű javítás - a sérült alkatrész könnyen cserélhető egy újjal a kémény teljes szétszerelése nélkül;
- Tűzbiztonság (azonban a telepítés során gondoskodni kell arról, hogy a kémény ne érintkezzen közvetlenül éghető anyagokkal).
A kémény általában az épület tetejére vagy falára van vezetve. Ez utóbbi esetben a kéményt szigetelni kell, hogy ne legyen baja működés közben.
Az elektródák kiválasztása
 Mint már említettük, a hegesztési folyamat hőenergia felszabadulásával jár, így a cink gyorsan elpárolog. Jó eséllyel ez a fém bejut a hegesztőmedencébe és összekeveredik az acéllal.
Mint már említettük, a hegesztési folyamat hőenergia felszabadulásával jár, így a cink gyorsan elpárolog. Jó eséllyel ez a fém bejut a hegesztőmedencébe és összekeveredik az acéllal.
És ez pórusok és repedések kialakulásához vezet az acél kristályosodásának szintjén, és ennek eredményeként az egyesített termékek kötési minőségének csökkenéséhez vezet. Ezért a horganyzott csövek hegesztésének fő követelménye a cinkréteg eltávolítása a csatlakozási területen.
Ha a védőbevonatot nem lehet eltávolítani, akkor speciális elektródákat használnak a horganyzott csövek csatlakoztatásához. Elvileg a horganyzott termék hegesztése gyakorlatilag nem különbözik a közönséges acél összekapcsolásának ugyanazon folyamatától. De van néhány árnyalat.
Először is, maga a hegesztőelektróda egy porral bevont fémrúd. A porréteg típusa befolyásolja, hogy mely fémek hegeszthetők.
Horganyzott csövek hegesztésénél az elektródákat vagy rutil bevonattal vagy alapréteggel használják. Az elsőt akkor használják, ha a csövek szénacélból készülnek (például acél 20), a másodikat akkor, ha gyengén ötvözött acélból (C345) készülnek.
Rutil bevonat
 Rutil bevonatú elektródákat használnak. A rutil egy ásványi anyag titán-oxid formájában. 50%-ot meghaladó tartalmú koncentrátum formájában porfestékben használják. A készítmény alumínium-szilikátokat és karbonátokat is tartalmaz.
Rutil bevonatú elektródákat használnak. A rutil egy ásványi anyag titán-oxid formájában. 50%-ot meghaladó tartalmú koncentrátum formájában porfestékben használják. A készítmény alumínium-szilikátokat és karbonátokat is tartalmaz.
A hegesztés során kapott salak nagy lúgosságú, így a kötés fémének olyan mutatói vannak, mint a nagy ütési szilárdság és fokozott védelem a forró repedés ellen.
A horganyzott csövek hegesztéséhez használt rutilelektródákkal szemben az egyetlen követelmény, hogy a folyamat megkezdése előtt +200 °C hőmérsékleten egy órán át szárítsák. De a fogyóeszközöket csak egy nap múlva használhatja.
Alapbevonat
 Alapvető bevonatos elektródák használhatók. Ez a porréteg összetett összetételű, amely számos különféle vegyszert tartalmaz: magnézium, kalcium, fluorpát és vasötvözetek.
Alapvető bevonatos elektródák használhatók. Ez a porréteg összetett összetételű, amely számos különféle vegyszert tartalmaz: magnézium, kalcium, fluorpát és vasötvözetek.
A hegesztési zónában égetve a por szén-dioxidot és szén-monoxidot bocsát ki, amelyek megvédik az olvadt fémet az oxigén és a hidrogén hatásától. Az utolsó kettő rontja a hegesztés minőségét. Általában ezeket az elektródákat csővezetékek hegesztésére használják vastag falú csövekből.
Előnyök és hátrányok
A profiltermékek pozitív tulajdonságai:
- nagy szilárdságú;
- a feldolgozás egyszerűsége;
- a terv hajlítással történő véglegesítésének lehetősége;
- viszonylag kis súly a belső üreg miatt;
- egyetemesség;
- a fajták széles választéka;
- hosszú élettartam (30-50 év);
- alacsony hővezető képesség;
- nagyobb ellenállás a termék belsejében lévő megnövekedett nyomással szemben, valamint a vízkalapács;
- ha horganyzott termékeket használnak megerősítésként az épületek építése során, csökken az alapra nehezedő nyomás, ennek oka az a tény, hogy a fémcsövek a terhelés jelentős részét veszik fel;
- nehéz körülmények között való működés képessége.
A horganyzás másik előnye, hogy nincs szükség további feldolgozásra. Az élettartam meghosszabbításához elegendő a meglévő védőbevonat. Ennek a terméknek van néhány hátránya is. Tehát magasabb árat észlelnek a vasfém analógokhoz képest. Ezenkívül a cinkbevonatú termékek nagyon érzékenyek a mechanikai sérülésekre. Ha a védőréteg integritását megsértik, az ilyen csövek szerkezetének élettartama jelentősen csökken.
Horganyzott kémények típusai és tartozékai
A kémény felszereléséhez kétféle csövet használnak:
- Egyáramú;
- Kettős áramkör.
A következő elemeket kell mellékelni egy ilyen kéményhez:
- Pólók;
- adapterek;
- Csatlakozók;
- revíziós nyílások;
- Szelep a nedvesség eltávolítására;
- Tartók a szerkezet függőleges felületek közelében történő felszereléséhez.

Az egyszerű rendszereket sikeresen alkalmazzák olyan épületekben, amelyeket csak nyáron üzemeltetnek (vidéki fürdők vagy kis házak).Az egykörös kémény összeszerelése meglehetősen egyszerű, és egy jó tulajdonos hatáskörébe tartozik, de a kész kialakításnak komoly hátránya van - túl magas a kondenzátum szintje.
Az egykörös horganyzott gázcső nem alkalmas azokhoz a rendszerlehetőségekhez, amelyek szigetelés nélkül kerülnek a légkörbe - ez tele van a cső gyors megsemmisülésével a nedvesség aktív megjelenése és a hosszú téli felmelegedés miatt. Egy ilyen kialakítást csak átmenetileg lehet alkalmazni - például új ház építésekor, amelyet legalább valahogy fűteni kell, és komoly megoldásokat még nem lehet megvalósítani.

A kétkörös horganyzott csövekből készült kémények a nagy teljesítmény mellett jó vizuális tulajdonságokkal is rendelkeznek, amelyeket a legtöbb fémalkatrész megmunkálására használt speciális bevonattal érnek el.
A kétkörös kéményeknek számos előnye van:
- Magas megbízhatóság;
- Fűtőberendezések hatékonyságának javítása;
- Védelem a kondenzátum megjelenése ellen;
- Akár 450 fokos hőmérsékleten történő munkavégzés képessége;
- esztétikai vonzerő.
Következtetés
A kémény vagy a beépítéséhez szükséges elemek kiválasztásakor figyelembe kell venni a csövek átmérőjét, hogy a szerkezet könnyen összeszerelhető legyen. Ezenkívül a kialakítás kiválasztásakor figyelembe kell venni annak összes jellemzőjét, és figyelembe kell venni azokat a telepítés során. A megfelelően felszerelt horganyzott kémény kiváló minőségben látja el a rábízott funkciókat.
Ami
A horganyzott profilcsöveket különböző módszerekkel állítják elő. Ami egyesíti őket, az a fémdarabok kialakításának szükségessége. Ebben az esetben a hideg vagy meleg deformáció módszerét alkalmazzák. Anyaghőmérsékletben különböznek egymástól. A melegalakítás megkönnyíti az eljárást, mivel a jól felmelegített fémet plaszticitás jellemzi. Más módszer alkalmazása esetén megnő annak a veszélye, hogy a termék sértetlensége a hajtásoknál megsérül.
A gyártás során különböző típusú anyagokat használnak. A magas széntartalmú acél népszerű. Ez a fajta fém a leginkább műanyag, aminek köszönhetően a profiltermékek magas minősége biztosított. A gyártási folyamat befejezése után a nyersdarabokat cinktartalmú készítménnyel kell bevonni. Ebben az esetben a felület cinkkel telített.
A csövek korrózió elleni védelmére a jövőben különböző módszereket alkalmaznak:
- A formázás után a termékeket megtisztítják, ami lehetővé teszi a legkisebb hibák eltávolítását. Ezután folyékony cinktartalmú oldattal ellátott edénybe merítjük. A védőréteg vastagsága a termékek rendeltetésétől függően változtatható. Ezt a paramétert az olvadt cinkfürdőbe való merítések száma határozza meg.
- A fém profilcsövek gyártása során horganyzott lemezeket használnak. A gyártási folyamat során a védőbevonat deformálódhat, például hegesztés közben. Ha ezeket a területeket nem kezelik cinktartalmú oldattal, a cső gyorsan rozsdásodik, és élettartama csökken.
Van egy alternatív lehetőség - a hideg horganyzás módszere. Ebben az esetben speciális berendezéseket használnak, amelyek segítségével védőbevonatot visznek fel a fémdarabokra. A galvanizálás ezzel a technológiával manuálisan is elvégezhető. Ez a módszer 2 fém molekuláinak kölcsönhatásának elvén alapul elektromos áram hatására. Ennek eredményeként a védőbevonat szilárdan tapad a fémfelülethez.
Kell-e horganyzott fémet festeni?
Az acél felületén lévő cinkréteg lassan, de reagál a külső környezettel. A cső gyártási folyamatában az acéllemez nyomáshengerlésnek van kitéve, vágható, hegesztett kötések lehetségesek. Az alkatrész ezen részei sebezhetőbbé válnak, csökkentve a teljes cső élettartamát. A festékréteg felhordása tartósságot, esztétikus megjelenést kölcsönöz
De vannak olyan árnyalatok, amelyeket fontos figyelembe venni, hogy elkerüljük a bosszantó hibákat, amelyek minden erőfeszítést nullára csökkentenek.
Milyen követelményeknek kell megfelelniük a festékkompozícióknak?
A középső és északi szélességi körökön az időjárási viszonyok különösen agresszíven befolyásolják a bevonatot, ezért fontos az épületelemek rögzítése minden rendelkezésre álló eszközzel. A lefolyó horganyzott csőfestékének kiválasztásakor fontos figyelembe venni néhány követelményt.
A festéknek biztosítania kell:
- Megbízható védelem a környezeti tényezők ellen.
- Napfény fakulásállósága.
- Jó tapadás cinkréteggel.
- Ellenáll a nedvességnek és a szélsőséges hőmérsékletnek.
- Gyorsan száradó és könnyen felvihető.
Ezek a követelmények különösen a kültéri beépítésre szánt csövekre vonatkoznak. Az acélfestékek védelmet és vonzó megjelenést biztosítanak.
Dokkolási módszerek
Fontos, hogy a horganyzott acélcsöveket megfelelően csatlakoztassuk egymáshoz. Ha a rögzítési technológiát nem tartják be, a védőbevonat integritása sérül
Dokkolási módszerek a csővezetékrendszer, fémszerkezetek telepítése során:
- Speciális összekötő elemek: szerelvények, rákrendszerek. Ez az opció könnyű szerkezetekhez alkalmas. Az összekötő elemek lehetővé teszik a horganyzás integritásának megőrzését. Ugyanakkor minden oldalról körültekerik a terméket, és rögzítőelemekkel rögzítik.
- Nyakörvek, karimás ágcsövek. Ezeket a rögzítőelemeket különböző terhelésekre tervezett kerek csövek felszereléséhez használják. A bilincs a termékek beszerelésekor használható bármely területen. A karimás csövet akkor kell beépíteni, ha egy hullámos csövet sík felülethez, például mennyezethez, padlóhoz stb.
Az összekötő elemek kiválasztásakor figyelembe veszik a kommunikáció jellemzőit. A legfontosabb a szakasz alakja és mérete. A szerelvényeket úgy kell megválasztani, hogy a jövőben minimális rés biztosítható legyen a hullámcső külső felülete és az összekötő elem belső fala között.
Hol használják a horganyzott csőszigetelést?
A folyékony, gáznemű és ömlesztett anyagok szállítására szolgáló horganyzott PPU csövek körét a GOST 30732-2006 szabályozza, amely a szállított közeg alábbi paramétereit határozza meg:
- Üzemi nyomás víz- és gőzellátó rendszerekben - legfeljebb 16 bar. (atm.).
- A hordozó névleges hőmérséklete +140°C, az áthaladó folyadék hőmérséklete +150°C-ra növelhető, ha a fűtési rendszer +70 - +150°C üzemmódban működik, -35°C alatti külső hőmérsékletre beállítva. Oroszország európai része, Szibéria és a Távol-Keleten.
A horganyzott szigetelésű PPU csővezeték hőkommunikáció felületi lefektetésére szolgáló termék, föld alá helyezve csatornák, alagutak járataiban húzódik, fő alkalmazási területei:
Olaj- és gázipar. A héjában poliuretán hab bevonattal ellátott csővezetékeket olaj- és gázvezetékek talajra fektetésére használják, a Távol-Észak éghajlatán a szigetelés megakadályozza az olajtermékek és a gáz túlzott lehűlését, ami csökkenti mobilitásukat.
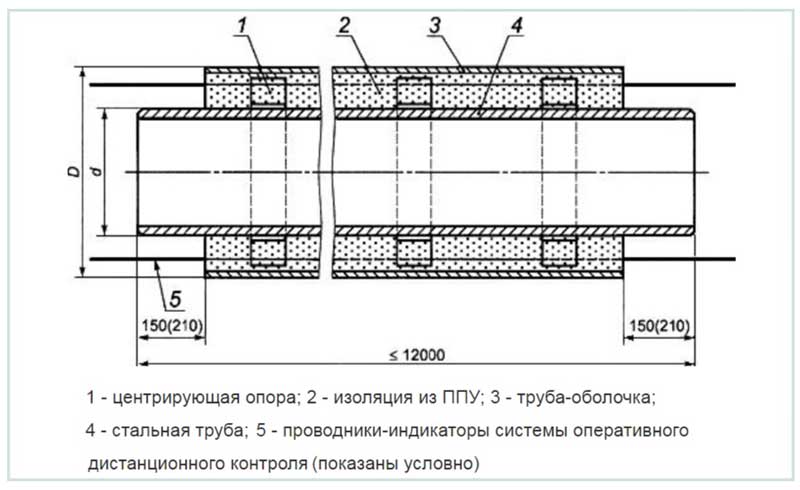
Rizs. 3 PPU bevonatú héj - csőkialakítás a GOST 30732-2006 szerint
- Vegyipar és élelmiszeripar. A vegyszer- és élelmiszergyártás során a szigetelt csővezetéken keresztül a technológiai folyamat részét képező, magas hőmérsékletre hevített alkatrészek tartályokba, tartályokba kerülnek, miközben a hőveszteségek csökkentése csökkenti az előállítás költségeit.
- Kommunális szféra. A PPU csövek a melegvíz-ellátás és az épületfűtési rendszerek fő csövek típusai, használatuk lehetővé teszi a csővezeték védelmét a hűtéstől, és ennek megfelelően jelentős hőforrásokat takarít meg a víz fűtéséhez.
- Háztartási gazdaság.A mindennapi életben nagyon ritkán használják a kész PPU szigeteléssel és horganyzott burkolattal ellátott gyári csöveket a melegvízellátáshoz - ezeket kívül kell elhelyezni a felületen, ami elfogadhatatlan az egyes telkeken. Az egyik felhasználási lehetőség a kész kéményszigetelésként történő beépítés.
Szintén horganyzott acélból készülnek horganyzott acélból a különböző típusú, reteszelő elemekkel ellátott toló- és előregyártott szigetelőházak, amelyek héjelv szerint vannak beépítve, ezek felhasználási területei:
- Házon belüli mérnöki rendszerek - csővezetékek hideg-meleg vízellátáshoz, fűtéshez, szellőző aknákhoz.
- Kályhák és kandallók kéményeinek izolálása a környezettől és a mennyezeti és fali válaszfalakon, a tetőn áthaladó helyeken.
- Termikus utak fektetése zárt földalatti alagutakban és kollektorokban.
- Gépek és mechanizmusok magas hőmérsékletű nyitott részeinek elszigetelése az érintkezéstől az égési sérülések elkerülése érdekében.

Rizs. 4 PPU csövek és szigetelő acélhéjak méretparaméterei
Cink csövek hegesztéssel történő összekapcsolásának problémái
A horganyzott fém hegesztési problémájának három oldala van. Az első az, hogy a cink, ha belélegzi a munkavállalót, légzésleállást okozhat. Az acél hegesztési hőmérséklete 1200 fok körül ingadozik. Ebben az esetben a cinkbevonat már valamivel 900 fok feletti hőmérsékleten elkezd elpárologni.
Ha a hegesztési munkákat zárt térben végzik, akkor gondoskodni kell a hatékony szellőzésről.
A második probléma az, hogy az olvadt cink jelenléte rontja a kötés minőségét. A cink az alapötvözethez keveredik, beágyazódik a kristályrácsba és gyengíti azt. A cinkbevonat intenzív párolgása buborékok, üregek képződését és a hegesztési varrat inhomogenitását okozza.
Úgy tűnik, hogy a horganyzás eltávolításával a csomópontnál lehetséges a csövek biztonságos és hatékony csatlakoztatása. Azonban itt rejlik a harmadik probléma - a horganyzás helyi eltávolítása a kommunikáció gyors kopásához vezet a csomópontban.