Fém csövek csatlakoztatása
Nem kevésbé gyakran a kommunikáció lefektetésekor fémcsöveket is használnak. Ezek közül a legnépszerűbb az öntöttvas és a fém.
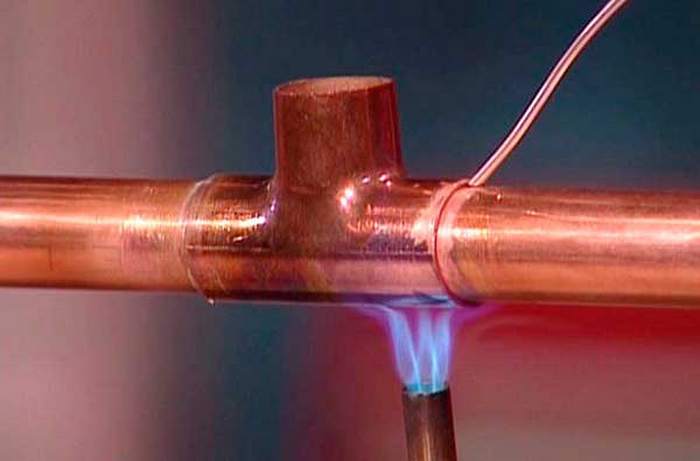
A rézcső forrasztásához speciális szerszámot kell vásárolnia - forrasztóanyagot. Lágy, olvadó fémekből, például ónból, sárgarézből stb. készül. A forrasztóanyag fémrudak (kemény forraszanyag magas hőmérsékleten történő forrasztáshoz) vagy finom huzal (459 fokos forrasztáshoz) formájában készül.
A rézcsövek forrasztással történő csatlakoztatása így néz ki:
- A tuba szükséges darabjait levágjuk;
- Csőtágító segítségével az öntöttvas cső az egyik végéből kitágul (a jövőben egy ilyen tágulás egy aljzat szerepét tölti be);
- Két csövet zsírtalanítanak és speciális folyasztópasztával dolgoznak fel a forrasztás kiváló minőségű rézzel történő csatlakoztatásához;
- Ezt követően forrasztóanyagot kell használni a forrasztáshoz.
- Így két cső illesztését égővel dolgozzuk fel, amíg a forrasztás el nem olvad.
- A rézcsövek csatlakoztatásának befejezése után száraz ronggyal távolítsa el a forrasztás maradványait, és hagyja, hogy az elemek teljesen lehűljenek.
- Vonalfordulatok létrehozásához speciális réz idomokat használnak, amelyeket ugyanúgy forrasztanak.
Csatlakozunk az öntöttvashoz

Az öntöttvas csöveket ma már ritkábban használják, azonban nekik is joguk van az élethez. Az öntöttvas csövek csatlakoztatását leggyakrabban aljzatban végzik. A technológia így néz ki:
- A cső kiterjesztett végét teljesen megtisztítják és zsírtalanítják;
- A cső vékony végét is beledugják, szintén zsírmentesen;
- Most az aljzatban lévő szabad helyet a teljes rendelkezésre álló terület 1/3-ának arányában töltik fel vonóval, hogy később a vontató ne kerüljön a rendszerbe;
- Ezt követően a fennmaradó helyet azbesztcementtel, kénnel, tömítőanyaggal vagy expandáló cementtel töltik ki. Várakozás a teljes száradásra. Így köt össze két öntöttvas csövet.
Ezen kívül lehetőség van öntöttvas csövek összekapcsolására különféle konfigurációjú idomok segítségével. Tehát szerelvények, nyergek, tengelykapcsolók stb.
Öntöttvas hegesztése rézalapú elektródákkal
A rézalapú elektródákkal történő hegesztést minden olyan esetben alkalmazzák, amikor nincs szükség a varrat nagy szilárdságára. A réz, mint a nikkel, nem képez vegyületeket szénnel, de gyakorlatilag nem oldódik a vasban. Ezért a lerakódott varrat nem homogén, a rézbázisban fokozott keménységű, nagy széntartalmú vasfázis zárványai találhatók.
Az OZCH-2, OZCH-6 réz-vas elektródák kalcium-fluorid bevonatú rézrúdból készülnek, amelyhez 50% vasport adnak. Ezeket az elektródákat a motorblokkok, blokkfejek stb. vízköpenyeiben lévő repedések hegesztésére használják. A repedést a végein kifúrják és 70-90°-os szögben az alkatrész vastagságának 2/3-ára vágják. A repedés széleit gondosan megtisztítják, mivel a rozsda, olaj és egyéb szennyeződések nyomai a varrat porozitását okozzák. A hegesztést rövid ívvel, fordított polaritású egyenárammal végezzük, megszakításokkal, hogy az alkatrészt 50-60 ° C hőmérsékletre hűtsük. A szorosabb varrás érdekében a 40-60 mm-es szakaszokat közvetlenül a hegesztés után kovácsolják. Az OZCH elektródákkal leválasztott réteg vassal telített réz, nagy keménységű edzett acéllal tarkítva. A varrat határán a fehérítő zónák külön szakaszokban helyezkednek el. A meglehetősen nagy keménység ellenére a varrat keményfém szerszámmal megmunkálható. Az MNP-2 réz-nikkel elektródák monel fémből készült rudak (28% réz, 2,5% vas, 1,5% mangán, a többi nikkel). Ezen elektródák nikkele nem képez vegyületet a szénnel, így a hegesztési varrat alacsony keménységű, a hűtött öntöttvas zóna szinte hiányzik, az edzett öntöttvas zóna alacsony keménységű, ami egy kis temperálással könnyen csökkenthető.Emellett kevesebb pórus, repedés keletkezik a varratban, könnyebben feldolgozható, de szilárdsága csekély. Ezért a réz-nikkel elektródákat gyakran használják réz-vas elektródákkal kombinálva. Az első és az utolsó réteget réz-nikkel elektródákkal hordják fel (az első rétegben a sűrűség biztosítása és az utolsóban a feldolgozás javítása érdekében), a többit réz-vas elektródákkal olvasztják. A réz-nikkel elektródákkal való felületezés ugyanúgy történik, mint a réz-vas elektródákkal.
Öntöttvas hideghegesztése és felületkezelése (azaz előmelegítés nélkül végzett hegesztés és felületkezelés) speciális elektródákkal jellemző, hogy az eljárást minimális hőbevitel mellett, 25-60 mm hosszú, rövid gyöngyökben hajtják végre, mindegyik egymásra helyezett gyöngy hűtésével. levegőt 60 ° C - ot meg nem haladó hőmérsékletre . Néha ajánlatos minden hengert könnyű kalapácsütésekkel megkovácsolni.
A felmelegedés következtében a szerkezetben fellépő hegesztési feszültségek szinte teljesen eltávolíthatók, ha a varratban és a hőhatászónában további képlékeny alakváltozások jönnek létre. Ezt varratok kovácsolásával érhetjük el. A kovácsolás során a fémet 450 °C vagy annál magasabb hőmérsékleten, illetve 150 °C alatti hőmérsékleten hűtik. A 400-200 °C hőmérséklet-tartományban a fém kovácsolás közbeni csökkent plaszticitása miatt szakadások keletkezhetnek. A hegesztett kötés speciális melegítése kovácsoláshoz általában nem szükséges. Az ütéseket kézzel kell végrehajtani egy 0,6-1,2 kg tömegű, lekerekített fejű kalapáccsal vagy egy pneumatikus kalapáccsal, kis erőfeszítéssel a varratmintázat megváltoztatására. A többrétegű hegesztésnél minden réteg kovácsolt, kivéve az elsőt, amelyben repedések és ütések keletkezhetnek. Ez a technika nagyon hatékony a feszültségek enyhítésére szerkezeti acélból és öntöttvasból készült alkatrészek és szerelvények merev kontúrjaiban repedések hegesztésekor és hegesztési varratok lezárásakor.
A hegesztett kötés kovácsolása szintén hozzájárul a szerkezet kifáradási szilárdságának növeléséhez.
Nézetek:
152
Öntöttvas szürke
A szürkeöntvényt széles körben használják a gépészetben. Nevét a törés szürke színéről kapta, az öntöttvas szerkezetben grafit formájában lévő szabad szén miatt. A fémalap típusa szerint a szürkeöntvények perlites, perlit-ferrites és ferritesek.
1. táblázat Szürkeöntvény, főbb tulajdonságaik és felhasználási területeik
| márka | σv MPa | HB | Tulajdonságok és alkalmazás |
| SC10 | 275 | 139-274 | Kis felelősségű öntvények 15 mm-es falvastagságig (tokok, burkolatok, burkolatok stb.), olyan alkatrészek, amelyeknél a szilárdsági jellemző nem kötelező - lombikok, szerelvények, keretek, serpenyők, díszítőelemek, masszív épületoszlopok, alapozás táblák |
| MF15 | 314 | 160-224 | Kis felelősségű öntvények 10 - 30 mm falvastagsággal (csövek, szeleptestek, 20 MPa nyomásig terjedő szelepek stb.), enyhén terhelt karosszériaelemek, almotor lemezek, karok, szíjtárcsák, lendkerekek, olaj és hűtőfolyadék tartályok, szűrőházak, karimák, burkolatok, lánckerekek |
| MF18 | 354 | 167-224 | Felelős öntvények 10-20 mm falvastagsággal (tárcsák, fogaskerekek, ágyak, féknyergek stb.) |
| MF20 | 397 | 167-236 | Kritikus öntvények 30 mm falvastagságig (hengerblokkok, dugattyúk, fékdobok, kocsik stb.), fokozott szilárdságú és kopásállóságú alaptestrészek gyártásához, olyan alkatrészek gyártásához, amelyek tömítettséget igényelnek 8 MPa nyomásig (80). kgf/cm2 ), házak, sebességváltók, fejtartók, kiegyensúlyozók, előlapok, hüvelyek, kocsik, hengerek, szivattyúk, orsók, szerelvények, kompresszorok |
| MF25 | 450 | 176-245 | Legfeljebb 40 mm falvastagságú kritikus öntvények (öntőformák, dugattyúgyűrűk stb.), fokozott szilárdságú és kopásállóságú alaptestrészek gyártásához, amelyekre fokozott tömítettségi követelmények vonatkoznak |
| SC3O | 490 | 177-250 | Kritikus öntvények 60 mm-es falvastagságig (dugattyúk, dízelbetétek, keretek, matricák stb.), tartókonzolok, asztali csúszdák és féknyergek, felületkeményített alkatrészek, hengerek, szivattyúházak, dízelmotorok és belső égésű motorok gyártásához motorok, dugattyúgyűrűk, főtengelyek és vezérműtengelyek |
| MF35 MF45 | 540 | 193-264 | Felelős nagy terhelésű, legfeljebb 100 mm falvastagságú öntvények (kis főtengelyek, gőzgépek alkatrészei stb.), amelyekre 8 MPa-nál nagyobb nyomáson tömítettségi követelmények vonatkoznak |
A grafit alacsony mechanikai tulajdonságokkal rendelkezik. Sérti a fém alap integritását. A fémalap szemcséi között található grafit gyengíti a köztük lévő kötést. Emiatt a szürkeöntvény gyenge szakítószilárdsággal és nagyon alacsony hajlékonysággal és szívóssággal rendelkezik. Minél nagyobbak és egyenesebbek a grafitzárványok, annál rosszabbak az öntöttvas mechanikai tulajdonságai. A szürkeöntvény keménysége, valamint nyomásállósága közel áll az acéléhoz, amelynek szerkezete megegyezik az öntöttvas fémalapjával.
A grafit pozitív hatással van az öntöttvas tulajdonságaira is, különösen a kenéshez hasonlóan növeli a kopásállóságát, javítja a megmunkálhatóságot, mivel törékennyé teszi a forgácsot, segít a termékrezgések csillapításában, valamint csökkenti a zsugorodást az öntvénygyártás során. .
A szürkeöntvény mechanikai tulajdonságai javíthatók a finom lamellás grafit egyenletes elosztásával az öntvényben. Ezt speciális megmunkálással - módosítással érik el, amikor a folyékony vasba öntés előtt olyan adalékanyagokat visznek be, amelyek további grafitizálódási központokat képeznek, ami finomlamelláris grafitot eredményez. Az ilyen grafittal ellátott öntöttvasat módosítottnak nevezik. A hagyományos szürkeöntvénytől nagyobb szakítószilárdságban különbözik, de alakíthatósága és szívóssága nem javul az átalakítás során.
A GOST 1412-85 szerint az SCh betűk az öntöttvas minőségének megjelölésében szürkeöntvényt jelentenek. A kétjegyű szám a σ szakítószilárdságnak felel megv MPa. A szabvány normalizálja a szürkeöntvények σ szakítószilárdságátv = 274÷637 MPa, keménység - 143÷637 HB és kémiai összetétel.
A szürkeöntvény főbb tulajdonságait és alkalmazását az 1. táblázat mutatja be.
Szelep készülék
Víz- és fűtési rendszerekre kétféle szelep telepíthető:
- labda;
- szelep.
A golyóscsap munkaeleme a test belsejében található golyó. A labdán átmenő lyuk van. Ha a szelep nyitva van, akkor a golyót a lyuk a víz áramlása felé fordítja. Zárt helyzetben a labda süket oldallal a víz felé fordul. A záróelem elfordítása egy fogantyú segítségével történik.

Golyóscsap készülék
A szelepszelep elzáró eleme egy tömítéssel ellátott, orsón elhelyezett szelep, amely a fogantyú elfordításával süllyeszthető és emelhető.
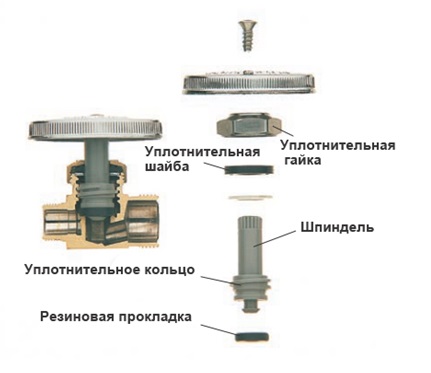
Szelepszelep készülék
A golyóscsap, ellentétben a szelepes berendezéssel, egy elzárószelep, és nem használható folyadékáramlás szabályozására. A golyóscsap nem javítható, a készülék működésének meghibásodása esetén annak teljes cseréje szükséges.
A gömbgrafitos öntöttvas csövek előnyei
Bizonyos esetekben a vízellátáshoz használt extra erős öntöttvas csövek nélkülözhetetlenek, mert a következő tulajdonságokkal és jellemzőkkel rendelkeznek:
- Képes ellenállni a folyadéknyomásnak a rendszerben 1,6 MPa-ig és afeletti értékig.
- Jól ellenáll a páratartalom változásának és a hirtelen hőmérséklet-változásoknak.
- Korrózióálló.
- Mechanikai sérülésekkel szembeni ellenállás.
- Erő.
- Műanyag.
- Könnyű telepítés.
- Hosszú élettartam - akár 100 év.
A kiváló fizikai és mechanikai tulajdonságok mellett a gömbgrafitos vas csatornacső környezetbarát is:
- Az ilyen csöveken áthaladó víz teljesen ártalmatlan és fogyasztásra alkalmas marad, mivel nem szennyezi semmilyen idegen szennyeződés;
- az élettartam végén a csövek a környezet károsítása nélkül teljesen ártalmatlaníthatók.
Műanyag és öntöttvas csövek csatlakoztatása
Hogyan lehet az öntöttvas csöveket műanyaggal összekötni? Minden attól függ, hogy mi okozza ezt a lépést. És ez nem feltétlenül egy öntöttvas vezeték cseréje (hosszabbítása).
Az egyik lehetséges forgatókönyv a vészhelyzetek előfordulása a meglévő műanyag-öntöttvas csomópontnál.
Kezdetben azt feltételezzük, hogy az öntöttvas csövek műanyaggal történő csatlakoztatása nem lesz kitéve külső hatásoknak (hőmérséklet vagy mechanikai hatás). Egyszerűen fogalmazva, a szivárgás a csomópont nyomáscsökkentése (a tömítettség megszakadt) miatt következik be.
A szivárgás a következők miatt fordulhat elő:
- Vízkalapács, ami rendkívül ritka.
- Hirtelen hőmérséklet-változások (például a meleg víz kikapcsolásakor/bekapcsolásakor vagy hidegről meleg vízre történő váltáskor).
Ez utóbbi esetben a probléma oka az öntöttvas és a műanyag eltérő tágulási együtthatója, valamint a rossz minőségű szerelvény (csatornaadapter öntöttvasból műanyagba). Ez utóbbin repedés keletkezhet, mert az öntöttvas nem tágul olyan egyenletesen, mint a műanyag. Ezenkívül a vasalat egyszerűen letekerhető (a rögzítés gyengül).
A felmerült probléma megoldásához ki kell cserélni a kopott részt (áttérés öntöttvasról műanyagra), vagy meg kell húzni az „öngördülőt”. Meg kell jegyezni, hogy a kiváló minőségű modern szerelvények védve vannak a spontán letekeredéstől. Ezenkívül használhatja az ilyen termékek krimpelését. Éppen ezért jobb, ha nem spórolunk a tartozékokon.
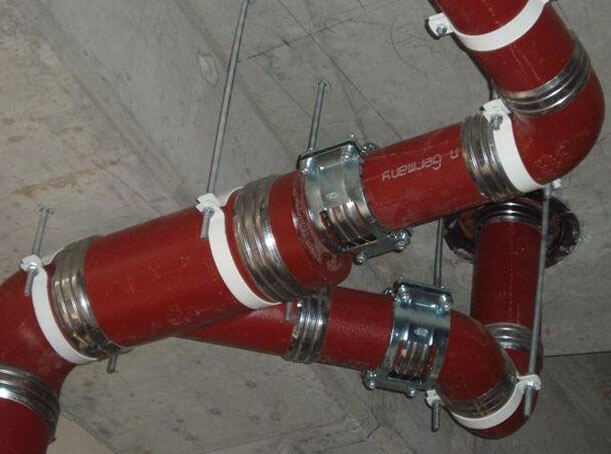
Polipropilén idom, műanyag és fém csövek csatlakoztatására
Egy másik forgatókönyv az öntöttvas vezeték meghosszabbítása. Ugyanezt a lépést megteheti az a lehetőség, hogy pénzt takarítson meg a lakás körüli műanyag vezetékek befejezésével, a meglévő öntöttvas felszállóhoz csatlakoztatva. De ha egy fém felszálló marad, a probléma nem szűnik meg teljesen - nagy a valószínűsége a szivárgásnak a csatlakozásnál (a szennyvíz átmenete a műanyagról az öntöttvasra).
Mivel az "öntöttvas-műanyag" rendszerek dokkolóját már régóta bevezették, a modern piacon olyan elemet találhat, mint egy átmeneti gumimandzsetta (standard átmérők).
Hogyan ragasszuk gyakorlatilag a fémet a műanyaghoz
A csőcsatlakozási mód kiválasztása a rendelkezésre álló öntöttvas cső típusától függ:
- öntöttvas aljzat nélküli cső;
- cső aljzattal.
Ez utóbbi esetben egy közönséges felhasználó (különleges képzés nélkül) képes lesz az egyes elemek dokkolására. Ellenkező esetben (a foglalat sérült, vagy nem létezett) speciális kialakítású présszerelvényt kell használni - az egyik végén van egy aljzat (csatlakozás műanyag vezetékhez), a másik végén pedig egy menet van. vágott öntöttvas véggel való csatlakozáshoz. Ön is behelyezhet műanyag csövet az öntöttvas csőbe, ha előre vásárol:
- adapter öntöttvas csatornacsőhöz vagy présszerelvényhez;
- tömítőanyag, amelyhez kóc vagy teflon szalag használható;
- csavarkulcsok (két darab).
Egy ilyen kapcsolat szakaszai a következők szerint írhatók le:
- Csavarja le a meglévő tengelykapcsolót (csúszó öntöttvas tengelykapcsoló) azon a helyen, ahová a műanyag vezetéket tervezik. Alternatív megoldásként egyszerűen levághatja az öntöttvas csövet egy daráló segítségével.
- Az előkészített fémvégen vágja el a menetet, ezt a helyet olajjal (szilárd olajjal) kenve.
- Törölje le a szálakat, széltömítő anyagot körülötte, és kenje be szilikon tömítőanyaggal.
- Csavarja fel a présszerelvényt - a műveletet ajánlatos kézzel, kulcs használata nélkül végrehajtani. Ellenkező esetben fennáll az alkatrész mechanikai sérülésének lehetősége. Az idomot a rendszer vízzel való feltöltése után meg kell húzni (így elkerülhető a szivárgás, és nem csípheti be magát a szerelvényt).
https://youtube.com/watch?v=39fa3je7waI
VIDEÓT NÉZNI
Ha fűtővezetéket vagy melegvíz ellátást tervez, akkor ajánlott speciális adaptert (átmeneti hüvelyt öntöttvasról műanyagra) használni, amely gumitömítéssel rendelkezik. Alternatív megoldás az osztott sárgaréz hüvely használata, amely PVC elemmel rendelkezik.
Végül érdemes elmondani, hogy jobb, ha a belső vezetékeket előre műanyagra cseréljük, anélkül, hogy megvárnánk a vészhelyzetet. Hiszen a műanyag konstrukció kevésbé igényes (nem igényel karbantartást), működését nem kíséri kellemetlen szagok megjelenése. Öntöttvas csövet csak hozzáértő köthet össze műanyaggal!
Lehetséges meghibásodások és azok megszüntetésének módjai
A készüléket javítani kell, ha:
- a szelep nem zárja el a vizet. A meghibásodás okai lehetnek:
- a zárószerkezetként szolgáló tömítő tömítés kopása;
- az elzárószelep leválasztása az orsóról;
- orsó csavarodás;
- a szelep szennyeződése a vízben lévő lerakódásokkal;
Ha az orsó elgörbült vagy a szelep le van választva, a perselyt ki kell cserélni.
- szivárgó vagy csöpögő szelep. Az ilyen meghibásodás fő okai a következők lehetnek:
- repedés kialakulása az eszköz testén;
- a mirigytömítés hiánya vagy elégtelen mennyisége.
A tömítés cseréje és a ház tisztítása
A szelep saját kezű javításához, amikor a tömítés elhasználódott, a következő eszközökre és anyagokra lesz szüksége:
- csavarkulcs;
- egy darab vízvezeték-gumi;
- olló;
- fogó;
- kés;
- vászonfonal vagy más tömítőanyag.
A tömítés saját gyártásához gumi és olló szükséges. Ha tudja, hogy melyik tömítés van felszerelve az orsóra, akkor megvásárolhatja a készterméket egy vízvezeték-szerelő üzletben.
A tömítés cseréje az alábbiak szerint történik:
- állítható csavarkulcs segítségével le kell csavarni a szeleporsót rögzítő darudobozt;

Szelep szétszerelés a tömítés cseréjéhez
- fogó csavarja le a tömítést rögzítő anyát;
- az alátétet és a meghibásodott tömítést eltávolítják;
- kivágunk egy gumidarabot, amelynek méretei valamivel nagyobbak, mint a szelep méretei;
- a vágott gumidarab közepén lyukat készítenek;
- gumi van felszerelve a szelepre és anyával rögzítve;
- a felesleges gumit ollóval levágjuk a szelep körül. A kész tömítésnek teljes mértékben meg kell felelnie a szelep méreteinek;

Új tömítés rögzítése az orsóhoz
- késsel a szeleptestet megtisztítjuk. Javasoljuk, hogy gondosan távolítsa el az összes lerakódást nemcsak a készülékházban, hanem a menetes csatlakozásban is;
Ha a házat nem lehet mechanikusan tisztítani, akkor kerozin vagy WD-40 folyadék használható.
- a darudoboz a menetre van felszerelve;
- a csatlakozás tömített, ami után a készülék teljesen rögzíthető.
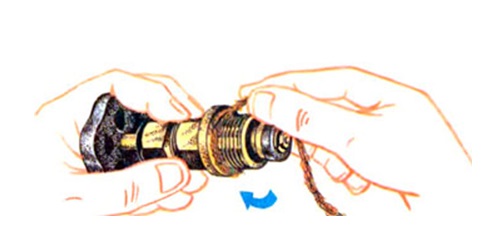
Menettömítés vászonszállal
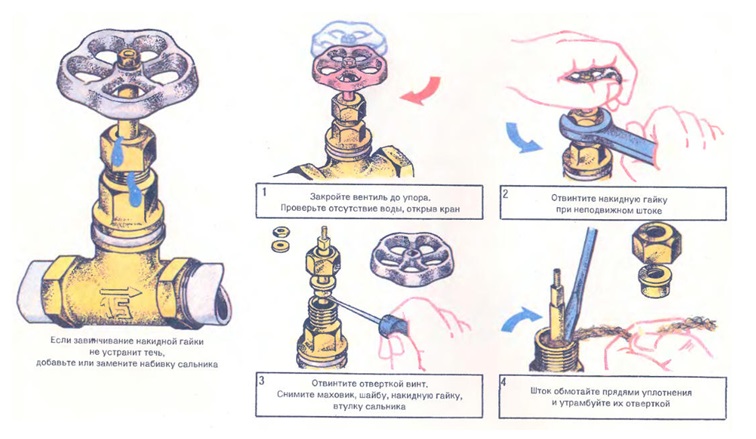
A szelep javítását a vízellátás (fűtés) elzárásakor kell elvégezni.
A tömszelence tömítésének cseréje
Ha a csaptelep szelepe szivárog, akkor a legtöbb esetben a probléma a tömszelence tömítésének hiánya vagy túlzott tömítése. A javításhoz szüksége lesz:
- állítható csavarkulcs vagy megfelelő méretű csavarkulcs;
- mirigytömítés;
- kés vagy laposfejű csavarhúzó a tömítéshez.
Ebben a helyzetben saját maga javíthatja meg a szelepet a következő séma szerint:
- zárja le a rendszer vízellátását;
- távolítsa el a forgó fogantyút;
- csavarja le a rögzítő anyát.A rögzítés meglazításakor ajánlatos az orsót egy helyzetben tartani;
- távolítsa el a tömítőgyűrűt, amely a csomagolást rögzíti;
- késsel vagy csavarhúzóval távolítsa el a régi csomagolást;
A tömszelence tömítésének cseréje a szivárgás megszüntetése érdekében
- új tömítőanyagot alkalmazzon és tömörítsen;
- szerelje össze a csapot fordított sorrendben.
A tömítés és a tömítés cseréjének folyamatát részletesen leírja a videó.
https://youtube.com/watch?v=r7a44zQX2oo
Repedés javítás
Ha a szelep szivárog, és a szivárgás oka a szelepház repedése, akkor a következőket teheti:
- teljesen cserélje ki a szelepet;
- zárja le a repedést speciális anyagokkal.
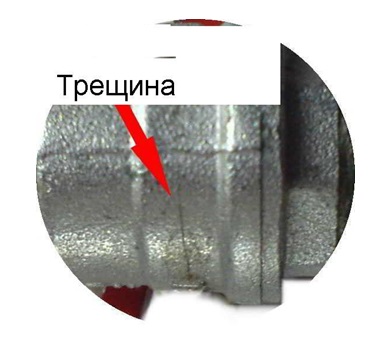
Repedés a szeleptestben
A repedések tömítésére használt anyagok között megkülönböztethető a hideghegesztés eszköze.

Eszközök hideg fémhegesztéshez
A termékre vonatkozó részletes használati utasítás a csomagoláson található. Az általános használati minta a következő:
- azt a helyet, ahol a repedést javítani kell, megtisztítják a szennyeződéstől és acetonnal zsírtalanítják;
- a készítményt az alkalmazásra előkészítik;
- a kész keveréket felvisszük a repedésre, és egyenletesen elosztjuk a felületen;
A hegesztési szilárdság érdekében ajánlatos a keveréket nagyobb területre felvinni, mint amennyit maga a repedés elfoglal.
- a kompozíció teljes száradása várható, amely után lehetőség van a hegesztési hely tisztítására és festésére.

A hideghegesztés módszere repedés javítására
Így saját maga is kiküszöbölheti a leggyakoribb szelepproblémákat. Ha az elvégzett javítási munkák nem segítettek a helyzet javításában, akkor a szelepet ki kell cserélni.
Öntöttvas és műanyag vegyületei
A csatornacsere folyamata jelenleg fejlettebb anyagokat használ, mint az öntöttvas. Ebben az esetben a rendszer részét egy közös öntöttvas csővezetékhez kell csatlakoztatnia. Ennek független megvalósítása gyakran úgy történik, hogy az egyik terméket a másikba helyezik, majd cementhabarccsal lezárják.
Ez a megközelítés nem nevezhető megbízhatónak, mivel fennáll a képlékeny deformáció és a szivárgás veszélye. A műanyag és öntöttvas csöveket nagy körültekintéssel kell összekötni, mert a két anyag melegítési reakciója meglehetősen eltérő (további részletek: ""). Mindez érvénytelenítheti a tömítést. Egy másik káros hatás az ilyen ízületekre az időszakosan fellépő rezgések és ütések a csatornarendszerben.


Aljzat hiányában az összeszerelés két adapterrel történik. Először a csövet megtisztítják a szennyeződéstől és a rozsdától, majd az öntöttvas csövet először gumi adapterrel, majd műanyag adapterrel látják el. Ami a műanyag csövet illeti, azt a műanyag adapter belsejébe helyezik.
Öntöttvas hegesztése fémhez elektromos hegesztéssel

31.12.2018
A javítási munkák során olyan helyzetek merülnek fel, amikor különböző fémeket kell csatlakoztatni. Az öntöttvas acélhoz hegeszthető? Igen, de tapasztalattal rendelkezők meg tudják csinálni.
Az öntöttvas ötvözetekre jellemző a magas széntartalom, kiégésekor a fém szerkezete megváltozik. A kötést alacsony hőmérsékleten, 120°С-ig hegesztik. Az acélt éppen ellenkezőleg, erősen melegíteni kell.
Az öntöttvas alkatrészek más vasötvözetekkel való összekapcsolására pufferréteg technológiát fejlesztettek ki. A nikkel fedőréteg erős kötést biztosít a különböző fémek között.
Öntöttvas hegesztési technológiája acél fogyóelektródával
Az öntöttvas hegesztésének többféle módja van, ezeket az öntöttvas ötvözetek más fémekkel való összekapcsolására használják:
- Forró - az alkatrészek összekapcsolása előtt a kemencéket teljesen előmelegítik 600 ° C-ra. Fújólámpával való fűtés csak a munkaterületen megengedett (az öntöttvas bíbor színűvé válik). Biztonságos kapcsolatokhoz használják.
- Félig forró, alkalmas ötvözött ötvözetekhez. Az összeillesztendő részeket részben vagy teljesen 200-300°C-ra melegítjük.
- Hideg - az alkatrészek fűtés nélkül vannak csatlakoztatva, rátétekhez használják - varratok tömörítésben dolgoznak.
A fémek kézi elektromos hegesztéssel történő összekapcsolása a felületek előzetes előkészítésével jár. Az öntöttvas ötvözet porózus és jól felszívja az olajat. Nem elég zsírtalanítani a foltot, tiszta rétegig kell tisztítani, különben a varrás lazának bizonyul.
Hogyan hegesztik az acélt öntöttvashoz:
Először ki kell választania az aktuális paramétereket. Ha a hegesztőgép csak állandó üzemmódban működik, állítsa a polaritást fordított helyzetbe. Figyelembe kell venni a szakadásjelzőt (feszültség a pólusok között ív nélkül), a megengedett érték legfeljebb 54 V. Váltakozó árammal dolgozni csak 54 V-os szakadt áramkörrel szabad.
A hegesztés kis szakaszokban történik, a görgők legfeljebb 3 cm hosszúságúak, először öntöttvas kerül felhordásra, majd egy acél alkatrészt hegesztenek a pufferrétegre.
A vastag falú varratokat rétegesen hegesztik, mindegyiket a következő felhordása előtt kovácsolják
Az elsőre merőlegesen készül - így érhető el a kapcsolat erőssége.
Az öntöttvas ötvözet acéllal forró és félmeleg módszerrel történő összekapcsolása után fontos megfigyelni a felületi zóna hűtési módját. A varrást időszakosan felmelegítjük, hogy fokozatosan lehűljön
Hirtelen lehűléskor az öntöttvas ötvözet a keletkező belső feszültségek miatt megreped.
Az elektródák kiválasztása
Használjon speciális eszközöket, amelyek rendelkeznek:
- könnyű gyújtás indításkor;
- alacsony behatolási képesség;
- magas lerakódási sebesség;
- a kapott gyöngy keménysége.
Orosz márkák:
- TsCh-4 - többfunkciós cellulóz bevonattal, stabil égés, jó felületi tulajdonság jellemzi;
- OZCH-2, OZCH-25 - vékony falú elemek hegesztésére szolgálnak, nem égnek át nagy mélységig a fémeken;
- Az MNP-2, OZZHN-2 csak öntöttvas alkatrészek fémekkel történő melegkötésére használható.
Importált, kritikus varratokhoz használt:
- Zeller 866, Zeller 855 - univerzális, öntöttvasat vassal főznek előmelegítés nélkül;
- Ficast NiFe - hozzon létre kapcsolatokat, amelyek stabilan működnek hajlításban, csavarásban.
Fontos!
Munka előtt fontos az elektródákat jól megszárítani, felmelegíteni, 160-300 ° C-ra melegítik. De csak néhány darabot vesznek ki a csomagból - újraszárításkor és melegítéskor a bevonat összeomlik
Argon ívhegesztés alkalmazása
A tűzálló elektródák és a réz-nikkel töltőhuzal használata jó eredményt ad.
Hogyan hegesztik az acélt öntöttvashoz (néhány ajánlás):
- Az adalékanyagot a fém és az öntöttvas típusa szerint választják ki. A nikkel alapú fluxusos huzalt gyakrabban választják, először leverik róla a bevonatot.
- Az argont védőatmoszféraként használják, megóvja a varrást az oxidációtól.
- A munkához tűzálló volfrámelektródákat választanak.
- A vékonyfalú elemekkel végzett munkához a tapasztalt hegesztők kis vékony öntöttvas darabokat használnak huzal helyett.
- Azokhoz a csatlakozásokhoz, amelyek csak statikus terhelésnek (kompressziónak) vannak kitéve, nikkelötvözetek használhatók. Minden típusú acélhoz jól tapadnak.
Az öntöttvas és acél hegesztési folyamatának fontos pontjai
- A munka alacsony pozícióban történik.
- A henger gyorsan elkészül anélkül, hogy széles olvadékmedencét hozna létre.
- A szürkeöntvényt rosszabbul főzik, melegíteni kell, majd nikkeltartalmú réteg rakódik le. Akkor a kapcsolat erős lesz.
- Ötvözött acéloknál az öntöttvas laza varratot képez, jól kell kovácsolni.
- A varratot egyenletesen kell főzni, éles ingadozások nélkül a tartóval.
Öntöttvas hegesztése fémhez elektromos hegesztéssel Link a fő kiadványhoz
Csatlakozunk a polipropilénhez

A polipropilén csatlakoztatásának módjai teljes mértékben a termékek átmérőjétől függenek. Tehát a legfeljebb 63 mm átmérőjű csöveket dugós hegesztéssel vagy aljzatba csatlakoztatják. A nagyobb átmérőjű csöveket tompahegesztéssel kötik össze.Ugyanakkor érdemes megjegyezni, hogy kézi forrasztópáka segítségével a forrasztás csak legfeljebb 40 mm átmérőjű csöveknél végezhető el. A nagyméretű elemeket professzionális központosító berendezésekre forrasztják.
A polipropilén csövek hegesztési hőmérséklete 220-230 fok.
A forrasztási technológia így néz ki:
- A csöveket a kívánt szegmensekre vágják;
- A polimer széleit alaposan zsírtalanítjuk;
- A következő szegmens szélére egy jelölés kerül, amelynek hossza 2 mm-rel hosszabb lesz, mint a foglalat mélysége;
- Az összeillesztendő termékek mindkét vége érintkezik a forrasztópákával (a csövet a fúvókába helyezzük, és ráhelyezzük az aljzatot);
- A 3-5 másodpercig felmelegedett elemek ütközőhöz kapcsolódnak és teljesen lehűlnek.
A PP csövek kompressziós szerelvényekkel is összekapcsolhatók.
Sima öntöttvas csövek csatlakoztatása
A csővezeték nem csak öntöttvas hüvelyes csövekkel alakítható ki: gyakran gyakorolják a sima szerkezetek használatát. Hogyan lehet ebben az esetben öntöttvas csövet acélhoz csatlakoztatni? Itt különféle eszközök jelenlétére lesz szüksége a csatlakoztatáshoz: először is tengelykapcsolókról, nyergekről, keresztekről, kanyarokról beszélünk. Azt, hogy melyik opció lesz a legmegfelelőbb, a csővezeték átmérője és a csatlakozás típusa határozza meg.
Leggyakrabban az egyik fajtájú öntöttvas cső csatlakozóit használják erre:
- Henger. Alkalmas azonos átmérőjű csövek csatlakoztatására. Leggyakrabban egy ilyen szerelvény menettel van felszerelve.
- Kéthengeres. Olyan esetekben használják őket, amikor a csatlakoztatott csövek átmérője változó. Az ilyen tengelykapcsoló belsejében egy menet is található.
- Futorki. Ez a szerelvény belső és külső menettel is fel van szerelve, elsősorban fűtési rendszerekben használatos.
A kuplung használata nagyon egyszerű. Az első lépés a jelölés, amelynek során meghatározzák az egyes csövek bemerülési szintjét a szerelvényen belül
Ebben az esetben fontos, hogy a végek összekötését pontosan a tengelykapcsoló közepén érjük el. Zárja le a hézagot két speciális tömítőanyag között
A csővezeték gyakran bizonyos fektetési szöggel vagy ágakkal rendelkezik. Ebben az esetben más szerelvények segítenek. Az öntöttvas csatornacsöveket kanyarokkal ferdén csatlakoztathatja. Kinézetre ezek olyan csődarabok, amelyek bizonyos hajlítási szöggel rendelkeznek (10, 15, 30, 60 és 90 fok).

Öntöttvas és acélcsövek csatlakoztatása is lehetséges ilyen eszközökkel:
-
Tee
. Lehetővé teszi három csővezeték egyidejű csatlakoztatását. Leggyakrabban olyan helyre kerül, ahol a csatorna elágazik. -
kereszt
. Lehetővé teszi négy cső csatlakoztatását egyszerre. -
Nyereg
. Abban az esetben használják, ha kisebb átmérőjű csövet csatlakoztatnak a fővezetékhez. Leggyakrabban ilyen módon szabadon álló vízvezeték-szerelvényeket csatlakoztatnak.
Ezeknek az eszközöknek a végei felszerelhetők aljzatokkal vagy egyenes szakaszokkal. Az illesztések tömítése különféle tömítőanyagokkal és kócokkal történik.


