A PP hegesztés technológiai folyamata
A polipropilén csövek hegesztése az ilyen típusú műanyagok azon képességén alapul, hogy bizonyos hőmérsékletre melegítve lágyul, és a lágy gyurmához hasonló állapotot kap. Két megolvadt rész szoros érintkezése esetén az anyagok kölcsönös behatolása (diffúziója) következik be, ami erős kapcsolatot eredményez, amely tartósságban nem rosszabb, mint egy holisztikus szerkezet.
A polipropilén csövek csatlakoztatásának két fő módja van: tompa és csatlakozó. Az első lehetőségnél az alkatrészek végeit egy speciális tárcsás forrasztópákával egyidejűleg melegítik, majd összekapcsolják őket; ezt a technológiát széles körben használják nagy átmérőjű csövek összekapcsolásakor az ipari építésben.
Ha az építőiparban használják kis átmérőjű (legfeljebb 63 mm-es) polipropilén csövek víz- és fűtési hálózatainak lefektetésére, a tompamódszer a következő okok miatt teljesen alkalmatlan:
- csak egy átmérőjű polipropilén csövek hegesztése valósítható meg;
- dokkolás után a csővezeték belsejében domború varrat képződik, amely csökkenti az átvezető csatorna keresztmetszetét - ez jelentősen növeli a kis átmérőjű csővezeték hidraulikus ellenállását és csökkenti a használat hatékonyságát, növeli az eltömődések valószínűségét.
- a csatlakozásnak kisebb a szilárdsága, mint a tengelykapcsolónak.
A tengelykapcsolókkal történő forrasztás technológiája a csövek összekötésére szolgáló átmeneti darab (a hagyományos egyrétegű PP cső szegmense) alkalmazásából áll, amelynek belső átmérője megfelel a csatlakoztatandó csőszegmensek külső átmérőjének. A speciális forrasztópákával végzett munka elvégzéséhez a cső külső felületét és a belső átmeneti hüvelyt egyidejűleg melegítik, majd az alkatrészeket gyorsan manuálisan csatlakoztatják. Hasonló eljárást hajtunk végre a hüvely és a külső csőhüvely melegítésével a második összekapcsolt szegmenssel is. Jól látható, hogy a tengelykapcsolóba való behelyezés után mindkét csőszakasz vége domború varrat nélkül szinte teljesen össze van kötve, és ha eltérő átmérőjű adaptert használunk, akkor bármilyen méretű csővezeték csatlakoztatható.

Rizs. 5 Műanyag csövek forrasztása - technológiai folyamat
Mennyi a polipropilén csövek élettartama, milyen hőmérsékletet bírnak
A polipropilén csövek beváltak a fűtési rendszerekben. Méltó helyettesítőjévé váltak a fém fűtési vezetékeknek.
A polipropilén csövek élettartama nem kevesebb, mint a fémcsövek élettartama.
A PP csövek nem félnek a korróziótól, ellenállnak a mindennapi életben használt vegyszereknek, ráadásul a víz lefagyásakor nem esnek össze. Ezért a polipropilén csövek fűtési rendszerekben 25 évig, hidegvízvezetékekben pedig körülbelül 50 évig használhatók.
A polipropilén vízellátó rendszer szilárdságát és megbízhatóságát a csatlakoztatás módja is biztosítja. Hegesztéssel történik. Ez szilárdságot és erőt ad. Működés közben nincs szükség a csatlakozások állandó meghúzására, mint a fém csővezetékeknél.
Milyen hőmérsékletet bírnak a polipropilén csövek?
Sokan még mindig bizalmatlanok a fűtési rendszerek polipropilén csöveivel szemben. Nézzük meg, milyen hőmérsékletet bírnak el, mennyi a polipropilén csövek élettartama, és használható-e otthon fűtésére.
A csövek gyártásához felhasznált anyagot polipropilén polimerizációjával nyerik fémkatalizátorok részvételével. A polipropilén +140C-on lágyul, ez az anyag +175C-on megolvad.
Nyilvánvalóvá válik, hogy a hosszan tartó magas hőmérsékletnek és túlnyomásnak való kitettség a csővezeték deformálódásához vezet.
A gyártók garantálják a polipropilén csövek normál működését a fűtési rendszerben + 95 C-ig. De még mindig van egy biztonsági határ, amely lehetővé teszi a hűtőfolyadék hőmérsékletének rövid távú növekedését + 140 ° C-ra. De a hőmérséklet gyakori ugrása erre az értékre a csővezeték élettartamának csökkenéséhez vezet, bár nem olvad meg.
Polipropilén csövek vásárlásakor ügyelni kell a jelölésükre. Hidegvízellátó rendszerhez PN10-PN25 polipropilén csöveket használnak
A PN20-as csövek +60C-ig, a PN25-ös csövek pedig +95C-ig használhatók a hűtőközeg hőmérséklete esetén.
Milyen nyomást tudnak ellenállni a különböző típusú polipropilén csövek?
Sok vásárló, aki úgy dönt, hogy polipropilén csővezetéket telepít hidegvízellátáshoz vagy fűtéshez, érdekli, hogy mekkora nyomást tudnak ellenállni. A polipropilén csövek élettartama ettől függ. Ez a kérdés nagyon fontos. Mivel a vízvezeték-rendszerben vagy a fűtési rendszerben a nyomás, amelyet a polipropilén a használat teljes időtartama alatt tapasztal, befolyásolja a termék élettartamát. Ha a csővezeték folyamatosan magas hőmérsékletű, de alacsony nyomású (vagy fordítva), akkor a cső sokáig fog tartani. De ha egyszerre van magas nyomás és magas hőmérséklet a rendszerben, akkor az élettartam drasztikusan csökken.
Ahhoz, hogy a csővezeték a gyártó által ígért 50 évet ki tudja szolgálni, szükséges, hogy a rendszerben a nyomás 4-6 atmoszféra legyen, és a hűtőfolyadék hőmérséklete ne haladja meg a 75 fokot.
Polipropilén csövek a fűtési rendszerben
A polipropilén csövek ma meglehetősen népszerű anyag a fűtési rendszer telepítéséhez. Ellenállnak a deformációnak, kopásnak, alacsony oxigénáteresztő képességgel rendelkeznek. Ezenkívül tökéletesen ellenállnak a mínuszos hőmérsékleteknek, nem félnek a fagyos víztől.
Kiválasztásukkor azonban figyelembe kell vennie a következő pontokat:
A polipropilén csövek merevek, nem hajlik meg. Kontúrok vagy fordulatok létrehozásához sarkokat kell használni, ami nem mindig kényelmes.
A polipropilén csövek esetében a szerelvények nagy keresztmetszetűek, összehasonlítva a rendszer más elemeinek, például radiátorokkal, szerelvényeivel. Ez a körülmény negatívan befolyásolja a rendszer megjelenését.
A polipropilén hevítés közben erősen nyúlik
Ha a rendszer nyitott módon készült, akkor a megereszkedett csövek miatt csúnyán néz ki.
Fontos, hogy a szerelés során ne hevítsük túl a csöveket, mert a csövek idomokba illesztése esetén csökkenhet az átjárás. Egy ilyen telepítési hiba a fűtési rendszer rossz teljesítményéhez vezet.
A kazánok csövezéséhez nem ajánlott polipropilén csöveket használni. A kazánházakban a csövek hőmérséklete gyakran változik, míg a polipropilén nem megfelelő anyag ilyen körülmények között.
Tekintettel a fent leírt összes negatív pontra, a fűtési rendszerek polipropilén csövek jó választás.
Milyen hőmérsékletet bírnak a polipropilén csövek?
A polipropilén cső megjelenési céljának meghatározásához speciális jelölés van. A csőre a gyártó és a márkanév mellett az általánosan elfogadott besorolás vonatkozik.
- polipropilén módosítás neve;
- standard arányos arány;
- névleges külső átmérő és falvastagság;
- névleges nyomás;
- a gyártó szabványai.

A PP csövek maximális hőmérséklete 95 ° C. Ez talán a polipropilén egyetlen hátránya, nem bírja a magas hőmérsékletet. T 140°-on az anyag puhává válik, könnyen deformálódik, és 175°-on megolvad.
A fűtési rendszerek hőmérséklete szintén nem ilyen mutatókra van tervezve, ezért a PP csövek nagyon alkalmasak hővezetékekhez való felhasználásukra.
A hőmérsékleti mutatók rövid távú növekedése ritkán vezet meghibásodáshoz, de fontos figyelembe venni, hogy ha a csöveket 100 ° -os hőmérsékleten üzemeltetik, élettartamuk jelentősen csökken. A gyártó által bevallott 50 év valójában másfél évbe torkollhat, mert a tartósság nem csak a műszaki jellemzőitől, hanem az üzemi körülményektől is függ.
A gyártó által deklarált 50 év valójában másfél évre is rúghat, mert a tartósság nem csak a műszaki jellemzőitől, hanem az üzemi körülményektől is függ.
Nüanszok a polipropilén csövek forrasztásakor
A propilén csövek forrasztása bizonyos készségeket és tapasztalatot igényel; a munkavégzés során a tapasztalatlan szerelőknek figyelembe kell venniük néhány árnyalatot:
- A belső alumínium héjjal megerősített polipropilén csövek valamivel hosszabb felfűtési időt igényelnek, ami kísérletileg meghatározható rövidzárlatok összekapcsolásával kapcsolatos kísérletekkel.
- A vékony polipropilén külső héj alatt elhelyezkedő alumíniummal megerősített PP csövek forrasztási előkészítést igényelnek, ezt az alumíniumréteget el kell távolítani az idomgal való csatlakozás mélységéig, hogy a fólia ne zavarja a forrasztást. Ehhez használjon speciális csupaszító eszközt - borotvát, amelyet többféle változatban gyártanak: kézi és fúrógéphez. Ha alumínium erősítésű PP csövek nagy mennyiségben történő beépítésével kell foglalkoznia, jobb, ha fúrófejet vásárol (csavarhúzó) - az alumíniumréteg eltávolítása a használat során gyorsabb és jobb minőségű, mint a perforáló modell.
- Ha az alumínium megerősítés középen van a belső és a külső csőfal között, általában tapasztalt hegesztők nem tisztítják meg a csövet. De ha a tapasztalat nem elegendő, akkor a belső megerősítéshez - trimmerek - ajánlott csupaszítást használni. Kialakításuk abban különbözik a fent említett borotváktól, hogy van egy kés, amely belülről vágja le a fóliát a cső végétől.

Rizs. 13 Felülről fóliával megerősített PP-csövek forrasztásának sorrendje
- Nem tisztítják meg az összekapcsolt részek csőhéját a szennyeződéstől - ez a hiba a polipropilén rossz diffúziójához és a csatlakozás további nyomáscsökkenéséhez vezet.
- Nem bírja a 90 fokos vágást. A hiba oda vezet, hogy amikor a csőszakaszok a fűtőfúvókákba kerülnek, azok nem merülnek el teljesen, és a beépítés során túl nagy hézag keletkezik a végeik között - ez gyengíti a csatlakozást, és szennyeződések felhalmozódásához vezet a kialakított horony.
- A tengelykapcsolóban lévő csövek túl szorosan vagy nem elég mélyen vannak összekötve, az első esetben a találkozásnál belső tengely képződik, ami csökkenti az átvezető csatorna átmérőjét. Ha a csövek a tengelykapcsolóban túl távol helyezkednek el egymástól, belső horony képződik, és a csatlakozás szilárdsági jellemzői romlanak.
- Ne vegye figyelembe a derékszöget az alkatrészek összekapcsolásakor. Vezérlőszerszám hiányában egy kezdő szerelőnek meglehetősen nehéz megtartani a derékszöget, vagy inkább a csatlakozás beállítását, a torzulások hátrányosan befolyásolják a hézagok minőségét, és megnehezítik a hosszú szakaszok előre kivágottba történő beszerelését. egyenes hornyok.
- Az alkatrészek alul- vagy túlmelegedtek. Az első esetben a diffúzió nem lesz elegendő, a hézag később elválik és szivárgás keletkezik, a csőhéjak túlmelegedésekor az átmenő lyukat szűkítő burkolat jelenik meg benne.
- A hegesztési folyamat során forgassa el vagy javítsa az alkatrészek helyzetét. A technológia ezen megsértése a kapcsolat további nyomáscsökkenéséhez vezet.
- Ne tartsa be az időintervallumokat forrasztáskor, dokkoláskor. Az ajánlott táblázati értékektől való eltérések hibákhoz vezetnek a csőhéjak túlmelegedése vagy alulmelegedése, azok rétegződése és ennek megfelelően az alkatrészek rossz minőségű csatlakoztatása formájában.

Rizs. 14 Hogyan ne hegesszen polipropilén csöveket
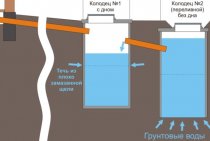
Miért van szükség csőerősítésre?
A lakások megfelelő hőszintjének biztosítása érdekében be kell kapcsolni a visszatérő csővezetéket, és a víz hőmérsékletét 10 ° C-ra kell emelni. Közelebbi üzemi hőmérsékleten az egyszerű polipropilén csövek elvesztik tulajdonságaikat, és emellett egy lineáris méretük bővítése lehetséges.
Ez különösen fontos magas hőmérsékletű csővezetékek betonesztrichbe történő fektetésekor.Lehetőség van betonrepedésre és a teljes fűtési rendszer törésére
Ennek a hatásnak a csökkentése és teljes megszüntetése érdekében a polipropilén csöveket megerősítik.
Az erősítés a termék alapanyaga teherbíró képességének más, nagyobb szilárdságú anyaggal történő megerősítése. Így megnő a szélsőséges hőmérsékleti hatásoknak való ellenálló képesség. A megerősített csövek teljes mértékben megfelelnek a fűtési rendszer szabványainak, és nem deformálódnak, ha jelentősen megnövelik.
A polipropilén csövek megerősítéséhez a következő anyagokat használják:
- a felületre felvitt alumínium fólia;
- a belső alumíniumréteg, amely a cső teljes átmérője mentén helyezkedik el, közelebb a külső felülethez;
- üvegszálas belső réteg;
- üvegszálat és üvegszálat kombináló belső réteg.
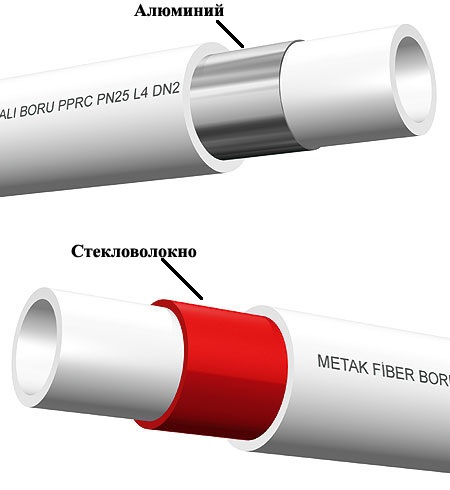
Az alumínium és az üvegszál körülbelül ugyanannyiba kerül. Az ár elsősorban magának a csőnek a paramétereitől és a gyártótól függ. Ennek ellenére az üvegszálas megerősítésnek számos előnye van az alumíniummal szemben:
- a telepítés során a cső szélének tisztítása nem szükséges;
- a kötések rövid forrasztási ideje (mint a nem erősített csöveknél);
- nincs belső rétegvesztés az üvegszál polipropilénbe olvadása miatt;
- növeli a termék szilárdságát.
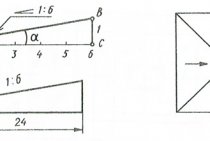
Az üvegszálnak egyetlen hátránya van - az üvegszállal erősített csövek lineáris hőtágulása 6% -kal nagyobb, mint az alumíniummal erősített csöveké.
Polipropilén csövek forrasztása lépésről lépésre
A polipropilén csövek forrasztással történő összekapcsolásának egyik fő előnye a szerelési munka sebessége, a dokkolás folyamata és a legáltalánosabb 25 mm-es átmérőjű csövek további felszerelésére való készenlét nem tart tovább 15 másodpercnél. A felesleges időköltségek nélküli munkavégzés érdekében felelősségteljesen elvégzik az összes előkészítő műveletet, majd felszerelik a csővezetéket, szigorúan betartva a műveletek technológiai folyamatát.

Rizs. 9 PP csövek hegesztésére használt szerszám
1. Szerszámok és tartozékok előkészítése
A polipropilén csövek forrasztása előtt az alkatrészeket előkészítik: csőszegmensek, pólók, könyökök, csatlakozók, adapterek műanyagból fémbe, szelepek elzárószelepei.
A munka elvégzéséhez forrasztópáka és fúvókakészlet, valamint segédeszközök szükségesek, amelyek egy része az eszközcsomagban található:
- Csővágó, általában csövek vágására, 40 mm-es maximálisan megengedett vágási átmérőjű ollót, nagyobb méretekhez erősebb ollót vagy görgős vágót használnak.
- Mérőszalag, marker vagy ceruza a hossz jelölésére a cső alakú hüvelyen.
- Kesztyű, amely megvédi a kezét az égési sérülésektől munka közben.
- Szint a horizont ellenőrzéséhez vízkifolyók telepítésekor.
- Csavarhúzó vagy imbuszkulcs a tartozékok rögzítéséhez a fűtővashoz.

Rizs. 10 A PP hegesztés fő szakaszai
2. Jelölés és vágás
A munka kényelme érdekében helyet szabadítanak fel a szoba közepén, és kényelmes magasságba állítják az asztalt, az összes elemet a szoba kerülete mentén helyezik el a séma szerint, majd megkezdik a szekvenciális vágást forrasztás. Ha a csővezeték a helyiség kerülete mentén fut, a fektetés a végfaltól kezdődik - kényelmesebb a telepítést elvégezni. A munka a következő sorrendben történik:
- Mérje meg a cső kívánt szakaszát, és jelölje meg a felületét markerrel vagy ceruzával, a távolság végétől hátralépve, figyelembe véve a fűtési mélységet.
- Vágja le a csövet ollóval a polipropilén csövekhez, és próbálja meg pontosan tartani a 90 fokos szöget. Ha a szerszám élesen meg van élezve, akkor a belső falakon nem lesz sorja, és a cső megtartja geometriáját.
- Ha a cső végén apró dudorok vagy sorja vannak, akkor ez elvileg nem nagy probléma, hiszen a cső felmelegítésekor akkor is megolvad.

Rizs. 11 PP csövek forrasztása - fő lépések
3. Forrasztás
A polipropilén forrasztásához főként lapospáka forrasztópákát használnak, a munka a következő sorrendben történik:
- Csatlakoztassa a fúvóka két részét a csavarhoz egy imbuszkulccsal a készülékhez, csatlakoztassa a hálózathoz és kapcsolja be a fűtőelemet vagy mindkét fűtőelemet a gombok megnyomásával.
- A szükséges hőmérséklet-jelzőt termosztáttal állítják be, a polipropilén csövek forrasztásához a standard hőmérsékletet általában 260 ° C-ra állítják.
- Miután a jelző zöldre vált, jelezve, hogy a fűtőelem elérte a beállított fűtési hőmérsékletet, megkezdődik a forrasztás. Eleinte jobb, ha próbamunkát végeznek rövid csővágásokon, az optimális tartási idő meghatározása után (ehhez a polipropilén csövek forrasztására szolgáló táblázatot használják), megkezdik a főcső hegesztését.
- Az összeillesztendő részek külső vagy belső felületei mindkét oldalról egyszerre kerülnek a fűtőhüvelyekbe, igyekezve az alkatrészek szigorúan vízszintes helyzetét megtartani, a rövidujj megtartásához a készlethez tartozó kesztyűt használjuk. Egy bizonyos idő elteltével az alkatrészeket gyorsan eltávolítják a forrasztópákából, és szigorúan rögzített helyzetben összekapcsolják egymással, megpróbálva ugyanazon a tengelyen tartani őket a megadott ideig.
- A hűtési idő letelte után a szerelvény készen áll a további működésre - a második csőszakasz beforrasztására a csatlakozóba.

Rizs. 12 Borotva PP csövek külső megerősítésének eltávolításához és példa a felhasználásukra