A cink csövek hegesztésének jellemzői
Annak eldöntésekor, hogy melyik elektródákkal végezze el a horganyzást, válassza ki a kívánt márkát a hegesztett termék működési körülményei alapján a további használat során. A hegesztés nem különbözik a hagyományos hegesztéstől, néhány árnyalat kivételével:
- A cinkréteg hőmérsékleti hatása mérgező gázok képződésével járó kiégéshez vezet, ezért a hegesztés során be kell tartani a biztonsági óvintézkedéseket - szellőztetést kell alkalmazni, és védeni kell a légzőszerveket a gázoktól.
- A munkavégzés előtt próbahegesztést kell végezni a rövid csőszakaszokon az elektródák és az optimális tápellátás kiválasztásához.
- A cink kiégetéséhez többletenergia szükséges, így a hegesztőgép áramerőssége 10%-kal nagyobb, mint a bevonat nélküli acél hegesztésekor.
- Rutilelektródák használatakor jobb varrat érhető el (ez köztudott), az alapbevonatú elektródákkal történő hegesztésnél a cink tovább rontja a varrat minőségét, éleinek szélei beszakadnak, egyenetlenek lesznek. Ezért javasoljuk, hogy a fő bevonattal ellátott elektródákkal történő hegesztés előtt készítse elő a jövőbeli csatlakozás helyét - távolítsa el a cinkbevonatot savval vagy csiszolóanyaggal.

Rizs. 13 Felületkezelés cinkfestékkel a korrózióvédelem érdekében
A hegesztés jellemzői
A horganyzott csövek hegesztésének közvetlen technológiai térképe rendelkezik a munka és a munkafolyamat bizonyos paramétereiről, amelyeknek meg kell felelniük az előírásoknak. A hegesztési eljárásnak biztosítania kell bizonyos jellemzőket, amelyek célja a horganyzott bevonat felületének károsodásának megakadályozása a technológiai hegesztés során. Így a horganyzott csövek elektromos hegesztése magában foglalja egy speciális fluxus alkalmazását a horganyzott bevonat felületére. Ez megakadályozza a cink kiégését a hegesztés során.
 Horganyzott csövek hegesztése
Horganyzott csövek hegesztése
A horganyzott csövek hegesztési eljárása szerint a vegyesvállalat a következő lépéseket írja elő:
- A hegesztés helyén folyasztószert visznek fel, amely folyékony-viszkózus technológiai állapotú.
- A hegesztés során a fluxuskötés más szerkezetbe megy át, miközben megolvad, és a folyósítószer nem bocsát ki égésterméket, nem párolog el, de a horganyzott csövek hegesztése egészségre ártalmas, speciális védőeszközök használata nélkül. a hegesztőberendezés kezelője.
- A technológiai hegesztés végén tökéletesen egyenletes és erős varrat keletkezik a csomópontban. A felület teljesen védett a jövőbeni korróziós folyamatok megjelenésétől.
https://youtube.com/watch?v=QFoiF2vXzVE
Hogyan kell helyesen hegeszteni a csöveket elektromos hegesztéssel lépésről lépésre
Elektródák kiválasztása Hegesztési varratok és csőkötések fajtái Előmunkálatok az alkatrészekkelHegesztési folyamatAz elektromos hegesztés finomságai Csatlakozások összeszerelése Munkavégzés forgó és rögzített kötésekkel A kötések megbízhatóságának ellenőrzése Biztonsági szabályok hegesztőgéppel végzett munka során
A háztartás során gyakran előfordulnak olyan esetek, amikor valamilyen szerkezetet kell építeni közönséges csövekből vagy profilokból. Gyakran könnyű és könnyen szerelhető műanyag csöveket, valamint menetes kötőelemekkel ellátott acéltermékeket használnak erre a célra. Ebben a cikkben azonban megvizsgáljuk, hogyan kell megfelelően hegeszteni egy csövet fűtéshez vagy más szükséges rendszerekhez otthonában, mert a fent említett lehetőségek nem mindig elfogadhatóak és megfelelőek.
Elektródák kiválasztása
Az első dolog, amit a fűtőcsöveken vagy más szerkezeteken végzett hegesztési munkák elvégzéséhez kell, az elektródák. Nem csak a kapott hegesztések megbízhatósága és a rendszer tömítettsége, hanem a munkavégzés folyamata is függ ennek a fogyóanyagnak a minőségétől.
Az elektródán egy speciális bevonattal ellátott vékony acélrudat értünk, amely stabil ívet tesz lehetővé a csövek elektromos hegesztése során, részt vesz a hegesztés kialakításában, valamint megakadályozza a fém oxidációját.
A mag típusától függően vannak ilyen elektródák:
- Olvadásmentes központtal. Az ilyen termékek anyaga grafit, elektromos szén vagy volfrám.
- Olvadóközponttal. Ebben az esetben a mag egy huzal, amelynek vastagsága a hegesztés típusától függ.
Ami a külső burkolatot illeti, a piacon található sok elektródát több csoportra kell osztani.
Tehát a fedezet lehet:
- Cellulóz (C osztály). Ezeket a termékeket főként nagy keresztmetszetű csövek hegesztési munkáihoz használják. Például gáz vagy víz szállítására szolgáló csővezetékek telepítéséhez.
- Rutilsav (RA). Az ilyen elektródák optimálisak fémcsövek hegesztéséhez fűtéshez vagy vízvezetékhez. Ebben az esetben a hegesztést egy kis salakréteg borítja, amelyet ütögetéssel könnyen eltávolíthatunk.
- Rutil (RR). Ez az elektródatípus nagyon pontos hegesztési varratok készítését teszi lehetővé, és a működés közben keletkező salak nagyon könnyen eltávolítható. Leggyakrabban az ilyen elektródákat sarokkötések helyén vagy a második vagy harmadik réteg hegesztésekor használják.
- Rutil-cellulóz (RC). Az ilyen elektródák bármilyen síkban hegesztést végezhetnek. Különösen aktívan használják őket egy hosszú függőleges varrás létrehozására.
- Alap (B)
Hegesztési varratok és kötések fajtái
Az acélcsövek hegesztése hegesztőgéppel történik, olvasztási módszerrel. A hegesztőgép váltakozó áramból egyenáramot képez, és elektromos ív segítségével felmelegíti a termék helyi területét a kívánt hőmérsékletre. Az elektromos ív kialakulása fémrúdon (elektródán) történik. Ahol az ív működik, ott egy különleges atmoszféra képződik, amely a fém megolvadásakor nem engedi oxidálódni. A kiváló minőségű hegesztett varratnak köszönhetően a szivárgás teljesen kizárt, mivel a csatlakozás tömített.
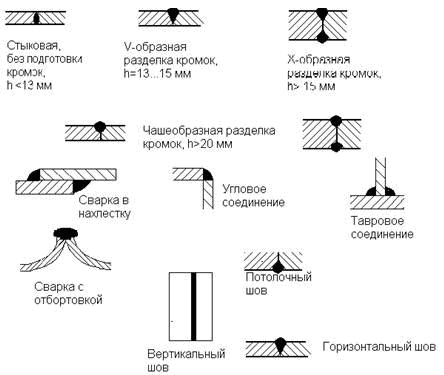
A varrásnak számos módja van. A választott módszer a csövek vastagságától és az anyagtól függ, amelyből készültek. A varratok fő típusai:
- a Bikában;
- csikk;
- átfedés;
- szögletes.
Szintén fontos figyelembe venni a csövek elhelyezkedését egymáshoz képest:
- alsó varrás. A hegesztés során az elektródát a csatlakoztatandó elemek fölé helyezzük. Ezzel a módszerrel a hegesztő tisztán látja az összes hegesztett területet, így ez a módszer a legkényelmesebb.
- Mennyezeti varrás. Az elektródát a hegesztendő elem alá helyezzük. Ebben az esetben a kezelő felemeli a kezét és a feje fölé tartja, így ezt a módszert csak javításkor vagy deformált csőszakasz cseréjekor alkalmazzák. Új rendszer rendezése során nem használják fel.
- függőleges varrás. Ezt a csatlakozási módot akkor alkalmazzák, ha 2 cső van vízszintesen elhelyezve. A hegesztő fel-le mozgatja az elektródát és alulról felfelé (függőleges irányban).
- Vízszintes varrás. Gyakran vízszintes csatlakozások teszik lehetővé a fűtési és vízvezeték-rendszerek telepítését. Ebben az esetben a két cső függőleges helyzetben van.
Lehetséges-e horganyzott csöveket hegeszteni?
A csővezetékek összeszerelésének szabályait a GOST-ok határozzák meg. A szabványos követelmények azonban nem alkalmasak horganyzott csövekkel való munkavégzésre. A cink védőrétege 906 Celsius fokos hőmérsékleten forr. Az alapot azonban 1200 fokra kell melegíteni.Emiatt újításokat vezettek be, amelyek szerint a probléma megoldásának két lehetséges módját jelölték meg:
- Hegesztés folyasztószerrel. A készítmény nem tartalmazhat vízben oldódó komponenseket.
- Csökkentett hegesztési idő. Így a cinknek nem lesz ideje elpárologni. A munka gyorsabb befejezéséhez növelnie kell a hőmérsékletet az áramszabályozóval.
A hegesztő a helyzet, a műszaki követelmények függvényében választja ki a módszert.