A polipropilén csövek típusai
A termékek élettartama a közeg hőmérsékletétől és a bennük kialakuló nyomástól függ. Az anyag típusának megfelelő megválasztásával jelentősen bővíthető a működési képessége.
Négyféle csőanyag létezik, amelyek működési hőmérsékletétől függően eltérő tulajdonságokkal rendelkeznek.
|
A termék típusa és a megfelelő jelölés |
Célja | Közepes hőmérséklet, С |
Üzemi nyomás, MPa |
|
PN10 |
Hidegvíz ellátáshoz és padlófűtéshez | 20 a hidegvízellátáshoz, 45 a meleg rendszerű padlókhoz | 1 |
| PN16 | Hideg és meleg víz ellátáshoz | 60-ig |
1,6 |
|
PN20 |
Melegvíz ellátáshoz | 80-ig | 2 |
| PN25 | Központi fűtési rendszerekhez, erősített termékekhez, melegvíz-ellátó rendszerekhez | 95-ig |
2,5 |
A PN10 márkájú anyagok hidegvízellátásra szánt termékekre vonatkoznak. Nem képesek ellenállni a környezet magas hőmérsékletének. A második, PN16 jelzésű típus a vegyes típusú termékekre vonatkozik, hideg- és melegvízellátásra készült, de korlátozott üzemi hőmérséklettel. A PN20 és PN25 melegvízellátásra szánt anyagok. Az ilyen csővezetékek képesek ellenállni a magas hőmérsékletnek, és a PN25 jelzésű termékek fémmel is meg vannak erősítve, ami növeli élettartamukat és képességüket, hogy ellenálljanak a magas nyomásnak és hőmérsékletnek.
Csőhegesztő készlet
Ha a polipropilén termékek hegesztését rendszeresen kell végezni, akkor célszerű speciális hegesztőkészletet vásárolni, amelyet egy megfelelő bőröndben azonnal eladunk. Átlagos ára körülbelül száz dollár, és a következőkből áll:

- fűtőelem;
- Különböző méretű teflon fúvókák;
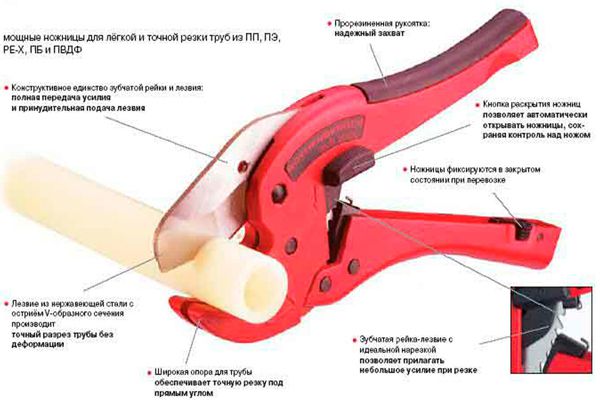
- olló polipropilén csövek vágásához;
- csavarok, amelyek a fúvóka fűtőeleméhez vannak rögzítve;
- szint;
- támasztékok a fűtőelemhez;
- hatszög a csavarok meghúzásához.
Abban az esetben, ha időről időre hegesztési munkákat végeznek, ésszerűbb a hegesztőberendezés bérlése.
Típusai és rendeltetése
A polipropilén csövek négy színben kaphatók - zöld, szürke, fehér és fekete. Csak a feketék különböznek a jellemzőkben - fokozottan ellenállnak az ultraibolya sugárzásnak, és öntözőrendszer talajra fektetésekor használatosak. Az összes többi hasonló tulajdonságokkal rendelkezik, és beltérben vannak lefektetve vagy földbe temetve.
Megbeszélés szerint a polipropilén csövek a következő típusúak:
- Hideg vízhez (+45°C-ig). Könnyű megkülönböztetni őket a hosszanti kék csíkról.
- Melegvíz ellátáshoz (fűtés +85°C-ig). Megkülönböztető jellemzője a piros csík.
-
Univerzális (gyártótól függően maximum +65-75°C-ig melegíthető). Két csíkot alkalmazunk egymás mellett - kék és piros.
Mind a hideg, mind a meleg vízhez különböző jellemzőkkel rendelkező csövek vannak. Ez látható a címkén:
- A PN10-t kizárólag alacsony nyomású (1 MPa-ig) hidegvízellátó rendszerekben (+45°C-ig) használják. Kis falvastagságúak. Nem alkalmas magas épületekhez.
- PN16. Gyakran univerzálisnak nevezik, de gyakrabban hideg vízhez használják - ellenállnak a közeg melegítésének + 65 ° C-ig és a nyomásnak 1,6 MPa-ig.
- PN20. Vastag falú csövek, amelyek akár +80°C hőmérsékletű közeget szállítanak, 2 MPa nyomásig ellenállnak. Melegvíz elosztásban és fűtési rendszerekben használják.
- PN25. Ezek megerősített polipropilén csövek (fólia vagy üvegszál). Az erősítőréteg jelenléte miatt gyakran kisebb falvastagságúak, mint a PN20. Közepes fűtési hőmérséklet - +95 ° C-ig, nyomás - 2,5 MPa-ig. Melegvízellátásra és fűtésre használják.
Mindegyiket különböző átmérőben gyártják - 600 mm-ig, de lakásokban és magánházakban főleg 16 mm és 110 mm közötti méretben használják.
Kérjük, vegye figyelembe, hogy a belső átmérő feltüntetésre kerül, mivel a falvastagság változhat.
Második szakasz. Polipropilén csövek hegesztése

Ehhez az eljáráshoz elektromos szúrófűrészre (polipropilén vágása) és speciális hegesztőberendezésre van szükség.

Első lépés.
Amíg a készülék felmelegszik, megtörténik a szükséges mérések elvégzése, a csövek megjelölése és elvágása.
Második lépés.
Az összekapcsolni tervezett termékek végeit gondosan megtisztítják és zsírtalanítják.
Harmadik lépés.
Ceruza segítségével meg kell jelölni az egyes termékek hüvelybe való belépésének mélységét. Jellemző, hogy egyidejűleg legalább milliméteres rés legyen, így a csövek nem ütköznek a idom tengelykapcsolójával.
Negyedik lépés.
A hüvelyre egy PP csövet szerelvényekkel kell felhelyezni a jelöléseknek megfelelően, és az összes elem felmelegedésének egyszerre kell megtörténnie.
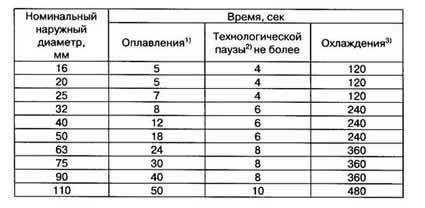
A hevítés időtartama nemcsak a termékek átmérőjétől, hanem a hegesztés mélységétől is függ (ez az alábbi táblázatban található).
Ötödik lépés.
Egy bizonyos idő elteltével a termékeket kis erőfeszítéssel eltávolítják és egymásra helyezve összekapcsolják. Tilos az elemeket axiális vonal mentén elforgatni.

Hatodik lépés.
A csatlakozás után néhány másodpercen belül megtörténik az elsődleges beállítás, majd az elemek végleges rögzítése.

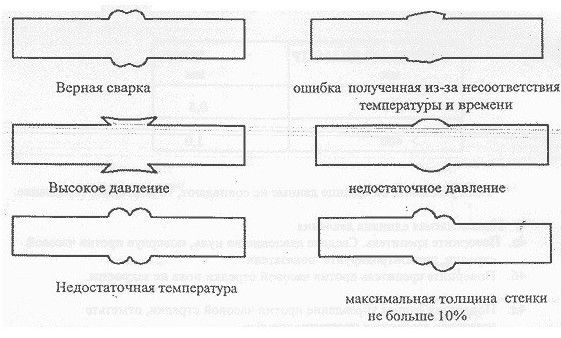
Ha a csomóponton nem marad rés, akkor az (a csatlakozás) jó minőségűnek tekinthető.
Hegesztőgép gyártás
Tekintettel arra, hogy egy többé-kevésbé jó termék több mint ezer rubelbe kerül, olcsóbb bérelni vagy saját kezűleg elkészíteni. Ha az utóbbit választották, akkor a munkához fel kell készülnie:

A műveletek sorrendjének a következőnek kell lennie.
Első lépés.
A hőátadás javítása érdekében a vasaló talpát hőpasztával kezelik, majd teflon hüvelyt rögzítenek. Az utóbbi helyét előre meghatározzák - a széles részt felfelé vagy lefelé.
Második lépés.
Éles „orr” van lefűrészelve a kényelmesebb munkavégzés érdekében a falak közelében.
Harmadik lépés.
A vasaló melegítését addig végezzük, amíg a készülék másodszor is ki nem kapcsol.
Negyedik lépés.
Jó, ha a vasaló hőmérséklet-érzékelővel van felszerelve - ez lehetővé teszi a fűtési hőmérséklet pontos meghatározását. De van egy egyszerűbb út is – az ólomon keresztül. Ez a fém 230°C-on és magasabb hőmérsékleten olvad, ami megközelítőleg egybeesik a hegesztéshez szükséges hőmérséklettel.
A további technológia megegyezik a fent leírtakkal.
Szükséges eszközök
Szerelvény;
Maguk a polipropilén csövek;
Speciális készülékek ilyen csövek hegesztésére;
Hegesztőgép
Vágásukhoz fémfűrészt, speciális vágót gyakran hegesztőgéppel együtt értékesítenek; nagy mennyiségű munkához gyűrűs vágót vagy speciális ollót használhat;
Zsírtalanító (etil- vagy izobutil-alkohol); az acetont ebben az esetben tilos használni, mivel képes lágyítani a műanyagot;
Beveler: Belseje egy ceruzahegyezőre hasonlít, azonban mivel a ferde vágást egyenletesen kell vágni, a kések eltérő szögben állnak; a ferde vágót egy közönséges reszelővel és késsel helyettesítheti;
 Leferdítő műanyag csövekhez
Leferdítő műanyag csövekhez
Borotva: a megerősített réteg eltávolítására szolgáló eszköz (ha a csöveinken van megerősített réteg).
 Borotva
Borotva
Tanács.
A fűtőkazánhoz közel (fél méternél kisebb távolságra) illeszkedő csövek csak fémből készüljenek. A hegesztett kötéstől a menetes csatlakozásig adapterek segítségével csatlakoznak a polipropilénhez.
Munkavégzés polipropilén csövekkel
Napjaink polipropilén csőszerelési rendszere minden szükséges elemet tartalmaz a különböző méretű, kontúrok, szerelvények, kötőelemek és zárványok csatlakoztatásához.Az összeszerelési folyamat meglehetősen egyszerű, és a szükséges ismeretek birtokában gyors.
Az elemkészlet tetszés szerint testreszabható, így az eredmény egy teljesen egyedi rendszer. A bonyolultság és a felszereltség csak az ügyfél, azaz Ön preferenciáitól és kívánságaitól függ. Az egyetlen jellemző, amelyet egyesek a polipropilén hátrányainak tulajdonítanak, a hegesztett csatlakozási mód. Hegesztés után a csövek szétválasztása és a hiba kijavítása már nem lehetséges. Ezért mindent előre át kell gondolnia, és meg kell próbálnia elkerülni a cselekvések pontatlanságát.
Ha a csőhegesztési folyamatot külön lépésekre bontjuk, az így fog kinézni:
- A polipropilén forrasztópákával mindkét alkatrészt fel kell melegíteni, amelyet egymáshoz szeretne rögzíteni.
- Miután csatlakoztatnia kell a fűtött részeket;
- Rövid idő elteltével távolítsa el a már rögzített elemeket a készülékből.
A hegesztés olyan erős kötést biztosít az elemeknek, hogy szinte lehetetlen szétválasztani az alkatrészeket anélkül, hogy eltörne. Éppen ezért a polipropilén csöveket kiváló minőségűnek, tartósnak és szinte bármilyen nyomásnak ellenállónak tekintik.
A munka fő szakaszai
1. Vegyünk egy megfelelő méretű csövet.
2. Éleit reszelővel vagy ferdevágóval megtisztítjuk a vágás során keletkezett sorjaktól.
3. A cső végén ceruzával bejelöljük (lásd fotó), hogy melyik szakaszt kell megolvasztanunk, vagyis körvonalazzuk a szerelvény felhelyezési helyét.
 Ceruzával körvonalazzuk a forrasztás helyét
Ceruzával körvonalazzuk a forrasztás helyét
4. A csövet és az idomot zsíroldó keverékkel dolgozzuk fel.
5. Rögzítse szilárdan a hegesztőgépet az asztalhoz.
6. Készletében különböző átmérőjű fúvókák találhatók. Fogjuk a szükséges fúvókákat (egyet a szerelvényhez és egyet a csőhöz) és rögzítjük a készülék mindkét oldalán.
7. Állítsa a hőmérsékletet 260°-ra.
8. Amint kialszanak a lámpák (ez azt jelenti, hogy a készülék kellőképpen felmelegedett), elkezdheti a munkát. Az átlagos fűtési idő 2-3 perc.
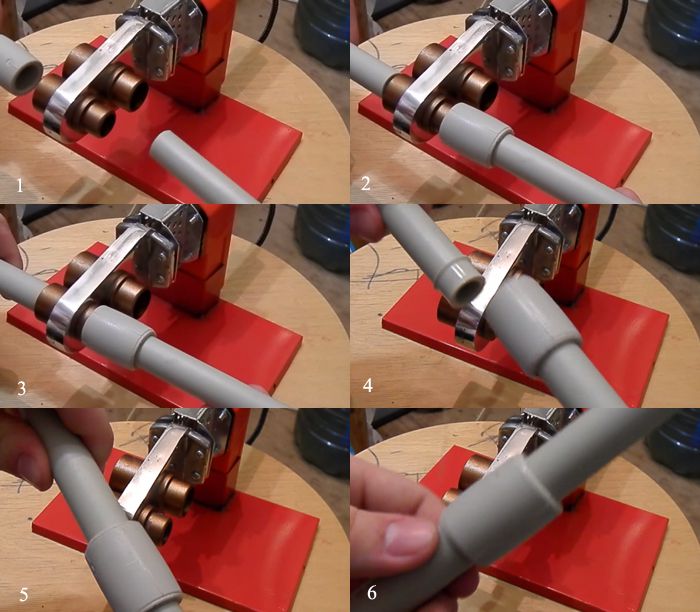
9. Forró fúvókákat (kettő van) ráhelyezünk egy idomot és egy csövet egy ceruzajelzésre. Nem szabad túl nagy nyomást gyakorolni a hegesztendő vagy forgatandó alkatrészekre.
 Tompahegesztő gép. A szerelvény és a cső forró fúvókákra kerül
Tompahegesztő gép. A szerelvény és a cső forró fúvókákra kerül
10. Számoljuk az előírt időt. A fűtési idő mindig a használati utasításban van feltüntetve. Például egy 25 mm-es csőnél ez pontosan 7 másodperc).
 A készülék fűtési ideje a cső átmérőjétől függ
A készülék fűtési ideje a cső átmérőjétől függ
11. Gyorsan és pontosan távolítsa el a felhevült részeket, enyhén tartva a hegesztőgépet.
12. Összekapcsoljuk őket egymással. A rájuk gyakorolt túlzott nyomás vagy a forgás szintén elfogadhatatlan.
13. Várunk néhány másodpercig.
14. Ha mindent jól csináltunk, tökéletesen egyenletes, homogén kapcsolatot kapunk.
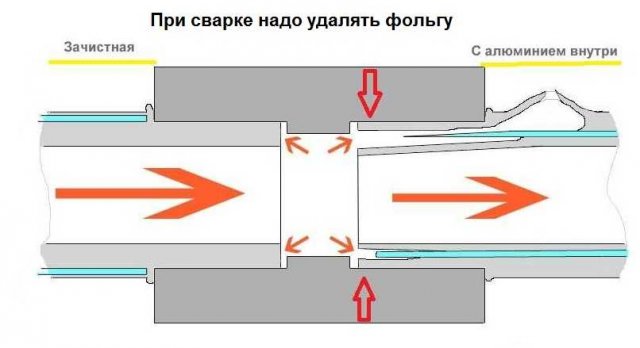
A csatlakozás szegmensén lévő megerősített réteget el kell távolítani, különben a csatlakozás inhomogén és törékeny lesz;
Eszköz vásárlásakor nem szükséges extra pénzt költeni és termosztátos modellt vásárolni, mert egyetlen 260 ° C-os hőmérsékleti rendszerre van szükségünk; más módok használata gyenge kapcsolatot eredményezhet;
A víznek szabadon kell áramolnia a csöveken keresztül; hogy a forrasztás helyén ne keletkezzen akadály fagyott műanyag formájában, ne gyakoroljon túl nagy nyomást az olvadt részekre a csatlakoztatáskor; azonban az alacsony nyomás is elfogadhatatlan - a csatlakozás hossza a megbízható rögzítéshez nem lesz elegendő; ez turbulencia kialakulásához és nyomáseséshez vezethet a rendszerben;
Az ilyen forrasztás alapszabálya: először a fúvókára kell feltenni az idomot, és csak utána a csőre; a visszaszámlálás akkor kezdődik, amikor mindkét rész a készüléken van;
A polipropilén 4-8 másodperc alatt megragad, de nem szabad azonnal elengedni - ahhoz, hogy teljesen lefagyjon, várnia kell 20-30 másodpercet;
A hűtés során az alkatrészeknek mozdulatlannak kell lenniük, a legkisebb elmozdulás megszakíthatja a csatlakozás szorosságát; ezért a forrasztás megkezdése előtt jobb speciális bilincseket készíteni a rögzítéshez; bármilyen fából vagy erős drótból elkészítheti őket;
A kapott csomópont vízzel vagy hideg levegő sugárral történő hűtése tilos - a kapcsolat törékeny lesz;
Ne melegítse fel a csövet és a szerelvényt a megadott időnél tovább - a polipropilén deformálódik; kevesebb fűtési idővel nehéz lesz az alkatrészek csatlakoztatása;
Megfelelő hegesztéssel a műanyag egy részének enyhe beáramlást kell képeznie a hüvelyen;
A csatlakoztatott szakasz félbevágásával ellenőrizheti a munkája minőségét; a csomópontnál egyenletes monolitikus kapcsolatot kell látnia deformációk és üregek nélkül.
Csatornarendszer PP csövekből
Amint korábban megjegyeztük, a polipropilén csöveket ma aktívan használják az elrendezésben. A telepítési eljárás ebben az esetben saját árnyalatokkal rendelkezik.

Belső csatornázás
Számos szabályt be kell tartani, amikor a csatornát a házban telepítik.
- A csővezetéket szögben fektetik le a csatorna felszálló irányában (kb. 3 cm méterenként).
- Ha a helyiség nem fűtött, akkor a csöveket ásványgyapottal is szigetelik.
- Ne hajtson végre éles kanyarokat 90°-os szögben, helyette úgynevezett félkanyarokat használnak.
- A ventilátoros szellőztetés a csatornarendszer kötelező eleme, amely megakadályozza a kellemetlen szagok bejutását a lakásba.
- A WC-t csak a mosogató után kell csatlakoztatni, különben a vízzár eltörik.
Kültéri csatornázás

Első lépés.
A csövek átmérőjét elsősorban a házban élők számától függően határozzák meg.
Második lépés.
A csatorna felszállójából árkot ásnak egy szeptikus tartályba vagy pöcegödörbe. Ugyanakkor a talajfagyás vonalától függően lejtés figyelhető meg, vagy a csővezeték ásványgyapottal van szigetelve.


Harmadik lépés.
Az alját homok "párna" borítja. Vastagságának legalább 20 cm-nek kell lennie.
Negyedik lépés.
A csővezeték lefektetése folyamatban van
Fontos elkerülni az esetleges megereszkedést, különben a kapcsolatok hamar összeomlanak.
A fúrás acélkúp alakú hegy segítségével történik. Hasonló technológiát használnak az építőiparban:
A csővezeték árokának vízszintes fúrását speciális berendezéssel, nyomásos emelőszivattyúkkal végzik. A fúrás acélkúp alakú hegy segítségével történik. Hasonló technológiát használnak az építőiparban:
- autó- és vasúti utak;
- csővezetékek a pincékig;
- autópályák a működő kutak felé.
A PP-csővezeték saját kezű telepítése sokat takarít meg, de csak akkor, ha megfelelően történik.
A polipropilénből készült termékeket rendszerint vízelvezető és öntözőrendszerek létrehozásakor, valamint vízellátó rendszer fektetésekor vagy fűtési rendszer kialakításakor használják. A polipropilén a poliolefinek osztályába tartozik, ami azt jelenti, hogy minden ebből az anyagból készült terméket magas fokú környezeti biztonság jellemzi.
Ezenkívül a polipropilén vízelvezető rendszerek nagyon hosszú ideig tarthatnak, miközben működésük költsége minimális lesz. Azonban, ha ilyen termékekkel dolgozik, tudnia kell hogyan kell a polipropilén csöveket úgy hegeszteni, hogy elkerüljük deformációjukat
és megakadályozza a szivárgást.
DIY hegesztés
A munkát jól szellőző helyen kell végezni. A polipropilén hevítve képes mérgező anyagok kibocsátására, amelyek károsak lehetnek az egészségre, mérgezést okozhatnak.
Lépésről lépésre hegesztési útmutató:
- Először a megfelelő méretű fúvókát kell felszerelni a forrasztópákra;
- A polipropilén megolvasztásához 260 fokos hőmérsékletet kell elérni;
- Készítse elő az alkatrészeket a csatlakoztatáshoz, végezze el azok tisztítását és megfelelő elhelyezését;
- Ezután a forrasztópáka üzembe kerül;
- Meg kell várni a szükséges fűtési időt, és ezt az érzékelő zöld színe jelzi.
 Forrasztáskor jobb, ha a készüléket úgy helyezi el, hogy stabilan álljon
Forrasztáskor jobb, ha a készüléket úgy helyezi el, hogy stabilan álljon
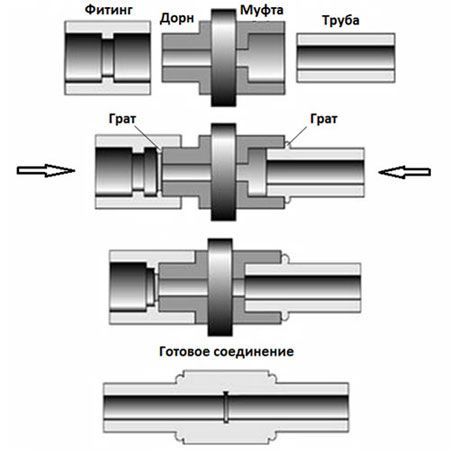
Ezután a csövet és az idomot egyszerre kell felhelyezni a nyersdarabra és a forrasztószerszámra. A csövet a nyersdarab belsejébe helyezzük. A szerelvény kívülre kerül. Végig benyomják, és a csövet a kész jelig betolják. A lényeg az, hogy pontosan tartsuk az időt.
Ha a szerszám rosszul felmelegszik, akkor a diffúzió szintje kicsi lesz, és ez sérti az ötvözet minőségét. A magas hőmérséklet az alkatrészek túlmelegedéséhez vezet. Az optimális idő a cső és a szerelvények átmérőjétől függ.
Melegítés után fontos, hogy azonnal dokkoljanak. Az eljárás fő szabálya a tolerálhatóság betartása
Az első néhány másodperc korrekciót tesz lehetővé, de fordulni nem szabad. Ugyanakkor nem kell rohanni és nem húzni, betartva az arany középutat.
Harmadik szakasz. Csővezeték telepítés
Az autópálya fektetésekor szüksége lesz:
- csövek;
- pólók;
- Golyós szelepek;
- dugók;
- adapterek;
- hajlatok;
- tengelykapcsolók;
- leszerelhető összekötő elemek;
- menetes szerelvények;
- műanyag bilincsek.
Mindenekelőtt a rendszer fő elemeinek (vízvezetékek, radiátorok, kazánok stb.) beszerelését végzik el, majd a tervezett projektnek megfelelően megjelölik a jövőbeni autópályát. A csővezeték elemei tengelykapcsolókkal vannak összekötve.
Ha fűtésről vagy meleg vízről beszélünk, akkor a hőtágulást figyelembe veszik. Ez utóbbi kompenzálására célszerű mobil kapcsolatokat használni. Zárt csővezeték létesítésekor először a falakat árkosítják (a megfelelő helyeken két csőátmérő szélességben hornyot készítenek).
A csővezetéket csak a szerelés befejezésétől számított egy óra elteltével szabad feltölteni folyadékkal. A hidraulikus tesztet csak egy nap múlva lehet elvégezni.


Miért polipropilén?
Manapság a csőgyártók hatalmas termékválasztékot kínálnak vízellátó, csatornarendszer vagy fűtési rendszerek lefektetéséhez. Fém-műanyag, fém vagy polipropilén csöveket vásárolhat. Manapság egyre több fogyasztó választja a polipropilén csöveket, amelyek számos előnnyel rendelkeznek:
- ne korrodáljon;
- könnyen telepíthető;
- nem igényel állandó javítást;
- tartós és megbízható működés;
- falba vagy padlóba fektethető;
- lényegesen olcsóbbak, mint a fémcsövek.
A polipropilén csövek fűtési rendszerek, vízvezetékek és szennyvízvezetékek beépítésére használhatók.
Melyik csövek megfelelőek az Ön számára
A polipropilén csövek kiválasztásához tudnia kell:
- a csövek üzemeltetésének feltételei;
- folyadéknyomás a rendszerben és hőmérséklete;
- a termék szükséges áteresztőképessége, amely meghatározza a munkaátmérőt.
A polipropilén csövek speciális jelöléssel rendelkeznek a termék céljától függően.
- PPH
- szellőztetés, hidegvíz ellátás. - PPB
– hidegvíz-, fűtési rendszerek. - PPR
– hideg-meleg vízellátás, fűtés.
Csövek PPR jelöléssel
- univerzálisak. Ezért rájuk van a legnagyobb kereslet. Kiválóan ellenállnak a magas és negatív hőmérsékleteknek.
Első szakasz. Projekt kidolgozása
A telepítési munkákat a leendő autópálya tervezésével kell kezdeni. Fontos kritérium itt az ergonómia, hogy a fordulatok és az összekötő elemek száma minimális legyen.

A fűtési rendszer elrendezése során különösen fontos egy jól megtervezett projekt, amelyben az olyan elemek elhelyezése, mint:
- tengelykapcsolók;
- adapterek;
- kötőelemek;
- sarkok;
- fűtőberendezések.
A vezeték egy- vagy kétcsöves módon, oldalról vagy alulról csatlakozik a radiátorokhoz.

Vízszerelés

Itt az autópálya központosított rendszerhez csatlakozik a szükséges vízvezetékek - WC csésze, mosdókagyló, kazán stb. - ellátása érdekében. A huzalozás végrehajtásának két módja van.
1. számú módszer.
Nyissa meg az opciót. A vízszintes csöveket kissé a padlószint felett, a függőleges csöveket pedig kizárólag a sarkokban szerelik fel. Mindez kevésbé észrevehetővé teszi a csővezetéket.
2. számú módszer.
Lezárt opció. Rendkívül nehéz végrehajtani, mivel a legpontosabb számítások előzetes elvégzésével jár. A (szükségszerűen szilárd) csövek a falakba vannak beépítve, és minden csatlakozáshoz szabad hozzáférést kell biztosítani.

Ezenkívül a vízvezeték lehet:
- szekvenciális típus (a leginkább költségvetési és legkönnyebben megvalósítható lehetőség);
- kollektor típusa (a vízellátáshoz kollektort használnak);
- átmenő aljzatokkal (kevéssé népszerű).
A hegesztési folyamat szakaszai
Miután megmérte a cső szükséges hosszát, jelölje meg jelölővel. Csővágóval vagy ollóval vágja le a terméket a tengellyel 90°-os szögben. A szerszámnak elég élesnek kell lennie, hogy a cső ne deformálódjon.

A csövet a tengellyel 90°-os szögben vágják
A megerősített termék szélét meg kell tisztítani, megszabadulva a felső rétegtől és a fóliától. E szakasz nélkül a csövek részét képező alumíniumfólia működés közben érintkezésbe kerül a folyadékkal. Ennek eredményeként a megerősített réteg korróziója a varrat integritásának megsértéséhez vezet. Egy ilyen kapcsolat idővel szivárogni fog.

A megerősített csövek szélét megtisztítják
A nem erősített termékeknél a cső végén a hegesztési mélység van feltüntetve, a szerelvényhüvely hosszára összpontosítva. A csövek hegesztésre való előkészítésének másik fontos pontja a felület zsírtalanítása. A csomópont alkohollal történő kezelése megbízhatóbb érintkezést biztosít az alkatrészekkel.
A hegesztőgép előkészítése
A műanyag csövek hegesztése előtt elő kell készíteni a hegesztőgépet. A kézi készülék sík felületre van rögzítve. A gép alkatrészeinek tisztának és hibamentesnek kell lenniük. Tisztítsa meg őket alkohollal átitatott ruhával. A fűtőelemek akkor helyezkednek el, amikor a szerszám ki van kapcsolva. A tüske az idom, a hüvely a cső olvasztására szolgál.

Az alkatrészek hegesztési idejét a táblázat szerint határozzuk meg
Ezután az eszköz csatlakozik a hálózathoz. Ugyanakkor az egység testén található jelzőfényeknek világítaniuk kell. Az egyik azt jelzi, hogy az eszköz csatlakozik a hálózathoz. A másodiknak a kívánt fűtési hőmérséklet elérése után ki kell aludnia. Miután a jelző kialszik, kívánatos, hogy öt perc teljen el, és csak ezután kezdje meg a hegesztési folyamatot. Ez az idő a környezeti hőmérséklettől függ, és 10 perctől fél óráig tart.
Mi a hegesztési folyamat?
A készülék felmelegítése után helyezze fel a szerelvényt a tüskére, és helyezze be a csövet a hüvelybe. Ez egyszerre és kis erőfeszítéssel történik.

A készülék felmelegítése után helyezze fel az idomot a tüskére, és helyezze be a csövet a hüvelybe
Annak érdekében, hogy megtudja, hogyan kell megfelelően hegeszteni a polipropilén csöveket, figyelembe kell venni a fűtési időt. A megfelelő időtartam lehetővé teszi az alkatrészek felmelegedését a kívánt hőmérsékletre, és nem olvadnak meg. Ez a cső átmérőjétől függ.
A szükséges idő elteltével az alkatrészeket eltávolítják a készülékből és csatlakoztatják. Ebben az esetben a csőnek szigorúan a jelölésig kell belépnie a szerelvénybe. A folyamat során tilos az alkatrészeket a tengely mentén elforgatni.

Az alkatrészek összekapcsolása során tilos a termékeket a tengely mentén elforgatni
Az alkatrészek összeillesztése után a varrat mechanikai behatása nem megengedett, amíg az teljesen ki nem hűlt. A technológia függvényében az eredmény erős és szoros varrás legyen.
A cikk megadja a szükséges ajánlásokat a csövek megfelelő hegesztésére vonatkozóan, az egyes szakaszok részletes leírásával. Ezen tippek gyakorlatba ültetésével önállóan vezethető csővezeték vízellátáshoz vagy fűtéshez. A legfontosabb dolog a megfelelő csövek kiválasztása és a folyamattechnológia követése. Csak akkor a polipropilén csővezeték hosszú ideig és megszakítás nélkül fog szolgálni.
Az öntöttvasat már régóta nem használják a modern vízellátó és fűtési rendszerekben. Könnyű, könnyen szerelhető és nem korrodáló műanyagra cserélték. Ma a polipropilén csövek saját kezű hegesztéséről fogunk beszélni kezdőknek - ennek a folyamatnak a fő szakaszairól és bonyolultságáról.
Miért jobb a polipropilén hegesztésre, mint a fém?
A különféle könyökök és idomok, valamint a polipropilénből készült profil- és körívek méltán népszerűek, mert:
- Megfelelő hegesztés után monolitikus alkatrészeket alkotnak, amelyek több mint ötven évig tartanak.
- Működés közben nem csökkentik áteresztőképességüket.
- Nagyon nagy ellenállással rendelkeznek a különféle háztartási vegyszerekkel szemben.
- Az ilyen termékek költsége többszöröse a fémből készült hasonló termékek költségének.
Ezenkívül, ha a terméket megfelelően választják ki, és a hegesztés kiváló minőségben történik, akkor elmondhatjuk, hogy a polipropilén csövek sok esetben egyszerűen ideális elemei a megfelelő rendszernek, beleértve.