Csövek kiválasztása a fűtési rendszerhez
Hogyan válasszunk acélcsöveket a fűtési rendszerhez? A választás során vegye figyelembe a következő paramétereket:
- csövek gyártásához használt anyagok;
- csőgyártási módszer;
- csövek műszaki jellemzői.
A csövek kiválasztása a gyártás anyagától függően
Acélcsövek gyártásához használható:
- szénacél (fekete);
- rozsdamentes acél.
A szénacélból (fekete) készült csövek (fenti kép) a következő előnyökkel rendelkeznek:
- alacsony tágulási együttható, amikor az áthaladó folyadék magas hőmérsékletének van kitéve;
- nem érzékeny a mechanikai hatásokra;
- alacsony költségű.
Az ilyen típusú anyagok hátránya a korrózióra való magas érzékenység. A korrozív lerakódások képződésének minimalizálása érdekében a csövek horganyzottak.

Cink bevonatú acélcsövek
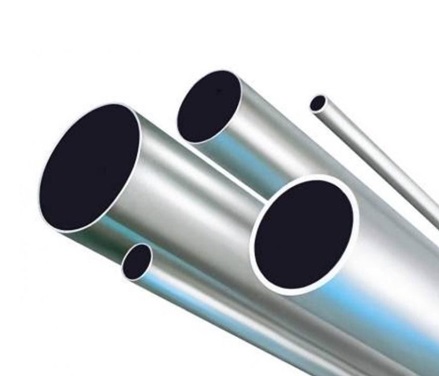
A rozsdamentes acél kevésbé hajlamos a korrózióra, mint a szénacél. A rozsdamentes acél is más:
- ellenáll a mechanikai igénybevételnek;
- alacsony tágulási együttható;
- esztétikus megjelenés, amely elkerüli a csövek különféle díszítőelemekkel való lefedését.
A rozsdamentes acél csövek költsége azonban sokkal magasabb.

Acél csövek rozsdamentes acélból
A csövek kiválasztása a gyártási módtól függően
A fűtési rendszer csöveit a következő módszerek egyikével lehet elkészíteni:
hegesztés. A hegesztett csövek lehetnek egyenes (egyenes varrat) vagy spirális (spirálvarrat) varratok. Az egyenes varratú csöveknek jelentős hátránya van - a varrat, amely hőmérséklet és nagy nyomás hatására megsérülhet. Ezért az acélcsövekkel ellátott fűtési rendszer főként spirálcsövekből készül;
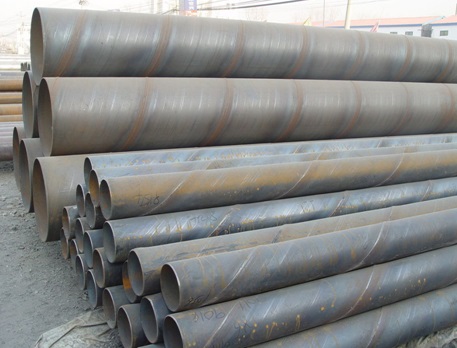
Hegesztett acélcső spirálvarrással
nyújtás (gördülés). Az így készült csövek nem rendelkeznek hegesztett varrattal (varrat nélküli csövek), ami jelentősen növeli a műszaki jellemzőket (hőmérséklet- és nyomásállóság). A varrat nélküli csövek költsége azonban magasabb, mint a hegesztett csöveké, ami korlátozza a felhasználásukat (fűtési rendszerek létrehozására zord éghajlaton vagy nagy nyomáson).
Hengerelt csövek
Magánház vagy városi lakás fűtési rendszereinek elrendezéséhez mind az egyenes, mind a spirálvarratú csövek használhatók, mivel a rendszerben lévő nyomás nem haladja meg a tesztelés után kapott csövek tervezési mutatóit.
Az átmérő és egyéb műszaki jellemzők kiválasztása
A fűtési rendszer építéséhez szükséges acélcsövek kiválasztásakor a fő műszaki paraméter az átmérő.
A csövek átmérője az alábbi mutatóktól függ:
- hűtőfolyadék hőmérséklete a rendszer bemeneténél;
- hűtőfolyadék hőmérséklete a rendszer kimeneténél;
- a helyiség fűtéséhez szükséges hőmennyiség;
- a hűtőfolyadék mozgási sebessége a rendszerben.
A számításhoz szükséges összes mutatót figyelembe véve használhatja a matematikai képletet:
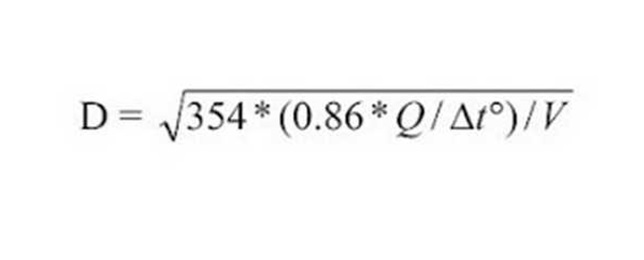
Fűtési rendszer csőátmérőjének kiszámítása
A bemutatott képletben a következő paramétereket betűkkel jelöljük:
- D - követelés átmérője;
- Q a hőmennyiség (berendezés kapacitása);
- ∆t° a hőmérséklet-különbség a hűtőfolyadék bemeneténél és kimeneténél;
- V a mozgás sebessége.
Annak érdekében, hogy ne végezzen bonyolult matematikai számításokat, használhatja a szakemberek által a megadott képlet alapján kidolgozott táblázatokat.
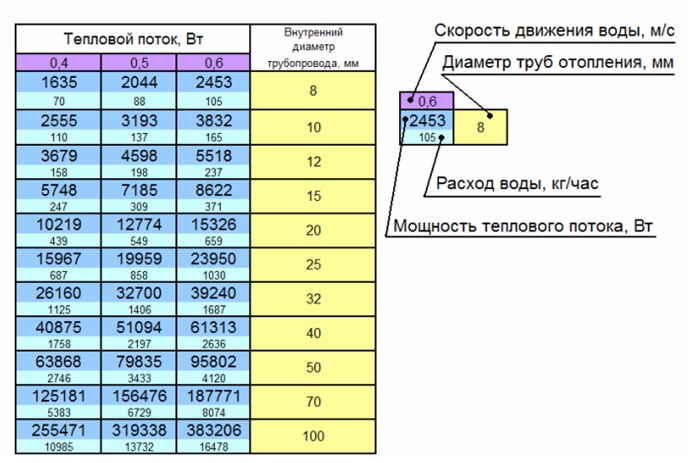
Táblázat az átmérő meghatározásához
Például egy 2,4 kW teljesítményű fűtési rendszer felszereléséhez 8-10 mm átmérőjű csövek szükségesek.
Ha kisebb átmérőjű csöveket szerelnek be a rendszerbe, akkor a hőmennyiség nem lesz elegendő a helyiség fűtéséhez.Nagyobb átmérőjű csövek felszerelésekor zaj lép fel, amikor a hűtőfolyadék mozog.
Kiválasztási feltételek
Annak meghatározásakor, hogy melyik csövek a legjobban használhatók egy lakás vagy egy egyéni ház fűtésére, a következő fizikai és működési paramétereket veszik figyelembe:
Korrozióállóság. Mivel a fűtőkörben víz vagy fagyálló a tartalommal áramlik, a fűtőcsöveknek magas korrózióállósággal kell rendelkezniük.
Erő. A fűtési rendszer normál nyomása nem haladja meg a 2 atmoszférát, a csővezetéknek könnyen el kell viselnie ezt a nyomást 1,5-2-szeres különbséggel.
Hőmérséklet jellemzői. A hordozó hőmérséklete a fűtési körben ritkán haladja meg a 70 ° C-ot; meleg padlók esetében a határérték körülbelül 50 ° C. Nyilvánvaló, hogy a csővezetéknek vészhelyzetekben - a hűtőfolyadék túlmelegedése az automatizálási problémák miatt, a kazán meghibásodása miatt - résszel kell ellenállnia a hőmérsékleti paramétereknek.
Hővezető. A fűtőcsövek a hűtőfolyadékot a radiátorokhoz szállítják, vagy maguk is hőcserélők, amelyek hőenergiát adnak át az esztrichnek
Az első esetben a hővezető képességük nem játszik fontos szerepet, sőt magas foka nem kívánatos. Ha padlófűtési körökben dolgozik, éppen ellenkezőleg, nagy hőátadásra van szükség, így a csővezeték hővezető képességének a legmagasabbnak kell lennie.

Rizs. 2 100 méteres csőszakasz megnyúlása 50 °C-os melegítés esetén
- Hőtágulási együttható. Köztudott, hogy melegítés hatására valamennyi anyag kitágul, ez különösen a polimereket érinti. Ha a fűtési rendszerek csöveit falakra vagy ömlesztett esztrich alá helyezik, figyelembe kell venni a műanyagok ezen tulajdonságát, és a legalacsonyabb lineáris együtthatójú anyagot kell kiválasztani.
- A telepítés nehézségei. A csővezetékek szakaszainak összekapcsolásához a csövek anyagától függően különböző módszereket alkalmaznak; a legtöbb technológia speciális drága szerszámot és készségeket igényel a vele való munkavégzés során.
Léteznek módszerek is a műanyag csövek kivehető kompressziós szerelvényekkel történő összekapcsolására, ahol a fő eszköz egy szabályos állítható csavarkulcs. És egy kevéssé ismert újdonság a vízvezeték-szerelésben - egy tolószerelvény, amely két darab térhálósított polietilénből készült csődarabot pár másodperc alatt egyetlen kattintással összeilleszthet.
Méretek
Lerakáskor a padlófűtési kör 100 méter vagy annál hosszabb is lehet, ezért fontos, hogy a használt csővezetékek megfelelő méretűek legyenek, hogy elkerüljük a nem kívánt hézagokat az esztrich alatt. Kémiai ellenállás
A fűtővezetéket gyakran falakba vagy esztrichbe helyezik, fagyálló folyadékot vezetnek át rajta - etilénglikolt, propilénglikolt. Ezért a csővezeték egyik fő követelménye az agresszív vegyszerekkel szembeni ellenállás.

Rizs. 3 Az átmeneti idomok csőre szerelésének főbb típusai: préselés (PEX-AL-PEX-hez), PEX kompressziós csatlakozás, préselés feszítőhüvellyel (PEX-hez), PP forrasztás, vékonyfalú rozsdamentes acél préselés
Tartósság. A fűtőcsöveknek hosszú ideig (az állami szabvány szerint legalább 50 évig) ki kell állniuk, miközben szem előtt kell tartani, hogy a polimerek élettartama nagymértékben függ a hűtőfolyadék hőmérsékleti paramétereitől és a vezetéknyomástól.
Hidraulikus jellemzők. A lakások, egyes épületek fűtésére szolgáló csövek belső falainak alacsony hidraulikus ellenállással kell rendelkezniük a vízáramlással szemben, azaz tökéletesen simának kell lenniük. Ez hozzájárul a rendszer magas hatásfokához, csökkenti az üzemeltetési költségeket (a keringető szivattyú energiafogyasztása).
Légáteresztő képesség. A hűtőfolyadék oxigénje erősen oxidálja a fémeket, a korrózió tönkreteszi a fűtőelemeket, a kazán alkatrészeit és az acél szerelvényeket a rendszerben
Ezért fontos, hogy a csőhüvely ne engedje át a levegőt, ez a követelmény a fémeknél nagy sűrűségük miatt irreleváns, és fontos, ha polimer csővezetékeket használnak a fűtési körben. Ár
A fő kritérium, amelyre azonnal figyelni kell a fűtés beépítésénél, éppen az alacsonyabb ár miatt van a lakosság körében a legnagyobb kereslet a műanyag termékekre
Acélcsövek fajtái
A kohászati ipar mindössze háromféle acélcsőterméket gyárt.
Fekete acél. Az ilyen típusú csőtermékeket a múlt század 70-es és 90-es éveiben széles körben használták víz- és hővezetékek létrehozásában. Leggyakrabban erre a célra elektromos hegesztett VGP csövet használtak, amelynek műszaki jellemzői megfelelnek a GOST 3262-75 követelményeinek.
Hegesztett csöveket gyakran használnak fűtővezetékek szerelésére, ezek a csövek egyenesek és spirális varratok
Hasznos információ! Sok háztartási iparos a fűtési rendszer elemeinek kiválasztásakor az acél fűtőcsövek élettartama mellett azt is figyelembe veszi, hogy azok könnyen hegeszthetők, és ezzel megkönnyítik a rendszer beépítését. Az ilyen típusú hengerelt fémtermékek fő hátránya a vízzel való érintkezéskor a korrózióra való hajlam.
Emiatt rozsdapelyhek jelennek meg a hűtőfolyadékban, és maguk a csövek is benőnek a lerakódásokkal. Ezen tényezők kombinációja a fűtési vezeték áteresztőképességének csökkenéséhez vezet. Éppen ezért ma viszonylag alacsony áron vásárolhat acélcsöveket, de elég gyakran kell majd cserélni
Az ilyen típusú hengerelt fémtermékek fő hátránya a vízzel való érintkezéskor a korrózióra való hajlam. Emiatt rozsdapelyhek jelennek meg a hűtőfolyadékban, és maguk a csövek is benőnek a lerakódásokkal. Ezen tényezők kombinációja a fűtési vezeték áteresztőképességének csökkenéséhez vezet. Éppen ezért ma viszonylag alacsony áron vásárolhat acélcsöveket, de elég gyakran kell majd cserélni.
Galvanizált acél. A fent említett cinkbevonat-réteget úgy tervezték, hogy ellensúlyozza a korrózió jelenségét és növelje a fekete acélcső termékek élettartamát. A horganyzás nem birkózik meg teljesen a feladattal, csak lassítja az alapfém korrózióját.
A szakértők szerint a horganyzás a legstabilabb és legtartósabb anyag, amelynek műszaki jellemzői lehetővé teszik a központi fűtés létrehozását kiszámíthatatlan nyomáslökések és hőmérsékleti ütemezés mellett. Az üzemi paraméterek üzemi szabályozását lehetővé tevő autonóm fűtési rendszerekben olcsóbb fém-műanyag és polipropilén csövek telepíthetők.
A fűtővezeték horganyzott elemeinek csak két komoly hátránya van:
- a varrat megtöri a cső belsejében lévő cinkréteget, és sérülékeny helyet hoz létre a korrózió számára. Ez elkerülhetetlenül a fűtési rendszer élettartamának csökkenéséhez vezet. A menetre való felszerelés pedig sok időt és erőfeszítést igényel.
- a horganyzott termékek költsége sokkal magasabb, mint a fekete acélból, fém-műanyagból vagy műanyagból készült fűtőcsövek ára.
A fűtési csöveket horganyzott vagy rozsdamentes acélból kell választani, ellenállnak a korróziónak és tovább tartanak a szokásosnál
Rozsdamentes acél. Elméletileg a varrat nélküli vagy hegesztett rozsdamentes acélcsövek használata szinte örökkévalóvá teszi a felszállókat, valamint a szemceruzákat. De ez a megoldás nem népszerű a korrózióálló acélok feldolgozásának összetettsége és magas költsége miatt.
Ennek fényében a hullámos, rozsdamentes acélcső használata sokkal jövedelmezőbbnek tűnik.
- a telepítés során meg lehet boldogulni egy pár gázkulccsal és egy olcsó csővágóval;
- az ajánlott üzemi nyomás +100˚С. Ilyen indikátor nem áll rendelkezésre egyetlen műanyaghoz sem;
- A csövek bármilyen összetett konfigurációt felvehetnek, és könnyen hajlíthatók kézzel.
Jegyzet! Ha családjában kisgyermekek vannak, elkerülhetetlenül a radiátor vezetékeit keresztrúdként vagy támaszként használják, ami a fűtési csővezeték ezen elemeinek deformációját okozza. A rozsdamentes acél pedig, mint minden fém, elveszíti erejét az ismételt hajlítással, és akár el is törhet.
A fűtési fémcsövek kiválasztásának kritériumai
Ház építésekor és saját kezű fűtési rendszer fektetésekor felmerül a fő kérdés - melyik fémcsövek jobbak? Mint tudják, a kommunikációhoz használt fémeket a következőképpen osztályozzák:
- fekete;
- szín;
- ötvözetek.
Az első kategóriába a hengerelt acél, a horganyzott vas és az öntöttvas tartozik. A színesfémek nem rozsdásodnak, hanem oxidálódnak, ezek a következők:
- bronz;
- réz;
- alumínium stb.
A fűtési rendszer típusa és elrendezése az egyik döntő tényező a hálózat csövek kiválasztásánál
Fő kiválasztási kritériumok:
- fűtési rendszer típusa (gravitációs vagy kényszerített);
- maximális terhelés (az északi régiók viszonyai eltérnek a déli szélességi fokok fűtési időszakában);
- a csővezeték legnagyobb terhelésű szakaszainak cseréjének lehetősége;
- beépítési mód (rejtett vagy zárt, a falakon belül);
- a rendszer általános konfigurációja, beleértve a magánház emeleteinek számát;
- kialakítás és maximális belső nyomás;
- hűtőfolyadék típusa;
- csináld magad szállítási és szerelési lehetőségek;
- teljes hossza és a telepítés költségvetési kerete;
- maximális lehetséges hőmérséklet a rendszerben.
Hosszanti csőhegesztési módszerek
Az acéllemez (szalag) kör alakú hajlításával és csatlakozásainak összekapcsolásával előállított csőtermékeket többféle technológiával hegesztik.
Kemencés hegesztés
A hengerműbe belépő acélszalagot (szalagot) a lekerekítésre alagútkemencében kb. 1300 °C hőmérsékletre előmelegítik. A görgős görgőkhöz közeledve az oldalsó fúvókák a csövek széleit forró levegővel kb. 1400 °C hőmérsékletre melegítik fel. Hasonló fúvókákat szerelnek fel az alakítómalom tekercseinek területére, és a szalag széleit 1400 ° C-ra melegítik, mielőtt a lapot közvetlenül körbe hajlítják a szélső élek érintkezésével.
Az élek összekapcsolása után, hengerekkel nyomás alatt magas hőmérsékletre hevítve, erős varrat képződik, amelyet az olvadt fémek kölcsönös diffúziójának módszerével nyernek. Ezután a csövet formázóhengerekkel ismét áthúzzák a kemencén, hogy megfelelő geometriai formát kapjon. A technológia a melegalakítással történő acélfeldolgozás típusaira vonatkozik.

Rizs. 5 Kemence- és elektromos ívhegesztés séma fluxusos környezetben
Elektromos hegesztés
Az elektromos hegesztés gyakrabban történik, mint a kerek csövek hegesztésekor használt más módszerek, ez lehetővé teszi, hogy kiváló minőségű varratot kapjon vékony falakon. Az olaj- és gázipar csővezetékeihez használt cső alakú termékek folyasztószeres ívhegesztéssel készülnek. Az alakító hengerműben végzett hegesztési munkák elvégzéséhez kerek csőhéjat alakítanak ki, ha a termék átmérője túl nagy, a kört két lapból állítják össze, amelyeket prés alatt formálnak, amíg félkör alakút nem kapnak.
Az automatikus elektromos hegesztés mindkét oldalról egyidejűleg történik, amíg egyenletesen hegesztett hosszanti varrat nem keletkezik, elektródaként egy huzalt használnak. Az óriás eltávolítása, ultrahangos tesztelés és hidrotesztelés után a cső használatra kész.

Rizs. 6 Elektromos hegesztés inert gázokban - elv
Elektromos hegesztés védőgázos környezetben
A levegőben történő hegesztés hátránya az oxigén kötésre gyakorolt káros hatása, ennek következtében a varratcsíkban légbuborékok képződnek, az ötvözőelemek karbidizálódása miatt megváltozik annak kémiai összetétele, a felületen vízkő jelenik meg.
A környezeti oxigén fémre gyakorolt hatásából eredő káros tényezőktől való megszabadulás lehetővé teszi inert védőgázok használatát a hegesztés területén: szén-dioxid, argon és hélium. Működés közben a levegőnél nehezebb semleges gázok kiszorítják azt a munkaterületről, kizárva az olvadt hegesztőmedence légköri oxigénnel való érintkezését. Elektródaként wolframból készült tűzálló termékeket használnak.
A közömbös gázkörnyezetben végzett hegesztést gyakrabban használják rozsdamentes vagy erősen ötvözött acélból készült alkatrészek összekapcsolására, a varratok az anyag egyenletességével, azonos vastagságával, jó felületi minőségével tűnnek ki, kiváló tömítettséget és illesztési szilárdságot biztosítanak.
Az elektromos hegesztéssel előállított csőszerű termékek a hidegen alakítottak csoportjába tartoznak.

Rizs. 7 HDTV hegesztési séma
Nagyfrekvenciás (indukciós) hegesztés
A csőgyártásban széles körben elterjedt a korszerű nagysebességű nyomáshegesztési eljárás (az olvadt élek fizikai erővel egymáshoz préselésével), melynek során a munkadarab széleit nagyfrekvenciás nagyfrekvenciás áramokkal melegítik fel lágyulásig. Az áramsűrűség maximális a termék felületi rétegében, és a munkadarab mélységébe merülve meredeken csökken (felületi hatás), aminek következtében a külső héjnak csak egy vékony, 0,1-0,15 mm mélységű rétege melegszik fel erősen. .
Az összeillesztett éleket az élük közvetlen közelében elhelyezett induktor melegíti, amely a csőhüvely mentén elcsúsztatott két elektróda segítségével indukciós áramot hoz létre a munkadarab élei mentén.
Az indukciós hegesztésnél a munkadarab összeillesztett csőélei Y betű alakúak, a HDTV-t induktorral vagy forgóhengerrel hozzák a szélekhez úgy, hogy az áthaladjon a konvergencia pontján. Az áramvezető érintkezők és a csomópont közötti távolság 25 és 300 mm között változik.
Az indukciós hegesztésre többféle technológia létezik, a vas- és színesfémekből készült csőélek összekötésére, gyakrabban alkalmazzák a nyomás alatti hegesztés technikáját permetezéssel. A fűtési sebesség ennél a technológiánál 15·104 °C/s, csapadék 2000 mm/s, a technológia biztosítja a hegesztési kötés kiváló minőségét.

Rizs. 8 A és B osztályú, hőkezelt és melegen redukált egyenes varratú csövek fémeinek fizikai paraméterei (GOST 10705-80)
A fűtés használatának és telepítésének elve acélcsövekkel
Acélcsövek használata akkor javasolt, ha nagy átmérőre és mechanikai szilárdságra van szükség. A csövek lefektetése meglehetősen problémás, mivel nehéz megadni a kívánt geometriát. Ezen kívül a csövek szigetelése javasolt jelentős hővezető képességük miatt.
Természetes keringtetésű padlókazán jelenlétében a "fekete" acél használata lesz az optimális. Ez az alapanyag a vízvezetékrendszerben gyorsan rozsdásodik. De egy autonóm fűtési rendszerben, a hűtőfolyadék hosszú keringtetésével, az oxigén gyors elpárolgásával a fekete csövek élettartama körülbelül 50 évig tarthat.
Réz hőcserélővel és kényszerkeringtetéssel (szivattyúval) felszerelt fali kazánok alkalmazásakor az acélcsövek alkalmazása célszerűtlenné válik. Ennek oka egy ilyen rendszer nem esztétikus jellege, a legvékonyabb hőcserélő korrozív eltömődése és a telepítés magas költsége. Ezért célszerű az acélcsöveket réz- vagy műanyag alapanyaggal szétszerelni.
Az acélcsövek összeszereléséhez szükség van egy csövek és menetek vágására szolgáló eszközre, egy állítható és gázkulcsra, egy fémfűrészre, hegesztésre, valamint egy légmentesen záró szalagra az összes csatlakozás tömítésére. Ha nem horganyzott csöveket vásárol, azokat aszfaltlakkkal le kell festeni. Gyári horganyzás jelenlétében nem szükséges a csövek további feldolgozása.A nyitott csőfektetést preferálva ügyelni kell a rögzítőbilincsekre. A rögzítési pontok a következő távolságra helyezkedhetnek el:
- 2,5 méter, ha a munka belső átmérője legfeljebb 20 milliméter;
- körülbelül 3 méter átmérőjű érték 25 millimétertől és afelettitől;
- 4 méter, belső átmérője 40 milliméter.
Acélcsövek hajlításához hidraulikus csőhajlítót célszerű használni, amely egy kis méretű, kényelmes és könnyen szállítható, energiatakarékos eszköz. Ha nincs ilyen szerszám, akkor lehetőség van a kívánt alakú kész acél szerelvények beszerzésére, amelyek biztosítják az egyenes szakaszok csatlakoztatását egy csővezeték ívben. A mai napig a szerelvények kiválasztása egyszerű feladat, mivel a gyártók elegendő választékot kínálnak belőlük.
Milyen csöveket válasszon a fűtési rendszer megszervezéséhez
A magánház fűtésére szolgáló csövek kiválasztása felelősségteljes folyamat, amelynek során figyelembe kell venni a helyiség területét, függetlenül attól, hogy fűtött-e vagy sem, milyen teljesítményű a kazán stb. kiváló minőségű rendszer, jobb polipropilén csöveket használni. Olcsóak, nagy tömítettséggel rendelkeznek és könnyen felszerelhetők. A telepítés egy kis időt vesz igénybe, ellentétben a számításokkal és az előkészítő munkákkal. Annak érdekében, hogy a rendszer hosszú ideig működjön, és ne igényeljen megelőző karbantartást, jobb, ha megerősített csöveket és rozsdamentes acél csapokat választ.
A fém-műanyag csövek jó, de drágább megoldás. A telepítéshez elég egy csavarkulcs. A termékek fő hátránya a csatlakozások alacsony élettartama. Az ilyen csöveket csak fűtött helyiségekben szabad használni. Ha a költségvetés megengedi, jobb rozsdamentes acél csöveket vásárolni. Drágábbak, de legalább 100 évig bírják.

Fűtőcső átmérője
A rendszer felépítésének másik fontos szakasza a magánház fűtésére szolgáló csövek átmérőjének kiválasztása. A termékek különböző átmérőben jelennek meg.
A megfelelő kiválasztásához tanulmányozza a rendszerdiagramot, és vegye fel a kapcsolatot a szakemberekkel. A hozzávetőleges átmérő önállóan kiszámítható, figyelembe véve a helyiség területét és a hűtőfolyadék sebességét.
Van egy tévhit, hogy a nagy átmérőjű csövek felszerelése a kulcsa a rendszer hatékony működésének. Valójában a hatalmas csövek miatt a rendszerben a nyomás csökken vagy eltűnik. Ennek eredményeként a víz nem tud minden radiátorba bejutni. A kisebb átmérőjű csövek vízáramlási sebessége nagyobb. Az optimális érték 0,2 és 1,5 m/s között van. Ha a fordulatszám túl magas, a hűtőfolyadékban víz forrongása hallható.
A megfelelő átmérő kiválasztásához ki kell számítani a hőteljesítményt. Például egy legfeljebb 3 méter magas mennyezetű helyiségben négyzetméterenként 100 watt energia szükséges. Egy 20 négyzetméteres helyiséghez 2000 watt szükséges. Ha hozzáadja a készlet 20%-át, akkor 2400 wattot kap. A hőteljesítményt az ablakok alá szerelt 1-2 radiátor jelenléte biztosítja. A táblázat szerint ehhez a helyiséghez 8-10 mm átmérőjű csövek alkalmasak. Ezek hozzávetőleges számítások, de segítenek kiszámítani a költségvetést egy ház felújításakor.
A fűtés elrendezése egy fontos szakasz, amelyet közvetlenül a ház építése után hajtanak végre. Érdemes felelősségteljesen hozzáfogni a csövek kiválasztásához, mivel ezek a rendszer fő elemei. Erősnek, tartósnak, hőmérséklet- és nyomásingadozásnak ellenállónak kell lenniük. A termékek kiválasztásakor érdemes sok árnyalatot figyelembe venni. Ez a helyiség területe, függetlenül attól, hogy fűtött-e vagy sem, a kommunikáció módja. A fűtési rendszer megszervezésén nem érdemes spórolni. A kiváló minőségű anyagok akár 100 évig is használhatók, miközben megőrzik a teljesítményt. Megbízható gyártók termékeit kell választania, mivel a gyártási technológia legkisebb megsértése is jelentősen rontja a teljesítményt.
Az acélcsövek előnyei és hátrányai
A fűtési acélcsövek műszaki jellemzői gyártásuk technológiai jellemzőitől függenek. A termékek hegesztettek vagy varratmentesek lehetnek. Az előbbieket fémlemezből varrják össze, míg az utóbbiakat igényes berendezésen alakítják ki.
A fűtési acélcső fő előnyei a következők:
- magas hővezető képesség. Ez a pillanat nagyon fontos a lakóépületek fűtési rendszereinek megszervezéséhez. A fémfelület hőt ad át a helyiség légterének, ezzel részben betölti a fűtőberendezés funkcióját;
- kis hőtágulás. Ez a tulajdonság előre meghatározza, hogy nincs szükség vastag falú termékek használatára;
- nagy gáztömörség. Ennek a jellemzőnek az értéke gyakorlatilag eléri a száz százalékot. Irreális egy teljes értékű zárt fűtőkör létrehozása e feltétel teljesítése nélkül;
- erő. Ennek a tulajdonságnak köszönhetően a nagynyomású vezetékek csak fémcsövek alapján jönnek létre;
- elérhetőség. Az acél viszonylag alacsony költsége fontos szerepet játszik a hőellátás költségvetési lehetőségeinek kialakításában.
Sokféle acélcső létezik, és mindegyiknek megvannak a maga előnyei és hátrányai.
A hiányosságok közül a szakértők kiemelik:
- korrózióra való hajlam. A fém gyengén ellenáll az agresszív környezet és az oxidatív folyamatok hatásainak. A horganyzott acélcsövek azonban 10 ... 15 évvel, azaz gyakorlatilag 2-szer növelhetik élettartamukat;
- nagy tömeg. A csővezeték lefektetéséhez jelentős fizikai erőfeszítésre lesz szükség;
- merevség. A cső hajlítása csak hőhatás hatására lehetséges. Az acélcsövek csatlakoztatására szolgáló vonal kialakításakor göndör elemekre van szükség.
- elektromos vezetőképesség. A fém ezen tulajdonsága különösen fontos az elektromos kazánon alapuló fűtési rendszer kialakításakor.

