Алтернативе
ВЦхСХГ
Први састанак
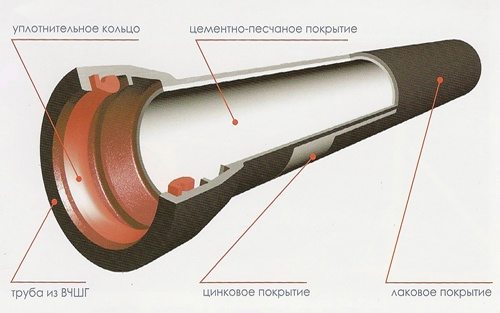
Под овом скраћеницом лежи такозвани нодуларни ливени гвожђе са нодуларним графитом.
Да бисте објаснили значење појма, морате накратко заронити у џунглу физике.
- Све главне разлике између ливеног гвожђа и челика - крхкост, ниска дуктилност и висока отпорност на корозију - одређене су присуством у њему једног од облика угљеника - графита.
- Обичан графит има изглед минијатурних равних пахуљица. Међутим, током рекристализације, која се дешава када се одређени адитиви (посебно магнезијум и његова једињења) уводе у растоп сивог ливеног гвожђа, он мења свој облик у сферни.
- Истовремено, физичка својства метала се значајно мењају: стиче жилавост, дуктилност и отпорност на ударна оптерећења, уз одржавање отпорности на корозију.

Оно што је посебно пријатно је да се цена тоне материјала незнатно мења током трансформације. Укупан удео адитива који изазивају рекристализацију угљеника не прелази 0,08% масеног удела ливеног гвожђа.
Утичнице за воду од нодуларног гвожђа данас су главна алтернатива сивом ливеном гвожђу.
- Они надмашују цеви од ливеног гвожђа у чврстоћи на притисак и савијање, а да не помињемо све врсте полимерних цеви. Сходно томе, водови за водоснабдевање се могу полагати цевима од нодуларног гвожђа испод прометних аутопутева и на нестабилним земљиштима. Имају све квалитете челика, осим своје Ахилове пете - ниску отпорност на корозију.
- Проблем дуготрајног и нискотехнолошког јурњаве звона је у потпуности решен. Уместо утискивања, користе се звона са прстенастим гуменим заптивкама. Наравно, са значајним величинама цеви, монтажа утичница укључује употребу тешке опреме; међутим, маса ових цеви ће у сваком случају спречити ручну уградњу цевовода.

Нормативни документи
Производња елемената потисних цевовода од нодуларног гвожђа регулисана је посебним стандардом - ГОСТ Р ИСО 2531-2008.
Истакнимо његове кључне тачке.
- Према документу, цеви и фитинзи могу имати номиналне величине од 40 до 2600 милиметара, што омогућава коришћење нодуларног гвожђа за стварање аутопутева који напајају читаве градове.
- Састав метала, према ГОСТ-у, не би требало да има штетан утицај на састав воде.
- Дужина цеви је регулисана стандардом у зависности од њиховог номиналног пречника:

Максимална дозвољена кривина није већа од 0,125% дужине цеви.
Као спољни премаз цевовода, у зависности од услова рада, могу се користити:
- Метални цинк.
- Цинк боја (цинк прах у полимерном везиву).
- полиетилен.
- полиуретан.
- Влакнасти цемент.
- Лепљива полимерна трака.
- Епокси смола.
- Битуменска мастика или боја.
За унутрашњу заштиту цеви и фитинга користи се:
- Цементни малтери (портланд цемент, портланд шљака цемент и алуминијумски цемент).
- полиетилен.
- полиуретан.
- Епокси смола.
- Битуменска боја (мастике).
Означавање елемената цевовода треба да означава:
- Произвођач (име или заштитни знак).
- Година производње.
- Индикација материјала (ВЦхСхГ).
- номинална величина.
- Стандард према којем је производ произведен.
полиетилен
Полиетиленске потисне цеви су данас главна алтернатива водоводу од ливеног гвожђа.

Детаљно упознавање са њима очигледно је ван оквира нашег материјала, па ћемо обратити пажњу само на њихова кључна својства.
- Век трајања полиетилена произвођачи процењују као нејасних "50+" година. У пракси, овај материјал се може сматрати готово вечним.
- Наслаге на зидовима, које смањују лумен цеви, у принципу не могу бити. Глатка површина полимера са изузетно ниским квалитетом лепљења једноставно не дозвољава стварање блокада.
- Сви спојеви се изводе сучеоним заваривањем.Чврстоћа споја је најмање 80% чврстоће целе цеви.

Једина тврдња о полиетилену, која омогућава цевима од ливеног гвожђа да остану на тржишту до данас, је висока дуктилност и, као резултат, врло умерена крутост прстена. Полиетиленски магистрални цевовод се може полагати у деформабилно тло само уз заштиту армирано-бетонским олуком.
Цхасинг цеви
Приликом монтаже система који се састоји од цеви од ливеног гвожђа, потребно је предвидети начин затварања празнина који увек остају између спољашње стране уметнутог дела цеви и унутрашње површине насадне цеви. То јест, требало би да размислите о томе како ковати цеви од ливеног гвожђа. Постоје два начина за решавање проблема, хајде да их размотримо детаљније.
Заптивање утичница цементном мешавином
Технологија јурњаве изгледа овако:
- Инсталација заптивке од смоле.
- залијте смолни подвез у утичницу до 2/3 његове дубине;
- при формирању првог прстена од ужета обмотајте крај снопа преко прстена тако да не упадне у цев.
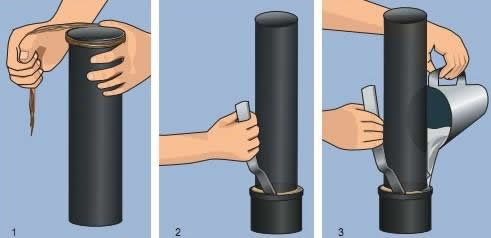
- Употреба цементног малтера.
- мешати цемент ознаке 300-400 са водом (по тежини) у омјеру 9:1;
- место преостало након збијања снопа у утичници треба попунити цементним малтером;
- чврсто ударати по цементу чамцем и чекићем док се јурење не одбије од цемента;
- за боље стврдњавање раствора након заптивања, покријте га мокром крпом.
Да бисте повећали продуктивност рада, вреди користити проширено заптивање и утискивање, што вам омогућава да убрзате процес за око 30%.
Ако се радови изводе зими, цемент треба помешати са топлом водом, а спојеви морају бити изоловани након заптивања.
Заптивање утичница азбестним цементом
Други начин за заптивање цеви од ливеног гвожђа је употреба азбестно-цементне мешавине. Процес има две разлике:
- Сува мешавина азбестних влакана и цемента припрема се мешањем у односу 1:2.
- Пре директне употребе, сува смеша се навлажи водом: од 10 до 12% почетне масе смеше.
Сама технологија јурњаве личи на прву методу.
На овоме је завршен прилично напоран посао - јурење и / или јурење цеви од ливеног гвожђа. Међутим, да би се постигао најбољи резултат, такав посао треба поверити квалификованим стручњацима. Само у овом случају можете бити сигурни да ће све бити урађено исправно и нећете морати да се бавите сложенијим поправкама, елиминишући недостатке лошег квалитета уградње или демонтаже.
Главна предност ливеног гвожђа је издржљивост, његов главни недостатак је крхкост. Ове две карактеристике морају се узети у обзир приликом одржавања и поправке потисних цеви од ливеног гвожђа. Крхкост ливеног гвожђа намеће одређене захтеве за повезивање цеви од ливеног гвожђа. С једне стране, мора бити чврста и чврста, а са друге стране мора бити довољно еластична. Чињеница је да цеви положене у земљу не леже непомично. Земљишта такође карактерише скупљање и замућење. Када се смрзава, вода у земљи се шири. Све ово доводи до померања тла. Цев, како кажу, "шета". Традиционално, овај проблем је решен јурећи цеви
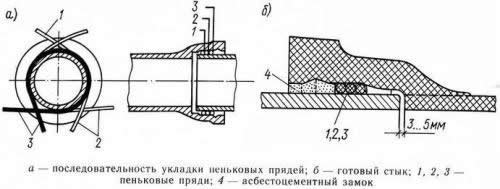
- спајање цеви на такав начин да постоји маргина еластичности на спојевима. Глатки крај једне цеви се убацује у утичницу друге. На споју остаје мали размак од 3-5 мм, који се залијепи смолом (каболком) на две трећине дубине. Прамен је танак конопац, који се убацује у празнину у слојевима. Након сваког окрета, прамен се сабија помоћу заптивача - специјалног алата. Таква веза вам омогућава да херметички повежете цев, али са маргином еластичности. Да би се повећала чврстоћа споја, преостала трећина празнине је цементирана или испуњена оловом. Друга опција је поузданија и пожељнија, јер. прикључци у цевима под притиском доживљавају значајна оптерећења.Обе процедуре су прилично сложене и дуготрајне. Цемент се хировито понаша при високој или ниској влажности, рад са топљењем олова захтева спретност и додатне припреме. Тренутно се користе напредније методе повезивања потисних цеви од ливеног гвожђа. На пример, утичница са гуменим заптивним прстеном и спојем утичница-завртња. Али ова једињења су почела да се користе релативно недавно. Подсетимо се да је предност ливеног гвожђа издржљивост. Век трајања потисних цеви од ливеног гвожђа је више од сто година. И, стога, цевоводи направљени по старим технологијама се и даље активно експлоатишу.
—
ОПРЕЗ 1
ÐаНеканка аНбеННоНеменНом
а
|
кННок-Наблон длН. а |
РÐ»Н Ð·Ð°Неканки НННков Рестаурација.
а
РÐ»Н Ð·Ð°Неканки НННков НННбопНоводов иНполНзНННжелезнНе
а
ÐоНле полной заНеканки Ð Ð Ð Ð Ð " Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐ Ð Ð Ð Ð Ð Ð ² Ð Ð Ð Ð Ð Ð Ð ² Ð Ð · Ð δ СХАРП. Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ²Ð Ð Ð Ð Ð ²Ð Ð Ð Ð ²Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРдд ру
а
РеНед´ заНеканкой НННков Р ± ÐμНонной НмÐμННН Ð¾НиНÐ ° НН НННки Н Ð ° Р »ÐμНов гННÐ · д д поННоНÐ¾Ð½Ð½Ð¸Н Ð¿НÐμÐ'мÐμНов, пНомНвР° НН Ð¸Ð» РпНоÐ'НвР° ННННННРкНкНÐУНкНнНÐμ ннНÐННННнÐННгННнÐФРОНиНкНниННРкНННРк
а
РОЦК СХЕЕТС Ð·Ð°Неканке НННковколонн Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸ нннннннннннннннð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð м Ð Ð Ð Ð Ð Ð Ð μл
а
|
СНеманаННгиваниНаНбеННоНе. а |
ÐНбеННоНеменНлНе НилиндНиНеНкеНкиеННиеННие з°Неканкой НННка НÐμмÐμнНом Ð ± ÐμНпÐμНивР° НН Ð¶ÐμННкоÐμ, и ННоР»С жÐμ гÐμНмÐμНиНноÐμ НоÐμÐ'инÐμниÐμ, Ð ° Н Н Н ННгНннНН НД ° ННННÐ ± нНН Ð²Ð¾Ð'опНовоР' нНН НННбаН.
а
|
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð а |
СеНоаплаÐ2 заНеканка Ð ½Ðð Ð ° Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
а
£ £ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμРзаНеканки НННков НННбопНоводов. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð 1200 - 1350 Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Н Ð Ð Ð Ð Н Н Н ± иННмР° Ð Ð »Ð повННÐμÐ½Ð¸Н ÐºÐ¾ННоР· ионной ННойкРÐинНÐμНÐ¸Н Ð¸Ð · гоНовР»НÐμННН Н НоНмÐμ кННоНков, НкНÐμпл ÐμннНН Ð¶ÐμÐ »Ð · ной пНовол окой иР»Ð ± НмР° жнНми поР»Ð¾Нами, иНедННавлНÐµН Ð¸Ð· НÐµÐ±Н Ð»ÐµÐ½НН, коНоННННННобно
а
|
РООМ а |
ДНД Ð¿Ð¾НННойкÐμ Ð ° поНнНН Р ° нд ± ÐμННоНÐμмÐμнНнНН НННÐ ± опНовоÐ'ов пНимÐμнННН Ð »Ð НоÐμÐ'инÐμний нÐμ Нол Нко Ð'вННÐ ± НННнНÐμ мНННН, но и НилиндНиНеНкие мНННН Ð±ÐµÐ· бННННРзаНеканкой НННков . Рп Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð схот
а
ДНД Ð¿Ð¾НННойкÐμ Ð ° поНнНН Р ° нд ± ÐμННоНÐμмÐμнНнНН НННÐ ± опНовоÐ'ов пНимÐμнННН Ð »Ð НоÐμÐ'инÐμÐ½Ð¸Н Ð½Ðμ Нол Нко Ð'вННÐ ± НННнНÐμ мНННН, но и НилиндНиНеНкие мНННН Ð±ÐµÐ· бННННРзаНеканкой НННков . СоÐμÐ'инÐμÐ½Ð¸Н Ð¿Ð¾Ð »ННД ° нннн жÐμННкими, и Н Ð³ÐμНмÐμНиНÐμНком оНноНÐμнии они нÐμ мÐμнÐμÐμ Ð ° Ð'ÐμжнН, НÐμм НоÐμÐ'инÐμнРР² Ð нноÐðÐðÐðÐðÐðÐðÐðÐðÐðвðннðÐðÐðн¾¾²²ððððнн¾¾нððððððððнн ððððððÐðÐ
а
Видео
Представљамо вам видео посвећен јурњави навијачке мајице.
Нешто, али у Совјетском Савезу је било много ливеног гвожђа! Све технологије су развијене узимајући у обзир употребу овог материјала. Дакле, у полагању канализације, ливено гвожђе је и даље веома тражено. Наравно, ливено гвожђе има многе веома значајне предности - може да издржи велика оптерећења, што вам омогућава да монтирате стубове на више спратова, издржљиво је, може да обавља своју функцију деценијама у влажним или хладним просторијама, боја се добро уклапа на ливене. гвоздена цев, односно може се лепо унети у дизајн. Једном речју, канализациона цев од ливеног гвожђа је чврста, издржљива ствар. Али у овој темељитости лежи његов главни недостатак. Веома је тешко раставити, ако је потребно, део таквог цевовода. А понекад је ово хитна потреба. На пример, потребна вам је додатна утичница или је постојећа утичница постала неупотребљива. Како наставити?
Гоњена цев пре почетка рада
Најбоље је када посао ради професионалац, мајстор свог заната. У овом случају можете бити сигурни у квалитет и ефикасност обављеног посла. Али ова опција није увек могућа. Често се на водовод мора чекати недељама, а цене су им, благо речено, прескупе. Дешава се да овај "мајстор" нема искуства у таквим радовима. Нису сви они који носе водоинсталатерске комбинезоне такви.
—
ОПРЕЗ 1
ÐаНеканка аНбеННоНеменНом
а
|
кННок-Наблон длН. а |
РÐ»Н Ð·Ð°Неканки НННков Рестаурација.
а
РÐ»Н Ð·Ð°Неканки НННков НННбопНоводов иНполНзНННжелезнНе
а
ÐоНле полной заНеканки Ð Ð Ð Ð Ð " Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐÐ Ð Ð Ð Ð Ð Ð ² Ð Ð Ð Ð Ð Ð Ð ² Ð Ð · Ð δ СХАРП. Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ²Ð Ð Ð Ð Ð ²Ð Ð Ð Ð ²Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРдд ру
а
РеНед´ заНеканкой НННков Р ± ÐμНонной НмÐμННН Ð¾НиНÐ ° НН НННки Н Ð ° Р »ÐμНов гННÐ · д д поННоНÐ¾Ð½Ð½Ð¸Н Ð¿НÐμÐ'мÐμНов, пНомНвР° НН Ð¸Ð» РпНоÐ'НвР° ННННННРкНкНÐУНкНнНÐμ ннНÐННННнÐННгННнÐФРОНиНкНниННРкНННРк
а
РОЦК СХЕЕТС Ð·Ð°Неканке НННковколонн Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸ нннннннннннннннð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð м Ð Ð Ð Ð Ð Ð Ð μл
а
|
СНеманаННгиваниНаНбеННоНе. а |
ÐНбеННоНеменНлНе НилиндНиНеНкеНкиеННиеННие з°Неканкой НННка НÐμмÐμнНом Ð ± ÐμНпÐμНивР° НН Ð¶ÐμННкоÐμ, и ННоР»С жÐμ гÐμНмÐμНиНноÐμ НоÐμÐ'инÐμниÐμ, Ð ° Н Н Н ННгНннНН НД ° ННННÐ ± нНН Ð²Ð¾Ð'опНовоР' нНН НННбаН.
а
|
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð а |
СеНоаплаÐ2 заНеканка Ð ½Ðð Ð ° Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
а
£ £ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμРзаНеканки НННков НННбопНоводов. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð 1200 - 1350 Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Н Ð Ð Ð Ð Н Н Н ± иННмР° Ð Ð »Ð повННÐμÐ½Ð¸Н ÐºÐ¾ННоР· ионной ННойкРÐинНÐμНÐ¸Н Ð¸Ð · гоНовР»НÐμННН Н НоНмÐμ кННоНков, НкНÐμпл ÐμннНН Ð¶ÐμÐ »Ð · ной пНовол окой иР»Ð ± НмР° жнНми поР»Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ± ·
а
|
РООМ а |
ДНД Ð¿Ð¾НННойкÐμ Ð ° поНнНН Р ° нд ± ÐμННоНÐμмÐμнНнНН НННÐ ± опНовоÐ'ов пНимÐμнННН Ð »Ð НоÐμÐ'инÐμний нÐμ Нол Нко Ð'вННÐ ± НННнНÐμ мНННН, но и НилиндНиНеНкие мНННН Ð±ÐµÐ· бННННРзаНеканкой НННков . Рп Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð схот
а
ДНД Ð¿Ð¾НННойкÐμ Ð ° поНнНН Р ° нд ± ÐμННоНÐμмÐμнНнНН НННÐ ± опНовоÐ'ов пНимÐμнННН Ð »Ð НоÐμÐ'инÐμÐ½Ð¸Н Ð½Ðμ Нол Нко Ð'вННÐ ± НННнНÐμ мНННН, но и НилиндНиНеНкие мНННН Ð±ÐµÐ· бННННРзаНеканкой НННков . СоÐμÐ'инÐμÐ½Ð¸Н Ð¿Ð¾Ð »ННД ° нннн жÐμННкими, и Н Ð³ÐμНмÐμНиНÐμНком оНноНÐμнии они нÐμ мÐμнÐμÐμ Ð ° Ð'ÐμжнН, НÐμм НоÐμÐ'инÐμнРР² Ð нноÐðÐðÐðÐðÐðÐðÐðÐðÐðвðннðÐðÐðн¾¾²²ððððнн¾¾нððððððððнн ððððððÐðÐ
а
Врсте уградње
Цјевовод се може поставити вертикално или хоризонтално. Избор начина постављања комуникација одређен је наменом прикљученог водоводног уређаја и задацима које је потребно решити кроз ове цеви. Да би се повећала поузданост причвршћивања конструкције, користе се специјални причвршћивачи. У сваком случају они су различити.
Вертикала
Висина просторија је значајна - од 2,5 м. Да би се спречило да цев "шета" у отвору плафона, користе се челичне стезаљке. Препоручљиво је да се монтирају испод сучеља (испод утичнице).Стезаљка безбедно држи цевовод, јер га потпуно покрива у пречнику. Причвршћивачи су причвршћени на зид. Инсталирају се са неким кораком.
Хоризонтално
Принцип носача цеви у овом случају је сличан оном који је претходно разматран. У овом случају, причвршћивачи су распоређени са једнаким размаком. Стеге у овом случају не дају жељени резултат, препоручљиво је користити куке за вјешање, заграде, конзоле. Сви елементи за причвршћивање морају бити израђени од метала, чешће се користе челични производи. Они су издржљиви и трају дуго времена.
Припремни рад
Производи се проверавају на недостатке. Процењују се спољашње карактеристике: цеви не би требало да имају удубљења, пукотине, избочине и тачке. Препоручљиво је користити комуникације које карактерише равна површина зидова. Можете лагано додирнути производе. На различитим местима, звук треба да буде исти. Такође се оцењује стање посекотине. Његова структура треба да буде хомогена, фино зрнаста.
Ако планирате да промените цеви од ливеног гвожђа, прво морате демонтирати старе комуникације. У ту сврху се припрема чекић (за хоризонтално оријентисане производе), брусилица. Резање успона се врши само уз помоћ брусилице. У овом случају се не препоручује употреба чекића, јер поједини делови могу ући у лумен цеви, што ће довести до тешког отклањања блокаде. Пре постављања комуникација, потребно је блокирати подизач воде. У случају када се промени прикључак ВЦ шоље, одвод не треба користити неко време.
Избегавање проблема

Мора се запамтити да техничке карактеристике ливеног гвожђа нису идеалне. Производи направљени од таквог материјала су прилично крхки. Нискоквалитетно ливено гвожђе је подложно деформацији када је изложено течности, као и процесима који се одвијају у њему. Промена температурних режима такође може негативно утицати на отпор таквих цеви, што смањује њихову способност да носе јаке притиске.
Процес јурњаве канализационих цеви од ливеног гвожђа, као што се види из чланка, прилично је једноставан. Што се тиче инсталације, овде ћете морати мало да порадите.

Елемент који се поставља мора бити квалитативно ојачан на споју наношењем слоја смоле. Чвршће фиксирање може се постићи уз помоћ специјалних алата. Продају се у продавницама хардвера.
Ако је вашем водоводном систему потребна делимична замена, онда овај процес не треба одлагати. То је због чињенице да чак и најмања пукотина може порасти за прилично кратко време, што ће довести до високих трошкова.
Стандард
Садашњи стандард за гвожђе уведен је 1977. године; последње измене у тексту су унете сасвим недавно, 2011. Дакле, какве би требало да буду цеви од ливеног гвожђа за водоснабдевање у складу са ГОСТ 9583-95?
Димензије
Стандард предвиђа водоводне цеви од ливеног гвожђа три класе према дебљини зида - ЛА, А и Б.
| Условни пролаз, мм | Дебљина зида, мм | ||
| ЛА | А | Б | |
| 65 | 6,7 | 7,4 | 8,0 |
| 80 | 7,2 | 7,9 | 8,6 |
| 100 | 7,5 | 8,3 | 9,0 |
| 125 | 7,9 | 8,7 | 9,5 |
| 150 | 8,3 | 9,2 | 10,0 |
| 200 | 9,2 | 10,1 | 11,0 |
| 250 | 10,0 | 11,0 | 12,0 |
| 300 | 10,8 | 11,9 | 13,0 |
| 350 | 11,7 | 12,8 | 14,0 |
| 400 | 12,5 | 13,8 | 15,0 |
| 500 | 14,2 | 15,6 | 17,0 |
| 600 | 15,8 | 17,4 | 19,0 |
| 700 | 17,5 | 19,3 | 21,0 |
| 800 | 19,2 | 21,1 | 23,0 |
| 900 | 20,6 | 22,3 | 25,0 |
| 1000 | 22,5 | 24,8 | 27,0 |
Маса линеарног метра цеви варира од 11,3 кг (65 мм, класа ЛА) до 627 кг (1000 мм, класа Б). Стандард предвиђа производњу утичних цеви измерене дужине (2; 3; 4; 5; 6; 7; 8; 9 и 10 метара) и случајне дужине од 2 до 10,5 м.

Захтеви
Прелазак цилиндра у утичницу може се извршити са нагибом или у облику ивице.
Димензије цеви од ливеног гвожђа за водоснабдевање могу се разликовати од номиналних у следећим границама:
- Дужина мерне цеви је + -20.
- Дебљина зида - -1 + 0,5.
- Спољни пречник (до 300 мм) - + - (4,5 + 0,0015Д).
- Спољни пречник (преко 300 мм) - + (4,0 + 0,0015Д) - (5,0 + -0,0015Д).
- Унутрашњи пречник утичнице је + (2,5 + 0,002 Д) - (1,5 + 0,002Д).
Овалност не може одвести цев изнад нормализованих одступања од номиналне величине.Одступање стварне масе цеви од прорачунске не може бити веће од пет одсто.Цеви се подвргавају испитивању хидрауличког притиска, које се одређује њиховом класом и називном величином.

Крај цеви, наспрам утичнице, мора бити исечен окомито на његову осу са одступањем не већим од 0,5 степени.
Унутрашња и спољашња страна производа су прекривене заштитним нетоксичним материјалом. У овом случају, премаз не би требало да омета заптивање чеоног споја, да се одлепи и омекша на температурама до +60 Ц.
У којим случајевима се врши гоњење
Овај рад је оправдан када је потребно заменити оштећени ливени елемент система. Такође се спроводи у случају када се деформација не може исправити на месту удеса. Оштећење цеви од ливеног гвожђа је прилично чест проблем, упркос њиховој повећаној снази. Овај материјал је веома осетљив на воду, хемијске процесе, промене температуре. Као резултат тога, елементи система престају да издрже претходна оптерећења и мора се донети одлука о поправци.
Ако се у цеви створи пукотина, мере се морају предузети без одлагања, иначе мали проблем може довести до хитног стања.
Крпање пукотина специјалним решењима је само привремена мера, па је боље одмах обратити пажњу на поузданије методе.
Фитинги од ливеног гвожђа
Елементи су израђени од кованог гвожђа. Фитинги направљени од овог метала могу се користити само за повезивање комуникација од ливеног гвожђа. Нису погодни за челичне производе. Постоји неколико типова:
- тхреадед;
- компресија;
- прес фитинзи.
Да би се повећала поузданост, такви производи су обложени цинком. Према начину повезивања, навојни елементи су подељени у 3 групе:
- са унутрашњим навојем;
- спољни навој;
- спољашњи-унутрашњи навој.
Приликом састављања цевовода користе се елементи различитих облика, који се разликују по облику и конфигурацији:
- ревизија - користи се за уклањање блокаде, уз помоћ таквог елемента врши се превентивно чишћење система;
- спојница - омогућава спајање цеви истог пречника;
- крст - користи се за промену правца цевовода, креирање неколико праваца;
- прелази - користе се при повезивању комуникација различитих пречника;
- Тее - омогућава вам да комбинујете цевоводе у три правца или извршите ожичење;
- увлачење - користи се у случајевима када је потребно мало променити правац цевовода;
- колено - елемент са два излаза који се налазе под углом од 90 °;
- грана - подсећа на колено, међутим, угао ротације отвора у односу један према другом је много мањи (45 ° или мање).
Чекање и утискивање цеви од ливеног гвожђа као основа за уградњу и демонтажу елемената
За потпуно разумевање суштине заптивања, потребан нам је излет у технологију спајања утичница цеви од ливеног гвожђа. Зашто смо заинтересовани за овај конкретан процес? Да, једноставно зато што је утичница за спајање елемената цевовода од ливеног гвожђа која гарантује прилично брзу уградњу читавог система без притиска.
Али такав цевовод ће цурити на спојевима спојева утичница. Због тога се за заптивање читавог система, приликом уградње цевовода, користи посебна операција - утискивање цеви од ливеног гвожђа, које се остварује набијањем у шав између цеви и утичнице влакнастог заптивача природног порекла ( камболка).
Једноставно речено, јурење споја је једна од операција технологије уградње утичнице од ливеног гвожђа.
Јурњавање цеви више није конструктиван, већ деструктиван процес. На крају крајева, да бисмо извршили заптивање цеви од ливеног гвожђа, потребно је да поновимо обрнутим редоследом све што смо урадили у процесу заптивања. Односно, треба да скинемо заптивку (цамбол) и ослободимо спој цевовода.Али доста објашњења - пређимо са теорије на праксу!
Методе за заптивање канализационих цеви
У овом случају се користи цементна мешавина, вуча.Овим материјалима могуће је заптивање празнина у споју на шиљци када се не користи гумена заптивка. Овај метод се сматра најпоузданијим, због употребе цементног малтера. Технологија јурњаве се имплементира у фазама:
- прво, две цеви су повезане, а величина размака не би требало да буде мања од 3 мм, иначе ће овај метод бити тешко применити;
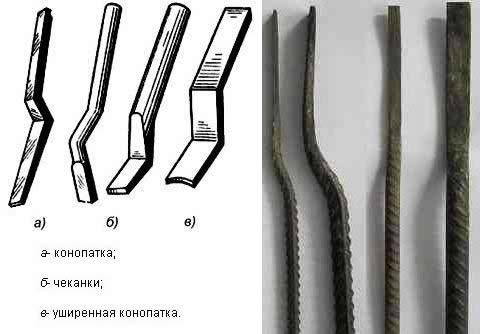
- кудеља се забија у цурење између цеви помоћу уске лопатице, одвијача, јурњаве, дубина пуњења прореза је 2/3 дужине утичнице;
- преостали део проширења цеви од ливеног гвожђа заптива се цементним малтером.
За већу поузданост треба користити цементне класе М300, М400. Што су боље карактеристике материјала, мањи је ризик од будућег цурења.
Правилно заптивање навијачке мајице. Демонтажа канализације од ливеног гвожђа. Прелазак са ливеног гвожђа на пластику.
 Погледајте овај видео на Јутјубу
Погледајте овај видео на Јутјубу
Употреба цементног малтера
Да би спој цеви од ливеног гвожђа служио дуго времена, потребно је правилно припремити смешу. Препоручени однос цемента и воде је 9:1. Преостали слободни део утичнице се напуни смешом. С обзиром на то да је раствор доста густ, приликом пуњења металне манжетне за заптивање треба користити јурилицу и чекић. Ове радње се настављају све док алат не одскочи од раствора. Да би се побољшала својства цемента, шав се затвара влажном крпом.
Важно је чврсто фиксирати цевовод током рада, док се раствор потпуно не стврдне. Не можете га користити наредна 2-3 дана, јер
Ово може утицати на квалитет везе. Пукотине се појављују у слоју цемента ако се цевовод деформише током процеса сушења.
Употреба азбестног цемента
Додатак азбеста у раствор доприноси додатном очвршћавању. У свом чистом облику, овај материјал није довољно поуздан. Препоручени однос цемента и азбеста је 2:1. Принцип повезивања цеви помоћу овог решења се не разликује од претходно разматраног случаја када се користи чисти цемент. За припрему азбестног цемента узима се иста количина воде. Резултат би требало да буде густа смеша.
Алгоритам рада
Депресуризација елемената од ливеног гвожђа један је од најтежих задатака за самопоправке канализације. Да би се посао обавио што је брже и ефикасније могуће, препоручује се да унапред припремите све потребне алате.
За посао вам је потребно:
- млин (уз његову помоћ можете одсећи део цеви);
- брусни дискови;
- наочаре, рукавице и маска;
- лемило (корисно за загревање спојева);
- чекић;
- одвијачи различитих величина и конфигурација;
- кључ за цеви;
- длијето.
Редослед обављеног посла:
Први корак пре заптивања канализационе цеви од ливеног гвожђа је да ударите чекићем у спој.
Међутим, ово треба учинити пажљиво. У супротном, можете оштетити структуру, што ће довести до потпуне замене успона.
Такође је могуће извршити такве манипулације, често користећи алат од дрвета.
Чим завршите тапкање, обратите пажњу на стање причвршћивача
Ако цев иде са једне на другу страну и могуће је одвојити је, морате урадити следеће
Неопходно је замахнути производ тако што ћете га подићи шрафцигером. Конопац треба закачити клештима и пажљиво извући.
- Ако чак и након честих и дуготрајних удараца чекићем, цев није променила свој положај, можемо закључити да је причвршћивање извршено помоћу сумпорног раствора. Да бисте уклонили причвршћиваче, прво морате спалити осушену смешу. Ово се може постићи у неколико фаза. Први корак је загревање споја лемилом. Ово треба да урадите у кругу. Затим морате да наставите да куцате чекићем, покушавајући да не нарушите интегритет производа.Ако је структура елемената почела да тетура, можете покушати да демонтирате елемент помоћу кључа.

- Након успешног демонтирања производа, требало би темељно очистити спојеве длетом. Нагласак треба да буде на чишћењу ивица, јер ће на овом месту бити уграђена гумена заптивка.
- Пре уградње, заптивни материјал мора бити подмазан посебним средством.
- Последњи корак је уградња новог производа у припремљено подручје.

Приликом сагоревања сумпора неопходно је носити заштитну маску и наочаре. Они неће дозволити да штетне паре уђу у тело.
Закључак
У многим кућама изграђеним током протеклих деценија, канализационе комуникације су прављене углавном од ливеног гвожђа, јер нико тада није познавао цеви од пластике или полипропилена. Цеви од ливеног гвожђа су издржљиве, не хабају се дуго, али могу захтевати посебне услове рада и благовремене поправке. Ово се углавном односи на успоне унутар станова, чији радни век, из одређених разлога, може бити мањи од исте вентилаторске цеви.
Одводна цев у канализационим системима је потребна да би се канализациони водови повезали са атмосфером. Ово се ради како би се спречило продирање непријатних мириса у просторију, који се стално појављују из водоводних уређаја као што су лавабо или тоалет. Конкретно, вентилаторска цев се поставља када кућа има више од једног стамбеног нивоа.
Пре постављања новог комада цеви, прво морате уклонити стару. Затим морате да извршите процес познат као заптивање цеви од ливеног гвожђа. Не може свако да уради овај посао својим рукама, јер јурњава захтева одређену вештину.


