Избор технике монтаже
У пракси се најчешће користе две опције за уградњу система бакарних цеви. Пре почетка рада, свако одлучује за себе који ће цевовод бити: одвојиви или једноделни.
Постоје следеће методе повезивања:
- заваривање помоћу електричне машине,
- притиском на,
- помоћу гасног горионика или електричног лемилице.
Све методе су дозвољене за одабир у производњи, без обзира на врсту цевовода. Главна ствар је одлучити да ли ће се окови додатно користити или не. Ако систем мора да буде лаган и приступачан у смислу поправке или додавања додатних елемената, препоручљиво је да се цевовод учини одвојивим. Фитинг се може изабрати:
- компресија,
- навој,
- са аутоматским закључавањем.
За самокреирање, ово је најбоља опција, нема потребе за лемљењем. Није неопходно имати велико искуство или знање да бисте сами направили склопиви систем код куће. Повремено ћете морати да затегнете матице да бисте избегли цурење. Стално подешавање притиска доводи до смањења чврстоће причвршћивача.

Три главне методе повезивања
Пре спајања комада бакарних цеви, они морају бити исечени у складу са дијаграмом ожичења и припремљени. Биће вам потребан резач цеви или ножна тестера, савијач цеви и турпија. А за чишћење крајева, фино зрнасти брусни папир неће повредити.
Само са дијаграмом будућег система цевовода у руци, можете израчунати потребну количину потрошног материјала. Неопходно је унапред одлучити где и ког пречника ће цеви бити монтиране. Такође је неопходно јасно разумети колико је спојних елемената потребно за ово.
Опција #1: Заваривање бакарних цеви
Аутоматско или ручно заваривање бакарних цеви захтева електроде и гас за стварање заштитне атмосфере (азот, аргон или хелијум). Такође ће вам требати ДЦ машина за заваривање и, у неким случајевима, бакља. Електрода може бити графит, волфрам, бакар или угљеник.
Главни недостатак ове технологије уградње су значајне разлике у карактеристикама резултујућег метала шавова и цеви. Разликују се по хемијском саставу, унутрашњој структури, електричној и топлотној проводљивости. Ако се заваривање не изведе правилно, спој се може чак и распршити.
Због легирања бакра као резултат деловања деоксидатора присутног у електроди, завар се у много чему разликује од основног метала који се завари.
Заваривање бакарних цеви може правилно повезати само квалификовани мајстор. Ово захтева одређена знања и вештине.
Ова опција инсталације има пуно технолошких нијанси. Ако планирате да све урадите сами, али нема искуства са апаратом за заваривање, онда је боље користити другачији начин повезивања.
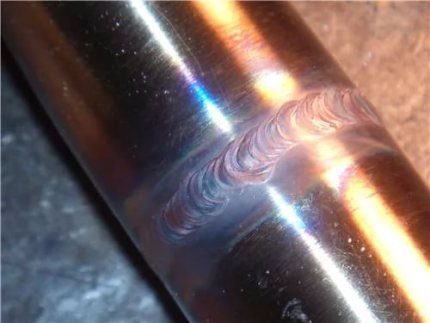
Опција #2: капиларно лемљење
У домаћим условима, бакарне цеви се ретко спајају водоводним заваривањем. Ово је превише сложено, захтева специјализоване вештине и одузима време. Лакше је користити метод капиларног лемљења помоћу гасног горионика или пламеника.
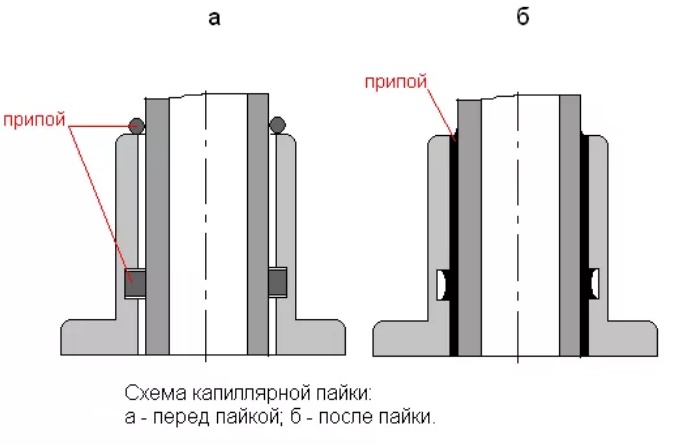
Технологија лемљења бакарних цеви лемом заснива се на капиларном порасту (цурењу) потоњег након топљења дуж размака између две пресоване металне равни.
Лемљење бакарних цеви се дешава:
- нискотемпературни - користе се меки лемови и пламеник;
- високотемпературне - користе се ватросталне легуре и пропан или ацетиленска бакља.
Ове методе лемљења бакарних цеви немају велику разлику у крајњем резултату. Веза је у оба случаја поуздана и затезна.Шав са високотемпературном методом је нешто јачи. Међутим, због високе температуре гасног млаза из горионика повећава се ризик од сагоревања метала зида цеви.
Користе се лемови на бази калаја или олова са додатком бизмута, селена, бакра и сребра. Међутим, ако су цеви лемљене за систем за снабдевање пијаћом водом, онда је боље одбити оловну верзију због њене токсичности.
Галерија слика
За спровођење нискотемпературног заваривања није потребно имати посебну опрему и посебне вештине извођача. Можете то учинити сами
Комуникације из бакарних цеви и фитинга
Висококвалитетне бакарне цеви и фитинге, чије су техничке и оперативне карактеристике у складу са међународним стандардима ИСО 9002, БС2 и ДИН, сада производе и стране и домаће компаније. Такве цеви, као и спојни елементи за њих, успешно подносе високи притисак медија који се кроз њих транспортује, високе и ниске температуре, као и механичка оптерећења којима могу бити изложене током рада, транспорта и складиштења.
За разлику од полимерних цеви популарних у наше време, производи од бакарних цеви не пропадају од излагања сунчевој светлости, не плаше се корозије, што је права пошаст за производе од црних метала. У погледу радног века по коме се бакарне цеви и фитинги разликују, ниједан сличан производ од другог материјала не може се поредити са њима. Важно је напоменути да су бакарни производи практично вечни, животни век комуникација од њих је најмање 100 година.

Систем грејања и водоснабдевања из бакарних цеви у приватној кући
Производи од цеви, као и бакарни спојеви, користе се за уређење инжењерских мрежа за различите намене:
- системи грејања;
- клима уређај;
- снабдевање хладном и топлом водом;
- гасне комуникације.
Они потрошачи који одлуче да користе производе од бакарних цеви и бакарне арматуре углавном их користе за опремање поузданих и издржљивих водоводних мрежа. Фитинги направљени од бакра су компактнији и изгледају много чистији од оних од црних метала. Ово се објашњава чињеницом да при пројектовању и производњи бакарних фитинга нема потребе да се њихови зидови дебљају, узимајући у обзир њихову даљу корозију, јер они једноставно нису подложни томе.

Уградња бакарних цеви у систем грејања уради сам
Постоји неколико разлога који објашњавају велику популарност бакарних цеви и фитинга за њих:
- бакар, као што знате, има антисептичка својства, па се патогени не развијају у водоводним цевима направљеним од овог метала, а квалитет воде која се транспортује кроз њих чак се побољшава;
- постављање цевовода за које се користе цеви и фитинзи од бакра много је лакше од комуникација из црних цеви;
- због високе пластичности бакра, цеви од овог метала, када се вода замрзне у њима, не пуцају, већ се једноставно деформишу; да бисте уништили бакарну цев, потребно је применити унутрашњи притисак од 200 атм на њу, а такви притисци једноставно не постоје у кућним комуникацијама.
Лемљење бакарних цеви
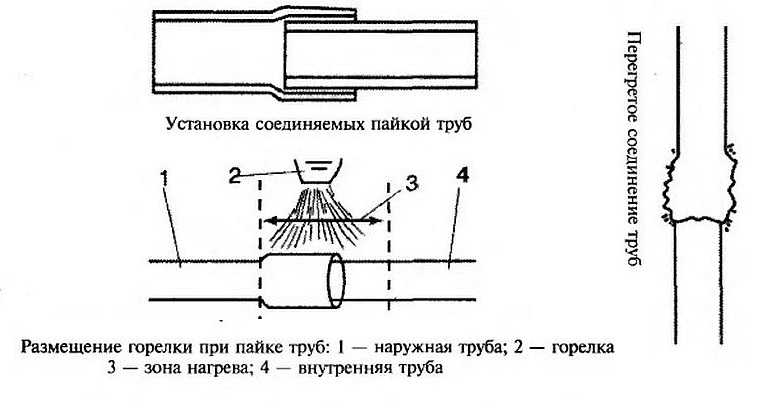
Лемљење се врши због пријањања између растопљених бакарно-фосфорних или сребрних лемова и загрејаних цеви које се спајају. Лем се дистрибуира на споју под дејством капиларних сила, "квашећи" основни метал. Да би се побољшао квалитет лемљења и повећао коефицијент адхезије, користе се специјални токови, а површине за лемљење се претходно чисте. Приликом лемљења потребно је равномерно загрејати делове који се спајају на потребну температуру.
Због тога је код лемљења важан тип пламена горионика, што указује на равнотежу мешавине гаса.Смањење пламена горионика указује на вишак горива у смеши који премашује садржај кисеоника. Презасићена мешавина гаса, због вишка кисеоника, формира пламен који оксидира површину метала. Знак ове појаве је црни премаз на металу. Уравнотежена мешавина гаса, када се сагоре, формира пламен који загрева метал без икаквог другог ефекта.
Када радите на лемљењу бакарних цеви, такође имајте на уму да:
- Примена флукса промовише пријањање лема на метал.
- Место лемљења је претходно сервисирано.
- За квалитетно лемљење потребно је неопходно загревање залемљених делова.
- За лемљење бакарних цеви потребно је чишћење споја.
Алати за лемљење бакра
За лемљење бакра користе се специјалне лемилице и гасни горионици.
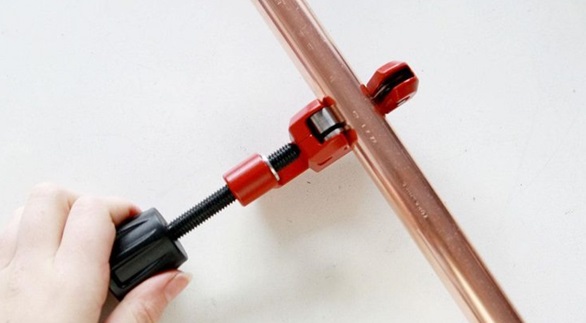
Приликом рада са бакарним цевима, поред лемљења и пресовања, потребно их је сећи, савијати, проширивати и перлати. Савијање цеви да би се избегло набирање и спљоштење врши се помоћу савијача цеви са полугом. Штавише, за цеви пречника до 15 мм, радијус савијања мора бити најмање 3,5 пречника. За цеви великих пречника, радијус савијања мора бити најмање 4 пречника. Цеви можете сећи и ножном тестером, али најбоље је резачем цеви, што вам омогућава да то урадите тачно на ознаци и без изобличења. Након сваког обртаја потребно је затегнути ваљак за сечење затезањем завртња за подешавање. Неравнине које се појављују током процеса сечења морају бити уклоњене.
Да би се обезбедило уметање цеви у цев, користе се специјална експандерска клешта и трнови.
Врсте окова
Сви спојни елементи су подељени у неколико типова према функцијама:
- Право - за директно повезивање две цеви истог пречника. Такве арматуре се називају спојнице, тело је обично у облику цилиндра.
- Прелазни - за директно повезивање две цеви различитих пречника. Адаптери, или редуктори, имају сложен облик: два кратка цилиндра различитих величина повезана су скраћеним конусом.
- Угаони, или ротациони, - за повезивање идентичних цеви под углом. Такви окови се називају кривинама или угловима, угао савијања тела је од 15 до 90 степени.
- Гранање - да се комбинују два или више токова или да се један ток подели на неколико. Тела Т имају три гранасте цеви, чији пречници могу варирати. Кућишта попречног тела се састоје од четири или више млазница повезаних под правим углом.
- Заптивање - за преклапање слободних огранака. Ови обликовани елементи, названи чепови, су поклопац или чеп.
Многи, по мом мишљењу, погрешно верују да су бакарне цеви за инсталацију водовода или грејања куће прилично скупе, а неки да је век бакра за ове намене ствар прошлости
У овом уносу покушаћемо да вам докажемо да то није тако, управо зато што је бакар прилично згодан материјал за монтажу било које конструкције, а ако узмемо у обзир његову издржљивост, онда је у многим случајевима неопходан и управо она кога ће ревносни власник изабрати за свој дом
Ако упоредимо бакар са другим материјалима од којих су направљене водоводне и друге комуникационе цеви (на пример, са пластиком или), онда су његове предности очигледне. Пре свега, то је необично дуг радни век: бакарне цеви и фитинзи често трају све док постоји сама зграда.
Бакар је веома дуктилан, што повећава сигурност система за водоснабдевање и задржава својства у широком температурном опсегу (од -200 до +250 ° Ц), што чини цеви отпорним на смрзавање када се напуне водом.
Бакарне цеви су отпорне на ултраљубичасто зрачење (за разлику од пластике), имају низак коефицијент храпавости, што им омогућава да се користе у сличним условима
Бакарни цевовод практично није погођен разним врстама вируса и бактерија, не плаши се уља, масти и разних штетних материја. Чак ни хлор, који је неизбежан за наше водоводне цеви, није у стању да уништи бакарну цев, већ, напротив, због стварања оксидног слоја на њеним унутрашњим зидовима, хлор помаже да се продужи век цеви.
цеви
Бакарне цеви за водоснабдевање кружног пресека производе се у котуровима (дужине 25 и 50 м) иу сегментима (шипке различите дужине). Најчешће коришћене цеви имају пречнике од 8 до 28 мм са дебљином зида од 1 мм. Вреди нагласити да су бакарне цеви због танких зидова много лакше од челичних цеви. Могу бити изоловани.
Уградња бакарних цеви не изазива посебне потешкоће, углавном због чињенице да су добро исечене и савијене. Бакарне цеви се могу повезати на два начина: одвојиве и једноделне. Други укључује лемљење, заваривање, пресовање.
За спајање цеви, спајање на фитинге, користе се различити фитинги за постојећи водовод.
Фиттинг
Постоји велики број варијанти спојних и прелазних окова. Примери неких су приказани на сликама 1-12. Дакле, за лемљење се користе не само обичне и адаптерске спојнице, већ и разна колена, Т-и, крстови, контуре, ролне и утикачи. Постоје фитинги са преласком залемљене везе на навојни, на пример, „американац“ са конусном заптивком (15 × 1/2 ″). Навојни спојни спојеви често користе прстен, који, када се навртка затегне, сабија цев, чиме се затвара спој.
Ограничења при коришћењу бакарних цеви
Упркос бројним предностима које бакарне цеви имају, постоје одређена ограничења у њиховој употреби. Ова ограничења су последица следећих карактеристика овог метала.

Бакар је веома мекан и дуктилан метал, тако да проток течности кроз цеви од овог материјала не би требало да прелази 2 м/с. Ако вода која протиче кроз водоводне системе садржи чврсте честице загађивача који механички утичу на зидове цеви, овај може изазвати постепено испирање метала (ерозију) и значајно смањење века трајања водовода.
Због тога је, да би се обезбедио поуздан рад бакарних цевовода, неопходно да вода за њих прође претходно пречишћавање од нечистоћа.Оксидни филм који се формира на унутрашњим зидовима бакарних цеви и пружа им још поузданију заштиту може формирају само када је тврдоћа воде у контакту са њима 1,42–3,42 мг/л, а пХ 6,0–9,0. Ако се овај захтев занемари, онда ће се оксидни филм (патина) на површини бакарних цеви стално уништавати и обнављати, што ће на крају довести до постепеног смањења дебљине њихових зидова и превременог хабања.Ако се вода транспортује кроз бакар цеви ће се даље користити у прехрамбене сврхе или за пиће, тада за њихову уградњу не треба користити лемове на бази олова.С обзиром да је просечан век трајања бакарних водоводних цеви 50 година, треба их постављати тако да не да га на било који начин смањи. Дакле, није дозвољено: увијати цеви, правити наборе када су савијене, уређивати џемове на њима више пута.
Фитинги за бакарне цеви
- Приликом лемљења цеви и бакарних фитинга потребно је пратити њихову температуру загревања, јер прегревање може довести до смањења чврстоће материјала и његовог пуцања на споју.Након лемљења бакарних цеви и уградње фитинга потребно је уклонити коришћени флукс из унутрашњости водоводног система, за који се користи метода испирања .Такав флукс, као хемијски агресивна супстанца, може довести до развоја процеса корозије у цевоводу.процеса. Ако је употреба таквих елемената неопходна, онда ће пасивне аноде причвршћене за систем помоћи у спречавању њихове корозије.Фитинги који се користе за повезивање бакарне цеви са елементом за довод воде од другог метала треба да буду од месинга, бронзе или нерђајућег челика. , ово ће избећи елементе корозије.
Међутим, чак и ова ограничења, која се могу сматрати безначајним, не смањују популарност бакарних цеви, које се сматрају најбољим материјалом за уређење система за водоснабдевање.
хттпс://иоутубе.цом/ватцх?в=7Вим2хДл1ФУрел%3Д0%26цонтролс%3Д0%26сховинфо%3Д0
- ввв.оцм.ру
- тубепро.ру
- ввв.трубигид.ру
- мет-алл.орг
Врсте бакарних окова
Различити типови бакарних фитинга вам омогућавају да завршите цевовод било које конфигурације. У зависности од начина повезивања, постоје:
- делови са навојем који се могу више пута демонтирати;
- компресиони или компресиони фитинги - варијанта склопивих делова за уградњу цеви чак и на најнеприступачнијим местима. Састоји се од прстена и матице која фиксира спој споља;
- прес фитинзи - делови за комплетирање цевовода од бакра и полимера;
- делови за лемљење;
- самозакључујући спојни елементи - савремени типови делова, који се састоје од опружног стезног механизма са заптивком, који је затворен кључем, прилично су упоредиви са лемљењем у погледу затегнутости и чврстоће везе, док је и даље могуће демонтирати скупштину.
Бакарни окови имају пречник од 6-108 мм и могу бити:
- повезивање - то су погони, спојнице, фитинги и адаптери;
- промена смера - лактови и савијања;
- одвајање - Т-и и крстови, који стварају неколико грана из једне цеви и усмеравају их у различитим правцима.
Избор окова
Приликом одабира фитинга за организовање цевовода за грејање, водовод или други систем, потребно је узети у обзир следеће факторе:
- Тип уређаја;
- намену и димензије прикључног елемента.
Врсте окова
За повезивање бакарних цеви користе се следеће врсте фитинга:
- компресија;
- цримп;
- тхреадед;
- лемљени.
Компресиони фитинзи вам омогућавају да добијете одвојиву везу. Уређаји се састоје од следећих елемената:
- тело, које се може направити директно од бакра или других метала: месинга, бронзе и тако даље;
- стезни прстен који даје чврстоћу споја;
- капа матица, са којом је веза фиксирана.

Конектор за вишекратну употребу
Предности употребе компресионих фитинга су:
- једноставност уградње. За састављање цевовода са овим елементима није потребна посебна опрема и додатне вештине. Осим тога, уградња окова се врши у најкраћем могућем року;
- ниска цена арматуре, посебно ако се користе уређаји од месинга;
- могућност поправке без замене.
Међу најзначајнијим недостацима фитинга овог типа су:
- немогућност уградње на цевоводе скривеног типа. Због ниског степена непропусности споја и потребе за сталним затезањем спојне навртке, препоручује се уградња компресионих фитинга искључиво на спољне цевоводе;
- немогућност употребе на цевоводима намењеним за транспорт гаса и течности под високим притиском (разлог је низак ниво непропусности везе).
Када више пута користите конектор типа компресије, ниво поузданости је значајно смањен.
Цримп фитинги вам омогућавају да добијете јачу и чвршћу везу, што у великој мери проширује обим њихове употребе. Цримп или пресс фитинг се састоји од:
- корпус;
- гумени заптивни прстен, који повећава непропусност;
- лимитер, који је најчешће направљен од пластике;
- прес чаура потребна за причвршћивање.

Елемент цевовода за добијање чврсте везе
Предности црип фитинга укључују:
- добијање најчвршћег споја у најкраћем могућем року;
- ниска цена;
- Могућност уградње како у земљине тако иу скривене цевоводе.
Једини значајан недостатак пресс фитинга је сложеност уградње, јер је за уградњу ове врсте елемената потребна посебна опрема.

Најједноставнији спојни елементи за цевовод
Навојни окови су најједноставнији спојни елементи, који се састоје од тела, на чијим крајевима је урезан унутрашњи или спољашњи навој.
За заптивање везе користе се различите заптивке: ланени навој, ФУМ трака и тако даље.
Фитинги за бакарне цеви намењени лемљењу користе се изузетно ретко, на пример, за савијање цевовода или повезивање додатног излаза. Такав спој се састоји од тела, а за његову уградњу је потребан гасни горионик.

Лемљени уређаји
Тренутно су компресиони или прес фитинзи најпопуларнији при монтажи бакарних цевовода.
Намена и димензије окова
Након избора врсте прикључне арматуре, потребно је одредити намену уређаја и његове укупне димензије.
По договору, сви окови су подељени у следеће типове:
- славине. Користи се када је потребно променити угао проласка цевовода за грејање, водоснабдевање и тако даље;
- тројнице, које се уграђују ако је потребно прикључити додатни вод на цевовод;
- крстови. Главна разлика од тројки је присуство додатног улаза / излаза;
- линијске арматуре. Углавном се користе за повећање дужине цевовода причвршћивањем додатног реза;
- чепови. Дозволите да блокирате довод супстанце која пролази у цевоводу у одређеном подручју.

Врсте окова у зависности од намене
Избор типа арматуре се врши у складу са развијеном шемом цевовода.
Приликом избора прикључног чвора за водоснабдевање, гасоводе, системе грејања и тако даље, потребно је узети у обзир и димензије арматуре. Пречник прикључног елемента мора бити једнак пречнику цеви које се користе за организовање цевовода. Ако се уграђује навојни спој, морају се одредити и димензије (корак) навоја.
Како спојити бакарне цеви - конструкција
Како спојити бакарне цеви
Бакарне цеви се спајају приликом уређења различитих цевовода, користећи фитинге и посебне методе. Свако треба да зна како спојити бакарне цеви, јер добијање поузданог споја захтева испуњавање одређених услова.
Спајање на бакљу
Меке бакарне цеви се врло често спајају на спојницу у којој је заптивени крај цеви који није шиљаст. Није тешко раставити такав спој, а затим се лако може вратити. Обично се раширени спој бакарних цеви користи када је опасно радити са гориоником и немогуће је потпуно испразнити воду из старе цеви. Редослед рада је следећи:
1. Очистите крај цеви. У овом случају, морате уклонити све неравнине.
2. Ставите спојницу на цев.
3. Убаците цев у калибрирани отвор за бакљирање. Добро га стисните унутра.Рупа треба да буде истог пречника као и сама цев. Поставите крај цеви на истом нивоу или мало изнад површине стезања.
4. Ставите учвршћење на стезаљку. Почните да окрећете завртањ све док конус не расте под углом од приближно 45 степени у односу на крај цеви.
5. Извадите цев из калибрисане рупе. Затим морате довести спојницу близу проширених ивица. Обмотајте навоје спојнице заптивном траком и затегните матицу.
Веза са арматуром
Спајање бакарних цеви са фитингима смањује трошкове рада током монтаже, време потребно за завршетак радова и гарантује квалитет везе, пошто нема увлачења метала. Бакарне цеви са фитингом најчешће се спајају капиларним лемљењем, које се заснива на капиларном ефекту. Постоје две врсте лемљених бакарних цеви:
Лемљење је високотемпературно. За ову методу користе се ватростални лемови за шипке. Пропан и ацетиленски горионици се користе за загревање цеви;
Лемљење је нискотемпературно. Овом методом се користе меки лемови, који се увијају у намотаје. За ово лемљење довољна је ватра из обичне лампе.
У ове две методе нема посебних разлика, али се високотемпературно лемљење користи за спојеве утичних цеви, а нискотемпературно лемљење на спојевима са фитингима у које је утопљен лем.
Метода уградње је следећа:
Фитинг се поставља на цев обложену флуксом:
Спој се загрева бакљом док се лем не топи и затвори јаз између фитинга и цеви;
Структура се оставља да се охлади, а затим се спољашњост чисти специјалним средствима за чишћење бакра. Након тога, цев је спремна за рад.
Навојна веза
Навојна веза бакарних цеви је склопива, а користе се специјалне феруле. Ако постоји потреба за демонтажом, прстен ће морати да се замени. Ова врста везе се врши на следећи начин:
Прво одрежите комад цеви потребне дужине;
Ако се користе цеви са ПВЦ изолацијом, потребно је оштрим ножем уклонити изолациони слој са краја цеви и турпијом уклонити неравнине настале након реза;
Монтажа је у припреми;
На цев се ставља спојна матица, затим се ставља прстен за стискање;
Навртку треба глатко зашрафити - у почетку се увија руком, када то постане немогуће, користи се кључ. Током рада, матица сабија цев и спој је заптивен.
фик-буилдер.цом
Да бисте извршили исправну инсталацију топле и хладне воде, гаса или климатизације, потребно је упознати се са правилима и начинима повезивања у систем бакарних цеви. Висок трошак је оправдан високим техничким карактеристикама и дугим веком трајања.
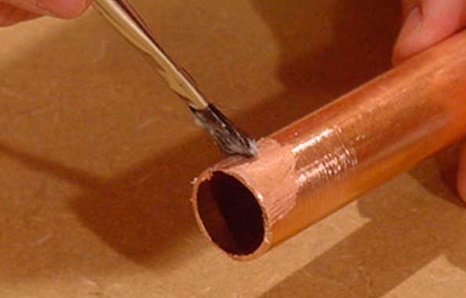
Слика 1. Рад са посебним гориоником
Конектори компресионог и самоблокирајућег типа
Фитинги за спајање бакарних цеви, који припадају категорији компресије или самозакључавања, називају се и стезним или кримпом. Такви конектори су добра алтернатива за спојеве који се спајају на бакарне делове лемљењем. Прикључак типа чаура је елемент чија се конструкција састоји од заптивних прстенова и заптивки, као и прстена за пресовање, који, када се затегне, доприноси затегнутости створене везе. Материјал за производњу компресионих или стезних фитинга може бити не само бакар, већ и месинг или метал-пластика.

Утисни спој од месинга са мушким навојем
Стезни фитинги типа Цримп су најбоља опција за системе грејања и водовода, за чију уградњу се користе бакарне цеви различитих пречника или цевасти производи од различитих материјала.Недавно су све популарнији самозакључујући елементи, који се одликују пожељнијим карактеристикама перформанси.
Самозакључујући спојеви, по брзини извођења везе и по својој поузданости, могу у потпуности заменити лемљење. Дизајн таквих окова укључује читав сет прстенова, од којих је један опремљен посебним зубима. Принцип рада таквих спојних елемената заснива се на чињеници да се приликом излагања прстену са зупцима помоћу посебног кључа за монтажу фиксира у суседни елемент, чиме се ствара поуздан и издржљив спој бакарних делова цеви. За разлику од лемљења, растављање везе добијене таквим спојем је једноставно као и добијање, за ово се користи исти кључ за инсталацију.
Монтажа бакарног цевовода лемљењем
Највећа непропусност се може постићи ако су цеви спојене лемљењем. Приликом извођења радова потребно је стриктно поштовати препоручена сигурносна правила.
Алати
Да бисте саставили цевовод лемљењем, биће вам потребан следећи сет материјала и алата:
- бакарне цеви, чији се број и пречник одређује према шеми;
- резач цеви (у недостатку уређаја, можете користити конвенционалну ножну тестеру);
- савијач цеви;
- метална четка за припрему цеви за лемљење;
- брусни папир (користи се поред четке);
- експандер цеви - посебан уређај за повећање пречника једне од повезаних цеви;
- рингла на плинском шпорету;
- бевелер (уређај за уклањање неравнина након сечења цеви);
- састав флукса, који омогућава додатно чишћење цеви и доприноси равномернијој расподели лема;

Сорте флукса за лемљење
лем - легура метала која испуњава простор између цеви током процеса лемљења.

Врсте лемљења за различите врсте лемљења
Флукс и лем се бирају у зависности од врсте лемљења (нискотемпературно или високотемпературно), а флукс и лем треба да се подударају што је више могуће.
процес лемљења
Како спојити бакарне цеви лемљењем? Да бисте добили јаку везу, препоручује се да се придржавате следеће шеме:
- цеви се секу. Дужина сваког дела цевовода мора одговарати шеми, која указује на бакарне цеви у стамбеним просторијама;
Резање цеви резачем за цеви
- са крајева цеви се уклања ивица. Затим се места за лемљење чисте како би се постигла што равномернија површина и чисте се од оксида и других загађивача металном четком;

Припрема површине цеви за лемљење
- да би се постигла максимална непропусност лемног споја, крај једне цеви мора бити проширен за 2 мм - 3 мм;

Повећање пречника цеви
- место будућег лемљења се третира флуксом. Пошто хемијски састав може негативно утицати на кожу руку, рад се обавља у заштитним рукавицама. Флукс у облику пасте најпогодније се наноси малом четком;
Наношење флукса на део цеви
- горионик се загрева до жељене радне температуре;
- флукс се мало топи;
- цеви су повезане;
- вишак флукса се уклања сувом меком крпом;
- врши се лемљење. Лем се глатко наноси на загрејану површину, која се, када се загреје, топи и испуњава сав слободан простор;

Пуњење лемом током процеса лемљења
- 3 - 5 минута (до потпуног хлађења), веза остаје непомична;
- следећи део цевовода је повезан на исти начин.
Лемљење цеви се врши на високој температури. Поред тога, током обављања посла често се ослобађају штетне материје. Због тога се монтажа цевовода лемљењем мора извршити у добро проветреном простору и даље од запаљивих материја или предмета.
Могући начини уградње бакарних цеви су детаљно размотрени у видео снимку.
Након предмонтаже, бакарне цеви се полажу према претходно развијеној шеми. Да бисте поправили цевовод, можете користити стезаљку, носач или друге уређаје. Поред тога, цеви се могу поставити у зидове.
Методе лемљења
Постоје два начина повезивања лемљењем:
- Лемљење на ниској температури, које укључује загревање споја на + 250-300 ° Ц помоћу мешавине гаса (пропан - бутан), стандардног флукса и меког лема ниске температуре.
- Високотемпературно лемљење користи температуру загревања већу од + 650 ° Ц, мешавину гаса (пропан - кисеоник или ацетилен - кисеоник), високотемпературни флукс и тврди лем.
Лемљење на ниској температури се користи за повезивање цеви у домаћим системима. Чак и особа која нема посебна знања и вештине може направити такво пристајање.
Методу високе температуре карактерише повећана чврстоћа. Цеви спојене под утицајем високих температура способне су за рад под високим притиском и могу се користити за транспорт гаса или опасних течности. Лемљење захтева употребу професионалне опреме, тако да се обично користи у индустрији.
Постоји фундаментална разлика у технолошком процесу нискотемпературног и високотемпературног лемљења:
- У првом случају, спој се загрева и лем се топи од загрејаног метала, који се мора држати на дну споја.
- Код високотемпературног лемљења, лем се претходно загрева, након чега се спој заједно са њим загрева док лем не попуни жлеб припремљен за њега. Висока температура вам омогућава да то урадите одмах, прекомерно прегревање бакра негативно утиче на његове перформансе и слаби снагу везе.
