Припрема за лемљење бакра са алуминијумом, месингом, нерђајућим челиком, гвожђем
Припремни период који обухвата набавку потребних уређаја, материјала, личне заштитне опреме и сам поступак лемљења.
Постоје два начина лемљења бакра на бакар: висока температура и ниска температура. Први подразумева загревање метала до 900°Ц, користи се за цевоводе са високим притиском или температурним оптерећењем.За лемљење на високим температурама користе се материјали намењени за то: тврди лем у облику шипки (тачка топљења таквих лем је око 900 ° Ц) и флукс карбида.
Да би се бакар лемио нискотемпературном методом, довољно је загрејати метал на 600°Ц (обично 300-380°Ц), што је могуће постићи у домаћим условима. За поступак се користи меки лем за лемљење бакра и месинга у облику жице или шипке са попречним пресеком до 3 мм и топљивијим флуксом. Лем је легура калаја, која је више од 97%, са другим металима: бакром, селеном, сребром, антимоном.
За шта је флукс Правилно лемљење бакарних цеви могуће је само са флуксом - специјалном пастом (са цинк хлоридом), која се наноси на површину делова цеви који се спајају широком траком. Обавља неколико функција:
- спречава процес оксидације метала уклањањем кисеоника;
- побољшава пријањање лема на бакар;
- је индикатор довољног загревања метала, сигнализира када треба донети лем и лемити бакар;
- промовише равномерно ширење лема преко споја.
Безбедносни инжењеринг. Упркос једноставности процеса, бакарне цеви морају бити лемљене у складу са сигурносним правилима. Опасност од опекотина није само сам пламен горионика, већ и загрејани метал. Бакар добро проводи топлоту, тако да се током рада загрева не само површина на којој се лем и заваривање, већ и цела цев, која се полако хлади. Ако је потребно лемити бакарне цеви које још нису уграђене у систем цевовода, онда припрема укључује њихово постављање на незапаљиве носаче где се могу дуго хладити. Пре него што додирнете залемљени метал са његовог места, сачекајте да се потпуно охлади.

Непосредна опасност је отворени пламен горионика, тако да морате купити алат који је погодан за рад: по могућности са покретном млазницом на дугом цреву
Безбедност лемљења бакра
Треба имати на уму да је топлотна проводљивост бакра веома висока, због чега се не препоручује лемљење делова, држећи их у рукама без заштите, највероватније ће то довести до опекотина. Детаљи краћи од 30 цм држе се искључиво хватаљкама или у заштитним рукавицама. Ако током процеса лемљења флукс падне на голе делове тела, потребно га је одмах испрати сапуном и водом, јер поред термичког, може доћи до хемијске опекотине.
За сваки рад са отвореном ватром и врућим металом, као и флуксом који садржи киселину, синтетичка одећа је непожељна, јер се таква тканина запали и топи много брже од других. Обавезно проветрите током рада, дим из спаљеног флукса је штетан.
Ако уопште нема вештина лемљења, препоручљиво је вежбати на остацима цеви или жица пре обављања одговорног посла. У овом раду има мало потешкоћа, а 2-3 пута је, по правилу, довољно да научите све основне технике. Ако се монтира водоводни систем, препоручује се да га претходно монтирате на под пре него што све поставите на своје место. Након монтаже и лемљења, систем треба темељно испрати топлом, чистом водом да би се уклонили делови флукса и лема са унутрашње стране цеви.
Системи водовода или грејања од бакарних цеви су скупи, али су јаки и издржљиви.Пошто бакар има високу топлотну проводљивост, добра антикорозивна и антибактеријска својства, цевовод од њега је ефикасан и издржљив. Лемљење бакра код куће није тешко: на цеви се ставља утичница-спојница, а затим се шав заптива. Уместо да се користи утичница, понекад се крај једне цеви проширује, а други се убацује у њега. Таква веза је погодна по томе што не захтева арматуре, а радни век је једнак веку трајања самих цеви.
Неопходни материјали и уређаји лим и др
За рад са бакарним цевима потребни су следећи алати:
- резач цеви, ножна тестера или брусилица са танким диском;
- бевелер;
- експандер цеви (екпандер);
- флукс за лемљење;
- лемљење;
- лемилица за бакар, на пример, пропан бакља за лемљење бакарних цеви;
- гумене рукавице;
- папирне салвете.
За сечење цеви користе се резачи цеви различитих величина. Већи узорци имају велики радијус окретања, незгодни су за употребу на тешко доступним местима, па ако постоји потреба да се одсече део на готовом монтираном водоводу, користите мали резач цеви. Цев можете исећи ножном тестером или брусилицом са танким диском, али бољи рез се може добити само резачем цеви.
Након што је цев исечена, оштрице се чисте. Ово је неопходно како не би дошло до ковитлања протока течности у систему. Када нема препрека, водовод не доживљава стрес и ради као сат.
Пре заваривања бакра, крајеви цеви се полирају фино зрнатим брусним папиром, који се може купити у продавницама хардвера. Обе површине се чисте, припремају се за лемљење.Понекад се за ове сврхе користе мале четке, чији је пречник Ø 22 мм, уклапају се у скоро све цеви. За скидање, нога четке се убацује у одвијач или бушилицу, помоћу којих се процес одвија брже и боље.
На очишћену, изглађену спољашњу површину наноси се флукс - композиција која спречава оксидацију бакра.
Гумиране рукавице се користе за заштиту руку, јер се приликом одсецања бакра и брадавица формирају многи ситни метални елементи који се забадају у кожу попут ивера.Осим тога, приликом чишћења површине бушилицом, ротирајућа четка жваће крпене рукавице.
Да би се бакар правилно лемио, мора се имати на уму да од тренутка скидања и наношења флукса на лемљење не би требало да прође више од пола сата, иначе се скидање мора поновити. Ако се флукс наноси четком, на површини не би требало да остане чекиња или длака - иначе веза неће бити чврста, а након што се вода доведе, цевовод ће процурити.
Након уметања цеви у утичницу, остаци флукса се не уклањају у потпуности салветом, остаје на споју у облику ивице од 1-2 мм, а при лемљењу се лем повлачи према унутра - настаје капиларни ефекат. покренуо. Прво, спој се загрева гориоником, док се влага између зидова испарава. Затим се горионик доведе други пут, постепено се бакар загрева, а флукс поприма лимени изглед. У овом тренутку лем се поставља на предњу страну, долази до лемљења, док се растопљена легура слива на погрешну страну, учвршћујући се у процесу кретања. Вишак металних препуста формираних одоздо се одвајају сами. Постоји много начина за лемљење бакра.
Припрема за лемљење бакра са алуминијумом, месингом, нерђајућим челиком, гвожђем
Припремни период који обухвата набавку потребних уређаја, материјала, личне заштитне опреме и сам поступак лемљења.
Постоје два начина лемљења бакра на бакар: висока температура и ниска температура. Први подразумева загревање метала до 900°Ц, користи се за цевоводе са високим притиском или температурним оптерећењем.За лемљење на високим температурама користе се материјали намењени за то: тврди лем у облику шипки (тачка топљења таквих лем је око 900 ° Ц) и флукс карбида.
Да би се бакар лемио нискотемпературном методом, довољно је загрејати метал на 600°Ц (обично 300-380°Ц), што је могуће постићи у домаћим условима. За поступак се користи меки лем за лемљење бакра и месинга у облику жице или шипке са попречним пресеком до 3 мм и топљивијим флуксом.Лем је легура калаја, која је више од 97%, са другим металима: бакром, селеном, сребром, антимоном.
За шта је флукс Правилно лемљење бакарних цеви могуће је само са флуксом - специјалном пастом (са цинк хлоридом), која се наноси на површину делова цеви који се спајају широком траком. Обавља неколико функција:
- спречава процес оксидације метала уклањањем кисеоника;
- побољшава пријањање лема на бакар;
- је индикатор довољног загревања метала, сигнализира када треба донети лем и лемити бакар;
- промовише равномерно ширење лема преко споја.
Безбедносни инжењеринг. Упркос једноставности процеса, бакарне цеви морају бити лемљене у складу са сигурносним правилима. Опасност од опекотина није само пламен самог горионика, већ и загрејани метал. Бакар добро проводи топлоту, тако да се током рада загрева не само површина на којој се лем и заваривање, већ и цела цев, која се полако хлади. Ако је потребно лемити бакарне цеви које још нису уграђене у систем цевовода, онда припрема укључује њихово постављање на незапаљиве носаче где се могу дуго хладити. Пре него што додирнете залемљени метал са његовог места, сачекајте да се потпуно охлади.
Непосредна опасност је отворени пламен горионика, тако да морате купити алат који је погодан за рад: по могућности са покретном млазницом на дугом цреву
Шта је потребно за лемљење бакарних цеви
Лемљење бакарних цеви, које није тешко урадити сопственим рукама, не захтева скупу опрему и било какве посебне материјале. Да бисте га правилно имплементирали, биће вам потребни следећи уређаји.
Горионик, због којег ће се загревати лем и део цеви где ће бити спојени. По правилу, на такав горионик се доводи пропан гас, чији се притисак регулише редуктором за заваривање.
Специјални алат за сечење бакарних цеви. Пошто су производи од овог метала веома мекани, потребно их је сећи довољно нежно да не би наборали зидове. На савременом тржишту нуде се резачи цеви различитих модела, који се разликују по својој функционалности и техничким могућностима.
Дизајн појединачних модела таквих уређаја, што је важно, омогућава им да се користе чак и за рад на тешко доступним местима.
Експандер цеви је уређај који вам омогућава да проширите пречник бакарне цеви, што је неопходно за боље лемљење. У различитим системима монтираним од бакарних цеви користе се елементи истог пресека, а да би се квалитативно повезали, потребно је мало повећати пречник једног од повезаних елемената
Управо овај проблем решава такав уређај као експандер цеви.
Комплет за ширење бакарних цеви
Уређај за скошење крајева бакарних цеви. Након обрезивања, на крајевима делова остају неравнине, што може ометати добијање квалитетне и поуздане везе. Да би их уклонили и крајевима цеви дали потребну конфигурацију, пре лемљења се користи бевелер. Данас на тржишту постоје две главне врсте уређаја за кошење: постављене у округло тело и направљене у облику оловке. Погоднији за употребу, али и скупљи, су округли уређаји који могу да обрађују меке бакарне цеви пречника не више од 36 мм.
Да бисте правилно припремили бакарне цеви за лемљење, потребно је уклонити све нечистоће и оксиде са њихове површине. За ове сврхе користе се четке и четке, чије су чекиње направљене од челичне жице.
Лемљење бакарних цеви се обично изводи тврдим лемом, који може бити високе и ниске температуре. Високотемпературни лем је бакарна жица која у свом саставу садржи око 6% фосфора.Таква жица се топи на температури од 700 степени, док је за њен нискотемпературни тип (калајна жица) довољно 350 степени.
Технологија лемљења бакарних цеви подразумева употребу специјалних флукса и паста који обављају заштитну функцију. Такви флуксови не само да штите формирани шав од стварања ваздушних мехурића у њему, већ и значајно побољшавају приањање лема на материјал цеви.
Поред флукса, лемљења и других основних елемената, биће потребни додатни алати за лемљење бакарних цеви, који се могу наћи у свакој радионици или гаражи. За лемљење или заваривање бакарних производа додатно припремите:
- обичан маркер;
- рулет;
- ниво зграде;
- мала четка са чврстим длакама;
- чекић.
Пре почетка рада, такође је важно одлучити како лемити бакарне цеви. Могу постојати две главне опције: лемљење бакра (ређе се користи) и коришћење меког лема
Приликом решавања овог питања важно је поћи од чињенице да постоје захтеви за употребу једне или друге врсте лемљења. Дакле, тврди лемови се користе за лемљење елемената расхладних јединица и клима уређаја. У свим осталим случајевима (водовод, грејање итд.) може се користити лимена жица. Али без обзира на изабрану технологију, треба имати на уму да је флукс у сваком случају неопходан.

Четке за скидање унутрашње површине бакарне цеви пре лемљења
Правила за лемљење бакра
Када је потребно лемити бакарни производ или производ који садржи бакарне компоненте, немогуће је дати недвосмислен одговор како и који је најбољи начин да се то уради. Избор методе и алата зависи од многих фактора, као што су величина и тежина делова, њихов састав. Такође се узима у обзир оптерећење којем морају бити подвргнути већ залемљени производи. Постоји неколико метода лемљења, а боље је знати их све како бисте по потреби изабрали најпогоднији.
Лемљење великих делова
Шема капиларног лемљења бакра.
Ако је потребно да лемите масивне или велике делове који се не могу загрејати на жељену температуру лемилом, користе се горионик и бакарни лем. Флукс у овом случају је боракс. Чврстоћа бакар-фосфорног лема је већа од оне код стандардног калајног лема.
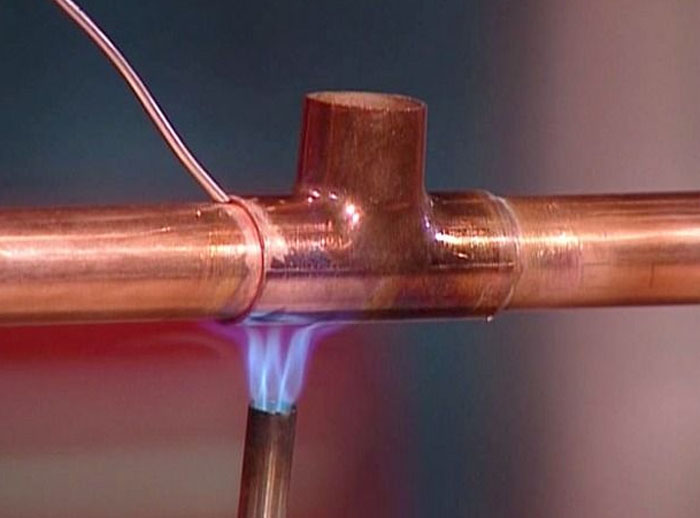
На механички очишћену цев или жицу наноси се танак слој флукса. Након тога се на цев поставља фитинг, такође механички очишћен. Користећи гасни горионик, спој се загрева све док бакар обложен флуксом не промени боју. Флукс треба да постане сребрне боје, након чега можете додати лем. Лем се тренутно топи и продире у отвор између цеви и фитинга. Када капљице лема почну да остају на површини цеви, лем се уклања.
Немојте прегревати цеви, јер то не доприноси појави већег капиларног ефекта. Напротив, бакар загрејан до црнила је мање лемљив. Ако метал почне да црни, грејање треба прекинути.
Жице за лемљење или жица
Лем на бази цинк хлорида не би требало да се користи за лемљење танких бакарних жица јер ће уништити бакар. Ако флукс није доступан, у овом случају можете растворити таблету аспирина у 10-20 мл воде.
Шема заваривања бакра у окружењу инертног гаса.
Бакарна жица или делови од жице различитих пресека могу се лако загрејати на жељену температуру помоћу лемилице. Температурни режим треба да буде онај на коме се лем топи, калај или олово-калај, а њиме се врши и лемљење. Флуксови морају садржати или бити направљени од колофонија, може се користити уље за лемљење или чак и сам колофониј.
Површина жице се чисти од прљавштине и оксидног филма, након чега се делови калајишу.Овај процес подразумева наношење танког слоја флукса или колофонија на загрејани бакар, а затим лемљење, који се лемилом што равномерније распоређује по површини. Делови које треба спојити се спајају и поново загревају лемилом док се већ очврснути лем поново не топи. Када се то догоди, лемилица се уклања и спој се хлади.
Делови се могу стегнути у шкрипцу тако да размак између њих буде 1-2 мм. Флукс се наноси на делове и загрева. Лем се доводи до размака између врућих делова, који ће се истопити и попунити празнину. Температура топљења лема за лемљење на овај начин мора бити нижа од температуре топљења бакра, како се делови не би деформисали. Део се охлади, затим се опере водом и по потреби обради брусним папиром до глатке и једнолике.
Посуде за лемљење или рупе за лемљење у бакру
Приликом лемљења посуда користи се чисти калај чија је тачка топљења виша од оне калаја или лема који садржи олово. Понекад се за лемљење великих делова користе чекић лемилице, загрејане на отвореној ватри помоћу гасног горионика или пламеника. У будућности се све дешава према стандардној шеми: чишћење, флуксирање и калајисање, спајање делова и загревање лемилом. За ово лемило је погодан чисти лимени лем.
Са унутрашње стране, фитинг, по правилу, има ивицу која спречава да се провуче кроз цев. Може се уклонити грубом турпијом ако је потребно да се фитинг гурне на цев даље него што је предвиђено и да се непотребна рупа мора на овај начин заптити.
Особине лемљења меким и тврдим лемовима
Повезивање бакарних цеви има низ карактеристичних особина. Посебно су изражени при употреби различитих материјала.
Лемљење карика са топљивим лемом се врши на температури од 175–315°Ц. Лемљење чврстим саставима врши се када се спој загреје на температуру од 650–815°Ц.
Меко лемљење се користи за лемљење бакарних цеви унутрашњег пречника до 22 мм, а тврде легуре пречника 22 мм или више.
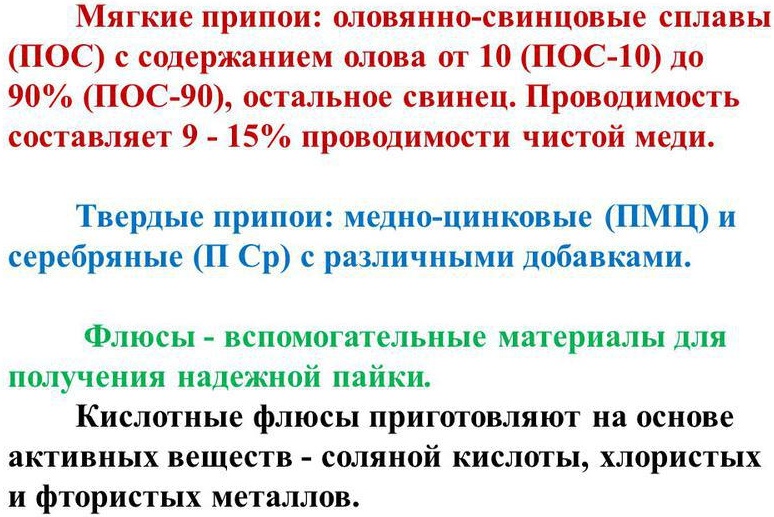 Меки лемови и лемови - опис
Меки лемови и лемови - опис
Уз довољно загревања, нанет слој флукса кључа. Приликом топљења меког лема формира се растопљена кап, која игра важну улогу у чврстом споју цеви. Флукс који кључа гура растопљени састав из простора за зглобове. Под дејством капиларних сила, легура за лемљење се увлачи у спој док се хлади.
Приликом лемљења тврдим лемовима, између елемената за лемљење убацује се танак јастучић од меког метала. Спојени делови су безбедно и чврсто причвршћени помоћу заптивке за вођење.
Једноставна техника лемљења бакарних цеви и доступност свих материјала омогућавају вам да сами обавите овај посао код куће.
Повезани видео: Лемљење бакарних цеви "моје искуство"
Избор питања
- Михаил, Липецк — Које дискове за сечење метала треба користити?
- Иван, Москва — Шта је ГОСТ за челични лим?
- Максим, Твер — Који су најбољи регали за складиштење ваљаних металних производа?
- Владимир, Новосибирск — Шта значи ултразвучна обрада метала без употребе абразивних супстанци?
- Валериј, Москва — Како властитим рукама исковати нож из лежаја?
- Станислав, Вороњеж — Која опрема се користи за производњу ваздушних канала од поцинкованог челика?
процес лемљења
Састоји се у извођењу узастопних операција:
- цев се исече на сегменте потребних димензија, који су означени за погодност - довод или повратак;
- ивица се уклања са ивице;
- ивице су очишћене за 2 цм: спољашње на цеви, као и унутрашње у утичници;
- флукс се наноси траком дуж очишћених површина (спољних и унутрашњих);
- веза је састављена: цев се убацује у утичницу;
- вишак флукса се уклања папирним убрусом, али не у потпуности - остављена је ивица од 1-2 мм;
- горионик се запали, пламен се доводи до споја;
- површина се загрева 10-15 секунди до одређене температуре - флукс треба да добије лимену боју;
- лем се поставља на врх споја, када се загреје, увлачи се у спој, шири се дуж шава, испуњавајући га.
Ако спој споја није очишћен од чекиња или прашине, а као резултат тога, залемљени шав бакарне водоводне цеви цури, онда се непропусност може вратити на један од два начина:
Коришћење лемилице
- површина се чисти, третира фосфорном киселином, загрева се лемилом, наноси се калај;
- помоћу бакље: флукс се наноси на очишћену површину, загрева, поставља лемљење, топи.
Како лемити бакар гасном бакљом
Бакарну цев можете лемити на следећи начин:
- Очистите подручје лемљења фином турпијом, брусним папиром или металном четком.
- Здробите колофонију и поспите место лемљења.
- Загрејте епрувету на гасном пламену док се колофонијум не истопи.
- Ставите лем ПОС-30 или 40 и истопите га лемилом, распоређујући га по површини.
У свакодневном животу прерада бакра се сусреће не само када је потребно лемити бакарне цеви за грејање или водовод, већ иу поправци аутомобила, ако се на хладњаку аутомобила појави пукотина или цурење. У овом случају се врши самостално лемљење бакарног радијатора. Уместо гасног горионика, возачи користе моћну електричну лемилицу од 250 В за бакарне цеви. За скидање бакра користи се брусни папир или метална четка, а за лемљење калај, колофониј или ортофосфорна киселина као киселина за лемљење.
Лемљење лемилом код куће
Лемљење бакра са лемилом је лакше него помоћу бакље. Процедура је следећа:
- Површина радијатора се чисти фино зрнатим брусним папиром или четком.
- Неколико капи киселине се равномерно наноси на ивице оштећеног подручја.
- Пукотина се загрева електричним лемилом, доводи се лем. Отопљен, лим испуњава рупу.
Самолемљење бакарних цеви за грејање или водоснабдевање, поправка пукотина у радијаторима је једноставан технолошки процес који се може обавити код куће са малим сетом алата.
ПОГЛЕДАЈТЕ ВИДЕО
Лемљење бакра код куће је у моћи сваког човека.
Алати и материјали за лемљење бакра
- резач цеви;
- бевелер;
- експандер цеви;
- метална вуна;
- висе;
- клешта;
- пинцета;
- лемилица;
- лемљење;
- флук;
- боракс;
- уље за лемљење;
- рингла на плинском шпорету.
Шема електричне машине за заваривање.
Резач цеви је потребан да би се цеви секле на дужину. Принцип рада резача цеви је исти, иако има пуно модела на продаји. Цев за сечење је стегнута између ваљака и сечива, а затим се резач цеви окреће около, затежући доњи вијак за трећину окрета. Да бисте добили глатку ивицу, цев се држи строго окомито на алат. Цев се обично сече у 5-6 окрета. Могуће је произвести нискотемпературно лемљење бакра са гасним гориоником, јер његова температура не прелази 450 °. Нису сви комерцијално доступни дизајни бакље погодни за лемљење.
Пре него што изаберете горионик за лемљење бакра, морате обратити пажњу на упутства, јер они горионици који почињу са паљењем роштиља нису погодни за ову сврху. Како правилно лемити бакар? То треба да урадите са лемилом или гориоником са уским пламеном
Такав горионик ће загрејати цев за неколико секунди, а гасни кертриџ ће трајати дуго уз економичну употребу. Приликом избора горионика, потребно је да погледате састав гаса у цилиндру. По правилу, ово је мешавина пропана и бутана, али што је већи садржај бутана, то је већа температура пламена.
Метална вуна се користи за чишћење бакра пре рада са бакљом и лемилом. Чврсто стисне крај цеви или жице и прави неколико ротационих покрета уз напор. Ово је довољно за жицу, а цев такође треба очистити изнутра. Уске цеви (фитинги) могу се очистити посебним четкама дизајнираним за то, док је строго забрањено користити брусни папир, посебно велике фракције, а још више турпија. Бакар је мекан метал, а када користите брусни папир, компоненте брусног папира ће остати на површини, спречавајући приањање и добро везивање.
Шема тачкастог заваривања бакра.
Лем се може купити намотан ради лакшег коришћења. Ово је лимена жица пречника око 3 мм
Препоручљиво је обратити пажњу на одсуство олова у лему, што би требало да буде назначено посебним натписом на калему. Важна компонента за лемљење је флукс, који влажи основни метал (у овом случају бакар) пре лемљења, продире у све капиларе
Флукс се шири по површини под дејством капиларних сила. Пре правилног лемљења, површина мора бити савршено чиста и без оксида. Шав ће бити јак само ако су компоненте заштићене од кисеоника присутног у ваздуху. Употреба флукса повећава адхезију лема упоредо са механичким чишћењем површина.
Када користите флукс, није битно да ли је за лем без олова или без олова, ове варијанте су заменљиве. Токови за лемљење нерђајућег челика нису погодни за употребу са бакром. Може се користити и обична колофонија, али може бити проблема са њеном применом.


