Спајање металних цеви
Не мање често, приликом полагања комуникација, користе се и металне цеви. Од њих, најпопуларнији су ливено гвожђе и метал.
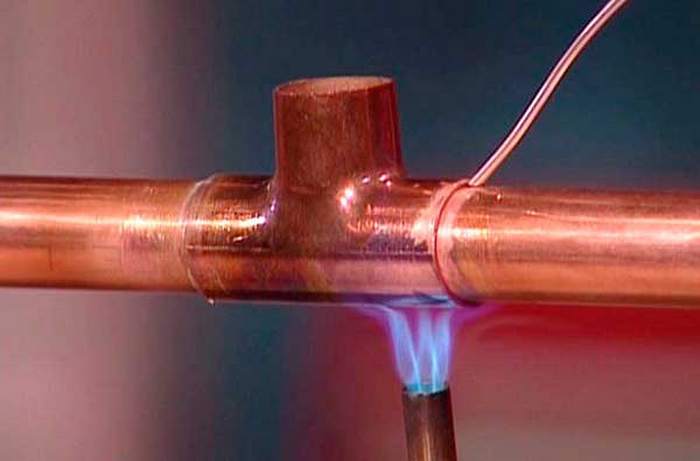
За лемљење бакарне цеви потребно је купити посебан алат - лемљење. Израђује се од меких топљивих метала као што су калај, месинг итд. Лем је у облику металних шипки (тврди лем за лемљење на високим температурама) или фине жице (за лемљење на температурама до 459 степени).
Спајање бакарних цеви лемљењем изгледа овако:
- Потребни комади тубе су одсечени;
- Уз помоћ експандера цеви, цев од ливеног гвожђа се шири са једног краја (у будућности ће такво проширење играти улогу утичнице);
- Две цеви су одмашћене и обрађене специјалном флуксном пастом за висококвалитетно повезивање лема са бакром;
- Након тога, потребно је да користите лем за лемљење.
- Тако обрађујемо спојеве две цеви са гориоником док се лем не истопи.
- Након што је спајање бакарних цеви завршено, потребно је да уклоните остатке лема сувом крпом и оставите да се елементи потпуно охладе.
- За креирање линијских окрета користе се специјалне бакарне арматуре, које су лемљене на исти начин.
Спајамо ливено гвожђе

Цеви од ливеног гвожђа се данас ређе користе, али и оне имају право на живот. Спајање цеви од ливеног гвожђа најчешће се изводи у утичници. Технологија изгледа овако:
- Проширени крај цеви је потпуно очишћен и одмашћен;
- Танак крај цеви је такође уметнут у њега, такође без масти;
- Сада је слободни простор у утичници попуњен вучом по стопи од 1/3 целокупне расположиве површине, тако да касније вуча не уђе у систем;
- Након тога, преостали простор се попуњава азбестним цементом, сумпором, заптивачем или експандирајућим цементом. Чека се потпуно сушење. Овако су повезане две цеви од ливеног гвожђа.
Поред тога, могуће је спојити цеви од ливеног гвожђа уз помоћ фитинга различитих конфигурација. Дакле, користе се окови, седла, спојнице итд.
Заваривање ливеног гвожђа електродама на бази бакра
Заваривање електродама на бази бакра користи се у свим случајевима када није потребна висока чврстоћа вара. Бакар, као ни никл, не формира једињења са угљеником, али се практично не раствара у гвожђу. Дакле, депоновани шав није хомоген, у бакарној бази се налазе инклузије високоугљеничне гвоздене фазе повећане тврдоће.
Бакарно-гвоздене електроде ОЗЦХ-2, ОЗЦХ-6 су направљене од бакарне шипке са пресвлаком од калцијум флуорида у коју се додаје 50% гвожђа у праху. Ове електроде се користе за заваривање пукотина у воденим јакнама блокова мотора, глава блокова итд. Пукотина се буши на крајевима и сече под углом од 70-90° за 2/3 дебљине дела. Рубови пукотине се пажљиво чисте, јер трагови рђе, уља и других загађивача узрокују порозност шава. Заваривање се врши кратким луком на једносмерној струји обрнутог поларитета са прекидима да се део охлади на температуру од 50-60 ° Ц. Да би се добио чвршћи шав, делови од 40-60 мм се ковају одмах након заваривања. Слој депонован ОЗЦХ електродама је бакар засићен гвожђем прошаран каљеним челиком високе тврдоће. На граници шава, зоне бељења се налазе у одвојеним деловима. Упркос прилично високој тврдоћи, шав се може обрадити карбидним алатом. Бакар-никл електроде МНП-2 су шипке направљене од метала монела (28% бакра, 2,5% гвожђа, 1,5% мангана, остатак је никл). Никл ових електрода не формира једињења са угљеником, тако да се шав добија са малом тврдоћом, зона охлађеног ливеног гвожђа је скоро одсутна, зона очврслог ливеног гвожђа има ниску тврдоћу, која се лако може смањити малим каљењем.Поред тога, у шаву се формира мање пора и пукотина, лакше се обрађује, али је његова снага ниска. Због тога се бакар-никл електроде често користе у комбинацији са бакар-гвозденим електродама. Први и последњи слој се наносе бакар-никл електродама (како би се обезбедила густина у првом слоју, а побољшала обрада у последњем), остатак је спојен бакарно-гвозденим електродама. Наваривање бакар-никл електродама се врши на исти начин као и бакар-гвозденим електродама.
За хладно заваривање и наваривање ливеног гвожђа (тј. заваривање и наваривање без претходног загревања) са посебним електродама, типично је да се процес изводи са минималним уносом топлоте у кратким перлама дужине 25-60 мм уз хлађење сваке постављене перле у ваздуха до температуре не више од 60°Ц. Понекад се препоручује да се сваки ваљак кује лаганим ударцима чекића.
Напони заваривања који настају у конструкцији као резултат загревања могу се скоро у потпуности уклонити ако се у завару и зони топлотног утицаја створе додатне пластичне деформације. Ово се може постићи ковањем шавова. Ковање се врши у процесу хлађења метала на температурама од 450 °Ц и више, односно од 150 °Ц и ниже. У температурном опсегу од 400–200 °Ц, због смањене пластичности метала током ковања, може доћи до кидања. Посебно загревање завареног споја за ковање, по правилу, није потребно. Ударци се наносе ручно чекићем тежине 0,6-1,2 кг са заобљеном главом или пнеуматским чекићем уз мали напор да се промени узорак шава. Код вишеслојног заваривања, сваки слој је кован, са изузетком првог, у коме од удара могу настати пукотине и облагање. Ова техника је веома ефикасна за ублажавање напрезања при заваривању пукотина и затварању завара у крутим контурама делова и склопова од конструкционих челика и ливеног гвожђа.
Ковање завареног споја такође доприноси повећању заморне чврстоће конструкције.
Прегледи:
152
Сиво ливено гвожђе
Сиви ливени гвожђе се широко користи у машинству. Име је добио по сивој боји прелома, због присуства слободног угљеника у виду графита у структури од ливеног гвожђа. Према врсти металне основе, сиви ливени гвожђе су перлитни, перлитно-феритни и феритни.
Табела 1. Сиви ливени гвожђе, њихова главна својства и примена
| Марка | σв МПа | ХБ | Особине и примена |
| СЦ10 | 275 | 139-274 | Одливци ниске одговорности са дебљином зида до 15 мм (кућишта, поклопци, кућишта итд.), делови за које није обавезна карактеристика чврстоће - тиквице, окови, рамови, тигањи, украсни делови, масивни стубови зграде, темељи плоче |
| МФ15 | 314 | 160-224 | Одливци ниске одговорности са дебљином зида од 10 - 30 мм (цеви, тела вентила, вентили под притиском до 20 МПа итд.), лако оптерећени делови каросерије, подмоторне плоче, полуге, ременице, замајци, уље и посуде за расхладну течност, кућишта филтера, прирубнице, поклопци, ланчани зупчаници |
| МФ18 | 354 | 167-224 | Одговорни одливци са дебљином зида од 10 - 20 мм (ременице, зупчаници, лежајеви, чељусти, итд.) |
| МФ20 | 397 | 167-236 | Критични одливци дебљине зида до 30 мм (блокови цилиндара, клипови, кочиони добоши, колица, итд.), за израду основних делова каросерије повећане чврстоће и отпорности на хабање, делова који захтевају затегнутост при притисцима до 8 МПа (80 кгф/цм2), кућишта, мењачи, главе, балансери, предње плоче, рукави, колица, цилиндри, пумпе, калемови, фитинги, компресори |
| МФ25 | 450 | 176-245 | Критични одливци са дебљином зида до 40 мм (калупи, клипни прстенови итд.), за израду основних делова каросерије повећане чврстоће и отпорности на хабање, делова који подлежу повећаним захтевима за затегнутост |
| СЦ3О | 490 | 177-250 | Критични одливци дебљине зида до 60 мм (клипови, кошуљице дизел мотора, рамови, матрице итд.), за израду носача, клизача за столове и чељусти, површински каљених делова, цилиндара, кућишта пумпи, дизел мотора и унутрашњим сагоревањем мотора, клипних прстенова, радилица и брегастих вратила |
| МФ35 МФ45 | 540 | 193-264 | Одговорни високооптерећени одливци са дебљином зида до 100 мм (мале радилице, делови парних машина и др.) делова за које се постављају захтеви за непропусност при притиску већем од 8 МПа |
Графит има ниске механичке особине. Нарушава интегритет металне основе. Смештен између зрна металне основе, графит слаби везу између њих. Због тога, сиви ливени гвожђе има слабу затезну чврстоћу и веома ниску дуктилност и жилавост. Што су графитне инклузије веће и равније, то су лошије механичке особине ливеног гвожђа. Тврдоћа сивог ливеног гвожђа, као и његова отпорност на компресију, блиски су чврстоћи челика, који има исту структуру као и метална основа ливеног гвожђа.
Графит такође има позитиван ефекат на својства ливеног гвожђа, посебно повећава његову отпорност на хабање, делујући слично као и подмазивање, повећава обрадивост, јер чини струготине крхким, помаже у пригушивању вибрација производа и смањује скупљање у производњи одливака. .
Механичка својства сивог ливеног гвожђа могу се побољшати равномерном дистрибуцијом финог ламеларног графита у ливењу. Ово се постиже посебном обрадом – модификацијом, када се у течно гвожђе пре ливења уносе адитиви који формирају додатне центре графитизације, чиме се добија фино ламеларни графит. Ливено гвожђе са таквим графитом назива се модификовано. Од обичног сивог ливеног гвожђа се разликује по већој затезној чврстоћи, али се његова дуктилност и жилавост не побољшавају током модификације.
Према ГОСТ 1412-85, слова СЦх у ознаци разреда ливеног гвожђа значе - сиви ливени гвожђе. Двоцифрена цифра одговара затезној чврстоћи σв МПа. Стандард нормализује затезну чврстоћу сивог ливеног гвожђа σв = 274÷637 МПа, тврдоћа - 143÷637 ХБ и хемијски састав.
Главна својства сивог ливеног гвожђа и његова примена приказани су у табели 1.
Уређај вентила
На водоводне системе и системе грејања могу се уградити две врсте вентила:
- лопта;
- вентил.
Радни елемент кугличног вентила је лопта која се налази унутар тела. Лопта има пролазну рупу. Ако је вентил отворен, онда је лопта окренута рупом према протоку воде. У затвореном положају, лопта се глувом страном окреће ка води. Окретање елемента за закључавање врши се уз помоћ ручке.

Уређај са кугличним вентилом
Запорни елемент вентила је вентил са заптивком, смештен на вретену, који се спушта и подиже окретањем ручке.
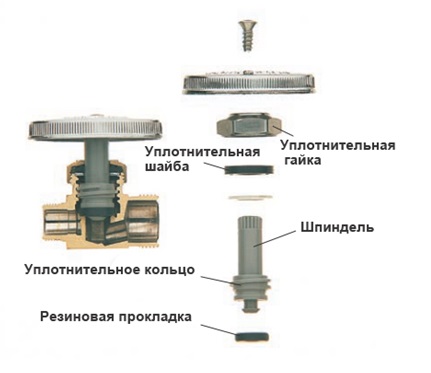
Уређај вентилског вентила
Кугласти вентил, за разлику од вентилског уређаја, је запорни вентил и не може се користити за регулисање протока течности. Кугласти вентил се не може поправити, а у случају квара у раду уређаја потребна је његова потпуна замена.
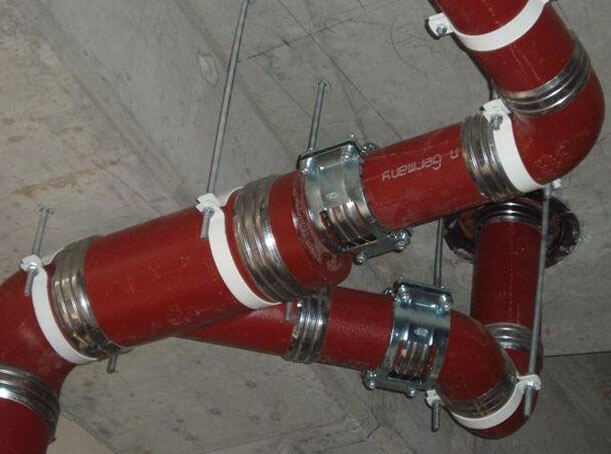
Предности цеви од нодуларног гвожђа
У неким случајевима, изузетно јаке цеви од ливеног гвожђа које се користе за водоснабдевање су неопходне јер имају следеће особине и карактеристике:
- Способност да издржи притисак течности у систему до 1,6 МПа и више.
- Добра отпорност на промене влажности и нагле промене температуре.
- Отпорни на корозију.
- Отпорност на механичка оштећења.
- Снага.
- Пластиц.
- Једноставност инсталације.
- Дуг радни век - до 100 година.
Такође, поред одличних физичких и механичких својстава, канализациона цев од нодуларног гвожђа је еколошки прихватљива:
- вода која пролази кроз такве цеви остаје апсолутно безопасна и погодна за потрошњу, јер није загађена страним нечистоћама;
- на крају радног века цеви се могу у потпуности одложити без штете по животну средину.
Повезивање пластичних и ливених цеви
Како спојити цеви од ливеног гвожђа са пластиком? Све зависи од разлога који гурају на овај корак. И ово неће нужно бити замена (продужење) линије од ливеног гвожђа.
Један од могућих сценарија је појава ванредних ситуација на постојећем споју пластика – ливено гвожђе.
У почетку се претпоставља да спој цеви од ливеног гвожђа са пластиком неће бити подвргнут спољним утицајима (температура или механички утицај). Једноставно речено, цурење се јавља услед смањења притиска (покварена је непропусност) споја.
До цурења може доћи као резултат:
- Водени чекић, што је изузетно ретко.
- Изненадне промене температуре (на пример, приликом искључивања / укључивања топле воде или преласка са хладне на топлу воду).
У последњем случају, узрок проблема лежи у различитим коефицијентима експанзије ливеног гвожђа и пластике, као иу неквалитетном споју (каналациони адаптер од ливеног гвожђа у пластику). Ово последње може развити пукотину јер се ливено гвожђе не шири равномерно као пластика. Поред тога, окова се може једноставно одмотати (причвршћивање слаби).
Да бисте решили проблем који је настао, мораћете да замените истрошени део (прелазак са ливеног гвожђа на пластику) или затегните онај који се „самоваља“. Треба напоменути да су висококвалитетни модерни окови заштићени од спонтаног одмотавања. Поред тога, можете користити пресовање таквих производа. Због тога је боље не уштедјети на додацима.
Фитинг од полипропилена, дизајниран за спајање пластичних и металних цеви
Други сценарио је потреба да се продужи линија од ливеног гвожђа. Могућност да уштедите новац тако што ћете завршити пластичну инсталацију око стана, спојену на постојећи ливени гвожђе, може подстаћи исти корак. Али, ако остане метални успон, проблем неће бити потпуно елиминисан - постоји велика вероватноћа цурења на споју (прелазак канализације са пластике на ливено гвожђе).
Пошто је спајање система "ливено гвожђе-пластика" одавно стављено у погон, на савременом тржишту можете пронаћи такав елемент као што је прелазна гумена манжетна (стандардних пречника).
Како практично повезати метал са пластиком
Избор методе повезивања цеви зависи од врсте цеви од ливеног гвожђа на располагању:
- цев без утичнице од ливеног гвожђа;
- цев са утичницом.
У другом случају, обичан корисник (без посебне обуке) ће моћи да усидри појединачне елементе. У супротном (утичница је оштећена или је није постојала) мораћете да користите прес фитинг који има специфичан дизајн – на једном крају је утичница (вез на пластичну линију), а на другом је навој. изрезан за спајање са завршетком од ливеног гвожђа. Пластичну цев можете сами уметнути у цев од ливеног гвожђа ако купите унапред:
- адаптер за канализациону цев од ливеног гвожђа или пресу;
- заптивни материјал, који се може користити за вучу или тефлонску траку;
- кључеви (два комада).
Фазе такве везе могу се описати на следећи начин:
- Одврните постојећу спојницу (клизну ливену спојницу) на месту где је планирано да доведете пластични вод. Алтернативно, можете једноставно да одсечете цев од ливеног гвожђа помоћу брусилице.
- На припремљеном металном крају исеците навој, подмазујући ово место уљем (чврсто уље).
- Обришите навоје, навијте заптивни материјал око њега и подмажите силиконским заптивачем.
- Зашрафите притисну спојницу - радњу се препоручује да се изврши ручно, без употребе кључа. У супротном, постоји могућност механичког оштећења дела. Прикључак се мора затегнути након што се систем напуни водом (на овај начин ће се избећи цурење и не прикљештити сам спој).
хттпс://иоутубе.цом/ватцх?в=39фа3је7ваИ
ПОГЛЕДАЈТЕ ВИДЕО
Ако планирате да изградите грејну мрежу или снабдевате топлу воду, препоручљиво је користити посебан адаптер (прелазни рукав од ливеног гвожђа у пластику), који има гумену заптивку. Алтернативно решење је употреба дељиве месингане чауре, која има ПВЦ елемент.
На крају, вреди рећи да је боље унапред заменити унутрашње ожичење пластиком, без чекања на хитан случај. На крају крајева, пластична конструкција је мање захтевна (не треба одржавање), а њен рад није праћен појавом непријатних мириса. Само упућена особа може спојити цев од ливеног гвожђа са пластичном!
Могући кварови и начини њиховог отклањања
Уређај је потребно поправити ако:
- вентил не искључује воду. Узроци квара могу бити:
- хабање заптивне заптивке која служи као уређај за закључавање;
- одвајање запорног вентила са вретена;
- спиндле кинк;
- контаминација вентила са наслагама садржаним у води;
Ако је вретено савијено или вентил искључен, чаура треба заменити.
- вентил који цури или капље. Главни разлози за такав квар могу бити:
- формирање пукотине на телу уређаја;
- одсуство или недовољна количина паковања жлезда.
Замена заптивке и чишћење кућишта
Да бисте поправили вентил сопственим рукама када се заптивка истроши, биће вам потребни следећи алати и материјали:
- вренцх;
- комад гуме за водовод;
- маказе;
- клешта;
- нож;
- ланени конац или други заптивни материјал.
За самосталну производњу заптивке потребне су гума и маказе. Ако знате која је заптивка уграђена на вретено, онда можете купити готов производ у продавници водовода.
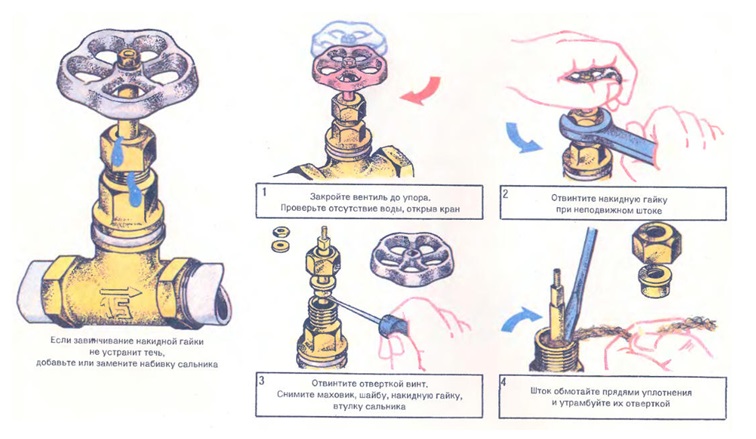
Заптивка се мења на следећи начин:
- помоћу подесивог кључа потребно је одврнути кутију крана која фиксира вретено вентила;

Демонтажа вентила за замену заптивки
- клешта одврнути матицу која фиксира заптивку;
- подлошка и неисправна заптивка се уклањају;
- изрезан је комад гуме, чије су димензије нешто веће од димензија вентила;
- у средини резаног комада гуме направљена је рупа;
- гума се монтира на вентил и фиксира навртком;
- вишак гуме се одсече маказама око вентила. Готова заптивка мора у потпуности одговарати димензијама вентила;

Причвршћивање нове заптивке на вретено
- помоћу ножа, тело вентила се чисти. Препоручује се пажљиво уклањање свих наслага не само у кућишту уређаја, већ иу навојном споју;
Ако није могуће очистити кућиште механичким деловањем, онда се може користити керозин или течност ВД-40.
- кутија за кран је монтирана на навој;
- веза је запечаћена, након чега се уређај може потпуно фиксирати.
Заптивање навоја ланеним навојем
Поправка вентила се мора извршити када је довод воде (грејање) искључен.
Замена заптивке за жлезде
Ако вентил славине цури, онда је у већини случајева проблем одсуство или прекомерно заптивање заптивке. За поправке ће вам требати:
- подесиви кључ или кључ одговарајуће величине;
- плетеница;
- нож или плоснати одвијач за заптивање.
У овој ситуацији можете сами поправити вентил према следећој шеми:
- искључите довод воде у систем;
- уклоните ручицу за ротацију;
- одврните причврсну матицу.Приликом отпуштања фиксације, препоручује се држање вретена у једном положају;
- уклоните заптивни прстен који причвршћује паковање;
- користите нож или шрафцигер да уклоните старо паковање;
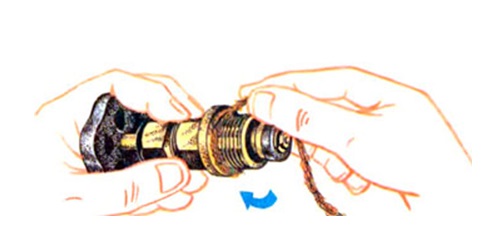
Процес замене паковања жлезде да би се елиминисало цурење
- нанети и набити нови заптивни материјал;
- саставите славину обрнутим редоследом.
Процес замене заптивке и заптивача је детаљно описан у видео снимку.
хттпс://иоутубе.цом/ватцх?в=р7а44зККС2оо
Поправка пукотина
Ако вентил цури и узрок цурења је пукотина на телу вентила, онда можете:
- потпуно замените вентил;
- затворите пукотину посебним материјалима.
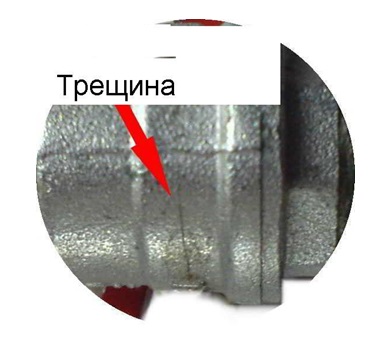
Пукотина у телу вентила
Међу материјалима који се користе за заптивање пукотина, може се разликовати средство за хладно заваривање.

Средства за хладно заваривање метала
Детаљна упутства за употребу производа су наведена на паковању. Општи образац употребе је следећи:
- место где треба поправити пукотину се очисти од прљавштине и одмасти ацетоном;
- састав је припремљен за примену;
- готова смеша се наноси на пукотину и равномерно се распоређује по површини;
За чврстоћу заваривања, препоручује се наношење смеше на већу површину него што заузима сама пукотина.
- Очекује се потпуно сушење композиције, након чега је могуће очистити и фарбати место заваривања.

Метода коришћења хладног заваривања за поправку пукотине
Тако можете сами да отклоните најчешће проблеме са вентилима. Ако извршени радови на поправци нису помогли да се ситуација исправи, вентил се мора заменити.
Једињења ливеног гвожђа и пластике
Процес замене канализације тренутно користи напредније материјале од ливеног гвожђа. У овом случају, мораћете да повежете свој део система на заједнички цевовод од ливеног гвожђа. Често се независна имплементација овога врши уметањем једног производа у други, након чега следи заптивање цементним малтером.
Овај приступ се не може назвати поузданим, јер постоји опасност од пластичне деформације и цурења. Пластичне и ливене цеви је потребно спајати са великом пажњом, јер је реакција на загревање два материјала прилично различита (детаљније: ""). Све ово може поништити заптивање. Још један штетан ефекат на такав спој су периодичне вибрације и удари у канализационом систему.


У недостатку утичнице, монтажа се врши са два адаптера. Прво, цев се очисти од прљавштине и рђе, након чега је цев од ливеног гвожђа прво опремљена гуменим адаптером, а затим пластичним. Што се тиче пластичне цеви, она је уметнута унутар пластичног адаптера.
Како заварити ливено гвожђе на метал електричним заваривањем

31.12.2018
Приликом извођења радова на поправци настају ситуације када је потребно повезати различите метале. Може ли се ливено гвожђе заварити за челик? Да, али људи са искуством то могу.
Легуре ливеног гвожђа се одликују високим садржајем угљеника, када изгоре, структура метала се мења. Спој се завари у нискотемпературном режиму, до 120°С. Челик, напротив, треба снажно загрејати.
За повезивање делова од ливеног гвожђа са другим легурама гвожђа, развијена је технологија тампон слоја. Превлака од никла обезбеђује снажно везивање различитих метала.
Технологија заваривања ливеног гвожђа челичном потрошном електродом
Постоји неколико начина заваривања ливеног гвожђа, они се користе за спајање легура ливеног гвожђа са другим металима:
- Вруће - пре спајања делова, пећи се потпуно загревају на 600 ° Ц. Загревање помоћу пламеника је дозвољено само у радном подручју (ливено гвожђе постаје гримизно). Користи се за сигурне везе.
- Полувруће, добро за легиране легуре. Делови који се спајају се делимично или потпуно загревају на 200–300°Ц.
- Хладно - делови су повезани без грејања, користи се за преклапање - шавове који раде у компресији.
Спајање метала ручним електричним заваривањем подразумева прелиминарну припрему површина. Легура ливеног гвожђа је порозна и добро упија уље. Није довољно одмастити мрљу, мора се очистити до чистог слоја, иначе ће се шав испоставити да је лабав.
Како је челик заварен за ливено гвожђе:
Прво морате да изаберете тренутне параметре. Ако апарат за заваривање ради само константно, пребаците поларитет на обрнуто. Неопходно је узети у обзир индикатор отвореног кола (напон између полова без лука), дозвољена вредност је до 54 В. Дозвољено је радити на наизменичном струјом само са отвореним кругом од 54 В.
Заваривање се врши у малим деловима, ваљци се израђују дужине не више од 3 цм Прво се депонује ливено гвожђе, затим се челични део заварује на тампон слој.
Шавови са дебелим зидовима су заварени у слојевима, сваки је кован пре наношења следећег
Направљен је окомито на прву - тако се постиже снага везе.
Након спајања легуре ливеног гвожђа са челиком врућим и полуврућим методама, важно је посматрати начин хлађења зоне наношења. Шав се периодично загрева тако да се постепено хлади
Са наглим хлађењем, легура ливеног гвожђа пуца због насталих унутрашњих напрезања.
Избор електрода
Користите специјалне који имају:
- лако паљење при покретању;
- ниска способност продирања;
- висока стопа таложења;
- тврдоћа добијене перле.
Руски брендови:
- ТсЦх-4 - мултифункционални са целулозним премазом карактерише стабилно сагоревање, добра површина;
- ОЗЦХ-2, ОЗЦХ-25 - користе се за заваривање танкозидних елемената, не сагоревају метале до велике дубине;
- МНП-2, ОЗЗХН-2 се користе само за вруће спајање делова од ливеног гвожђа са металима.
Увезено, користи се за критичне шавове:
- Зеллер 866, Зеллер 855 - универзални, кувају ливено гвожђе са гвожђем без претходног загревања;
- Фицаст НиФе - креирајте везе које стабилно раде у савијању, торзији.
Важно!
Пре рада, важно је добро осушити електроде, загрејати их, загревају се од 160 до 300 ° Ц. Али само неколико комада се узима из паковања - приликом поновног сушења и загревања, премаз ће се распасти
Примена аргон-лучног заваривања
Употреба ватросталних електрода и бакар-никл жице за пуњење даје добар резултат.
Како је челик заварен за ливено гвожђе (неколико препорука):
- Додатак се бира према врсти метала и врсти ливеног гвожђа. Чешће се бира жица са пуњеном језгром на бази никла, прво се скида премаз.
- Аргон се користи као заштитна атмосфера, чува шав од оксидације.
- За рад се бирају ватросталне волфрамове електроде.
- За рад са елементима са танким зидовима, искусни заваривачи уместо жице користе мале танке комаде ливеног гвожђа.
- За спојеве који доживљавају само статичка оптерећења (компресија), могу се користити легуре никла. Добро пријањају на све врсте челика.
Важне тачке процеса заваривања ливеног гвожђа и челика
- Рад се обавља у ниском положају.
- Ваљак се прави брзо без стварања широког базена талине.
- Сиви ливени гвожђе се лошије кува, мора се загрејати, а затим се наноси слој који садржи никл. Тада ће веза бити јака.
- Код легираних челика ливено гвожђе формира лабав шав, мора бити добро кован.
- Неопходно је равномерно кувати шав, без оштрих флуктуација са држачем.
Како заварити ливено гвожђе на метал електричним заваривањем Линк на главну публикацију
Спајамо полипропилен

Методе повезивања полипропилена у потпуности зависе од пречника производа. Дакле, цеви пречника до 63 мм спајају се заваривањем утичнице или у утичницу. Цеви већег пречника спајају се сучеоним заваривањем.Истовремено, вреди запамтити да се уз помоћ ручног лемилице лемљење може извршити само за цеви пречника до 40 мм. Велики елементи су лемљени на професионалној опреми за центрирање.
Температура заваривања полипропиленских цеви је 220-230 степени.
Технологија лемљења изгледа овако:
- Цеви су исечене на жељене сегменте;
- Рубови полимера су темељно одмашћени;
- Ознака се наноси на ивицу следећег сегмента, чија ће дужина премашити дубину утичнице за 2 мм;
- Оба краја производа који се спајају су у контакту са лемилом (цев се убацује у млазницу, а на њу се ставља утичница);
- Елементи загрејани 3-5 секунди спајају се до краја и потпуно се охладе.
ПП цеви се такође могу спојити помоћу компресионих спојница.
Спајање цеви од глатких ливених гвожђа
Цјевовод се може креирати не само са цијевима од ливеног гвожђа: често се практикује употреба глатких структура. Како спојити цев од ливеног гвожђа са челичном у овом случају? Овде ће вам требати присуство разних уређаја за повезивање: пре свега, говоримо о спојницама, седлима, крстовима, кривинама. Која опција ће бити најпогоднија одређује се пречником цевовода и врстом пристајања.
Најчешће се за то користе спојнице за цијев од ливеног гвожђа једне од сорти:
- Цилиндар. Погодно за спајање цеви истог пречника. Најчешће је таква арматура опремљена навојем.
- Двоцилиндрични. Користе се у случајевима када пречник спојених цеви варира. Унутар такве спојнице постоји и навој.
- Футорки. Ова арматура је опремљена и унутрашњим и спољним навојем, који се углавном користи у системима грејања.
Квачило је веома једноставно за коришћење. Први корак је обележавање, током којег се одређује ниво потапања сваке цеви унутар фитинга
У овом случају, важно је постићи спајање крајева тачно у центру спојнице. Заптити спој између два специјална заптивача
Често цевовод има одређени угао полагања или гране. У овом случају, други окови долазе у помоћ. Можете спојити канализационе цеви од ливеног гвожђа под углом помоћу кривина. По изгледу, то су комади цеви који имају одређени угао савијања (10, 15, 30, 60 и 90 степени).

Такође је могуће повезати цеви од ливеног гвожђа и челика са таквим уређајима:
-
Тее
. Омогућава повезивање три цевовода одједном. Најчешће се поставља на место где се канализација рачва. -
крст
. Омогућава повезивање четири цеви одједном. -
Седло
. Користи се у случају када је цев мањег пречника спојена на главни вод. Најчешће се на овај начин спајају самостојеће водоводне инсталације.
Крајеви ових уређаја могу бити опремљени утичницама или равним деловима. Заптивање спојева се врши разним заптивачима и кудељом.


