Карактеристике заваривања цеви од цинка
Одлучујући са којим електродама ћете кувати цинковање, изаберите жељени бренд на основу услова рада завареног производа током даље употребе. Заваривање се не разликује од конвенционалног заваривања, са изузетком неких нијанси:
- Температурни ефекат на слој цинка доводи до његовог сагоревања са стварањем токсичних гасова, па се у процесу заваривања морају поштовати мере предострожности - користити вентилацију протока и заштитити респираторне органе од гасова.
- Пре извођења радова, потребно је извршити пробно заваривање на кратким деловима цеви за избор електрода и оптималног режима напајања.
- За сагоревање цинка потребна је додатна енергија, па је струја на апарату за заваривање подешена 10% више него код заваривања необложеног челика.
- Бољи шав се добија употребом рутилних електрода (ово је добро познато), при заваривању електродама са основним премазом цинк додатно деградира квалитет шава, чинећи ивице његових ивица поцепаним и неравним. Због тога се препоручује да пре заваривања са електродама са главним премазом припремите место будућег споја - уклоните цинк премаз киселином или абразивним материјалима.

Пиринач. 13 Површинска обрада цинк бојом за заштиту од корозије
Карактеристике заваривања
Директна технолошка карта за заваривање поцинкованих цеви предвиђа одређене параметре рада и тока рада, који морају бити у складу са прописима. Процес заваривања мора да обезбеди одређене карактеристике, чија је сврха спречавање оштећења површине поцинкованог премаза током технолошког заваривања. Дакле, електрично заваривање поцинкованих цеви подразумева наношење посебног флукса на површину поцинкованог премаза. Ово ће спречити сагоревање цинка у време заваривања.
 Заваривање поцинкованих цеви
Заваривање поцинкованих цеви
Према процедури заваривања поцинкованих цеви, заједничко предузеће предвиђа следеће кораке:
- На месту заваривања наноси се једињење флукса, које има течно-вискозно технолошко стање.
- У процесу заваривања спој флукса прелази у другу структуру, при чему долази до топљења, а флукс не емитује производе сагоревања, нити испарава, али је заваривање поцинкованих цеви штетно по здравље, без употребе посебних заштитних уређаја за руковалац опреме за заваривање.
- На крају технолошког заваривања, на споју се добија савршено равномеран и јак шав. Површина је потпуно заштићена од појаве корозивних процеса у будућности.
хттпс://иоутубе.цом/ватцх?в=КФоиФ2вКсзВЕ
Како правилно заварити цеви електричним заваривањем водич корак по корак
Избор електрода Разноврсност заварених спојева и спојева цеви Претходни рад са деловима Процес заваривања Суптилности електричног заваривања Монтажа спојева Рад са ротационим и фиксним спојевима Провера поузданости спојева Безбедносна правила при раду са апаратом за заваривање
У процесу одржавања често постоје случајеви када је потребно изградити неку врсту конструкције од обичних цеви или профила. Често се у ове сврхе користе лагане и једноставне за уградњу пластичне цеви, као и челични производи са навојним причвршћивачима. Међутим, у овом чланку ћемо погледати како правилно заварити цев за грејање или друге неопходне системе у вашем дому, јер горе наведене опције нису увек прихватљиве и прикладне.
Избор електрода
Прва ствар коју ће вам требати да извршите заваривање на цевима за грејање или другим структурама су електроде. Од квалитета овог потрошног материјала зависиће не само поузданост добијених заварених спојева и непропусност система, већ и процес извођења радова.
Под електродом се подразумева танка челична шипка са посебним премазом, која омогућава стабилан лук у процесу електричног заваривања цеви и учествује у формирању вара, а такође спречава оксидацију метала.
Према врсти језгра, постоје такве електроде:
- Са центром без топљења. Материјал за такве производе је графит, електрични угаљ или волфрам.
- Са центром за топљење. У овом случају, језгро је жица, чија дебљина зависи од врсте заваривања.
Што се тиче спољашњег омотача, многе електроде које се налазе на тржишту треба поделити у неколико група.
Дакле, покривеност може бити:
- Целулоза (град Ц). Ови производи се углавном користе за заваривање цеви великих пресека. На пример, за постављање цевовода за транспорт гаса или воде.
- Рутилна киселина (РА). Такве електроде су оптималне за заваривање металних цеви за грејање или водовод. У овом случају, завар је прекривен малим слојем шљаке, који се лако уклања тапкањем.
- Рутил (РР). Ова врста електроде омогућава добијање веома тачних заваривачких шавова, а шљака која се формира током рада се врло лако уклања. Углавном се такве електроде користе на местима угаоних спојева или при заваривању другог или трећег слоја.
- Рутилна целулоза (РЦ). Такве електроде могу извршити заваривање у апсолутно било којој равни. Конкретно, они се веома активно користе за стварање дугачког вертикалног шава.
- основни (Б)
Врсте завара и спојева
Заваривање челичних цеви врши се машином за заваривање методом топљења. Апарат за заваривање формира једносмерну струју из наизменичне струје и помоћу електричног лука загрева локално подручје производа до жељене температуре. Формирање електричног лука се јавља на металној шипки (електроди). Тамо где лук ради, формира се посебна атмосфера, која, када се метал топи, не дозвољава му да оксидира. Захваљујући висококвалитетном завареном шаву, цурење је потпуно искључено, јер је веза чврста.
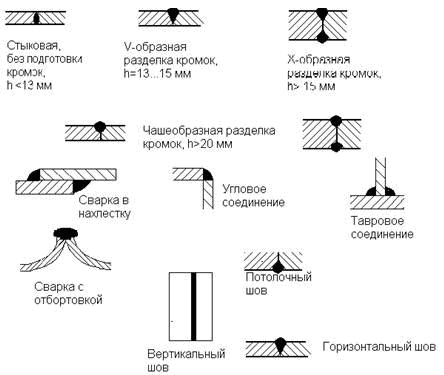
Постоји много начина за шивање. Који метод одабрати зависи од дебљине цеви и материјала од којег су направљене. Главне врсте шавова:
- у Бику;
- бутт;
- преклапање;
- угаона.
Такође је важно узети у обзир локацију цеви у односу једна на другу:
- доњи шав. Приликом заваривања, електрода се поставља преко елемената који се спајају. Овом методом, заваривач може јасно да види сва заварена подручја, тако да је овај метод најпогоднији.
- Плафонски шав. Електрода се поставља испод елемента који се завари. У овом случају, оператер подиже руку и држи је изнад главе, тако да се овај метод користи само током поправке или приликом замене деформисаног дела цеви. Приликом уређења новог система он се не користи.
- вертикални шав. Овај начин повезивања се користи ако се 2 цеви налазе хоризонтално. Заваривач помера електроду горе-доле и одоздо према горе (у вертикалном смеру).
- Хоризонтални шав. Често хоризонталне везе чине уградњу система грејања и водовода. У овом случају, две цеви су у вертикалном положају.
Да ли је могуће заварити поцинковане цеви
Правила за монтажу цевовода одређују ГОСТ. Међутим, стандардни захтеви нису погодни за рад са поцинкованим цевима. Заштитни слој цинка кључа на температури од 906 степени Целзијуса. Међутим, база мора бити загрејана на 1200 степени.Због тога су уведене новине према којима су назначена два могућа начина решавања проблема:
- Заваривање помоћу флукса. Састав не би требало да садржи компоненте које се растварају у води.
- Смањено време заваривања. Дакле, цинк неће имати времена да испари. Да бисте брже завршили посао, потребно је повећати температуру помоћу регулатора струје.
Заваривач бира методу у зависности од ситуације, техничких захтева.