Како савијати пластичне цеви помоћу савијача цеви
У процесу монтаже цевовода, често је потребно савијати цев. Ако се за уградњу користе метално-пластични производи, онда овај посао није веома тежак задатак. Метал-пластика је пластични материјал, али када се ради са њим, морају се применити бројна правила. Схватићемо како савијати метално-пластичне цеви.
Метал-пластика се често користи за уградњу инжењерских система стамбених зграда. Овај материјал је погодан за уградњу водовода, вентилације и система грејања. Савијање метално-пластичних цеви сопственим рукама није веома тежак задатак, међутим, ако се овај посао уради погрешно, то може довести до квара производа због деформације.
Савијање цеви је процес током којег се мења положај централне осе производа. У овом случају на спољашњем зиду се ствара затезни напон, а на унутрашњем зиду ствара се напрезање притиска.
Цев треба савијати, одржавајући оптимални радијус савијања. Овај индикатор зависи од:
- величина цеви;
- однос унутрашњег и спољашњег пречника.
Која опрема се користи?
Ручно савијати цев код куће није тешко, али у исто време ризик од покварења радног предмета је превелик. Због тога је неопходно користити савијач цеви за метал-пластичне цеви. Овај уређај је:
- механички;
- са хидрауличним погоном;
- електромеханички.
Употреба савијача цеви вам омогућава да савијате метал-пластику без оштећења. Предности коришћења опреме:
- изузетно мали ризик од кварења радног предмета;
- једноставна употреба;
- способност савијања на производима различитих величина.
Хидраулични
Хидраулички модел је знатно скупљи од опружног савијача цеви, али је много лакши за рад. Овај модел је опремљен уграђеном пумпом, захваљујући којој није потребно улагати велики физички напор за савијање.
Савијач цеви има издржљиво метално кућиште које обезбеђује заштиту хидрауличког дела уређаја. Оператер контролише рад уређаја помоћу полуге. Постоје модели савијача цеви са отвореним или затвореним оквиром.
Скупи модели савијача цеви опремљени су електричном хидрауличном пумпом, јефтиније опције имају ручни хидраулични погон. Друга опција је згодна по томе што се може користити без прикључења на извор напајања.
Друга верзија савијача цеви назива се самострел. Постоје три врсте таквих уређаја:
- намотавање;
- трчање у;
- референца.
Када се користи уређај првог типа, савијени сегмент се притиска на ваљак одређене величине. Што је већи пречник радног ваљка, то ће бити већи радијус савијања. Када је уређај укључен, ваљак почиње да се окреће, намотавајући савијени сегмент метал-пластичне цеви док се не добије жељени степен савијања.
У опрему овог типа уграђена су три ваљка, један од њих је стезни, он врши притисак на цев и ствара кривину. Друга два ваљка су потпорна. Опрема ове врсте се користи ако је потребно савијати метално-пластични производ великих димензија.
Дакле, пре него што започнете монтажу цевовода, морате научити како савијати метално-пластичну цев код куће. Да бисте извршили овај посао, вреди користити једноставан савијач опружних цеви.
Професионална опрема са хидрауличним погоном је скупа и није рационално куповати је за обављање једнократних радова.
Употреба опружног савијача цеви омогућава вам да савијате метал-пластичне производе што је брже и једноставније могуће.
Стандардни захтеви за радијус савијања
Приликом савијања цевних елемената, њихови зидови не би требало да мењају свој профил, попречни пресек и пропусност (промена унутрашњег пречника) - то се постиже због одређеног радијуса окретања, који је постављен стандардима.
Приликом одређивања минималних граница заокруживања узимају се у обзир методе за његово добијање - најбоље показатеље наниже дају савијачи цеви са трном са технологијом намотавања и топлотном обрадом, што омогућава смањење величине круга.
Индикатор такође зависи од материјала производње и димензија производа: спољни пречник (Дн) и дебљина зида (С), табеле показују и дужину правог дела, што је неопходно за добијање назначених вредности.
Приликом рада важно је знати димензије фрагмента на којем се добијају ове вредности радијуса - оне се израчунавају сабирањем дужина два равна пресека и лука израчунате помоћу посебне формуле
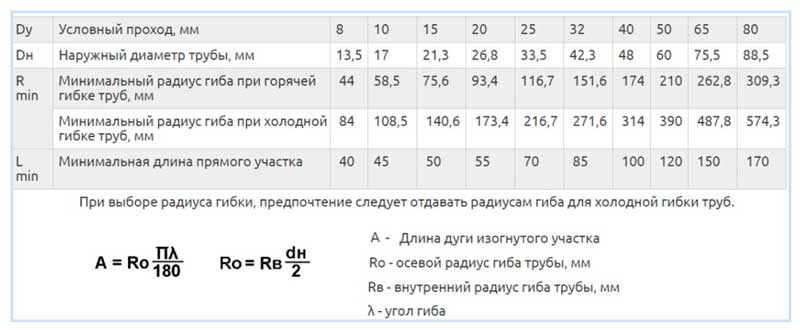
Пиринач. 2 Прорачун минималног радијуса савијања челичних цевовода и дужине лука
Подаци наведени у табелама гарантују, у зависности од димензионалних параметара, потребну ГОСТ елипсу и овалност до 12,5%.
Према ГОСТ 17365-71В за цевоводе за агресивна окружења, назначен је следећи минимални радијус савијања цеви:
- за елементе са спољним пречником Д до 20 мм. – не мање од 2,5 Д;
- на Д, више од 20 мм. полупречник не сме бити мањи од 3,5 Д.
У овом случају, стањивање зидова у зони савијања не би требало да прелази 20% за челик и 25% за алуминијум.
Предности примене хидраулике
У многим ручним и скоро свим индустријским јединицама за савијање цеви користи се хидраулички погон, који има следеће предности у односу на механичке вијке:
- бесконачно снабдевање погона савијеном производу;
- способност развоја великих статичких сила у повратном кретању, недостижних када се користе само електрични погони;
- мале димензије главних јединица;
- брзи;
- поузданост и издржљивост;
- недостатак чворова за трљање и добро подмазивање.

Пиринач. 10 Начин савијања челичне металне гредице
Структура метално-пластичних цеви
Основа метално-пластичне цеви је слој полиетилена. Он је тај који обезбеђује високу чврстоћу таквих производа, тако да цев може обављати функцију лежаја. Уз помоћ адхезивног састава, алуминијумска фолија је причвршћена за полиетиленски слој, који ће, када се користи цев, спречити дифузију кисеоника. Ивице цеви су заварене од краја до краја ласером. Температура линеарне експанзије цеви произведених на овај начин постаје упоредива са температуром металних цеви. Заштитне и декоративне функције обавља спољни слој беле боје, који је полиетилен.
Дакле, метално-пластична цев је структура која се састоји од следећих слојева:
- полиетиленски слој,
- слој лепка
- алуминијумска фолија,
- други слој лепка
- спољни слој полиетилена.
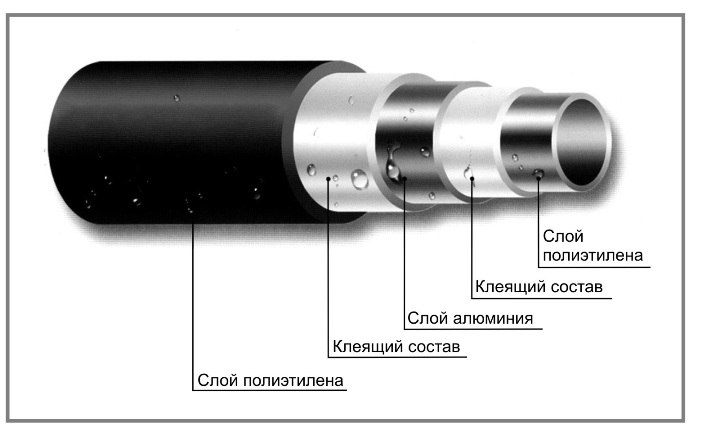
Структура метално-пластичне цеви
Јединствена вишеслојна конструкција ових производа обезбеђује дуг радни век. Умрежени полиетилен, који чини унутрашњи слој, омогућава вам да створите неопходан ниво глаткоће унутрашње површине и заштитите цев од каменца и других наслага, тако да унутрашњи пречник метал-пластичне цеви остаје непромењен при нормалном раду. услови. Захваљујући два полимерна слоја, алуминијумско језгро је поуздано заштићено од формирања галванских парова са месинганим и челичним елементима цевовода. Поред тога, полиетиленски слојеви смањују топлотну проводљивост цеви и интензитет формирања кондензата на њиховој површини.
Методе савијања квадратног металног профила
Савијање профила квадратног или правоугаоног пресека, иако се користи у индустрији, савијени метални профил је траженији у свакодневном животу.Приликом изградње подова стакленика потребан је лучни профил, који се може направити једноставним уређајем. Принцип рада овог уређаја се састоји у провлачењу профилисаног бланка кроз систем од три ротирајућа рола, од којих су два крајња спољна стационарна, а трећи се креће у уздужном правцу, постављајући угао савијања.
Ако је потребно да се добије мањи радијус закривљености у правоугаоном профилу, користите термичко загревање металног профила помоћу дуваљке или гасног горионика уз истовремени физички утицај.

Пиринач. 6 Савијања полуге код ручних уређаја
Карактеристике метал-пластичних производа
Главне техничке карактеристике
- Дебљина зида цеви пречника 16 мм је 2 мм, а цеви пречника 20 мм је 2,25 мм. Истовремено, слој алуминијума у таквим производима је 0,2 мм и 0,24 мм, респективно.
- 1 линеарни метар цеви од 16 мм тежи 115 г, цев од 20 мм тежи 170 г.
- 1 линеарни метар цеви пречника 16 мм садржи 0,113 литара течности, а цев од 20 мм садржи 0,201 литара.
- Коефицијент експанзије метално-пластичних цеви је 0,26к10-4 по 1 степену.
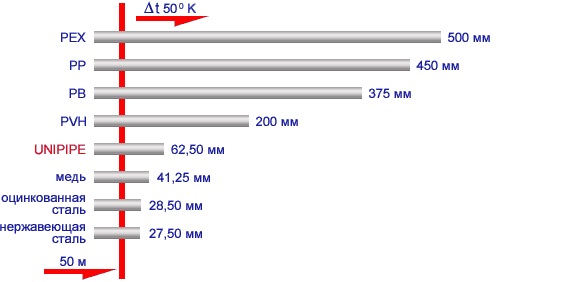
Топлотна експанзија метал-пластике је 10 мања него код ПЕКС цеви
- Коефицијент храпавости површине је 0,07.
- Такве цеви карактерише коефицијент топлотне проводљивости једнак 0,43 В / м * К.
- Адхезивни и заварени спојеви са алуминијумом су 70 односно 57 Н/мм2.
- Са попречним руптуром, индекс снаге ће бити 2880 Х.
- Минимални радијус савијања цеви од 16 мм ручно је 80 мм, а цеви од 20 мм је 45 мм.
- Дифузију кисеоника током рада таквих производа карактерише индикатор једнак 0 г/м3.
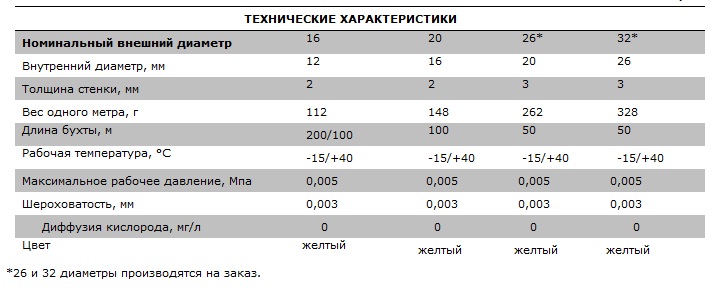
Техничке карактеристике цеви различитих пречника
Дозвољена температура и притисак
О притиску који цеви од метал-пластике могу да издрже треба разговарати одвојено:
Радна температура је у распону од 0-95 степени при притиску у цевоводу од 10 бара. Радна температура је ограничена на 0 и 25 степени ако се течност доводи под притиском од 25 бара.
- Максимални радни притисак на горњем температурном прагу радног медија је 10 бара.
- Кршење интегритета цевовода на средњој температури унутар цеви од 20 степени је 94 бара.

Услови под којима је век трајања цеви максималан
Ако температура и притисак остану непромењени, животни век метално-пластичних цеви је:
- 1 сат на т=20 степени и минималном притиску од 5,71 МПа,
- 1 сат на т=95 степени са минималним притиском од 3,3 МПа,
- 100 сати на т=95 степени са минималним притиском од 2,93 МПа,
- за 1 хиљаду сати на т=95 степени са минималним притиском од 2,57 МПа.
Вреди напоменути отпорност на високе температуре, коју поседују метално-пластичне цеви: карактеристике производа остају стабилне чак и уз краткотрајно загревање до 110 степени.