Облога претварача
Најважнији циљ стратегије развоја дизајна облоге претварача је постизање њеног високог отпора, чиме се обезбеђује толика ефикасност претварача, која одговара минималним јединичним трошковима за ватросталне материјале. Последњу деценију карактерише радикално повећање издржљивости облоге претварача услед употребе комбиноване уравнотежене шеме, узимајући у обзир карактеристике хабања појединих зона, укључујући и оне подложне повећаној ерозији. Дакле, у различитим зонама облоге конвертера користе се производи различитог квалитета и дебљине, што на крају доводи до уравнотеженог хабања облоге у целини (табела 4). Повећање издржљивости облоге је олакшано смањењем времена њеног директног контакта са млазом кисеоника. Да би се то урадило, на почетку процеса дувања, формирање шљаке се принудно убрзава додавањем доломитног креча да би се шљака пенила. Наравно, повећању трајности облоге доприноси и аутоматизација процеса конвертора, која смањује број падова конвертера и спречава прегревање челика на крају растапања. Да би се повећала издржљивост облоге, америчке компаније Працтер и Грате Лакес Дивисион предложиле су технологију за удувавање шљаке у конвертор кисеоника, која подразумева убризгавање азота под високим притиском кроз горњу кисеоник или помоћну копљу да би се шљака распршила преко облоге. У исто време, шљака покрива облогу, хлади и стврдњава, стварајући снажну заштитну кору која спречава хабање ватросталног материјала. Технологија дувања шљаке укључује окретање претварача да би се нанео премаз на делове облоге који су подложни повећаном хабању током утовара отпадног метала и одводног метала. Додатни позитиван ефекат шљаке шљаке постиже се и због тога што се ливено гвожђе сипа у конвертор, шљака се делимично топи, што доводи до стварања одређеног слоја течне шљаке и пре почетка дувања. профил облоге и њен степен истрошености. Пример такве опреме је систем профилисања ласерске облоге. Потпуно скенирање претварача траје 25…30 минута. Затечене површине са малом дебљином облоге санирају се пушкама и шљаком. У току рада облога се прати 7…10 пута. Генерално, већ данас се 2,5 ... 3,5 хиљада талина сматра нормалном издржљивошћу облоге претварача. Рекордне бројке, засноване на праћењу система и додатној поправци облоге, достижу чак 10...15 хиљада топлота и више.
Зидане зграде за грејање
Главна предност којом се могу похвалити камене пећи за викендице је способност дуготрајног задржавања топлоте. Ово је тачно када морате да останете у згради преко ноћи у мразним данима. Међутим, потребно је много времена да се истопе структуре, што није баш згодно за кратку забаву.
Релевантност примене
У обзир су узете димензије, ефикасност, сложеност производње и други параметри.
- На првом месту је холандска пећница за давање, јер има компактну величину, што значи да се може активно користити у многим просторијама. Због присуства вертикалних канала, има висок топлотни поврат.
- Другу позицију заузима шведска грејна конструкција од опеке. Моћи ће се уклопити у готово све зграде, наравно, ако то нису сеоске куће из блок контејнера.
- Треће место припада руској пећи због своје импресивне величине и сложености израде.Ова опција је погоднија за стамбене зграде него за приградске зграде.
Класификација конструкција
У зависности од намене, разликују се објекти за грејање, кување и комбиновани објекти. У првом случају се врши само загревање просторија, у другом - само кување. Поред тога, структуре се могу директно комбиновати једна са другом.
Пећи се могу класификовати по дебљини зида, која може бити танка или дебела. Време загревања и хлађења зависи од њихове величине. За сеоску кућу препоручује се одабир танких зидова, јер им није потребна масивна основа.
Што се тиче конфигурације, дизајни могу бити правоугаони, квадратни, угаони, округли, па чак и у облику слова Т. Избор форме се, по правилу, врши узимајући у обзир дизајн ентеријера.
Могућности дизајна
Уз помоћ различитих врста завршних обрада могу се формирати естетске карактеристике структуре од цигле. За разлику од металних колега, постоји много опција за побољшање екстерних података.
Ако је потребно, облога се може лако заменити, радикално мењајући перцепцију грејне структуре.
- Обложена цигла је у стању да унесе дашак модерности у изглед, па се врло често користи за декорацију. Идеално за стилове у којима преовлађују равне линије.
- Керамичке плочице, са својом разноликошћу боја и могућностима уградње, могу у потпуности да трансформишу дизајн. Занимљиво изгледа имитација других материјала, као што је дрво.
- Декоративни малтер пружа могућност стварања премаза са естетски атрактивном текстуром. Резултат су врхунски производи.
- Ручно рађене плочице вам омогућавају да креирате ексклузивне дизајне, који након завршетка рада делују као главни извор пажње.
Метални производи за грејање
Основна предност оваквих конструкција је брз пренос топлоте на околни ваздух, иако се хлађење дешава и за кратко време. Одлучујући фактор се може сматрати ниском ценом, захваљујући којој се производи успешно такмиче са колегама од цигле. Током рада постоји опасност од опекотина ако кућиште није заштићено другим материјалима.
Основне методе класификације
Пре свега, сви производи се могу поделити према материјалу производње. На савременим тржиштима представљен је обичан или топлотно отпоран челик. Избор треба првенствено да се заснива на условима рада, јер су карактеристике метала потпуно различите.
Друга опција класификације узима у обзир локацију производа. Посебно су популарне угаоне пећи за викендице, које не заузимају много простора, па су погодније за мале просторије. Избор у овом случају зависи од одлуке о дизајну.
Најважнији фактор је начин на који је систем пројектован, што се објашњава посебним ефектом на ефикасност.
-
Структуре коморе укључују сагоревање заосталог ваздуха кроз природну циркулацију
. Са овом опцијом, накнадно сагоревање се комбинује са пећи у један модул - лонац. -
Производи канала подразумевају присуство посебних преграда између којих пролазе димни гасови, задржавајући топлоту
. По правилу, ефикасност система не прелази 60 одсто. -
Аналози типа звона су у стању да задрже почетне производе сагоревања под неком врстом капацитета све док не одустану од сву енергију
. Због тога их карактерише висока ефикасност.
Најпопуларнији представници
Захваљујући компетентном дизајну, убризгавање ваздуха се одвија без употребе додатних уређаја. Температурна разлика између улазног и излазног тока доводи до преноса топлоте у гасовима. Конвекцијске пећи за давање овог типа омогућавају вам да постигнете високу ефикасност.
Домаћи системи
Ако је потребно, метална конструкција за грејање може се направити ручно. Наравно, тешко да је вредно тврдити да се ствара креација која се одликује естетским подацима, али је сасвим могуће изградити уредну структуру, поготово зато што практичност игра главну улогу са недостатком буџета.
У почетној фази рада посебна пажња се посвећује припреми елемената неопходних за монтажу. Што се тиче алата, листа није тако дуга, јер се домаће пећи за викендице праве помоћу брусилице и апарата за заваривање.
У цеви пречника од најмање 40 мм, прво се исеку две правоугаоне рупе. Један од њих ће бити ложиште, а други дуваљ. У горњем делу се ствара рупа за димњак. Од жица дебљине 6 мм прави се решетка.
Из челичног лима су изрезана два круга, чији ће пречник одговарати ширини цеви. Заварени су са доње и горње стране, формирајући заптивену структуру. У последњој фази, врата се постављају од резаних комада помоћу челичних шарки.
Режими конвекције
Да би се обезбедио равномеран и сталан проток топлотне енергије са свих страна пећнице, у њој се користи принудна конвекција.
Вентилатор ефикасно ствара равномерно и непрекидно дување топлог ваздуха на производе на плеху. Ово спречава да загоре или да се не пеку. Поред тога, конвекција помаже у стварању прелепе златно браон боје на питама и другим производима.
У једноставнијим моделима електричних шпорета уграђени су обични вентилатори једноставног дизајна, чији је задатак да присиле ваздух да се креће унутар ормарића. У сложенијим јединицама, вентилатор може бити додатно опремљен грејним елементом, што је ефикасније.
Пећнице могу бити опремљене снажним вентилаторима који брзо стварају густ, равномеран ток топлог ваздуха. Ово вам омогућава да пецива изнутра буду сочнија и мекана.
Постоји и влажна конвекција, током које се ствара пара унутар пећнице. Као резултат тога, пецива се не исушују, пите и колачи добро расту. Поред тога, ефекат паре вам омогућава да уштедите уље и кувате здраву храну без пржења.
У основи, електрични модели пећи су опремљени различитим начинима конвекције. У гасним пећницама ова функција је много ређа. То је због чињенице да модел гаса има своје специфичности у дизајну. Отворена ватра у гасним горионицима ствара одређене потешкоће за стварање принудне циркулације топлоте.
Карактеристике конвекцијских пећи
Уградња конвекцијских пећи за домаћинство омогућава не само да се реши проблем истовременог кувања неколико порција јела, већ и уштеди новац на потрошњи електричне енергије (нарочито корисно током грејне сезоне). Технолошке карактеристике:
- Чак и кување. Топли ваздух равномерно загрева посуђе и омогућава вам да одржавате температуру на задатом нивоу.Мале димензије вам омогућавају да користите опрему и код куће и на угоститељским местима за загревање хране и припрему полупроизвода.Температура брзо расте. Већ за 20 минута биће достигнуте максималне вредности. Захваљујући томе, јела се припремају брзо. Сада у земљи можете заборавити на класично грејање у виду пећи на дрва и кувати на професионалној опреми.
Реверзибилни вентилатори професионалних кућних конвекцијских пећи раде заједно са грејним елементима велике снаге, због чега струјање ваздуха циркулише.
Традиционалне конструкције за грејање сеоских кућа углавном су направљене од два материјала - метала и цигле, што се објашњава њиховом способношћу да добро толеришу топлотне ефекте.Да бисте поједноставили избор, требало би да детаљно размотрите обе опције. Упознавање са свим врстама пећи пружиће могућност одабира система који одговара специфичним потребама потрошача.
Облога претварача млазног бетона
Облагање млазним бетоном је метода вруће поправке наношењем ватросталне масе на истрошена подручја облоге помоћу машина за млазни бетон. Нанети горионик и полусув млазни бетон.
Током млазног бетона, главно радно тело машине је водено хлађено млазни бетон који се уводи у шупљину претварача. Кроз њега се доводи кисеоник и уз помоћ компримованог ваздуха ствара се млазни бетон који се састоји од магнезитног праха и коксне прашине. Сагоревање кокса у кисеонику обезбеђује формирање пламена са температуром од 1800–2000 °Ц. На овој температури, ватростални прах прелази у пластично стање и, нанешен бакљом на површину облоге, чврсто је заварен за њега.
Код полусувог точења, навлажена ватростална маса се наноси на облогу претварача помоћу млазнице машине за млазни бетон млазом компримованог ваздуха, а маса се меша са водом у млазници. Навлажена маса се лепи за облогу и накнадно се заварује за њу. Недостатак ове методе је што испаравање влаге чини структуру нанешеног слоја релативно лабавом, а њена трајност је ниска. Због тога је млазни бетон за бакље ефикаснији.
Млазни бетон као појединачни делови облоге, тако и читава његова површина. Гунирање почиње након истрошености облоге за око половину дозвољене вредности, трајање је 4–20 мин, учесталост извођења је после 2–18 топљења, дебљина нанетог слоја је 5–100 мм. Трајност облоге може се повећати на једну до три хиљаде талина.
Шљуковане облоге дувањем шљаке. Након одводњавања метала, шљака у конвертору се згушњава додатком спаљеног доломита. Затим, кроз млазнице кисеоника или специјалног копља, азот се удувава у шљаку, прскање шљаке се лепи за облогу, формирајући слој шљаке, који се уништава у наредним врућинама; стварна облога остаје скоро непромењена. Нанети слој шљаке издржава најмање две топлоте.
Са овом методом вруће поправке, издржљивост облоге од магнезит-угљеничних ватросталних материјала достиже 5-10 хиљада топлота. Једна од опција за издувавање шљаке предвиђа његово спровођење 10-12 минута на свака два грејања.
Шлаком облоге и њеном пушкама смањује се број хладних поправки облоге које захтевају тежак ручни рад и смањује се потрошња обликованих ватросталних материјала. Али код млазног бетона додатно се троше прашкасти ватростални материјали (магнезитни прах, мешавине на бази креча итд.).
Врхунски дувани претварачи кисеоника БОФ Схапе БОФ димензије Тело и дно претварача Игле и потпорни прстен БОФ замахни механизам кисеоник ланце
Разлика између ова два начина
Горенаведена производња је подељена на Бесемеров и Томасов процес. Разлике између њих су у главним компонентама облога претварача.
Бесемеров процес производње челика омогућава коришћење ниског садржаја фосфора и сумпора. Са Тхомас методом, напротив, ливено гвожђе се претопи уз помоћ високог садржаја фосфора.
Суштина производње кисеоника-конвертера је топљење челика облагањем и прочишћавањем кисеоником из течне базе од ливеног гвожђа. За то се без грешке користи облик за хлађење водом.
 Облик за хлађење водом
Облик за хлађење водом
У јединицама, кисеоник се доводи одоздо. Ова метода је најчешћа у Русији. Иако се у страним земљама често користи комбиновани метод чишћења. У металургији, метода топљења кисеоника-конвертера препозната је као практично једна од најефикаснијих у неколико аспеката:
- Репродукција једне јединице за топљење челика премашује по снази друге методе за неколико тона.
- У тешким претварачима, репродукција достиже око 500 тона за 1 сат.
- Трошкови су много нижи него у другој производњи.
- Прилично економично уређење било које радионице, чак и без обзира на снагу топионика.
- Једноставност процеса лежи у аутоматизацији методе производње челика.
Због чињенице да се користи чисти кисеоник, добијени челик нема висок садржај азота. Ово омогућава да се материјал користи у широком спектру малих индустрија.
Такође је важно да релативна безбедност по здравље омогућава укључивање специјалиста средњег нивоа
 Могућност за запошљавање већег броја људи
Могућност за запошљавање већег броја људи
Оно што се зове конвекторско грејање
Конвекторски систем грејања је систем у коме се топлота преноси са топлотног носача грејног елемента помоћу конвекције. То јест, пренос топлоте се врши континуираним покретним струјама ваздуха. Захваљујући томе, могуће је равномерно загрејати просторију.
Грејање је уређено на следећи начин. Његови главни елементи су конвекторски радијатори за грејање. У доњем делу се налази измењивач топлоте у коме стално циркулише загрејана расхладна течност, која игра главну улогу у процесу размене топлоте. Да би површина контакта хладног ваздуха са грејачем била већа, обезбеђена су равна метална ребра или цеви, које су водичи за проток загрејаног ваздуха.
За и против  пећи камини са воденим кругом, прочитајте наш чланак.
пећи камини са воденим кругом, прочитајте наш чланак.
Избор је пао на биметалне радијаторе са доњим прикључком? Како одабрати прочитајте овде.

Уређај конвектора за грејање
Дакле, хладни ваздух улази у измењивач топлоте, који се, загревајући, помера према горе.
Једна од предности оваквог грејања је што се ваздух у просторији може загрејати прилично брзо.
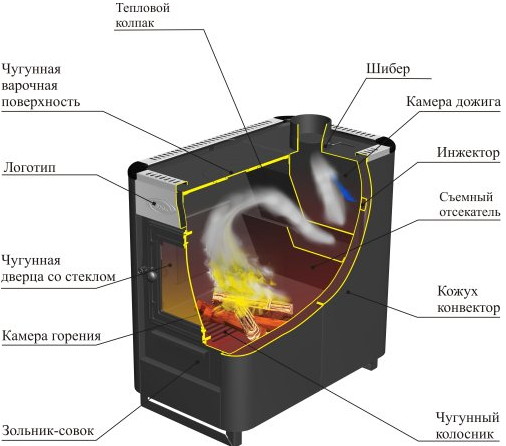
Опис процеса топљења конвертора кисеоника
Претварач кисеоника је челична посуда у облику крушке. Њен унутрашњи део је заштићен смолно-доломитном (основном) циглом. Капацитет челичане варира од 50 до 350 тона. Посуда се налази на осовинама и може да се окреће око хоризонталне осе, што вам омогућава да слободно сипате гвожђе у њега, положите друге адитиве и спојите метал са шљаком.
Да би се добио коначни производ, у конвертор се не сипа само ливено гвожђе, већ се додају и адитиви. Ови укључују:
- метални отпаци;
- материјали који формирају шљаку (гвоздена руда, креч, фелдспат, боксит).
Метода претварача са прочишћавањем кисеоником подразумева уливање ливеног гвожђа загрејаног на 1250–1400°Ц у конвертор. Након постављања претварача у вертикални положај, кисеоник се доводи до њега. Чим је дување почело, преостале компоненте које чине шљаку се уносе у растопљено гвожђе. Мешање ливеног гвожђа са шљаком врши се под дејством дувања.
Карактеристика главне шљаке је висок садржај калцијум-оксида и гвожђе-оксида, који на почетку дувања доприносе уклањању фосфора. Ако садржај фосфора прелази потребну вредност, шљака се одводи и уводи нова. Пречишћавање кисеоником се прекида када садржај угљеника у финалном производу задовољи одређени параметар. Након тога, претварач се окреће и челик се исцеђује у лонац, где се додају деоксиданти и други адитиви.
Повезани видео: Основе производње БОФ-а
Избор питања
- Михаил, Липецк — Које дискове за сечење метала треба користити?
- Иван, Москва — Шта је ГОСТ за челични лим?
- Максим, Твер — Који су најбољи регали за складиштење ваљаних металних производа?
- Владимир, Новосибирск — Шта значи ултразвучна обрада метала без употребе абразивних супстанци?
- Валериј, Москва — Како властитим рукама исковати нож из лежаја?
- Станислав, Вороњеж — Која опрема се користи за производњу ваздушних канала од поцинкованог челика?
Конвекторско грејање код куће је ваш корак ка кућној удобности
Међу различитим начинима загревања куће, конвектор с правом заузима не последње место. Његове главне предности су да приликом коришћења ове методе није потребно креирати сложен дизајн система грејања, а цеви и скупи котлови за грејање воде нису потребни.
Хајде да покушамо да схватимо шта је грејање конвектором. Као што назив говори, ово је начин загревања просторије, који се заснива на конвекцији ваздуха у самој просторији.

Из закона физике произилази да када се загреје, топли ваздух се диже, а хладан се спушта.
Тако долази до природне циркулације ваздуха и постепеног загревања просторије. Управо је ова врста грејања прилично једноставна, али истовремено и ефикасан начин грејања.
Грејачи на дрва
Већина пећи
доступни на тржишту су на дрва. Пећи на дрва се традиционално користе као додатни извор топлоте. Да бисте повећали количину произведене топлоте, можете покушати сагорети више дрвета. Добро осушено дрво гори много боље од мокрог дрвета.
Дакле, да би се повећала количина топлоте, препоручљиво је користити такозвани први (највиши) разред огревног дрвета (бреза, јасен, храст, јавор, граб). У просеку, један обележивач пећи је довољан за 4 сата горења, али уз добро огревно дрво, просторија ће се загрејати брже и са мањом потрошњом огревног дрвета. Могућност загревања само једне просторије, без могућности прикључења на систем грејања куће, у овом случају се може сматрати недостатком ове врсте пећи.
Колико се разликују пећи на дрва
. Челичне пећи су често глатке, без карактеристичних површинских текстура, погодне за модерне кућне ентеријере. Пећи од ливеног гвожђа често подсећају на старе пећи, често се производе са украсима на површини и погодне су за класичне ентеријере.
Пећи од челика и ливеног гвожђа
су направљени са уграђеним стакленим вратима која вам омогућавају да контролишете ватру која гори увече, нежно осветљавајући просторију. За таква врата се користи специјално стакло отпорно на топлоту. Стакло, са изузетно ниским коефицијентом топлотног ширења.
Конвекцијске пећи се често користе за загревање кућа или викендица. Главна разлика између таквих пећи је присуство решетки или цеви за циркулацију ваздуха. Конвекцијске пећи, као што им и име говори, раде на принципу конвекције.
Хладан ваздух пролази кроз доње решетке током кретања, загрева се и подиже, излази у просторију кроз горње излазе. Захваљујући овом кретању, обезбеђује се добра циркулација ваздуха и постаје могуће загревати не једну, већ неколико просторија, а не нужно на истом спрату.
Конвенционална пећ на дрва даје много мање топлоте просторији него конвекцијска пећница. Конвекцијске пећи су често обложене ватросталним плочицама. Производе се модели конвективних пећи који не раде на дрвету, већ на угљу. Имају нешто мање запремине и разликују се у дизајнерским карактеристикама ложишта. Треба напоменути да се конвекцијске пећи могу аутоматизовати.
Конвекцијске пећнице могу бити било које величине, што значи да се могу прилагодити било којој величини просторије. Снага пећи је најмање 7 кВ, а највеће су око 16 кВ. Спољашњи дизајн конвекцијских пећи је донекле сличан челичним и ливеним гвожђем на дрва.
Основни практични савети за постављање плоча
Имајте на уму да се мора држати што је могуће већа удаљеност од грејача до запаљивих површина. Пећи морају бити постављене на незапаљиве површине, т
е., керамичке плочице, метал, каљено стакло, лимени лим
Приликом избора било које врсте пећи, важно је запамтити да за ефикасан рад пећи димњак мора бити најмање 100 - 130 мм у пречнику.
Важно је напоменути да димњак изнад крова треба да буде непосредно изнад слемена крова. Удаљеност од гребена до 1,5 метара
Димњак треба да вири 50 цм.Ако је димњак у средини гребена, висина цеви може бити 70 цм изнад крова. Са правилном висином цеви, добра циркулација ваздуха ће бити загарантована.
Још занимљивих чланака
Мени
НАШ ДОМ - реновирање станова - пројектовање станова - тражење приватног мајстора КАЛКУЛАТОР ЗАШТИТА НА РАДУ И ХСЕ ПОСЛОВНЕ ВЕСТИ - земљиште - некретнине - куповина некретнина - продаја некретнина ГРАДЊА - темељи - хидроизолација - зидови и фасада - кровови и поткровље - термо изолација - прозори и врата — подови и подне облоге — завршни радови — инжењерски системи — грађевински материјали — вентилација и климатизација — плафони — системи грејања — куће и викендице — дизајн прозора — пројектовање врата — поправке — водоводни системи — пројектовање — грађевинске технологије САУНА КУПА — карактеристике руског купатила — конструкција и материјали ПЕЋИ КАМИНИ — пећи, котлови, камини АРХИТЕКТУРА — античка архитектура — модерна архитектура — дизајн ентеријера — пејзажни дизајн — декорација — намештај и намештај — стилови ентеријера КОРИСНО — научно-технолошки напредак — грађевинско библиотека — инжењерска опрема — алатне машине — опрема и алат — сервис ги - грађевинска опрема - уштеда енергије О МАПИ ПРОЈЕКТА
Принцип Бесемерове методе
По први пут, масовна производња течног челика постала је могућа 1856. године захваљујући Г. Бессемеру, проналазачу из Енглеске. Схватио је како да загреје метал на температуру која прелази 1500°Ц. Управо ова температура је неопходна да би се растопио метал са смањеним садржајем угљеника.
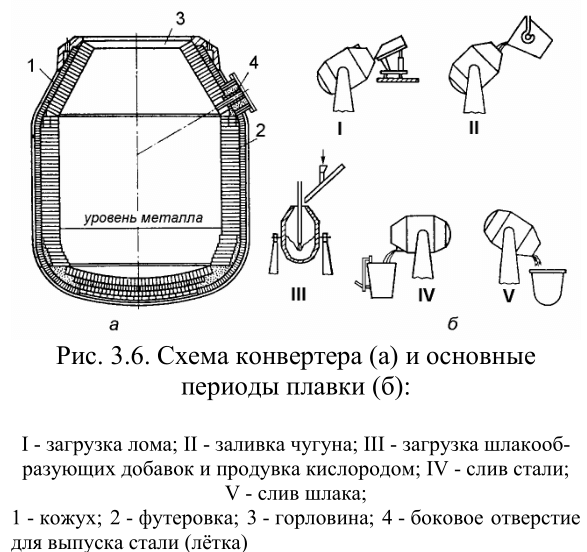 Шема претварача и главни периоди топљења
Шема претварача и главни периоди топљења
Бесемеров процес укључује дување талине атмосферским ваздухом. У ове сврхе се користе претварачи, у којима је унутрашњост коморе за сагоревање заштићена силицијумским циглама. Због ове заштите, Бесемеров процес се назива облога конвертора киселине.
Топљење у постројењу за топљење челика Бессемер врши се изливањем ливеног гвожђа на температури од 1250–1300°Ц. Треба напоменути да су за топљење бесемеровог ливеног гвожђа потребне руде гвожђа са ниским садржајем сумпора и фосфора.
Сипано ливено гвожђе се дува ваздухом, услед чега се угљеник, манган и силицијум оксидују. Током оксидације настају оксиди који формирају киселу шљаку. Пречишћавање ваздуха је завршено након што је угљеник оксидовао до потребних вредности.
Затим се метал сипа кроз врат у кутлачу, истовремено га оксидирајући. Ова метода има један значајан недостатак, а то је низак квалитет финалног производа, који је превише крт због непотпуног уклањања сумпора и фосфора.
Карактеристике и тајне процеса
Овај метод се разликује од осталих метода производње челика по томе што се везује при веома великим брзинама. Цела метода, по правилу, траје буквално 14-24 минута. Високе температуре вам омогућавају да подесите тренутну брзину растварања креча у садржају шљаке.
Дакле, топљење челика у једном претварачу, укључујући цео процес производње, не прелази 30 минута.
Важно је напоменути да на квалитет главног процеса директно утиче неуједначена оксидација сваке од компоненти садржаних у агрегату.
Водећи принцип процеса кисеоник-конвертор је због регулације температурног режима и промене броја пражњења.Неопходан услов за ефикасност топљења је увођење расхладних течности као што су руда гвожђа, отпадни метал, кречњак.
Отпад од прашине се чисти помоћу котла за отпадну топлоту. Сви отпадни гасови из процеса топљења улазе у инсталацију ради њиховог пречишћавања. Целокупна производња челика процесом кисеоника контролише се моћним савременим рачунарима.
Треба напоменути да је код доњег дувања специфична запремина готовог челика много мања него код горњег дувања. Са методом дна је стопа добијања готовог челика много већа.
 Технологије за производњу течног челика
Технологије за производњу течног челика
Поред тога, што се тиче готовог метала, након завршетка свих производних радова, резултат је 1-2% ефикаснији.
Поред тога, током процеса, трајање дувања се смањује, а топљење отпада се убрзава. Све ово омогућава успостављање специфичног технолошког процеса на нижој висини производног објекта.
Захтеви за пећи
Приликом избора пећи на принципу конвекције, важно је обратити пажњу на главне параметре. Тако ћете моћи да купите модел који је оптималан по карактеристикама и цени.
- Без рукотворина. Бирајте само оне пећи које производе водећи произвођачи. Никада се не стидите чак ни да производи познатих брендова захтевају све сертификате.
- Снага. За кување пецива и јела у одређеним количинама потребна је одговарајућа снага. Мини пећи за печење имају мале параметре, али су сасвим довољне за кућну употребу. Нема смисла плаћати моћне уређаје ако не планирате да правите велико печење за продају или отворите неку врсту брзе хране.
- Функције. Модерне конвекцијске пећи су испуњене свим врстама функционалности. Али искуство показује да корисници често не користе ни половину могућности пећнице. Која је сврха да плаћате новац за нешто што нећете користити?
- Врата. Погледајте дизајн врата пећи. У најбољим конвекцијским пећима врата су направљена од два слоја стакла, између којих је затворен ваздух. Ово обезбеђује природну конвекцију која спречава прегревање спољашњег стакла. Плус, са овом структуром се примећује мањи губитак топлоте.
- Сервисни центри. Не вреди самостално поправљати конвекцијску пећ. Боље је изабрати произвођаче чији су сервисни центри у вашем граду.
- Димензије. Мини модели се користе за кућну употребу, а већи уређаји су погодни за производњу. Све зависи од сврхе за коју купујете конвекцијску пећ.
- Максимална температура грејања. Одређена јела захтевају високе температуре за кување. Нису сви модели конвекцијских пећи дизајнирани за њих. Због тога унапред одредите за шта ће се пећ користити и који су вам температурни параметри потребни.
- Изглед. Овде се већ фокусирајте на сопствени укус. Постоји огроман број опција дизајна за конвекцијске пећнице, тако да ћете имати много избора.
Шта је конвекција и зашто је потребна
Они који планирају да купе кућне апарате за кухињу треба да науче о конвекцији у пећници: шта је то и како функционише. Учествује у преносу топлоте, може бити природно и принудно. У првом случају, кретање ваздушних маса настаје услед температурне разлике између површине и гаса, у другом случају услед спољашњег утицаја (помоћу вентилатора).
Начини преноса топлоте доступни у модерним пећницама побољшавају квалитет хране и штеде време. Најједноставнији модели имају природну конвекцију: лим за печење се загрева одоздо, врућ ваздух циркулише у горњем делу рерне, због чега се храна неједнако пече.
Производи од брашна који се налазе ближе задњем зиду рерне брже постају браон, а они који се налазе на предњим вратима се дуже кувају. Рерна се отвара и лим за печење се окреће.Пећи са природном конвекцијом имају недостатак: пецива се пеку неуједначено.
Бисквит почиње да отпада ако се врата отворе пре времена. Модерне пећнице су опремљене врхунским грејним елементом који побољшава природни пренос топлоте. Популарнији модели са уграђеним вентилатором који равномерно распоређује загрејани ваздух.
Овај део је укључен у регулацију протока ваздуха. Присилна вентилација има много предности. Обезбеђује равномерну циркулацију ваздуха у свим одељењима, тако да је производ од брашна добро печен.
Након достизања потребне температуре, вентилација се искључује. Режим конвекције у пећници штеди енергију, омогућава вам да кувате разна јела и, ако је потребно, користите роштиљ.
Режими се бирају узимајући у обзир рецепт. Пре употребе уређаја, проучите упутства. Плинске пећи са конвекцијом нису тако честе као електричне, унутар таквих уређаја нема заптивања. Вентилатори нису уграђени, јер надувавају гас.

