И. Умрежени полиетилен
Хитна потреба за коришћењем полиетилена на вишим температурама и притисцима (за системе грејања и топле воде) довела је до развоја метода за производњу полиетилена високе молекуларне тежине. Ово је постигнуто додатним умрежавањем полимера под високим притиском. Овај процес се назива унакрсно повезивање, а полиетилен добијен на овај начин је умрежени полиетилен (или ПЕКС).
Умрежење полиетилена се схвата као процес повезивања молекуларних јединица у тродимензионалну мрежу широке мреже услед формирања унакрсних веза.
Приликом унакрсног повезивања у молекулским ланцима који садрже атоме угљеника и водоника, под утицајем одређених фактора, појединачни атоми водоника се откидају од карика молекула полиетилена. Формирана слободна веза се користи за повезивање ланаца један са другим.
Потражња за ПЕКС цевима довела је до развоја различитих технологија за њихову производњу, што, наравно, значајно утиче на потрошачка својства финалног производа.
За почетак, напомињемо карактеристичне карактеристике које су присутне у свим типовима ПЕКС-а:
- повећана отпорност на температуру и притисак;
- молекуларна меморија или способност враћања облика након прекомерног савијања или замрзавања система;
- отпорност на стварање "спорих" и "брзих" пукотина, тј. способност материјала да задржи еластичност и друга својства дуго времена – дуговечност система.
Постоје три начина индустријске производње ПЕКС цеви:
- пероксид или ПЕКС-А
- силан или ПЕКС-Б
- зрачења или ПЕКС-Ц
ПЕКС-Ц: умрежавање (тврдим рендгенским зрацима) није уједначено по дебљини. На спољној површини се примећује највећи процес умрежавања молекула. Унутрашњи има најнижу. Просечан проценат умрежавања је 78%.
ПЕКС-Б: процес умрежавања (хемијски метод помоћу силана) се одвија са две површине – спољашње и унутрашње дубоко у зиду цеви. У овом случају, обе површине показују висок проценат умрежавања, са најмањим процентом у средини дебљине цеви. Просечан проценат умрежавања је приближно 75%.
ПЕКС-А: особености ове хемијске методе су да се полиетилен и иницијатор умрежавања - пероксид претходно равномерно мешају. Унакрсно повезивање се врши под високим притиском у растопљеном стању. Овом методом се постиже висок проценат умрежавања, у просеку 85%.
ПЕКС-Б и ПЕКС-Ц цеви се користе за грејање и снабдевање топлом водом, али због необичне структуре материјала имају низ ограничења везаних за пластичност и издржљиву чврстоћу овог материјала.
ПЕКС-А цеви имају оптималну чврстоћу и термичка својства. Висок проценат умрежавања обезбеђује неопходна својства за употребу у системима грејања и топле воде.
Директно о тржиштима
Није тајна да на тржишту постоји много јефтиних имитација поузданих брендова. Не издржавају тестове температуре и притиска, тестове затезне чврстоће и не одговарају карактеристикама декларисаних сировина. По правилу се ради о фалсификатима из југоисточне Азије, направљеним уз уштеду на сировинама и технологији, без икакве контроле. Дакле, клијент прима нико не зна шта, а онда не може да надокнади своје губитке. Тренутна ситуација је веома алармантна због присуства огромног броја "специјалиста" који раде на грађевинским пијацама, откупљују цеви и својим рукама раде монтажу за приватне купце. Радећи са полимерним цевима, они одлично знају са чиме имају посла (посебно метал-пластичне цеви), знају за раслојавање и цурење.
ИИИ. Метал-полимер метал-пластичне цеви.
Први слој је умрежени полиетилен (ПЕКС).Савремене метално-пластичне цеви (ПЕКС-ал-ПЕКС) се састоје од пет слојева, од којих сваки утиче на квалитет, поузданост и издржљивост цеви у целини.
Кратке карактеристике ПЕКС-а су представљене на почетку овог одељка сајта. По правилу, произвођач покушава да изабере најоптималнији однос цене и квалитета.
Други и четврти слој је састав лепка.
Као што је познато, коефицијент линеарног топлотног ширења за полиетилен и алуминијум је различит, а током рада различити слојеви цеви се различито шире, што доводи до значајних напрезања у структури, што може довести до кршења интегритета и накнадног уништења. од цеви. Ово је један од главних недостатака метално-пластичних цеви, који произвођачи покушавају да минимизирају побољшањем састава лепка који се користи за везивање алуминијума са полимером.
Проблем чврстоће везе "полимер-алуминијум" решава се само за цеви, у чијој производњи се користи посебна висококвалитетна лепљива композиција за причвршћивање слојева.
Трећи слој је алуминијумска фолија.
До данас се користе три главне методе заваривања алуминијумског слоја.Приликом избора цеви посебна пажња се мора обратити и на сам слој алуминијума и на метод заваривања. Произвођачи метално-полимерних цеви користе и чисти алуминијум и поузданији легирани
Заваривање алуминијумског слоја са преклапањем (слика 1, а) врши се ултразвучним пиштољем који врши тачкасто "каутеризацију" слојева. Ова метода има низ значајних недостатака: први је одсуство непрекидног завара и, као резултат, висококвалитетна веза; други - ивице алуминијумске фолије, када се температура и притисак промене, почињу да се померају и разбијају полиетилен и лепљиви слој, нарушавајући интегритет цеви.
Заваривање са волфрамовим штапом у инертном гасу (слика 1, б) је поузданије, али овај метод доводи до стањивања алуминијумског слоја на месту заваривања, кршења својстава и карактеристика чврстоће алуминијума на месту заваривања. . Најсавременије и најпоузданије је ласерско сучеоно заваривање (слика 1, ц): слој алуминијума на месту заваривања не постаје тањи и његове физичке и хемијске особине се не нарушавају.
Поузданост заваривања је од велике важности при ширењу цеви, на пример, због смрзавања воде у њој, повећања температуре и притиска, истезања цеви алатом (у случају спајања помоћу покретне чауре). Последица експанзије је померање слојева полиетилена и алуминијума, оштећење лепљивог слоја и опасност од кидања шава алуминијумске фолије. За разлику од спојева са покретним рукавима, прес фитинзи су бржи, мање гломазни, јефтинији и не оштећују цев.
Пети слој је умрежени полиетилен (ПЕКС).
Као спољни слој који обавља заштитне функције, уз ПЕКС, у последње време се често користи полиетилен високе густине РЕНД.
Посебну пажњу треба обратити на перспективне метал-полимерне цеви од полиетилена отпорног на топлоту ПЕ-РТ/АЛ/ПЕ. Карактеристика ових цеви је повећан број везивних атома угљеника (до 6) у поређењу са ПЕКС цевима
Метално-полимерне цеви од полиетилена отпорног на топлоту погодне су за радијаторско или подно грејање, системе за топљење снега, као и за снабдевање хладном и топлом водом.
Технологија монтаже
Монтажа цеви од умреженог полиетилена врши се помоћу обликованих фитинга - металних спојних елемената. За разлику од других пластичних производа, који су повезани на сличан начин, еластичност ПЕКС-а обезбеђује максималну непропусност спојева, а низак коефицијент линеарног ширења обезбеђује да цевовод не пропушта током рада.
Постоје две опције повезивања:
- компресиони фитинзи - фиксација настаје услед пресовања са навртком преко експанзионе арматуре.Потребан алат је кључ;
- прес фитинзи - сегмент се пресује посебном чахуром, за чију уградњу су потребне ручне клешта за пресовање или хидраулични алат.
Спајање ПЕКС цеви са компресионим фитингима врши се према следећем алгоритму:
- Производ је исечен на величину и очишћен од неравнина.
- На цев је постављена компресиона матица и раздвојени прстен, који је фиксиран на удаљености од 1 цм од ивице.
- Цев се гура на брадавицу фитинга.
- Помоћу алата - кључа, цев се савија затезањем навртке на фитингу.
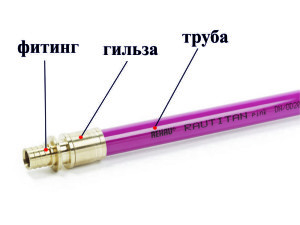
ПЕКС цев и прес фитинг
Технологија спајања цеви од умреженог полиетилена са прес фитинзима:
- Цев се исече на празне делове потребне дужине, очишћене од неравнина.
- Два сегмента се уграђују у прес фитинг до заустављања.
- Уз помоћ клешта за пресовање, метална ивица фитинга се притиска све док се руке клешта не споје.
Постоје и конвенционални полиетиленски фитинзи дизајнирани за лемљење. За такву инсталацију биће вам потребан алат за лемљење цеви, јефтино кинеско лемило кошта око 2-3 хиљаде рубаља. Алат долази са тракама за главу за различите пречнике (16, 20 мм, итд.).
Редослед лемљења је следећи:
- Цев се сече и уклања ивице.
- Лемило се загрева на радну температуру.
- Цев и фитинг се монтирају на млазнице загрејаног лемилице, где се држе 5-10 секунди, затим се елементи уклањају и спајају. Потребно је 16-30 секунди да се цев и фитинг стисну.
ИИ. полипропилен
Полипропилен се добија полимеризацијом пропилена.
Његове сорте:
- хомополимер (ПП-Ц);
- блок кополимер (ПП-Б);
- случајни кополимер (ПП-РЦ).
Упоредне карактеристике цевовода од умреженог полиетилена (ПЕКС) и полипропилена (ПП):
 |
Ова слика приказује "дозвољено ободно напрезање у односу на радни век" за умрежени полиетилен (ПЕКС) и полипропилен (ПП-Ц) на радној температури од 95°Ц. Може се видети да је стопа смањења чврстоће са повећањем температуре и цеви од полипропилена много већа од оне од умреженог полиетилена.
Упоредимо даље ПЕКС и ПП-РЦ, узимајући у оба случаја цеви типа ПН20 (тип ПН40, на пример, значи, по дефиницији, да ова цев може да издржи притисак од 40 атм. на 20 °Ц током 50 година) са различите спољне пречнике од 20 и 110 мм и упоредите дебљине зидова:
 |
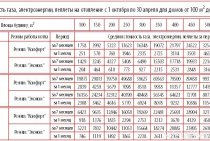
Хајде да сада упоредимо дозвољене радне притиске за цеви ПН20 на различитим температурама, али под једним општим условом - животни век од 50 година:
 |
Из овог поређења се може видети да ПЕКС цеви могу да издрже веће притиске на високим температурама од ПП-РЦ цеви.
Монтажа полипропиленских цеви у условима безканалног полагања врши се у равним деловима који захтевају посебне технологије за спајање (заваривање, лемљење, лепљење), за разлику од ПЕКС цеви (методи спајања - компресијски навој или чаура, увек обезбеђују једноставност и поузданост, јер ПЕКС цеви имају молекуларну меморију). Јака напрезања која се јављају у ПП цевима захтевају уградњу компензационих уређаја. ПЕКС цевоводи су лишени свих ових недостатака, јер су флексибилни и самокомпензујући путеви, чија се монтажа врши уз помоћ утора. Замена челичних цеви ПЕКС-ом у урбаним условима побеђује замену пропиленским, јер. управо у овом случају је потребно посебно виртуозно полагање трасе, уз очување непромењене постојеће структуре осталих комуникација.