لماذا نحتاج إلى تلدين المعادن
تعتمد الطبيعة الدقيقة لعملية التلدين التي يتعرض لها المعدن إلى حد كبير على الغرض من المعدن الملدن.
هناك فرق كبير في طرق التلدين بين التلدين في المصانع حيث يتم إنتاج كمية ضخمة من ألواح الصلب ، والتلدين في ورشة صغيرة للسيارات ، عندما يتطلب جزء واحد فقط مثل هذه المعالجة.
باختصار ، العمل على البارد هو تشوه في البلاستيك من خلال تدمير أو تشويه بنية حبيبات المعدن.
أثناء التلدين ، يتم تسخين المعدن أو السبيكة إلى درجة حرارة يحدث عندها إعادة التبلور - تكوين حبيبات جديدة بدلاً من القديمة - مشوهة وممدودة - حبيبات - غير قابلة للتشوه ومستديرة. ثم يتم تبريد المعدن بمعدل معين. بعبارة أخرى ، يُسمح للبلورات أو الحبيبات الموجودة داخل المعدن التي تم إزاحتها أو تشوهها أثناء العمل بالبلاستيك البارد بإعادة البناء والتعافي إلى حالتها الطبيعية ، ولكن عند درجة حرارة تلدين مرتفعة.
تصفيح أجزاء من النحاس في محلول مع إلكتروليت
بالنسبة للأجزاء المعدنية ، يمكن عمل طلاء النحاس في المنزل. ضع في اعتبارك طلاء النحاس ، مع خفض الجزء إلى محلول به إلكتروليت. لهذا يجب أن يكون لديك:
- ألواح نحاسية صغيرة
- عدة أمتار من الأسلاك الموصلة ؛
- المصدر الحالي ، بجهد يصل إلى 6 فولت ؛
- يوصى أيضًا باستخدام ريوستات لتنظيم التيار ومقياس التيار.
إجراءات التشغيل
- كسائل يذيب النحاس جيدًا ، يتم استخدام إلكتروليت تقليدي. يمكنك شرائه أو صنعه في المنزل. هذا سوف يتطلب 3 مل حامض الكبريتيك لكل 100 مل ماء مقطر. يمكن الحصول على المحلول المطلوب بإضافة ما يصل إلى 20 جم إلى المنحل بالكهرباء الناتج. كبريتات النحاس.
- قبل البدء في عملية طلاء النحاس ، يجب تنظيف الجزء بورق الصنفرة لإزالة طبقة الأكسيد من السطح.
- بعد ذلك ، يتم إزالة الشحوم من الجزء بمحلول صودا ساخن وغسله بالماء النظيف.
- يُسكب محلول الإلكتروليت المُعد في وعاء زجاجي بالحجم المطلوب.
- ثم يتم إنزال لوحين نحاسيين على أسلاك موصلة. بين لوحين نحاسيين ، يتم تعليق جزء مخصص لطلاء النحاس في المنزل على سلك مماثل. من الضروري التأكد من أن الصفائح النحاسية والجزء مغموران بالكامل بمحلول إلكتروليت.
- في المرحلة التالية ، يتم توصيل أطراف الأسلاك من الصفائح النحاسية بالإيجابية ، وقطعة الشغل بالأطراف السالبة للمصدر الحالي. على التوالي ، يجب توصيل متغير متغير ومقياس التيار الكهربائي بالدائرة الكهربائية التي تم إنشاؤها. بعد تشغيل التيار في الدائرة ، هل يتم ضبطه بواسطة مقاومة متغيرة في حدود 15 مللي أمبير لكل 1 سم؟ مساحة الجزء.
- بعد الاحتفاظ بقطعة العمل في المحلول لمدة 15-20 دقيقة ، تحتاج إلى إيقاف تشغيل الطاقة وإزالة المنتج من المحلول. خلال هذه الفترة القصيرة ، سيتم تغطية سطح الجزء بطبقة رقيقة من النحاس. يعتمد سمك الطلاء على مدة عملية طلاء النحاس. وبذلك يمكن تحقيق طلاء نحاسي لسطح أي منتج بطبقة 300 ميكرون أو أكثر.
لحام النحاس وسبائكه بالفولاذ. كيفية لحام النحاس والصلب
من الناحية العملية ، يتم إجراء لحام النحاس والصلب في الغالب في وصلات تناكبية. اعتمادًا على طبيعة الهيكل ، يمكن أن تكون اللحامات في مثل هذا الاتصال خارجية وداخلية.
لحام النحاس بالصلب ، اللحام بالغاز هو الأفضل ، ولحام النحاس الأحمر بالصلب ، اللحام بالقوس المعدني هو الأفضل.
يتم الحصول على نتائج جيدة أيضًا عند اللحام بأقطاب الكربون تحت طبقة اللحام بالغاز والصهر تحت التدفق BM-1.في كثير من الأحيان في الممارسة العملية ، يتم إجراء اللحام بالغاز من النحاس الأصفر إلى الفولاذ باستخدام النحاس كمواد حشو.
يتم تحضير الحواف الملحومة بنفس سماكة المعادن غير الحديدية والصلب بنفس الطريقة التي يتم بها لحام المعادن الحديدية.
يتم لحام الصفائح التي يقل سمكها عن 3 مم بدون تقطيع ، ويتم لحام الصفائح التي تبدأ من 3 مم بحواف مشطوفة.
مع وجود حواف مائلة غير كافية ، أو في حالة وجود أوساخ على أطراف الأجزاء المراد لحامها ، فمن المستحيل تحقيق اختراق جيد. بناءً على ذلك ، عند لحام الأجزاء ذات السماكة الكبيرة التي يتم فيها عمل أخدود على شكل حرف X ، لا ينبغي إجراء الشد.
يعد لحام النحاس بالصلب مهمة صعبة ، ولكنها مجدية تمامًا للسطوح واللحام ، على سبيل المثال ، أجزاء من المعدات الكيميائية ، والأسلاك النحاسية بكتلة فولاذية.
تلبي جودة اللحام لهذه الوصلات متطلباتها. يمكن زيادة قوة النحاس عن طريق إدخال ما يصل إلى 2٪ من الحديد في تركيبته. مع المزيد من الحديد ، تبدأ القوة في الانخفاض.
عند اللحام بقطب كربون ، يجب استخدام التيار المباشر للقطبية المباشرة.
جهد القوس الكهربائي 40-55 فولت ، وطوله 14-20 مم تقريباً. يتم اختيار تيار اللحام وفقًا لقطر وجودة القطب (كربون أو جرافيت) ويتراوح بين 300-550 أمبير. التدفق المستخدم هو نفسه بالنسبة للنحاس اللحام ، ويرد تكوين هذه التدفقات في هذه الصفحة.
يتم إدخال التدفق في منطقة اللحام ، وصبه في الأخدود.
 يتم استخدام طريقة اللحام "يسار".
يتم استخدام طريقة اللحام "يسار".
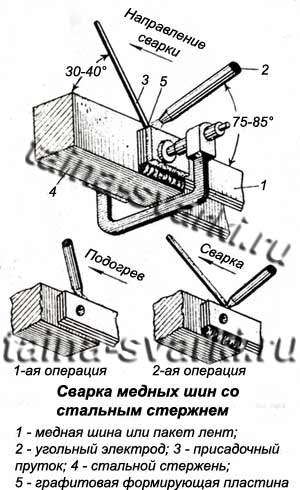
يتم الحصول على أفضل النتائج عند لحام قضبان التوصيل النحاسية بقضبان التوصيل الفولاذية عن طريق لحام القوارب. يظهر مخطط هذا اللحام في الشكل. أولاً ، يتم تسخين الحواف النحاسية باستخدام قطب كربون ، ثم يتم اللحام بموضع معين من القطب وقضيب الحشو (انظر الشكل). سرعة اللحام 0.25 م / ساعة. يتم لحام النحاس بالحديد الزهر باستخدام نفس الأساليب التكنولوجية.
يمكن إجراء لحام البرونز منخفض السبائك بسماكة صغيرة (حتى 1.5 مم) بالصلب حتى سمك 2.5 مم بتداخل مع قطب كهربائي من التنجستن غير القابل للاستهلاك في بيئة الأرجون على آلة أوتوماتيكية بسلك حشو مع قطر 1.8 مم يغذي من الجانب.
في هذه الحالة ، من المهم جدًا توجيه القوس إلى التداخل من الجانب النحاسي. أوضاع اللحام هذه: القوة الحالية 190A ، جهد القوس 11.5 فولت ، سرعة اللحام 28.5 م / ساعة ، سرعة تغذية الأسلاك 70 م / ساعة
يتم لحام النحاس والنحاس الأصفر جيدًا للصلب عن طريق اللحام بعقب فلاش.
باستخدام طريقة اللحام هذه ، يتم صهر حواف الفولاذ بقوة شديدة ، ويتم صهر حواف المعدن غير الحديدية قليلاً. مع الأخذ في الاعتبار هذا الظرف ، ومراعاة للاختلاف في المقاومة النوعية لهذه المعادن ، يجب أخذ البروز للصلب يساوي 3.5 د ، للنحاس 1.5 د ، للنحاس 1.0 د ، حيث د هي أقطار القضبان لتكون ملحومة.
للحام بعقب المقاومة لمثل هذه القضبان ، يوصى باستخدام عصا من 2.5 د للصلب و 1.0 د للنحاس و 1.5 د للنحاس. يتم أخذ المقاومة النوعية لهطول الأمطار في حدود 1.0-1.5 كجم / مم 2.
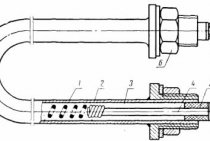
من الناحية العملية ، غالبًا ما يكون من الضروري لحام المسامير التي يبلغ قطرها 8-12 مم من النحاس وسبائكه إلى الفولاذ ، أو المسامير الفولاذية إلى المنتجات النحاسية.
يتم إجراء هذا اللحام على تيار مباشر للقطبية العكسية تحت درجة التدفق الدقيق OSC-45 دون التسخين المسبق.
المسامير النحاسية التي يصل قطرها إلى 12 مم أو المسامير النحاسية L62 التي يصل قطرها إلى 10 مم عند تيار 400 أمبير ملحومة جيدًا بالفولاذ أو الحديد الزهر.
ولا تستخدم المسامير المصنوعة من النحاس الأصفر ماركة LS 59-1 في اللحام.
تكون المسامير الفولاذية ملحومة بشكل سيئ بمنتجات النحاس والنحاس الأصفر.
أقطاب لحام النحاس
للانضمام إلى النحاس بدون سلك حشو ، يتم استخدام أقطاب كهربائية قابلة للاستهلاك بطبقة خاصة. عند الذوبان ، تخلق طبقة من الخبث التي تحمي موقع اللحام من ملامسة الهواء. تعمل الإضافات التي يتكون منها الطلاء ، عند دمجها مع المعدن ، على تحسين جودة التماس. تعمل طبقة الخبث على إبطاء تبريد المفصل ، مما يساعد على إزالة المزيد من الغازات.
تُستخدم أقطاب الكربون والجرافيت غير القابلة للاستهلاك جنبًا إلى جنب مع سلك الحشو المطلوب لإنشاء خط التماس. عند الاختيار ، ضع في اعتبارك أن:
- بالنسبة للحام اليدوي للنحاس ، يكون لون الطلاء أحمر ؛
- الدرجات ذات الطلاء الرمادي مخصصة للمعادن غير الحديدية ؛
- يتم طهي المعادن المقاومة للصهر بأقطاب كهربائية زرقاء ؛
- مع طلاء أصفر سبائك الصلب المقاوم للحرارة.
ملامح عملية طلاء النحاس الصلب في المنزل
لإنتاج طلاء النحاس في المنزل ، من الضروري تلبية عدد من المتطلبات الناشئة عن العملية التكنولوجية نفسها ، لأن طريقة الغمر تتضمن استخدام إلكتروليت. هذا المحلول مادة كاوية ، ويخضع للتبخر ، وبما أنه أثناء التشغيل سوف يسخن أيضًا ، فسيكون التبخر شديدًا. للطلاء الكهربائي في المنزل ، يجب أن تعتني بمعدات الحماية والتهوية الجيدة.
الطلاء بالكهرباء في المنزل ، على الرغم من المعدات البدائية إلى حد ما ، يعطي نتائج ممتازة. من بين جميع المعادن ، يوفر الفولاذ أقوى اتصال بفيلم نحاسي ، لذلك يتم الحصول على موصلات تيار ممتازة ودائمة أثناء طلاء النحاس بالفولاذ. سيعطي طلاء منتج الصلب بفيلم نحاسي مظهرًا أكثر جاذبية.
 نتيجة طلاء النحاس
نتيجة طلاء النحاس
طلاء نحاسي للصلب مع الغمر في المنحل بالكهرباء
قبل البدء في عملية طلاء النحاس ، يجب عليك تجهيز منزلك ومكان عملك والمواد الضرورية ومعدات الحماية الشخصية لهذه الأعمال. بعد ذلك ، يجب عليك تحضير الشغل. يجب إزالة طبقة الأكسيد عن سطحها باستخدام صنفرة رقيقة وفرشاة معدنية دقيقة. بعد إزالة الفيلم ، يتم غسل الجزء وإزالة الشحوم منه بالماء الدافئ والصابون وغسله مرة أخرى بالماء النظيف تحت ضغط قوي.
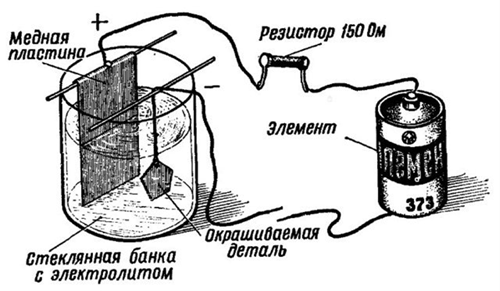 مخطط طلاء النحاس للصلب في المنحل بالكهرباء
مخطط طلاء النحاس للصلب في المنحل بالكهرباء
يتم وضع لوحين نحاسيين في وعاء (يفضل الزجاج) ، متصلان كهربائياً ببعضهما البعض. هذه الصفائح عبارة عن أنودات ، وهي متصلة بواسطة موصل بميزة إضافة المصدر الحالي. موصل متصل بطرح المصدر ، متصل بقطعة الشغل التي تتم معالجتها ، وهو الكاثود في هذه الدائرة. يتم تضمين مقاومة متغيرة في دائرة الأنود لضبط قوة التيار ومقياس التيار الكهربائي للتحكم.
يُسكب محلول الإلكتروليت المحضر في الحاوية ، والتي تشتمل على كبريتات النحاس والماء المقطر والحمض. يُسكب المحلول بكمية كافية لتغطية الأقطاب الكهربائية وقطعة العمل بالكامل. يتم تطبيق الجهد على الدائرة ، ويتم ضبط التيار بواسطة المتغير المتغير بمعدل 15 مللي أمبير لكل سنتيمتر مربع من مساحة الجزء.
بعد نصف ساعة ، يتم إزالة الجهد ، وإزالة الجزء المطلي بالنحاس من المحلول ، وتحريره من الموصل ، وغسله جيدًا ، وتجفيفه. اكتملت العملية. ملاحظة ضرورية: يجب إجراء جميع العمليات باستخدام جهاز تنفس وقفازات مطاطية وتشغيل التهوية.
آلة لحام للنحاس
يتم تعريف الوحدات الرئيسية على أنها وحدات نصف آلية ، أوتوماتيكية ، أرجون ، عاكسة. كل جهاز يؤدي العمل بطريقة مختلفة في الإنتاج ، ومجهز بخصائص مميزة.
- يمكن توصيل الألواح النحاسية بأعضاء من نوع التنجستن في بيئة الأرجون. يتم تشغيل المحولات من النوع الحديث من خلال شبكة منزلية ، ومجهزة بنظام تبريد مستقل ، وخفيفة الوزن.
- مع الأسلاك ، يتم استخدام التركيبات شبه الأوتوماتيكية. هناك العديد من العقد ، بما في ذلك العقد المحلية ، والتي ليست أدنى من نظائرها المستوردة من حيث الأداء.
- يتم توصيل الأسلاك النحاسية أيضًا بواسطة العاكس ، والميزة الرئيسية هي التكلفة الفعالة ، وانخفاض استهلاك الطاقة. الحماية من الالتصاق ، ستسمح البداية الساخنة للسيد المبتدئ بالعمل دون تدريب مسبق.
آلة لحام محلية الصنع للحام بأقطاب الكربون
للاستخدام المنزلي ، الخيار الأفضل هو وحدة بقوة تصل إلى 3.5 كيلو واط. طاقة الخرج كافية لتوصيل النحاس بسمك 5 مم. آليات الموارد المنخفضة لن تضر بالشبكة الكهربائية المنزلية ، وتمنع فشل الأجهزة.
التحضير للتطعيم
كما هو الحال مع أي عمل بالمواد الكيميائية ، يجب أن تكون السلامة هي الأولوية الأولى. معظم المركبات المستخدمة في اسوداد شديدة السمية. يمكن أن تكون الأبخرة المنبعثة خطرة على الصحة إذا تم إطلاقها في الغلاف الجوي. هناك قواعد معيارية معينة لا ينبغي إهمالها:
- من الضروري تخزين المواد في أنابيب اختبار خاصة ، مغلقة بإحكام بسدادات لإغلاقها ؛
- الاحتفاظ بالحلول بعيدًا عن متناول الأطفال ؛
- يجب أن تتم العملية في خزانة متخصصة ذات تهوية مدمجة (يجب أن تكون أبواب الخزانة مفتوحة قليلاً).
قبل المعالجة ، يجب غسل المواد جيدًا وتنظيفها وإزالة الشحوم منها لتحقيق أفضل تأثير.
 التطهير وأكسدة النحاس والمعادن الأخرى
التطهير وأكسدة النحاس والمعادن الأخرى
الأكسدة والتطعيم - هذه المفاهيم ليست مترادفة ، فنتائج كل من هذه العمليات تختلف في الترتيب عن بعضها البعض.
أكسدة النحاس - تكوين أكاسيد وأكاسيد على سطح المعدن بسبب تفاعله مع العناصر المحتوية على الأكسجين وبعض الكواشف الكيميائية الأخرى.
التبييض - تكوين طبقة رقيقة من مركبات الكلور والكبريت عن طريق تعريض المعدن للمركبات المناسبة. تؤدي كلتا العمليتين إلى تغيير في لون المادة ، والذي يتطلب ، في ظل الظروف الطبيعية ، فترات زمنية طويلة.
إرشادات خطوة بخطوة لصهر النحاس
صهر النحاس ، إذا قمت بإعداد كل ما هو ضروري لتنفيذ مثل هذه العملية التكنولوجية وتناولت تنفيذها بشكل صحيح ، فإنه يسمح لك بصنع منتجات نحاسية للأغراض الزخرفية والعملية البحتة حتى في المنزل.
من أجل إذابة النحاس ، ستحتاج إلى الأدوات والمعدات والإمدادات التالية:
- فرن دثر (يفضل أن يكون بدرجة حرارة تسخين قابلة للتعديل) ؛
- بوتقة تذوب فيها النحاس (تستخدم البوتقات المصنوعة من السيراميك أو الطين المقاوم للصهر لصهر النحاس) ؛
- ملقط لإزالة البوتقة الساخنة من الفرن ؛
- خطاف (يمكن صنعه من سلك فولاذي عادي) ؛
- مكنسة كهربائية منزلية
- فحم؛
- الشكل الذي سيتم فيه إجراء الصب ؛
- الموقد الغازي والبوق.

توجد أقل كمية من الشوائب في النحاس الكهربائي
الخطوةالاولى
يتم وضع النحاس في حالة سحق في بوتقة. يجب أن يؤخذ في الاعتبار: كلما كانت قطع المعدن أصغر ، زادت سرعة ذوبانها. توضع البوتقة ، بعد ملؤها بالنحاس ، في فرن ، والذي يجب تسخينه إلى الحالة المطلوبة باستخدام جهاز التحكم في درجة الحرارة. في أبواب الأفران المتسلسلة ، يتم توفير نافذة بالضرورة يمكنك من خلالها مراقبة عملية الصهر.

ستسمح لك نافذة العرض بالتحكم في العملية دون فتح الباب مرة أخرى ، وبالتالي عدم خفض درجة الحرارة في الفرن
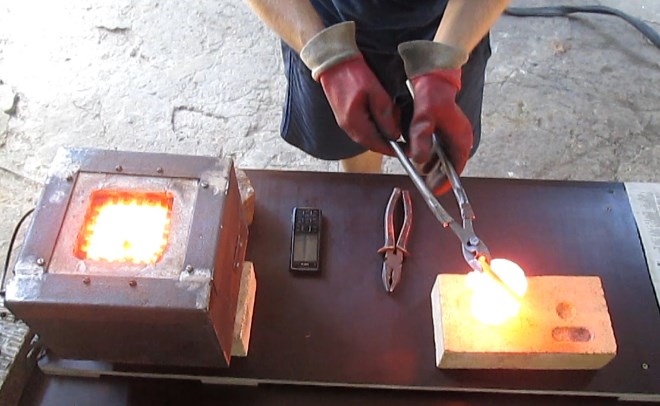
الخطوة الثانية
بعد ذوبان كل النحاس الموجود في البوتقة ، يجب إزالته من الفرن باستخدام ملقط خاص. يوجد بالضرورة فيلم أكسيد على السطح ، والذي يجب نقله إلى أحد جدران البوتقة بخطاف فولاذي. يجب سكب المعدن المنصهر ، بعد تحرير سطحه من فيلم الأكسيد ، بأسرع ما يمكن وبدقة في قالب مُعد مسبقًا. يتم توضيح التفاصيل والقواعد الخاصة بتنفيذ هذا الإجراء بشكل جيد من خلال مقطع فيديو يسهل العثور عليه على الإنترنت.
سيكون من الضروري صب المعدن في قوالب بسرعة كبيرة إذا كانت طريقة التسخين التي اخترتها لا توفر درجة الحرارة المطلوبة.
الخطوة الثالثة
في حالة عدم وجود فرن وافر تحت تصرفك ، يمكنك تسخين البوتقة بالنحاس باستخدام موقد غاز ، ووضعه عموديًا أسفل قاع الخزان
في الوقت نفسه ، من المهم التأكد من أن شعلة موقد الغاز موزعة بالتساوي على كامل مساحة قاع البوتقة.
الخطوة الرابعة
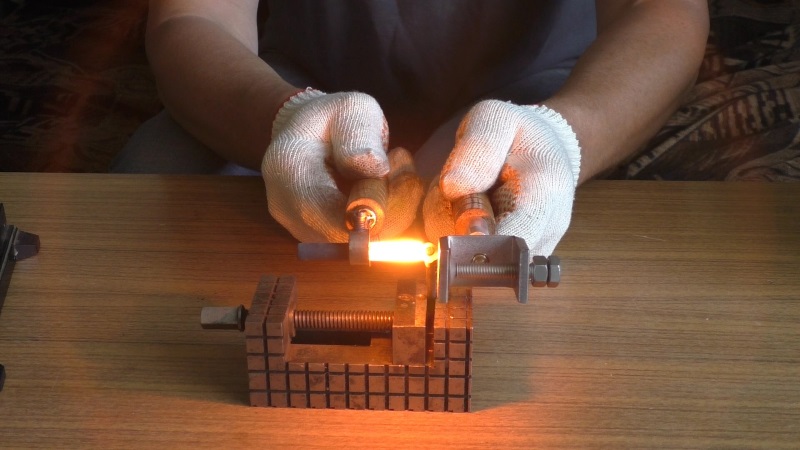
إذا كان من الضروري في المنزل إذابة سبائك نحاسية منخفضة الذوبان (النحاس وبعضها) ، فيمكن استخدام موقد اللحام العادي كجهاز تسخين ، ووضعه عموديًا أسفل قاع البوتقة. أثناء عملية الانصهار التي يتم إجراؤها بهذه الطريقة والطريقة السابقة ، يتفاعل سطح المعدن المنصهر بشكل فعال مع الأكسجين ، مما يؤدي إلى أكسدة شديدة. لتقليل شدة الأكسدة ، يمكن رش النحاس المصهور بالفحم المسحوق.

صهر النحاس بواسطة موقد اللحام في موقد منزلي الصنع
الخطوة الخامسة
إذا كانت ورشة منزلك بها حدادة ، فيمكن استخدامها أيضًا لصهر النحاس أو النحاس الأصفر أو البرونز. في هذه الحالة ، يتم وضع البوتقة مع المعدن المسحوق على طبقة من الفحم الأحمر الساخن. من أجل أن تتم عملية التسخين والصهر بشكل مكثف ، يمكن توفير الهواء لمنطقة احتراق الفحم ، والتي تكون المكنسة الكهربائية التقليدية مناسبة لها ، والتي لا تعمل للتراجع ، ولكن من أجل النفخ. في حالة استخدام المكنسة الكهربائية ، يجب عمل طرف معدني بفتحة نفخ ذات قطر صغير على خرطومها.

ستكون عملية الصهر أكثر كفاءة في فرن الغاز
عند اختيار فرن دثر لعمليات الصب بالنحاس وسبائكه ، يجب الانتباه إلى نظام درجة الحرارة الذي يمكن أن يوفره مثل هذا الجهاز. اعتمادًا على نوع المعدن المنصهر ، يجب أن يوفر هذا الفرن درجات حرارة التسخين التالية:
- النحاس - 1083 درجة ؛
- درجات مختلفة من البرونز - 930-1140 درجة ؛
- النحاس الأصفر - 880-950 درجة.
من الممكن أن تقرر صنع فرن الصهر بنفسك من خلال مشاهدة الفيديو.
النحاس العادي ، الذي لا يحتوي على أي إضافات لصناعة السبائك في تركيبته الكيميائية ، لا يتمتع بسيولة جيدة في الحالة المنصهرة ، لذلك فهو غير مناسب لصب المنتجات ذات التكوين المعقد والأحجام الصغيرة. لهذه الأغراض ، من الأفضل استخدام النحاس الأصفر واختيار سبيكة يكون لون سطحها أفتح (يشير هذا إلى أن نحاس هذه العلامة التجارية يحتوي على نقطة انصهار أقل).
الغرض من التطعيم
 الغرض الرئيسي من استخدام النحاس الداكن هو إعطاء تأثير الشيخوخة على المعدن الذي تتم معالجته. في العصور القديمة ، كانت معظم العناصر (العملات المعدنية والتماثيل والهدايا التذكارية المختلفة والأدوات المنزلية) مصنوعة من هذه المواد. بعد أن وصلت إلى عصرنا ، خضعت الأشياء لبعض التحولات - لقد غيرت العمليات المؤكسدة اللون والمظهر العام لهذه الأشياء ، وخلقت كل علامات العصور القديمة ، وبالتالي القيمة.
الغرض الرئيسي من استخدام النحاس الداكن هو إعطاء تأثير الشيخوخة على المعدن الذي تتم معالجته. في العصور القديمة ، كانت معظم العناصر (العملات المعدنية والتماثيل والهدايا التذكارية المختلفة والأدوات المنزلية) مصنوعة من هذه المواد. بعد أن وصلت إلى عصرنا ، خضعت الأشياء لبعض التحولات - لقد غيرت العمليات المؤكسدة اللون والمظهر العام لهذه الأشياء ، وخلقت كل علامات العصور القديمة ، وبالتالي القيمة.
في الوقت الحاضر ، يتم إجراء معالجة النحاس بشكل مصطنع ، لكنهم يسعون وراء هدف واحد - إعطاء الأشياء نظرة نادرة ، وجذب الانتباه ، وإثارة الرغبة في شرائها.
خصائص النحاس
يعتبر النحاس من أولى المعادن التي تعلم الإنسان استخراجها ومعالجتها. تم استخدام منتجات النحاس وسبائكه في وقت مبكر من القرن الثالث قبل الميلاد ، كما يتضح من البيانات التاريخية ونتائج الحفريات الأثرية. تم تسهيل الاستخدام الواسع النطاق للنحاس إلى حد كبير من خلال حقيقة أنه من السهل جدًا معالجته بطرق ميكانيكية مختلفة. بالإضافة إلى ذلك ، يمكن صهرها بسهولة.
النحاس ، الذي يتميز سطحه باللون الأحمر المصفر الواضح ، بسبب نعومته ، يمكن معالجته بسهولة عن طريق تشوه البلاستيك. سطح النحاس ، عندما يتفاعل مع الهواء المحيط ، مغطى بغشاء من الأكسيد ، والذي يرسمه بهذا اللون الجميل.
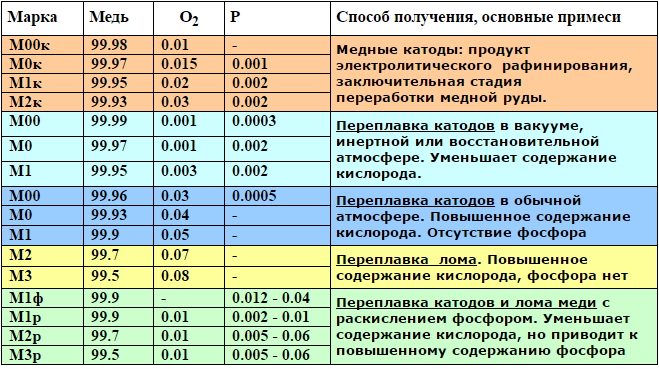
درجات النحاس الفنية وتكوينها الكيميائي
من الأهمية بمكان أن خصائص النحاس مثل التوصيل الكهربائي والحراري ، حيث يحتل المرتبة الثانية بين جميع المعادن ، في المرتبة الثانية بعد الفضة. نظرًا لهذه الخصائص ، تُستخدم المنتجات المصنوعة منه بنشاط في الصناعة الكهربائية ، وكذلك في الحالات التي يكون فيها من الضروري ضمان إزالة الحرارة بسرعة من جسم ساخن.
معلمة مهمة أخرى للنحاس ، والتي تؤثر بشكل مباشر على كمية الطاقة والعمالة المستهلكة في إنتاج المنتجات منه ، هي نقطة الانصهار. بالنسبة للنحاس النقي ، تبلغ درجة الحرارة التي يتغير عندها المعدن من الحالة الصلبة إلى السائلة 1083 درجة مئوية. إذا قمت بخلط النحاس مع القصدير وحصلت على البرونز ، فإن نقطة انصهار هذه السبيكة ستكون بالفعل 930-1140 درجة ، اعتمادًا على محتوى مادة السبائك المضافة الرئيسية فيها. مثل النحاس الأصفر ، الذي يتم الحصول عليه عن طريق إضافة الزنك إلى المعدن الأساسي ، لديه نقطة انصهار أقل ، والتي تقع في حدود 900-1050 درجة.
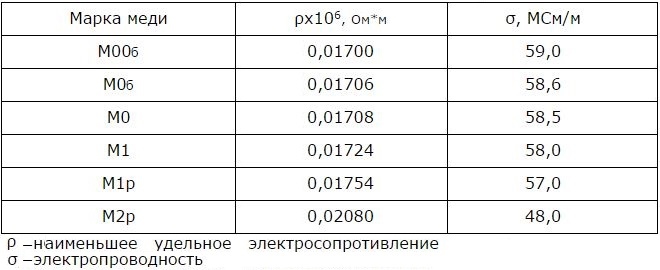
الخواص الكهربائية للنحاس عند درجة 20
إذا قررت تنفيذ مثل هذه العملية التكنولوجية في المنزل ، فمن المهم معرفة معلمة أخرى - نقطة الغليان. عند درجة حرارة 2560 درجة يبدأ النحاس في الغليان ، وهو ما يظهر بوضوح في فيديو هذه العملية.
يتم تعزيز ظهور الفقاعات على سطح المعدن السائل وتكوين الغاز النشط فيه بواسطة الكربون المنطلق من النحاس نتيجة لأكسدته ، والتي تحدث أثناء التسخين القوي.

وفقًا لتقنية الصهر ، قد تظل المسام الضحلة على سطح سبيكة النحاس ، والتي يمكن إزالتها بسهولة عن طريق الطحن.
كيفية إذابة النحاس في المنزل
تستخدم العناصر المصنوعة من النحاس ، بالإضافة إلى المنتجات المختلفة التي يتم تضمينها فيها ، على نطاق واسع في الحياة اليومية. لذلك ، يسأل الكثيرون سؤالًا قياسيًا تمامًا: "كيف تذوب النحاس بنفسك؟"
بعد الحصول على فكرة عن هذه التقنية ، تعلم الناس كيفية صنع أشياء مختلفة من المعدن النقي ، وكذلك السبائك التي تم الحصول عليها منها - البرونز والنحاس الأصفر.
- 1 نقطة الانصهار
- 2 ذوبان النحاس
درجة حرارة الانصهار
الذوبان هو عملية تميز الانتقال التدريجي للمعدن من الحالة الصلبة القياسية إلى الاتساق السائل. لكل مركب أو معدن في شكله النقي درجة حرارته الخاصة ، والتي يبدأ تحت تأثيرها في الذوبان.
عامل مهم في هذه الحالة هو ما هي الشوائب المدرجة في تكوين المركب المنصهر.
لذلك يبدأ النحاس في الذوبان عند درجة حرارة 1083 درجة مئوية. إذا تمت إضافة القصدير إليه ، فسوف تنخفض درجة الانصهار وستكون حوالي 930-1140 درجة مئوية.
في هذه الحالة ، يرجع هذا التقلب إلى كمية القصدير الموجودة في السبيكة. يذوب مركب من النحاس والزنك عند درجة حرارة منخفضة - 900-1050 درجة. يرتبط تسخين أي معادن بالتدمير التدريجي للشبكة المتكونة من العديد من البلورات.
مع التسخين ، ترتفع درجة حرارة الانصهار إلى الحد الأقصى المطلوب ، ثم يتوقف نموها ويبقى عند المستوى الذي تم الوصول إليه حتى يذوب المعدن بالكامل ، وبعد ذلك يبدأ في الانخفاض.
التبريد هو عملية عكسية لتغير درجة الحرارة. عندما يبرد ، يسقط و "يتجمد" عند مستوى معين حتى يتصلب المعدن تمامًا.
وهكذا ، يخرج الكربون من النحاس أثناء عملية الغليان ، ويتكون نتيجة الأكسدة والتلامس الوثيق مع الهواء.
ذوبان النحاس
تم استخدام تقنية صهر النحاس على نطاق واسع منذ العصور القديمة ، عندما استخدم الناس النار لصهر المعدن لصنع السهام ورؤوس الأسهم وغيرها من الأسلحة والأدوات المنزلية.
من الممكن أيضًا ذوبان النحاس في المنزل. لهذا سوف تحتاج:
- البوتقة التي سيُصهر فيها النحاس ، والملاقط اللازمة لإزالة البوتقة من الفرن أو إزالتها من النار.
- فحم.
- فرن دثر (من الأفضل أن يتم تنظيم درجة حرارة التسخين فيه).
- بوق.
- مكنسة كهربائية عادية.
- قالب يُسكب فيه السائل المصهور.
- خطاف مصنوع من أسلاك فولاذية.
- الموقد الغازي ، إذا لم يكن هناك فرن دثر.
تتضمن خوارزمية الصهر عدة خطوات خطوة بخطوة:
يطحن المعدن ويصب في البوتقة. علاوة على ذلك ، كلما كانت الأجزاء أصغر ، كلما وصلت إلى الحالة المنصهرة. ضع البوتقة في فرن ساخن لأعلى درجة حرارة ممكنة ضرورية لبدء عملية الصهر (هنا ، بالمناسبة ، ستحتاج إلى جهاز تحكم في درجة الحرارة). العديد من الأفران الدثر بها نافذة مقطوعة في الباب. من خلاله ، يمكنك مراقبة العملية بأمان.
عند الوصول إلى الحالة السائلة للنحاس المنصهر أخيرًا ، يجب تجربة البوتقة التي تحتوي على ملقط بعناية قدر الإمكان وإزالتها من الفرن بأسرع ما يمكن. سيتشكل فيلم على سطح المادة السائلة ، ينقله إلى حافة البوتقة باستخدام خطاف سلكي. صب المعدن الذي تم تنظيفه من الفيلم بأسرع ما يمكن في شكل مُعد مسبقًا.
في حالة عدم وجود فرن دثر ، يمكن صهر النحاس باستخدام موقد غاز تقليدي. ولكن بعد ذلك سيكون النحاس على اتصال وثيق بالهواء ، وستكون عملية الأكسدة نفسها أسرع بكثير. لذلك ، لمنع تكوين طبقة سميكة على سطح المعدن ، يتم رش النحاس ، عندما يصل إلى الحالة السائلة ، بالفحم المسحوق.
كما يمكنك صهر النحاس وسبائكه بالحدادة. للقيام بذلك ، يجب تسخين الفحم جيدًا ووضع بوتقة بالمعدن عليه (نحاس مطحون مسبقًا). لتسريع عملية التسخين ، قم بتوجيه المكنسة الكهربائية على الفحم ، وتشغيلها في وضع النفخ
يجب إيلاء اهتمام خاص لطرف الأنبوب. يجب أن يكون معدنًا ، لأن البلاستيك سوف يذوب تحت تأثير درجات الحرارة العالية.