Как се огъват арматурни пръти, ламарина и др. без специален инструмент
Ако вече сте започнали основен ремонт със собствените си ръце, независимо къде се извършва: у дома или в апартамент, тогава трябва да сте подготвени за много тестове.
По-специално, могат да възникнат редица проблеми, които са много трудни за решаване без подходящ опит и специално оборудване. Например, не всеки знае как да огъне лист метал, арматура, профил, ъгъл и т.н. докато получавате добри резултати. В тази статия ще се опитаме да отговорим на „негъвкавите“ въпроси, като същевременно се справяме с минимално количество инструменти.
Как да огънете лист метал, поцинковане, профил
Много често при монтажа на метални конструкции е необходимо не само да се режат стоманени листове, но и да им се придаде извита форма.
Можете да направите това у дома, без да харчите пари за услуги на трети страни. Например, как да огънете лист метал? За да направите това, имаме нужда от дървен или гумен чук, щипки, маса.
Ако се очаква кривина от 90 градуса, тогава този набор от инструменти трябва да е достатъчен. Листът просто виси от ръба на масата, след което желаната кривина се постига чрез равномерно потупване в зоната на огъване.
Как да огънете тръба без предварително загряване
Възможно е сами да огънете профилната тръба, без да я подгрявате, както със, така и без пълнител. Не изисквайте пълнене с тръби с пясък или колофон, чиято височина на профила не надвишава 10 mm.
Има и друга техника, която включва използването на пружина с плътна намотка от намотки вместо пълнител, която се вкарва във вътрешната кухина на професионалната тръба и предпазва стените на продукта от деформация, както и от прекомерни промени в дебелината им по време на процеса на огъване.

Дизайнът на елементарен огъвач на тръби е прост и достъпен за самостоятелно производство.
За тези, които трябва да огъват профилни тръби със собствените си ръце, без първо да ги нагряват, можете да използвате видеото за обучение и следните прости препоръки.
- Възможно е да се получи необходимия огъване на профилни тръби с помощта на най-простите устройства - менгеме, дорници, огъващи плочи.
- Можете да използвате ръчно огъване на тръби за продукти с кръгъл профил. В това устройство е необходимо да се преработят работните ролки, формата на вдлъбнатината в която трябва да съответства на профила на тръбата.
- Можете да огъвате тръбите най-ефективно и точно с помощта на ролкова машина, която можете да закупите или да направите сами.
Каква е сложността на огъването на профили
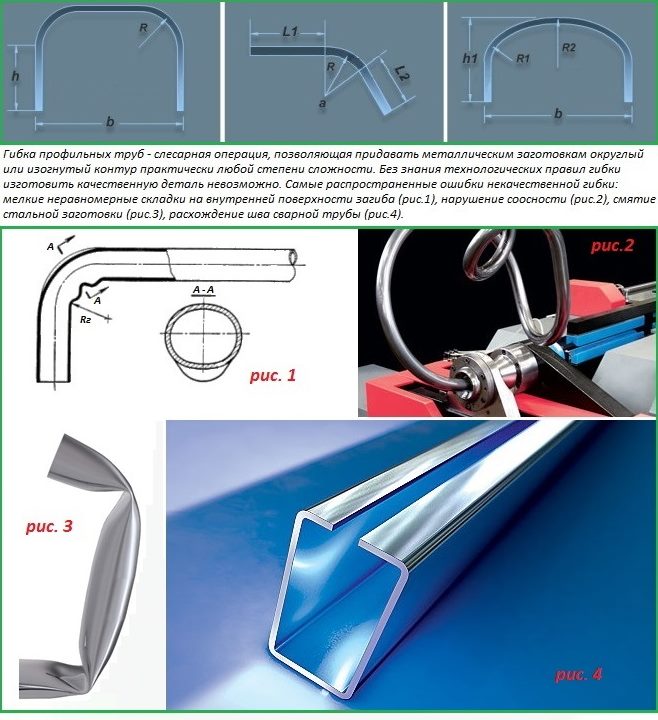
Същността на огъването на валцуван метал, независимо от формата на неговия профил, е, че профилните тръби получават частичен или пълен огъване. Такава технологична операция се извършва по два начина: чрез въздействие върху огъната тръба само чрез натиск или чрез допълнително нагряване на участъка на тръбата, в зоната на която се извършва огъването. По време на огъването върху метална тръба едновременно действат две сили:
- сила на компресия (от вътрешната страна на завоя);
- сила на опън (от външната част на огъната секция).
Именно въздействието на такива многопосочни сили причинява трудности, характерни за процеса на огъване на всякакви профилни тръби.
- Сегменти от материала на тръбата, които променят формата си по време на процеса на огъване, могат да загубят коаксиалността на местоположението си, което води до факта, че отделните участъци от тръбата ще бъдат разположени в различни равнини;
- Стената на тръбата, разположена от външната страна на завоя и подложена на напрежение, може да не издържи натоварването и да се спука.
- Вътрешната стена на тръбата, подложена на компресия, може да се покрие с гънки, които приличат на гофриране.
Технически характеристики на профилни тръби
За да се предотврати това, е необходимо да се вземат предвид не само характеристиките на материала на тръбата, но и нейните геометрични параметри - размери на сечението, дебелина на стената, радиус, до който е необходимо да се огъне. Познаването на горното ще ви позволи да изберете подходящата технология и да огънете гофрираната тръба правилно, без да я смачквате и без да получавате гофрирана повърхност.
Индустриални методи на студено огъване

В зависимост от диаметъра на елемента и обема на работа могат да се използват ръчни инструменти (тръбоогъвачи) или устройства с електромеханично задвижване.
Основните промишлени методи за студено огъване са:
- Метод на навиване. Тази техника ви позволява да огънете тръба с напречно сечение в диапазона от 1,0-4,26 см в различни равнини. За поддържане на формата на секцията се използват композитни или прътови дорници - калибриращи тапи.
- С обрат. Този метод е подходящ за огъване на тръбни елементи с диаметър не повече от 15 см. В този случай дебелината на стената трябва да бъде впечатляваща. Същността на метода: търкалящ валяк се движи около статичен огъващ валяк с определен размер. Той натиска тръбата и я огъва.
- Валяк. Този метод ви позволява да огънете детайла в спирала или пръстен. На ролките елементът се придвижва от ролки и придобива кривината, определена от позицията на ролките.
- Рисуване. Методът е подходящ за огъване на тънкостенни безшевни продукти. За огъване се прави шаблон от тръбен елемент с по-голям диаметър. След това шаблонът се завива в матрицата и се фиксира със скоба. Поради въртенето на шаблона детайлът се изтегля през матрицата и се огъва.
- Чрез разтягане. Тази техника минимизира риска от метални деформации. За да направите това, детайлът се фиксира по краищата, опъва се и се огъва едновременно с помощта на шаблон за огъване.
- На опори. Обикновено се използват две опори, върху които се поставя детайлът. Тъй като опорите са огънати, те се въртят около оста си. Шаблонът е свързан към пръта на крика, така че силата да се прилага в центъра на детайла. Методът е подходящ за огъване на тръбни продукти с диаметър не повече от 35,1 см. Оборудването позволява огъване директно на строителната площадка.
- С хидростатично налягане вътре. За да направите това, течността се инжектира в тръбния елемент. В краищата са монтирани тапи. Поради получените напрежения металът достига почти пластично състояние. След това до мястото на огъване се довежда шаблон и детайлът се огъва.
- С натискане. Методът е подходящ за огъване на елементи с диаметър три инча. Заготовката се избутва през фиксирана и подвижна матрица. Поради изместването на матриците една спрямо друга е възможно да се регулира кривината на завоя. Използвайки тази техника, един детайл може да бъде огънат няколко пъти в различни равнини.
Що се отнася до използването на дорници, най-простият щепсел за тръби с напречно сечение не повече от 3,2 см може да бъде стоманен кабел. Единият край на този кабел е фиксиран в дръжката. Другият край е свързан към проводника, за да извърши изтегляне в лумена. В този случай диаметърът на калибриращата тапа трябва да бъде малко по-малък от напречното сечение на тръбния продукт - с около 0,1-0,5 mm.
По време на употребата на тапи за калибриране могат да се появят нежелани драскотини и прорези по вътрешната повърхност на детайла. Това обикновено се случва при огъване на продукти от неръждаема стомана. За да се предпазите от такива нежелани последици, трябва да изберете правилния корков материал, както и да използвате лубрикант и да почистите добре повърхността.
Характеристики на огъване на тръби

Всички методи за огъване на детайли могат да бъдат разделени на ръчни и механични, както и горещи и студени.Понякога процесът на огъване е придружен от нежелани последици за тръбния продукт, които оказват значително влияние върху последващата работа на елемента. Степента на проявление на тези последици зависи от материала, от който е направена тръбата, нейния диаметър, радиуса на огъване, както и метода, по който е извършена процедурата на огъване.
Отрицателните последици от огъването включват следните точки:
- Намаляване на дебелината на стената на детайла, разположен по външния радиус на огъването.
- Образуването на гънки и гънки на стената, която се намира по вътрешния радиус на завоя.
- Промяна на конфигурацията на секцията (намаляване на размера на лумена и неговата форма - овализация).
- Промяна в радиуса на огъване поради пружинния ефект на материала.
Най-често срещаният недостатък на огъването е промяната в конфигурацията на секцията и дебелината на стената. Поради напреженията на метала външната стена става по-тънка при завоя, докато вътрешната стена, напротив, се сгъстява. Това води до забележимо отслабване на тръбния елемент. Това явление е опасно при разкъсване на външната стена на тръбата, тъй като именно тя е подложена на по-голямо налягане на транспортираната среда.
Овализацията също значително отслабва детайла. Това явление е особено опасно при огъване на тръбопровод, предназначен за транспортиране на вещество в условия на пулсиращо натоварване. Ако такива елементи се използват като строителни конструкции, тогава овализацията ще повлияе на външния вид на елемента. Ето защо в процеса на огъване те се стремят да сведат до минимум подобни явления, доколкото е възможно.
Ако по вътрешната стена се образуват гънки поради удебеляване на материала, тогава те ще доведат не само до намаляване на напречното сечение, но и ще създадат съпротивление на движещия се поток. Това от своя страна увеличава вероятността от корозия. Освен това ще намалее носещата способност на структурния тръбен елемент.
Инструменти за огъване на тръби
Въпросът как да огънете тръба без огъване на тръби няма да причини трудности, ако използвате най-простите устройства за извършване на тази операция. Можете да извършите студено огъване на тръби с помощта на следните устройства.
- В случаите, когато е необходимо да се огъне мека (алуминиева) или стоманена тръба с височина на профила не повече от 10 mm, се използва хоризонтална плоча с отвори, в която се вмъкват ограничители - метални щифтове. С помощта на тези щифтове продуктите се огъват според необходимите параметри. Този метод има два сериозни недостатъка: ниската точност на огъване, както и факта, че при използването му е необходимо да се прилагат значителни физически усилия.
- Продуктите с височина на профила 25 мм се огъват най-добре с помощта на ролкови приспособления. Тръбата е здраво фиксирана в менгеме и върху тази част от нея, която трябва да се огъне, се прилага сила с помощта на специален валяк. Това устройство ви позволява да получите по-добър завой, но също така изисква прилагане на физическо усилие.

Вариант, както се казва, набързо. Дългият лост на това изключително просто устройство ви позволява да се справите с доста дебели тръби.
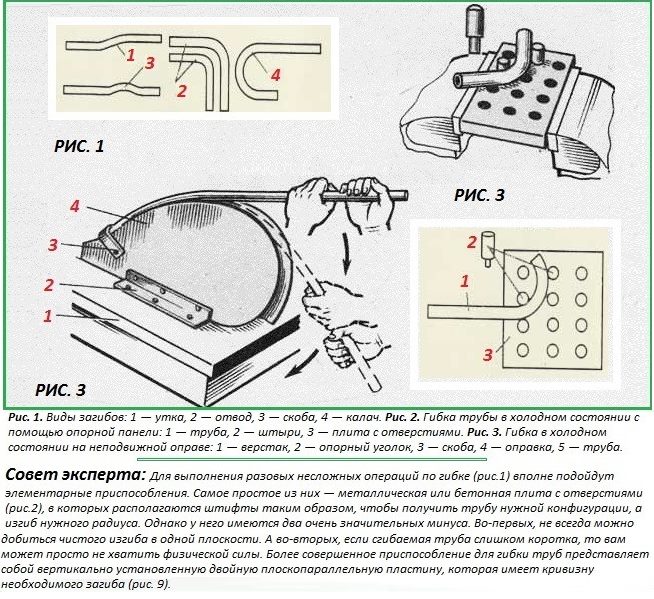
Елементарните устройства ще ви помогнат да направите еднократно огъване на тръбата
За образуване на огъване с голям радиус на кривина върху стоманени или алуминиеви гофрирани тръби се използват фиксирани заоблени шаблони, върху които са монтирани специални скоби за фиксиране на продукта. На такова устройство тръбата също се огъва ръчно, като се полага със сила в жлеба на шаблона, чиято форма точно съответства на необходимия радиус на огъване.

Шперплат и метални скоби са всичко, от което се нуждаете, за да направите шаблон за огъване
огъваща плоча
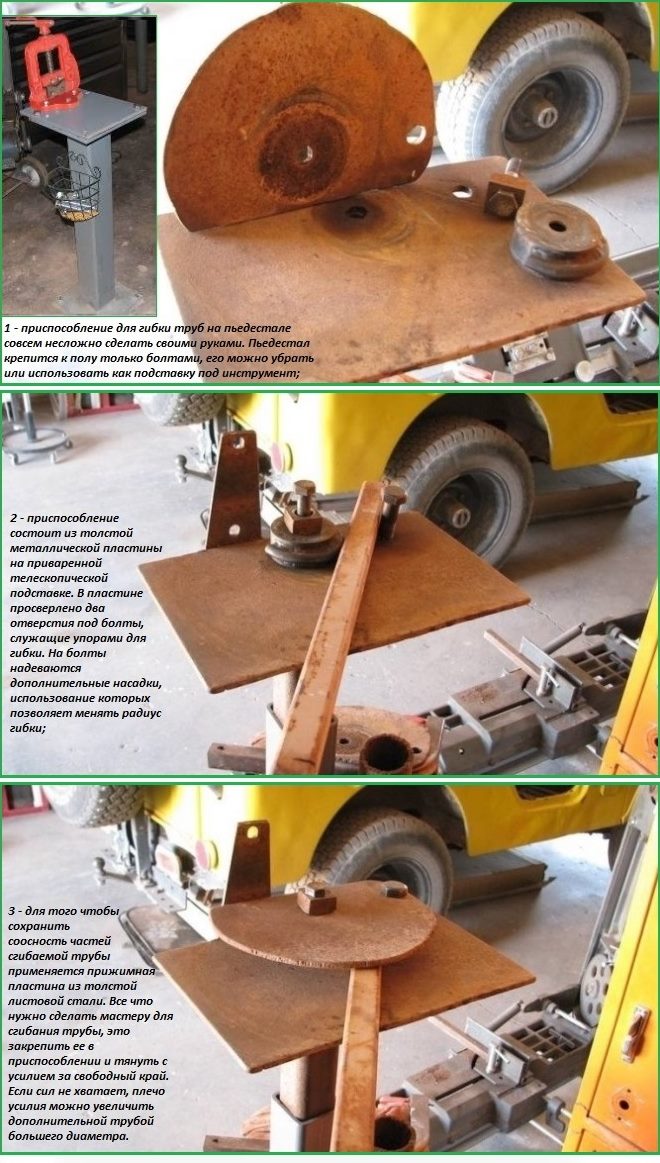
За да огъвате ефективно стоманени или алуминиеви тръби у дома, можете да направите подобрена огъваща плоча, като използвате следните указания.
- Ролята на такава плоча играе панел, който е изрязан от ламарина с голяма дебелина.
- Панелът, направен по този начин, е заварен към стелажа, който е монтиран на специален пиедестал.
- В панела се пробиват два отвора, необходими за монтиране на болтове, които служат като ограничители на профилната тръба.
- На един от ограничителните болтове е монтирана специална дюза, с помощта на която се регулира радиусът на огъване.
- За да се осигури подравняването на тръбните участъци, съседни на завоя, над детайла се поставя метална плоча, фиксирана с болтове.
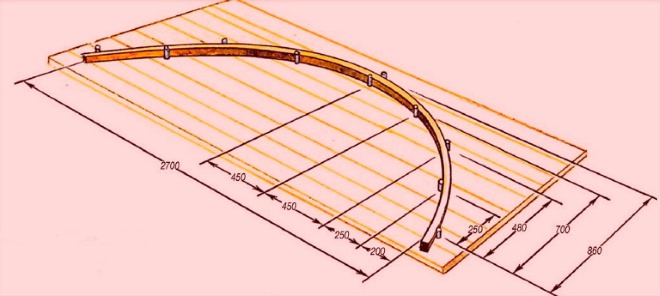
Схема на стойката за огъване на профилни тръби
Принципът на производство на просто домашно устройство за огъване
Огъване на дорник
За огъване на профилни тръбни продукти у дома, чиято височина на стената не надвишава 25 mm, може да се направи специален дорник. За тези цели е по-добре да използвате обща работна маса, на повърхността на която ще има достатъчно място за такова устройство. За да изберете оптималното местоположение на елемента, който фиксира огъваемата тръба, често разположените отвори се правят в единия край на работната маса. Специален шаблон е отговорен за осигуряването на необходимия радиус на огъване на гофрираната тръба, който може да бъде направен от дебел шперплат или метален ъгъл, ако ще го използвате често.

Огъване на профилна тръба с дорник
Приложение за огъване на профили
Разбира се, ако имате значителен обем работа по огъване на профилни тръби, по-добре е да направите специална машина за това, чиито чертежи са лесни за намиране в интернет. Тук няма да анализираме този въпрос, тъй като той е разгледан повече от подробно в статиите на връзките по-долу.

Една от многото опции за домашно огъване на профили
Не можете да правите без такава машина, дори ако трябва да огънете тръби с голям профил. Основните работни органи на такава машина, която се характеризира с широка гъвкавост, са три ролки, две от които са фиксирани неподвижно, а чрез промяна на позицията на третата се регулира радиусът на огъване на продукта. Като задвижване на такова устройство се използват верижно задвижване и дръжка, която се върти от оператора.
Овална защита

Основните методи за студено огъване на поцинкована тръба предвиждат мерки, които ви позволяват да огъвате детайла, като запазвате формата на напречното му сечение колкото е възможно повече. Това обикновено се прави по един от двата начина:
- Използване на мерки за запазване на формата на секцията отвътре (използване на вътрешен ограничител).
- Използване на външен ограничител за предотвратяване на разширяване на страничните стени.
Твърдите материали като пълнител запазват формата си по-добре, така че се използват по-често. Но поради използването на еластични пълнители има по-малко разтягане на външната повърхност на завоя.
Необходимостта от профилно счетоводство
Категорията на профилното тръбо-валцоване включва продукти, които имат различна форма на напречното сечение - кръгла, квадратна, овална или плоско-овална. Въпреки това разнообразие, за изграждането на оранжерия или навес се използват основно правоъгълни или. Това се дължи на факта, че е много по-лесно да се монтира външното покритие върху плоските им стени.
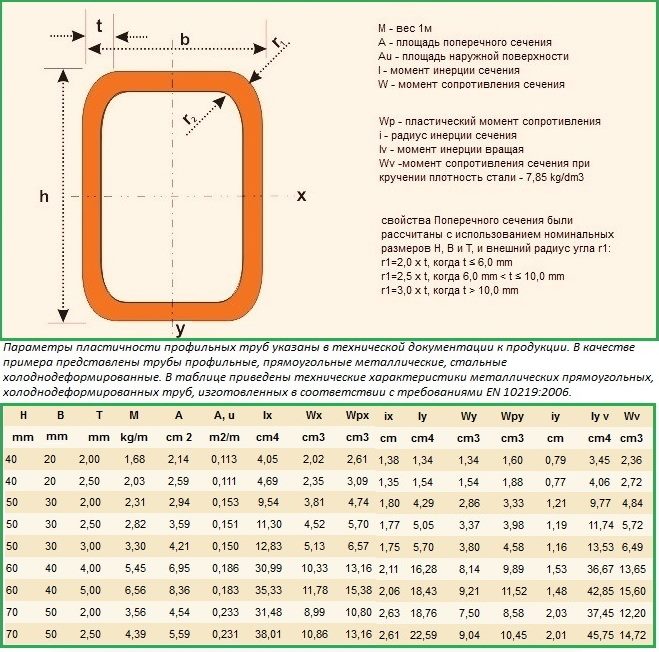
Гамата от съвременни профилни тръби е много разнообразна. Техните геометрични параметри, основните от които са площта на напречното сечение и дебелината на стената, определят пластичните възможности на продукта. Последният характеризира такъв индикатор като минимално допустим радиус на кривина. Именно този параметър ви позволява да определите до какъв минимален радиус тръбата може да бъде огъната, така че да не се повреди.
Избягвайте често срещани грешки, които водят до повреда на детайлите
За да се определи такъв параметър на тръба с или правоъгълен профил като минимален радиус на огъване, достатъчно е да се знае височината на нейния профил. Ако ще огъвате профилна тръба с напречно сечение под формата на правоъгълник или квадрат, трябва да се спазват следните препоръки.
- Тръбите, чиято височина на профила не надвишава 20 mm, могат да бъдат огънати на секции, чиято дължина надвишава стойност, равна на 2,5xh (h е височината на профила).
- Продукти, чиято височина на профила надвишава 20 mm, могат успешно да се огъват в секции, чиято дължина съответства на 3,5xh или повече.
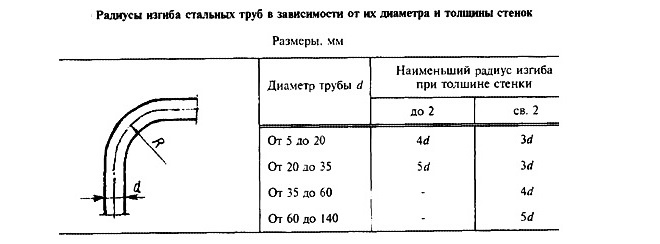
Минимални радиуси на огъване за стоманени тръби
Такива препоръки ще бъдат полезни за тези, които ще огъват профилни тръби със собствените си ръце, за да направят от тях стелажи, сенници и различни рамкови конструкции. В този случай обаче трябва да се има предвид, че възможността за висококачествено огъване на тръбите също се влияе от дебелината на тяхната стена. Продуктите с дебелина на стената по-малка от 2 mm изобщо не трябва да се огъват и ако е необходимо да се създадат конструкции от тях, използвайте заварени съединения.
У дома е възможно да се огъват професионални тръби, които са изработени от въглеродни или нисколегирани стомани, само като се вземат предвид определени нюанси. Такива тръби, след огъване, могат да пружинират и да се върнат в първоначалното си състояние, така че готовите конструкции трябва да бъдат монтирани отново според шаблона. Стойността на пружината се характеризира с такъв параметър на профилните тръби като пластичния момент на съпротивление - Wp. Този параметър е посочен в придружаващата документация (колкото е по-нисък, толкова по-малко ще пружинират професионалните тръби при огъването им).
Тръбоогъвачи за профилни и кръгли изделия
Тръбоогъвачите за стоманени и медни тръби са:
- ръководство,
- механичен.
Освен това принадлежността към ръчен или механичен тип определя както конструктивните характеристики на огъването на тръби, така и неговата производителност.
Ръчни устройства
Ръчната тръба за огъване се състои от:
- легло,
- конвейер,
- затягащ елемент.
Тръбата се зарежда в конвейер, състоящ се от ролки, свързани с верижно предаване, и се притиска от горната (или долната) ролка, която притиска съответната повърхност на продукта. Чрез завъртане на дръжката на подаващите ролки е възможно измерваният сегмент да се придвижи през зоната на налягане и в резултат да се огъне профилната тръба или подобен кръгъл продукт.
Въпреки това, ръчният процес има свои собствени нюанси. Първо, все още можете да огънете профилната тръба със собствените си ръце, но за да постигнете резултата, трябва да положите значителни усилия. Второ, ръчните огъващи тръби са подходящи за обработка само на малки партиди продукти.
Механична апаратура
Механичният апарат ни спестява от необходимостта да изразходваме силата си за огъване на профилната тръба до желания радиус. Всъщност при механичен огъващ тръбопровод и конвейерът, и затягащият елемент работят не от мускулната сила на оператора, а от електрически двигател и хидравлично задвижване.
В този случай схемата на работа на устройството остава непроменена. Тоест, както в първия случай, ние запълваме конвейера с тръба, създаваме сила на затягане върху равнината на продукта, който трябва да бъде огънат (където е необходимо да огънете профилната тръба дори преди измервателната секция да започне да се движи по протежение на конвейер) и включете устройството в мрежата. В резултат на това тръбата преминава през зоната на притискащата ролка и променя кривината си. Процесът на ръчно и механично огъване ще бъде разгледан по-подробно по-долу.
Как да огънете тръба без предварително загряване
Възможно е сами да огънете профилната тръба, без да я подгрявате, както със, така и без пълнител. Не изисквайте пълнене с тръби с пясък или колофон, чиято височина на профила не надвишава 10 mm.
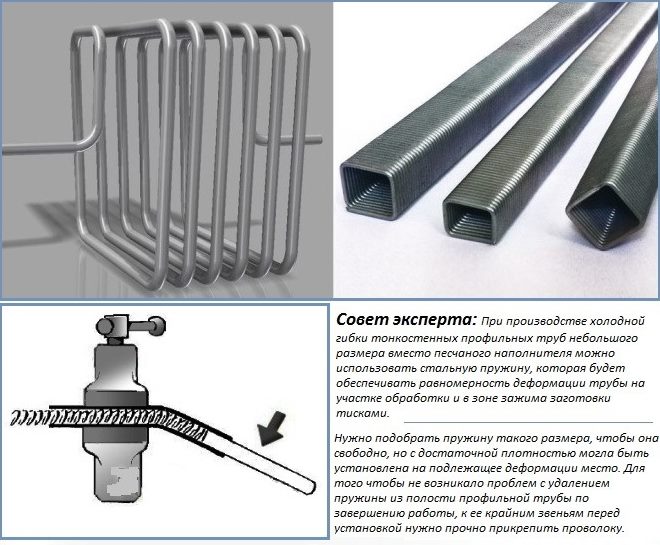
Нюансите на огъване на тънкостенни тръби с малък размер
Има и друга техника, която включва използването на пружина с плътна намотка от намотки вместо пълнител, която се вкарва във вътрешната кухина на професионалната тръба и предпазва стените на продукта от деформация, както и от прекомерни промени в дебелината им по време на процеса на огъване.
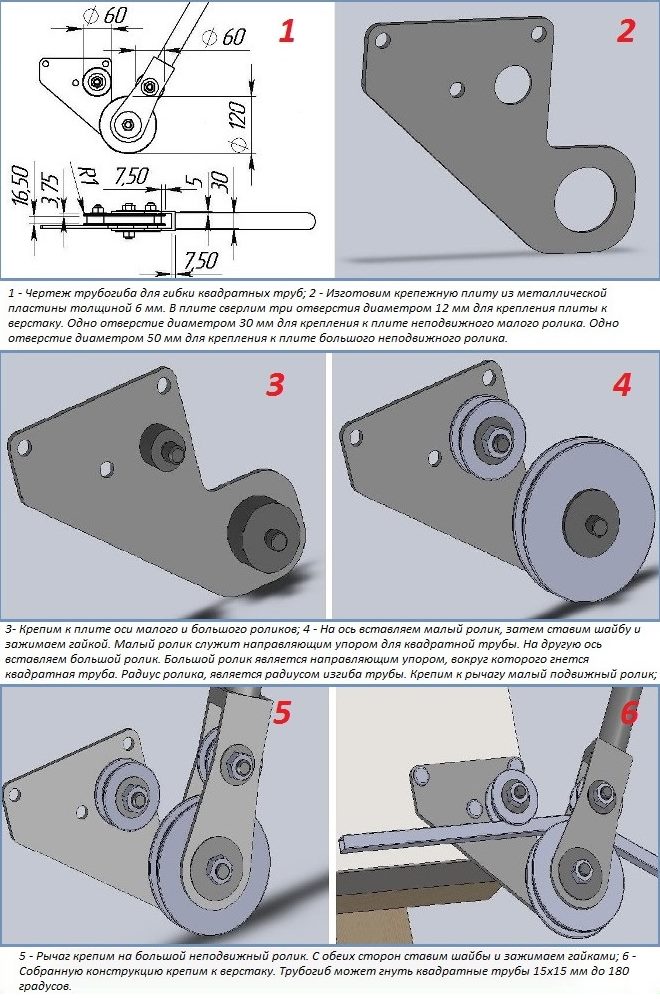
Чертеж и детайли на механичен тръбогиб за профилни тръби
Дизайнът на елементарен огъвач на тръби е прост и достъпен за самостоятелно производство.
За тези, които трябва да огъват профилни тръби със собствените си ръце, без първо да ги нагряват, можете да използвате видеото за обучение и следните прости препоръки.
- Възможно е да се получи необходимия огъване на профилни тръби с помощта на най-простите устройства - менгеме, дорници, огъващи плочи.
- Може да се използва за продукти с кръгъл профил.В това устройство е необходимо да се преработят работните ролки, формата на вдлъбнатината в която трябва да съответства на профила на тръбата.
- Можете да огънете тръбите най-ефективно и точно, с помощта на които можете да закупите или да направите сами.
Как да огънете метален лист направо
Ако детайлът е сравнително малък, тогава можете да използвате менгеме, в което с помощта на две опаковъчни пръти можете здраво да фиксирате металния лист и едва след това да го огънете с чук. При необходимост точката на огъване може да се нагрее с газова горелка, но този метод не е приложим за поцинковани продукти!
огъване на метален лист
Ако говорим за тънък метален лист, тогава процедурата на огъване може да бъде значително опростена.
За да направите това, на мястото на завоя металът се „драска“ (използваме правило или метална линийка, като резец - заострено парче от ножовка за метал). Металът, нарязан до половината от дебелината, впоследствие лесно се огъва по очертаната линия. Можем да кажем, че почти разбрахме как да огънем метален лист.
Огъваме поцинковани
Как да огънете поцинкована?
Това може да бъде или поцинкована метална ламарина, или готов продукт, например профил. Листът се огъва по същия начин, както при огъване на всеки друг метален лист. Как да огънете профил? Ще трябва да се справите с него. За да получите голям радиус на кривина на квадратен или правоъгълен профил, можете да използвате следния метод: плътно запълваме профила с фин пясък, запушваме двата отвора с дървени колове и едва след това, леко почуквайки с чук, го огънете .
За огъване на U-образен профил (това по принцип важи и за получаване на листове с извита форма), е необходимо допълнително да се използва форма на обект, чиято кривина съответства на завършената част. За да се улесни процеса на огъване, в профила могат да бъдат изрязани триъгълни елементи.
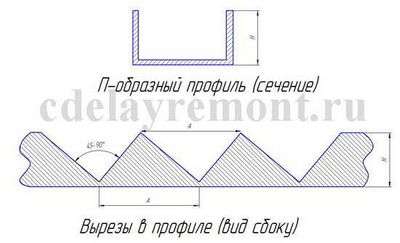
След това изделието за огъване се „увива“ около обекта чрез равномерно потупване с чук.
Важно! За да бъде сгъването възможно най-равномерно и правилно, ударите на чука трябва да са леки и да лежат възможно най-близо един до друг. Как да огънете поцинковано по-лесно? С помощта на мелница правим един или два разреза в областта на огъване (по този начин конструкцията е временно отслабена), огъваме продукта и след това заваряваме огъването
Този подход е важно да се използва при огъване на профилни тръби и продукти със сложна метална форма. Не забравяйте, че е невъзможно да се нагрее поцинкована стомана, за да се опрости кривината!
Може би една от най-трудните задачи пред хората, които мислят как да огънат ъгъла. За да получите твърд продукт, ще трябва да се потите, равномерно и бавно да потупвате повърхността на ъгъла, като постепенно го извивате.
Препоръчително е да използвате газова горелка, която може да загрее завоя. Можете да го направите по-лесно - използвайте мелница, както в описания по-горе случай с поцинкован продукт. Още по-лесно е да купите вече извит продукт, тогава въпросът „как да огънете ъгъл“ ще изчезне сам.
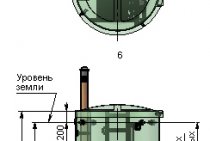
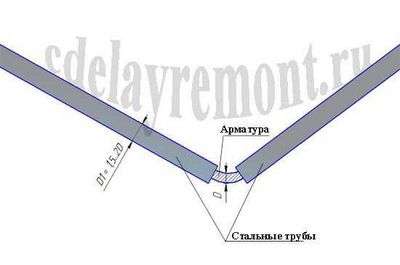
Как да огънете арматурата
У дома е напълно възможно да огънете армировката, но много зависи от вашите физически данни и диаметъра на металния прът.
Как да огънете арматурата? За да направите това, се нуждаем от две парчета стоманени тръби, чийто диаметър е по-голям от диаметъра на огънатия прът. Колкото по-дълга е дължината на такива тръби, толкова по-лесно ще бъде огъването на армировката (увеличаване на силата поради лоста). Всичко, което трябва да направите, за да огънете армировката, е да я вкарате в две тръби и, като фиксирате една от тръбите (натиснете я с крак или я поставите между стълбовете), използвайки втората като лост, дадете подсилване на желаната кривина.
Това е всичко!
Огъване на метал с гъвкави инструменти
С натискане на линията, с помощта на шепот, тя се движи по начертаната линия, така че изрезите да достигнат приблизително половината от дебелината на листа. Сгънатият лист трябва да бъде поставен върху наковалня или друго тежко и плоско парче метал.
Имате нужда от метален ъгъл, за да направите извивката на отрязания метал.
Сгънете листа под ъгъл, закрепете го в торба или го поставете на ръба на повърхността под прав ъгъл, така че жлебът да е плосък на ръба и да продължи да се извива и да помага на чука.
Колкото по-дълбок е улукът, толкова по-лесно е да обърнете листа. За да улесните този процес, ви препоръчваме да потърсите помощ от някого.
Включва:
- приятел
- относително
- някой, когото познавате
- колега.
Как да получите метален пръстен?
Когато металният лист е покрит, той не е под ъгъл, а в пръстен, можете да направите това, като почуквате повърхността на листа с чук. Използвайте линии върху ясни линии, успоредни на линиите.
От удари листът ще променя формата си все повече и повече, фокусирайки се по-отблизо в ръбовете на ламарината, тъй като радиусът на окръжността трябва да бъде еднакъв във всички посоки.
Когато огъването приключи, ръбовете на листата са завършени до края, можете да ги свържете с нитове или бира. Когато приключите с тази операция, избършете формата на получения пръстен.