Свързване на метални тръби
Не по-рядко при полагане на комуникации се използват и метални тръби. От тях най-популярни са чугун и метал.
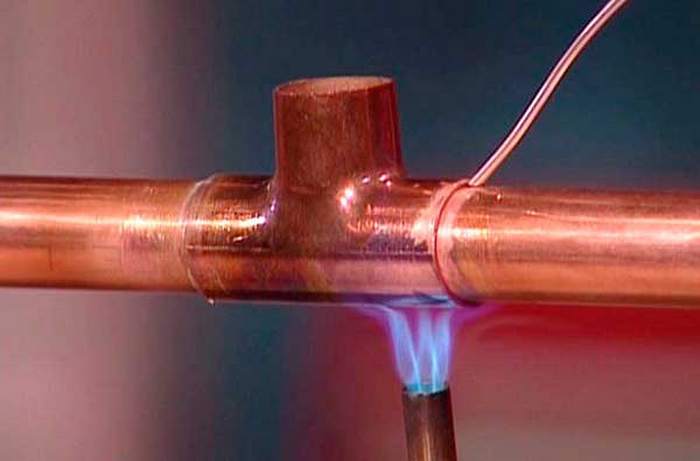
За да запоите медна тръба, трябва да закупите специален инструмент - спойка. Изработва се от меки топими метали като калай, месинг и др. Спойката е под формата на метални пръти (твърда спойка за запояване при високи температури) или фина тел (за запояване при температури до 459 градуса).
Свързването на медни тръби чрез запояване изглежда така:
- Необходимите парчета от тубата се отрязват;
- С помощта на тръбен разширител чугунената тръба се разширява от единия край (в бъдеще такова разширение ще играе ролята на гнездо);
- Две тръби са обезмаслени и обработени със специална флюсова паста за висококачествено свързване на спойка с мед;
- След това трябва да използвате спойка за запояване.
- По този начин ние обработваме ставите на две тръби с горелка, докато спойката се разтопи.
- След като свързването на медните тръби приключи, трябва да отстраните останалата спойка със сух парцал и да оставите елементите да се охладят напълно.
- За създаване на линейни завои се използват специални медни фитинги, които се запояват по същия начин.
Съединяваме чугун

Чугунените тръби днес се използват по-рядко, но те също имат право на живот. Свързването на чугунени тръби най-често се извършва в гнездо. Технологията изглежда така:
- Разширеният край на тръбата е напълно почистен и обезмаслен;
- Тънкият край на тръбата също се вкарва в него, също без мазнини;
- Сега свободното пространство в гнездото се запълва с теглич в размер на 1/3 от цялата налична площ, така че по-късно тегленето да не попадне в системата;
- След това останалото пространство се запълва с азбестоцимент, сяра, уплътнител или разширяващ се цимент. Изчаква се пълно изсъхване. Така се свързват две чугунени тръби.
Освен това е възможно да се съединят чугунени тръби с помощта на фитинги с различни конфигурации. Така се използват фитинги, седла, съединители и т.н.
Заваряване на чугун с електроди на медна основа
Заваряването с електроди на медна основа се използва във всички случаи, когато не се изисква висока якост на заваръчния шев. Медта, подобно на никела, не образува съединения с въглерода, но практически не се разтваря в желязо. Следователно отложеният шев не е хомогенен; включвания на високовъглеродна желязна фаза с повишена твърдост са разположени в медната основа.
Медно-железните електроди OZCH-2, OZCH-6 са изработени от медна пръчка с покритие от калциев флуорид, към което се добавя 50% желязо на прах. Тези електроди се използват за заваряване на пукнатини във водни ризи на двигателни блокове, блокови глави и др. Пукнатината се пробива в краищата и се изрязва под ъгъл 70-90° за 2/3 от дебелината на детайла. Краищата на пукнатината се почистват внимателно, тъй като следите от ръжда, масло и други замърсители причиняват порьозността на шева. Заваряването се извършва с къса дъга при постоянен ток с обратна полярност с прекъсвания за охлаждане на детайла до температура 50-60 ° C. За да се получи по-стегнат шев, секции от 40-60 мм се изковават веднага след заваряването. Слоят, депозиран с OZCH електроди, е мед, наситен с желязо, осеяно със закалена стомана с висока твърдост. На границата на шева зоните за избелване са разположени в отделни секции. Въпреки доста високата твърдост, шевът може да бъде обработен с твърд инструмент. Медно-никелови електроди MNP-2 са пръти, изработени от метал монел (28% мед, 2,5% желязо, 1,5% манган, останалото е никел). Никелът на тези електроди не образува съединения с въглерод, така че заварката се получава с ниска твърдост, зоната на охладения чугун почти липсва, зоната на втвърдения чугун има ниска твърдост, която може лесно да бъде намалена с малко закаляване.Освен това в шева се образуват по-малко пори и пукнатини, по-лесно се обработва, но здравината му е ниска. Поради това медно-никелови електроди често се използват в комбинация с медно-железни електроди. Първият и последният слой се нанасят с медно-никелови електроди (за да се осигури плътност в първия слой и да се подобри обработката в последния), останалата част се разтопява с медно-железни електроди. Повърхността с медно-никелови електроди се извършва по същия начин като с медно-железни електроди.
За студено заваряване и наваряване на чугун (т.е. заваряване и наваряване, извършени без предварително нагряване) със специални електроди, е характерно процесът да се извършва с минимално вложена топлина в къси перли с дължина 25-60 mm с охлаждане на всяко насложено перче в въздух до температура не повече от 60°C. Понякога се препоръчва да се изкова всеки валяк с леки удари с чук.
Заваръчните напрежения, възникващи в конструкцията в резултат на нагряване, могат да бъдат премахнати почти напълно, ако се създадат допълнителни пластични деформации в заваръчния шев и зоната на топлинно въздействие. Това може да се постигне чрез коване на шевове. Коването се извършва в процеса на охлаждане на метала при температури от 450 °C и повече или от 150 °C и по-ниски. В температурния диапазон от 400–200 °C, поради намалената пластичност на метала по време на коване, могат да се образуват разкъсвания. Специално нагряване на заварената става за коване, като правило, не се изисква. Ударите се нанасят ръчно с чук с тегло 0,6-1,2 кг със заоблена глава или пневматичен чук с малко усилие за промяна на модела на шева. При многослойно заваряване всеки слой е изкован, с изключение на първия, в който могат да възникнат пукнатини и облицовка от удар. Тази техника е много ефективна за облекчаване на напреженията при заваряване на пукнатини и затваряне на заварки в твърди контури на части и възли, изработени от конструкционни стомани и чугун.
Коването на заварено съединение също допринася за увеличаване на якостта на умора на конструкцията.
Прегледи:
152
Чугун сив
Сивият чугун се използва широко в машиностроенето. Той получи името си от сивия цвят на счупването, поради наличието на свободен въглерод под формата на графит в структурата на чугуна. Според вида на металната основа сивите чугуни биват перлитни, перлитно-феритни и феритни.
Таблица 1. Сив чугун, техните основни свойства и приложения
| Марка | σv МРа | HB | Свойства и приложение |
| SC10 | 275 | 139-274 | Отливки с ниска отговорност с дебелина на стената до 15 мм (калъфи, капаци, кожуси и др.), части, за които не е задължителна якостната характеристика - колби, фитинги, рамки, тигани, декоративни части, масивни строителни колони, фундамент плочи |
| MF15 | 314 | 160-224 | Отливки с ниска отговорност с дебелина на стената 10 - 30 мм (тръби, клапанни тела, клапани при налягане до 20 МРа и др.), леко натоварени части на каросерията, подмоторни пластини, лостове, шайби, маховик, масло и контейнери за охлаждаща течност, корпуси на филтри, фланци, капаци, верижни зъбни колела |
| MF18 | 354 | 167-224 | Отговорни отливки с дебелина на стената 10 - 20 мм (шайби, зъбни колела, легла, шублери и др.) |
| MF20 | 397 | 167-236 | Критични отливки с дебелина на стената до 30 mm (цилиндрови блокове, бутала, спирачни барабани, каретки и др.), за производство на основни части на тялото с повишена якост и устойчивост на износване, части, които изискват херметичност при налягания до 8 MPa (80 kgf/cm2), корпуси, скоростни кутии, глави, балансори, лицеви пластини, ръкави, карети, цилиндри, помпи, макари, фитинги, компресори |
| MF25 | 450 | 176-245 | Критични отливки с дебелина на стената до 40 mm (форми, бутални пръстени и др.), за производство на основни части на тялото с повишена якост и устойчивост на износване, части, които са обект на повишени изисквания за херметичност |
| SC3O | 490 | 177-250 | Критични отливки с дебелина на стената до 60 мм (бутала, дизелови облицовки, рамки, матрици и др.), за производство на скоби, плъзгачи и шублери, повърхностно закалени части, цилиндри, корпуси на помпи, дизелови двигатели и вътрешно горене двигатели, бутални пръстени, колянови и разпределителни валове |
| MF35 MF45 | 540 | 193-264 | Отговорни силно натоварени отливки с дебелина на стената до 100 mm (малки колянови валове, части от парни машини и др.) на части, за които са наложени изисквания за херметичност при налягане над 8 MPa |
Графитът има ниски механични свойства. Нарушава целостта на металната основа. Разположен между зърната на металната основа, графитът отслабва връзката между тях. Следователно сивият чугун има ниска якост на опън и много ниска пластичност и издръжливост. Колкото по-големи и по-прави са графитните включвания, толкова по-лоши са механичните свойства на чугуна. Твърдостта на сивия чугун, както и неговата устойчивост на натиск са близки до тези на стоманата, която има същата структура като металната основа на чугуна.
Графитът също има известен положителен ефект върху свойствата на чугуна, по-специално, той повишава неговата устойчивост на износване, действайки подобно на смазването, увеличава обработваемостта, тъй като прави стружки крехки, помага за потискане на вибрациите на продукта и намалява свиването при производството на отливки .
Механичните свойства на сивия чугун могат да бъдат подобрени чрез равномерно разпределение на финия ламелен графит в отливката. Това се постига чрез специална обработка – модификация, когато в течния чугун преди леене се внасят добавки, които образуват допълнителни центрове на графитизация, в резултат на което се получава фин ламелен графит. Чугун с такъв графит се нарича модифициран. Той се различава от обикновения сив чугун с по-висока якост на опън, но неговата пластичност и издръжливост не се подобряват по време на модификация.
Съгласно GOST 1412-85 буквите SCh в обозначението на класа на чугуна означават - сив чугун. Двуцифрената цифра съответства на якостта на опън σv MPa. Стандартът нормализира якостта на опън на сивите чугуни σv = 274÷637 MPa, твърдост - 143÷637 HB и химичен състав.
Основните свойства на сивия чугун и неговото приложение са показани в таблица 1.
Вентилно устройство
На водопроводни и отоплителни системи могат да се монтират два вида клапани:
- топка;
- клапан.
Работният елемент на сферичен кран е топка, разположена вътре в тялото. Топката има проходна дупка. Ако клапанът е отворен, тогава топката се завърта от отвора към водния поток. В затворено положение топката се обръща към водата с глуха страна. Завъртането на заключващия елемент се извършва с помощта на дръжка.

Устройство със сферичен кран
Спирателният елемент на вентилната арматура е клапан с уплътнение, разположен на шпиндел, който се спуска и повдига чрез завъртане на дръжката.
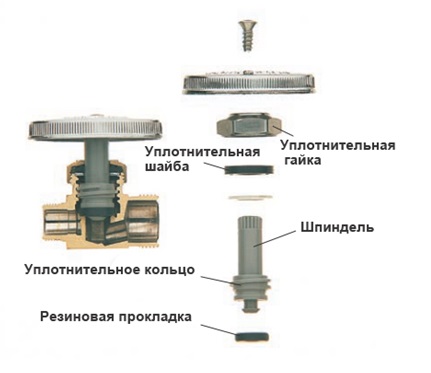
Клапан клапан устройство
Сферичният кран, за разлика от клапанното устройство, е спирателен вентил и не може да се използва за регулиране на потока на течността. Сферичният кран не може да бъде ремонтиран и в случай на неизправност в работата на устройството е необходима пълната му подмяна.
Предимства на тръбите от ковък чугун
В някои случаи изключително здравите чугунени тръби, използвани за водоснабдяване, са незаменими, тъй като имат следните свойства и характеристики:
- Способността да издържа на налягането на течността в системата до 1,6 MPa и повече.
- Добра устойчивост на промени във влажността и резки промени в температурата.
- Устойчив на корозия.
- Устойчивост на механични повреди.
- Сила.
- Пластмасов.
- Лесна инсталация.
- Дълъг експлоатационен живот - до 100 години.
Освен това, в допълнение към отличните физични и механични свойства, канализационната тръба от ковък чугун е екологична:
- водата, преминаваща през такива тръби, остава абсолютно безвредна и подходяща за консумация, тъй като не е замърсена с чужди примеси;
- в края на експлоатационния им живот тръбите могат да бъдат напълно изхвърлени без вреда за околната среда.
Свързване на пластмасови и чугунени тръби
Как да свържете чугунени тръби с пластмаса? Всичко зависи от причината, която тласка към тази стъпка. И това не е непременно подмяна (удължаване) на чугунена линия.
Един от възможните сценарии е възникването на аварийни ситуации на съществуващото кръстовище пластмаса - чугун.
Първоначално се предполага, че свързването на чугунени тръби с пластмаса няма да бъде подложено на външни влияния (температура или механично въздействие). Най-просто казано, течовете възникват поради намаляване на налягането (херметичността е нарушена) на кръстовището.
Изтичане може да възникне в резултат на:
- Воден чук, който се среща изключително рядко.
- Внезапни промени в температурата (например при изключване / включване на топла вода или превключване от студена към гореща вода).
В последния случай причината за проблема се крие в различните коефициенти на разширение на чугун и пластмаса, както и в некачествен фитинг (канализаторски адаптер от чугун към пластмаса). Последният може да развие пукнатина, тъй като чугунът не се разширява толкова равномерно, колкото пластмасата. Освен това, фитингът може просто да се отвие (закопчаването отслабва).
За да разрешите възникналия проблем, ще трябва да замените износената част (преход от чугун към пластмаса) или да затегнете „самоподвижната“. Трябва да се отбележи, че висококачествените модерни фитинги са защитени от спонтанно развиване. Освен това можете да използвате кримпването на такива продукти. Ето защо е по-добре да не пестите от аксесоари.
Фитинг от полипропилен, предназначен за свързване на пластмасови и метални тръби
Друг сценарий е необходимостта от удължаване на чугунената линия. Възможността за спестяване на пари чрез завършване на пластмасовото окабеляване около апартамента, свързано към съществуващия чугунен щранг, може да доведе до същата стъпка. Но ако остане метален щранг, проблемът няма да бъде напълно елиминиран - има голяма вероятност от изтичане на фугата (преход на канализацията от пластмаса към чугун).
Тъй като докингът на системите "чугун-пластмаса" отдавна е пуснат в движение, на съвременния пазар можете да намерите такъв елемент като преходен гумен маншет (стандартни диаметри).
Как на практика да свържете метал с пластмаса
Изборът на метод на свързване на тръбата зависи от вида на наличната чугунена тръба:
- чугунена тръба без гнездо;
- тръба с муфа.
В последния случай обикновен потребител (без специално обучение) ще може да скачва отделни елементи. В противен случай (гнездото е повредено или не е съществувало) ще трябва да използвате прес фитинг със специфичен дизайн - в единия край има гнездо (връзка към пластмасова линия), а в другия е резба рязане за свързване с чугунен край. Можете сами да поставите пластмасова тръба в чугунена тръба, ако закупите предварително:
- адаптер за чугунена канализационна тръба или прес фитинг;
- уплътнителен материал, който може да се използва кълчища или тефлонова лента;
- гаечни ключове (две броя).
Етапите на такава връзка могат да бъдат описани по следния начин:
- Развийте съществуващия съединител (плъзгащ се чугунен съединител) на мястото, където се планира да докарате пластмасовата линия. Като алтернатива можете просто да отрежете чугунената тръба с мелница.
- На подготвения метален край отрежете конеца, смазвайки това място с масло (твърдо масло).
- Избършете резбите, навийте уплътнителния материал около него и смажете със силиконов уплътнител.
- Завийте прес фитинга - операцията се препоръчва да се извършва ръчно, без използване на ключ. В противен случай има вероятност от механични повреди на детайла. Фитингът трябва да се затегне, след като системата се напълни с вода (по този начин ще бъде възможно да се избегне изтичане и да не се прищипа самият фитинг).
https://youtube.com/watch?v=39fa3je7waI
ГЛЕДАМ ВИДЕО
Ако планирате да изградите топлопровод или да захранвате топла вода, препоръчително е да използвате специален адаптер (преходна втулка от чугун към пластмаса), който има гумено уплътнение. Алтернативно решение е използването на разделен месингов ръкав, който има PVC елемент.
И накрая, струва си да се каже, че е по-добре предварително да смените вътрешното окабеляване с пластмаса, без да чакате спешен случай. В крайна сметка пластмасовата конструкция е по-малко взискателна (не се нуждае от поддръжка) и нейната работа не е придружена от появата на неприятни миризми. Само знаещ човек може да свърже чугунена тръба с пластмасова!
Възможни неизправности и начини за отстраняването им
Устройството трябва да бъде ремонтирано, ако:
- клапанът не спира водата. Причините за неизправността могат да бъдат:
- износване на уплътняващото уплътнение, служещо като заключващо устройство;
- изключване на спирателния вентил от шпиндела;
- прегъване на шпиндела;
- замърсяване на клапана с отлагания, съдържащи се във водата;
Ако шпинделът е огънат или клапанът е изключен, втулката трябва да бъде сменена.
- теч или капещ клапан. Основните причини за такава неизправност могат да бъдат:
- образуването на пукнатина върху тялото на устройството;
- липса или недостатъчно количество уплътнение на жлезите.
Смяна на уплътнението и почистване на корпуса
За да ремонтирате клапана със собствените си ръце, когато уплътнението е износено, ще ви трябват следните инструменти и материали:
- гаечен ключ;
- парче водопроводна гума;
- ножици;
- клещи;
- нож;
- ленена нишка или друг уплътнителен материал.
За да направите уплътнението сами, са необходими каучук и ножици. Ако знаете кое уплътнение е монтирано на шпиндела, тогава можете да закупите готовия продукт във водопроводен магазин.
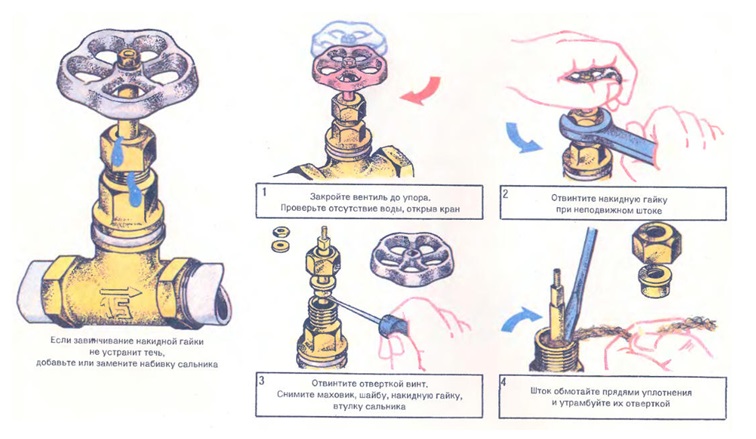
Уплътнението се сменя, както следва:
- с помощта на регулируем гаечен ключ е необходимо да развиете кутията на крана, която фиксира шпиндела на клапана;

Демонтаж на клапан за смяна на уплътнение
- клещи развийте гайката, която фиксира уплътнението;
- шайбата и повреденото уплътнение се отстраняват;
- изрязва се парче гума, чиито размери са малко по-големи от размерите на клапана;
- в центъра на изрязаното парче гума се прави дупка;
- гумата е монтирана на клапана и фиксирана с гайка;
- излишната гума се отрязва с ножица около клапана. Готовото уплътнение трябва напълно да отговаря на размерите на клапана;

Закрепване на ново уплътнение към шпиндела
- с помощта на нож тялото на клапана се почиства. Препоръчва се внимателно да се отстранят всички отлагания не само в корпуса на устройството, но и в резбовата връзка;
Ако не е възможно да се почисти кутията с механично действие, тогава може да се използва керосин или течност WD-40.
- кутията на крана е монтирана върху резбата;
- връзката е запечатана, след което устройството може да бъде напълно фиксирано.
Уплътняване на резба с ленена резба
Ремонтът на вентила трябва да се извърши, когато водоснабдяването (отоплението) е спряно.
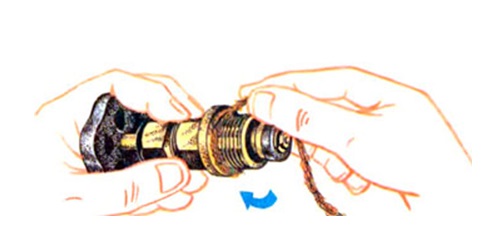
Смяна на уплътнението на жлезите
Ако клапанът на крана изтича, тогава в повечето случаи проблемът е отсъствието или прекомерното уплътняване на уплътнението на жлезата. За ремонт ще ви трябва:
- регулируем ключ или гаечен ключ с подходящ размер;
- уплътнение на жлезите;
- нож или плоска отвертка за запечатване.
В тази ситуация можете сами да поправите клапана по следната схема:
- изключете водоснабдяването на системата;
- свалете дръжката за въртене;
- развийте фиксиращата гайка.При разхлабване на фиксацията се препоръчва да държите шпиндела в една позиция;
- отстранете уплътнителния пръстен, който фиксира опаковката;
- използвайте нож или отвертка, за да премахнете старата опаковка;
Процесът на подмяна на опаковката на спълнятелната кутия за премахване на изтичане
- нанесете и уплътнете нов уплътнителен материал;
- сглобете крана в обратен ред.
Процесът на подмяна на уплътнението и уплътнението на жлеза е описан подробно във видеото.
https://youtube.com/watch?v=r7a44zQX2oo
Ремонт на пукнатини
Ако клапанът тече и причината за теча е пукнатина на тялото на клапана, тогава можете:
- напълно сменете клапана;
- затворете пукнатината със специални материали.
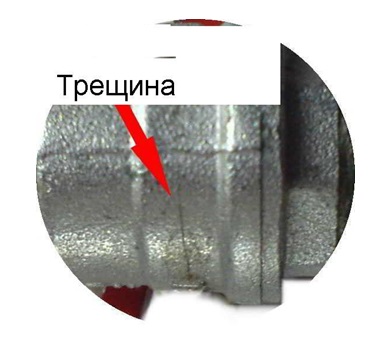
Пукнатина в корпуса на клапана
Сред материалите, използвани за запечатване на пукнатини, може да се разграничи средство за студено заваряване.

Средства за студено заваряване на метали
Подробни инструкции за употреба на продукта са посочени на опаковката. Общият модел на употреба е както следва:
- мястото, където трябва да се поправи пукнатината, се почиства от мръсотия и се обезмаслява с ацетон;
- съставът е подготвен за приложение;
- готовата смес се нанася върху пукнатината и се разпределя равномерно по повърхността;
За здравина на заваряване се препоръчва сместа да се нанася върху по-голяма площ, отколкото самата пукнатина заема.
- Очаква се пълно изсъхване на състава, след което е възможно да се почисти и боядиса мястото на заваряване.

Методът за използване на студено заваряване за ремонт на пукнатина
По този начин можете сами да премахнете най-често срещаните проблеми с клапаните. Ако извършените ремонтни дейности не помогнаха за коригиране на ситуацията, тогава клапанът трябва да бъде заменен.
Съединения от чугун и пластмаса
Процесът на подмяна на канализацията в момента използва по-модерни материали от чугун. В този случай ще трябва да свържете вашата част от системата към общ чугунен тръбопровод. Често независимото изпълнение на това се извършва чрез вмъкване на един продукт в друг, последвано от запечатване с циментов разтвор.
Този подход не може да се нарече надежден, тъй като съществува заплаха от пластична деформация и изтичане. Свързването на пластмасови и чугунени тръби е необходимо много внимателно, тъй като реакцията на нагряване на двата материала е доста различна (за повече подробности: ""). Всичко това може да отмени запечатването. Друг вреден ефект върху такава фуга са периодично възникващите вибрации и удари в канализационната система.


При липса на гнездо монтажът се извършва с два адаптера. Първо, тръбата се почиства от мръсотия и ръжда, след което чугунената тръба първо е оборудвана с гумен адаптер, а след него с пластмасов. Що се отнася до пластмасовата тръба, тя се вкарва вътре в пластмасовия адаптер.
Как да заварявате чугун към метал чрез електрическо заваряване

31.12.2018
При извършване на ремонтни работи възникват ситуации, когато е необходимо да се свържат различни метали. Може ли чугунът да се заварява към стомана? Да, но хора с опит могат да го направят.
Сплавите на чугун се характеризират с високо съдържание на въглерод; когато изгори, структурата на метала се променя. Съединението се заварява на нискотемпературен режим, до 120°С. Стоманата, напротив, трябва да се нагрява силно.
За свързване на чугунени части с други черни сплави е разработена технология за буферен слой. Никеловото покритие осигурява силно свързване на различни метали.
Технология на заваряване на чугун със стоманен консумативен електрод
Има няколко начина за заваряване на чугун, те се използват за свързване на чугунени сплави с други метали:
- Горещо - преди съединяването на частите, пещите се загряват напълно до 600 ° C. Отоплението с паялна лампа е разрешено само в работната зона (чугунът става пурпурен). Използва се за сигурни връзки.
- Полугорещ, подходящ за легирани сплави. Частите, които ще се съединяват, се нагряват частично или напълно до 200–300°C.
- Студено - частите са свързани без нагряване, използва се за наслагвания - шевове, работещи при компресия.
Съединяването на метали чрез ръчно електрическо заваряване включва предварителна подготовка на повърхностите. Чугунената сплав е пореста и абсорбира добре маслото. Не е достатъчно да обезмаслите петното, то трябва да се почисти до чист слой, в противен случай шевът ще се окаже хлабав.
Как стоманата се заварява към чугун:
Първо трябва да изберете текущите параметри. Ако заваръчната машина работи само на постоянно, превключете полярността на обратна. Необходимо е да се вземе предвид индикаторът за отворена верига (напрежение между полюсите без дъга), допустимата стойност е до 54 V. Разрешено е да се работи на променлив ток само при отворена верига от 54 V.
Заваряването се извършва на малки участъци, ролките се правят с дължина не повече от 3 см. Първо се отлага чугун, след това стоманена част се заварява към буферния слой.
Дебелостенните шевове се заваряват на слоеве, всеки се изковава преди нанасяне на следващия
Прави се перпендикулярно на първия - така се постига здравината на връзката.
След свързване на чугунената сплав със стомана чрез горещи и полугорещи методи е важно да се спазва режимът на охлаждане на зоната на настилка. Шевът периодично се нагрява, така че да се охлади постепенно
При рязко охлаждане чугунената сплав се напуква поради произтичащите от това вътрешни напрежения.
Избор на електроди
Използвайте специални, които имат:
- лесно запалване при стартиране;
- ниска проникваща способност;
- висока скорост на отлагане;
- твърдостта на полученото зърно.
Руски марки:
- TsCh-4 - многофункционални с целулозно покритие се отличават със стабилно горене, добра повърхност;
- OZCH-2, OZCH-25 - използвани за заваряване на тънкостенни елементи, те не изгарят метали на голяма дълбочина;
- MNP-2, OZZHN-2 се използват само за горещо свързване на чугунени части с метали.
Внос, използван за критични шевове:
- Zeller 866, Zeller 855 - универсални, те готвят чугун с желязо без предварително загряване;
- Ficast NiFe - създават връзки, които работят стабилно при огъване, усукване.
Важно!
Преди работа е важно да изсушите добре електродите, да ги затоплите, нагряват се от 160 до 300 ° C. Но от опаковката се вземат само няколко парчета - при повторно сушене и нагряване покритието ще се разпадне
Приложение на аргонова дъга
Добър резултат дава използването на огнеупорни електроди и медно-никелова пълнител.
Как стоманата е заварена към чугун (няколко препоръки):
- Добавката се избира според вида на метала и вида на чугуна. По-често се избира никелова тел с флюс, като първо се отстранява покритието.
- Аргонът се използва като защитна атмосфера, той предпазва шева от окисляване.
- За работа се избират огнеупорни волфрамови електроди.
- За работа с тънкостенни елементи опитните заварчици използват малки тънки парчета чугун вместо тел.
- За връзки, които изпитват само статични натоварвания (компресия), могат да се използват никелови сплави. Прилепват добре към всички марки стомана.
Важни точки от процеса на заваряване на чугун и стомана
- Работата се извършва в ниска позиция.
- Валякът се прави бързо, без да се създава широк басейн за стопилка.
- Сивият чугун се готви по-лошо, трябва да се нагрее, след което се отлага слой, съдържащ никел. Тогава връзката ще бъде силна.
- При легирани стомани чугунът образува хлабав шев, той трябва да бъде добре изкован.
- Необходимо е шевът да се готви равномерно, без резки колебания с държача.
Как да заварявате чугун към метал чрез електрическо заваряване Връзка към основната публикация
Съединяваме полипропилен

Методите за свързване на полипропилен напълно зависят от диаметъра на продуктите. И така, тръбите с диаметър до 63 mm се съединяват чрез заваряване на гнезда или в гнездо. Тръбите с по-голям диаметър се свързват чрез челно заваряване.В същото време си струва да запомните, че с помощта на ръчен поялник, запояване може да се извършва само за тръби с диаметър до 40 mm. Големи елементи са запоени на професионално центриращо оборудване.
Температурата на заваряване на полипропиленовите тръби е 220-230 градуса.
Технологията на запояване изглежда така:
- Тръбите се нарязват на желаните сегменти;
- Ръбовете на полимера са добре обезмаслени;
- На ръба на следващия сегмент се нанася маркировка, чиято дължина ще надвишава дълбочината на гнездото с 2 мм;
- И двата края на продуктите, които ще се съединяват, са в контакт с поялника (тръбата се вкарва в дюзата и гнездото се поставя върху нея);
- Загрятите за 3-5 секунди елементи се съединяват до упор и се охлаждат напълно.
PP тръбите могат да се съединяват и с помощта на компресионни фитинги.
Свързване на гладки чугунени тръби
Тръбопроводът може да бъде създаден не само с чугунени тръби: често се практикува използването на гладки конструкции. Как да свържете чугунена тръба към стоманена в този случай? Тук ще ви трябва наличието на различни устройства за свързване: на първо място, говорим за съединители, седла, кръстове, завои. Кой вариант ще бъде най-подходящ се определя от диаметъра на тръбопровода и вида на докинг.
Най-често за това се използват съединители за чугунена тръба от един от сортовете:
- Цилиндър. Подходящ за свързване на тръби със същия диаметър. Най-често такъв фитинг е оборудван с резба.
- Двуцилиндров. Използват се в случаите, когато диаметърът на свързаните тръби варира. Вътре в такъв съединител има и резба.
- Футорки. Този фитинг е оборудван както с вътрешна, така и с външна резба, използвана основно в отоплителните системи.
Съединителят е много лесен за използване. Първата стъпка е маркиране, по време на което се определя нивото на потапяне на всяка тръба във фитинга
В този случай е важно да се постигне свързването на краищата точно в центъра на съединителя. Уплътнете фугата между два специални уплътнителя
Често тръбопроводът има определен ъгъл на полагане или клони. В този случай на помощ идват други фитинги. Можете да свържете чугунени канализационни тръби под ъгъл с помощта на завои. На външен вид това са парчета тръба, които имат определен ъгъл на огъване (10, 15, 30, 60 и 90 градуса).

Възможно е също така да свържете чугунени и стоманени тръби с такива устройства:
-
Tee
. Позволява свързване на три тръбопроводи наведнъж. Най-често се поставя на място, където се разклонява канализацията. -
кръст
. Позволява свързване на четири тръби наведнъж. -
Седло
. Използва се в случаите, когато тръба с по-малък диаметър е свързана към основната линия. Най-често по този начин се свързват свободно стоящи водопроводни инсталации.
Краищата на тези устройства могат да бъдат оборудвани с гнезда или прави секции. Уплътняването на фуги се извършва с различни уплътнители и кълчища.


