Характеристики на заваряване на цинкови тръби
Решавайки с кои електроди да готвите поцинковане, изберете желаната марка въз основа на работните условия на заварения продукт по време на по-нататъшна употреба. Заваряването не се различава от конвенционалното заваряване, с изключение на някои нюанси:
- Температурният ефект върху цинковия слой води до неговото изгаряне с образуване на токсични газове, следователно в процеса на заваряване трябва да се спазват предпазните мерки - използвайте проточна вентилация и предпазвайте дихателните органи от газове.
- Преди извършване на работа трябва да се извърши тестово заваряване на къси участъци от тръби за избор на електроди и оптимален режим на захранване.
- За изгаряне на цинк е необходима допълнителна енергия, така че токът на заваръчната машина е настроен с 10% повече, отколкото при заваряване на стомана без покритие.
- По-добър шев се получава при използване на рутилови електроди (това е добре известно), при заваряване с електроди с основно покритие, цинкът допълнително влошава качеството на шева, правейки краищата на ръбовете му разкъсани и неравни. Ето защо се препоръчва преди заваряване с електроди с основно покритие да подготвите мястото на бъдещата фуга - отстранете цинковото покритие с киселина или абразивни материали.

Ориз. 13 Повърхностна обработка с цинкова боя за защита от корозия
Характеристики на заваряването
Директната технологична карта за заваряване на поцинковани тръби предвижда определени параметри на работата и работния процес, които трябва да отговарят на нормативната уредба. Процесът на заваряване трябва да осигурява определени характеристики, чиято цел е да се предотврати увреждане на повърхността на поцинкованото покритие по време на технологично заваряване. По този начин електрическото заваряване на поцинковани тръби включва прилагането на специален флюс върху повърхността на поцинкованото покритие. Това ще предотврати изгарянето на цинк по време на заваряване.
 Заваряване на поцинковани тръби
Заваряване на поцинковани тръби
Съгласно процедурата за заваряване на поцинковани тръби, съвместното предприятие предвижда следните стъпки:
- На мястото на заваряване се нанася флюсов състав, който има течно-вискозно технологично състояние.
- В процеса на заваряване връзката на флюса преминава в различна структура, докато настъпва топене и потокът не отделя продукти от горенето, нито се изпарява, но заваряването на поцинковани тръби е вредно за здравето, без използването на специални защитни устройства за оператор на заваръчно оборудване.
- В края на технологичното заваряване се получава идеално равномерен и здрав шев на кръстовището. Повърхността е напълно защитена от появата на корозионни процеси в бъдеще.
https://youtube.com/watch?v=QFoiF2vXzVE
Как да заварявате тръби чрез електрическо заваряване правилно стъпка по стъпка ръководство
Избор на електроди Разновидности на заварки и тръбни съединения Предварителна работа с части Процес на заваряване Тънкостите на електрическото заваряване Сглобяване на съединения Работа с ротационни и фиксирани съединения Проверка на надеждността на съединенията Правила за безопасност при работа със заваръчна машина
В процеса на домакинство често има случаи, когато е необходимо да се изгради някаква конструкция от обикновени тръби или профили. Често за тези цели се използват леки и лесни за монтаж пластмасови тръби, както и стоманени изделия с резбови крепежни елементи. В тази статия обаче ще разгледаме как правилно да заварявате тръба за отопление или други необходими системи във вашия дом, тъй като посочените по-горе опции не винаги са приемливи и подходящи.
Избор на електроди
Първото нещо, което ще трябва да извършите заваръчни работи на отоплителни тръби или други конструкции, са електродите. От качеството на този консуматив ще зависи не само надеждността на получените заварки и херметичността на системата, но и процесът на извършване на работа.
Под електрод се разбира тънък стоманен прът със специално покритие, което позволява стабилна дъга в процеса на електрическо заваряване на тръби и участва в образуването на заварка, а също така предотвратява окисляването на метала.
Според вида на сърцевината има такива електроди:
- С нетопим център. Материалът за такива продукти е графит, електрически въглища или волфрам.
- С център на топене. В този случай сърцевината е тел, чиято дебелина зависи от вида на заваряването.
Що се отнася до външната обвивка, многото електроди, които се намират на пазара, трябва да бъдат разделени на няколко групи.
И така, покритието може да бъде:
- Целулоза (клас С). Тези продукти се използват главно за заваръчни работи с тръби с големи сечения. Например за монтаж на тръбопроводи за транспортиране на газ или вода.
- Рутилова киселина (RA). Такива електроди са оптимални за заваряване на метални тръби за отопление или водопровод. В този случай заваръчният шев е покрит с малък слой шлака, който лесно се отстранява чрез потупване.
- Рутил (RR). Този тип електрод позволява да се получат много точни заваръчни шевове, а образуваната по време на работа шлака се отстранява много лесно. Най-често такива електроди се използват на места на ъглови съединения или при заваряване на втория или третия слой.
- Рутил целулоза (RC). Такива електроди могат да извършват заваряване в абсолютно всяка равнина. По-специално, те се използват много активно за създаване на дълъг вертикален шев.
- Основен (B)
Разновидности на заварки и съединения
Заваряването на стоманени тръби се извършва от заваръчна машина по метода на топене. Заваръчната машина образува постоянен ток от променлив ток и с помощта на електрическа дъга загрява локална област на продукта до желаната температура. Образуването на електрическа дъга става върху метален прът (електрод). Там, където работи дъгата, се образува специална атмосфера, която, когато металът се стопи, не му позволява да се окисли. Благодарение на висококачествения заварен шев, течовете са напълно изключени, тъй като връзката е плътна.
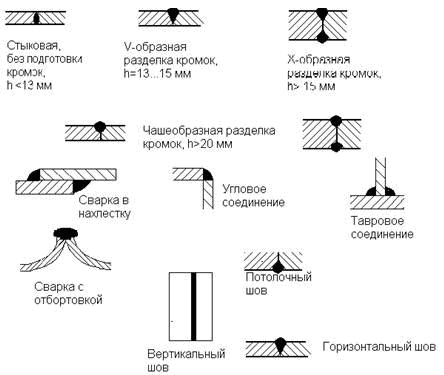
Има много начини за зашиване. Кой метод да изберете зависи от дебелината на тръбите и материала, от който са направени. Основните видове шевове:
- в Телец;
- дупето;
- припокриване;
- ъглова.
Също така е важно да се вземе предвид местоположението на тръбите една спрямо друга:
- долен шев. По време на заваряване електродът се поставя върху елементите, които трябва да бъдат свързани. С този метод заварчикът може ясно да види всички заварени зони, така че този метод е най-удобният.
- Шев на тавана. Електродът се поставя под елемента, който ще се заварява. В този случай операторът вдига ръката си нагоре и я държи над главата си, така че този метод се използва само по време на ремонт или при подмяна на деформирана секция на тръбата. При подреждане на нова система тя не се използва.
- вертикален шев. Този метод на свързване се използва, ако 2 тръби са разположени хоризонтално. Заварчикът движи електрода нагоре и надолу и отдолу нагоре (във вертикална посока).
- Хоризонтален шев. Често хоризонталните връзки правят инсталирането на отоплителни и водопроводни системи. В този случай двете тръби са във вертикално положение.
Възможно ли е заваряване на поцинковани тръби
Правилата за сглобяване на тръбопроводи се определят от GOST. Стандартните изисквания обаче не са подходящи за работа с поцинковани тръби. Защитният слой от цинк кипи при температура от 906 градуса по Целзий. Основата обаче трябва да се нагрее до 1200 градуса.Поради това бяха въведени иновации, според които бяха посочени два възможни начина за решаване на проблема:
- Заваряване с флюс. Съставът не трябва да съдържа компоненти, които се разтварят във вода.
- Намалено време за заваряване. Така цинкът няма време да се изпари. За да завършите работата по-бързо, трябва да увеличите температурата с помощта на текущия регулатор.
Заварчикът избира метода в зависимост от ситуацията, техническите изисквания.