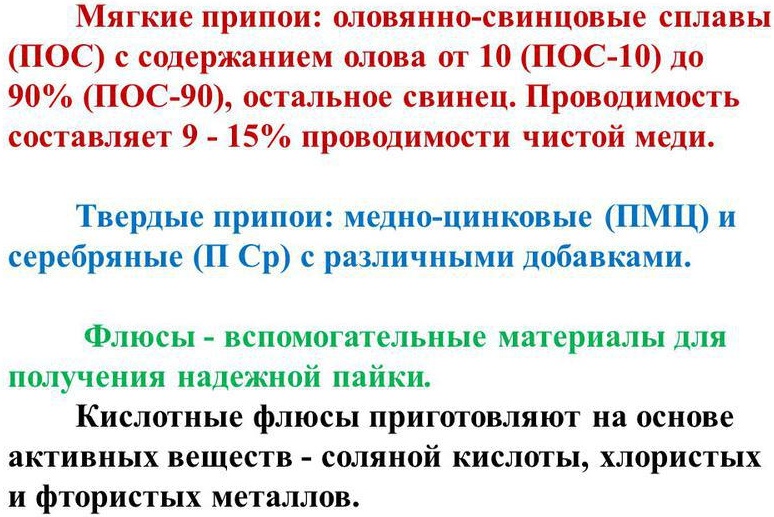
Preparació per soldar coure amb alumini, llautó, acer inoxidable, ferro
El període preparatori, que inclou la compra dels aparells necessaris, materials, equips de protecció individual i el propi procediment de soldadura.
Hi ha dues maneres de soldar coure a coure: alta temperatura i baixa temperatura. El primer consisteix a escalfar el metall a 900 ° C, s'utilitza per a canonades amb alta pressió o càrrega de temperatura Per a la soldadura a alta temperatura s'utilitzen els materials destinats a això: soldadura dura en forma de varetes (el punt de fusió d'aquests la soldadura és d'uns 900 ° C) i el flux de carbur.
Per soldar coure mitjançant el mètode de baixa temperatura, n'hi ha prou amb escalfar el metall a 600 °C (generalment 300-380 °C), cosa que es pot aconseguir en condicions domèstiques. Per al procediment, la soldadura suau s'utilitza per soldar coure i llautó en forma de filferro o vareta amb una secció transversal de fins a 3 mm i un flux més fusible. La soldadura és un aliatge d'estany, que supera el 97%, amb altres metalls: coure, seleni, plata, antimoni.
Per a què serveix el flux Soldar correctament canonades de coure només és possible amb flux: una composició especial en forma de pasta (amb clorur de zinc), que s'aplica a la superfície de les seccions de canonada que s'uneixen amb una tira ampla. Realitza diverses funcions:
- evita el procés d'oxidació del metall eliminant l'oxigen;
- millora l'adhesió de la soldadura al coure;
- és un indicador de l'escalfament suficient del metall, indica quan cal portar soldadura i coure de soldadura;
- promou l'extensió uniforme de la soldadura sobre la junta.
Enginyeria de seguretat. Malgrat la senzillesa del procés, les canonades de coure s'han de soldar d'acord amb les normes de seguretat. El perill de cremades no és només la flama del mateix cremador, sinó també el metall escalfat. El coure condueix bé la calor, per tant, durant el funcionament, no només s'escalfa la zona on es col·loca la soldadura i la soldadura, sinó tota la canonada i es refreda lentament. Si cal soldar canonades de coure que encara no estan integrades al sistema de canonades, la preparació inclou col·locar-les en suports no inflamables on es puguin refredar durant molt de temps. Abans de tocar el metall soldat des del seu lloc, hauríeu d'esperar fins que s'hagi refredat completament.

El perill immediat és la flama oberta del cremador, de manera que cal comprar una eina convenient per treballar: preferiblement amb un broquet mòbil en una mànega llarga
Seguretat de soldadura de coure
Cal tenir en compte que la conductivitat tèrmica del coure és molt alta, per tant, no es recomana soldar peces, agafant-les a les mans sense protecció, el més probable és que això provoqui cremades. Els detalls de menys de 30 cm es subjecten exclusivament amb pinces o amb guants de protecció. Si durant el procés de soldadura cau un flux sobre les parts nues del cos, cal rentar-lo immediatament amb aigua i sabó, ja que, a més de la tèrmica, es pot fer una cremada química.
Per a qualsevol treball amb foc obert i metall calent, així com un flux que conté àcid, la roba sintètica no és desitjable, ja que aquest teixit s'encén i es fon molt més ràpid que els altres. Assegureu-vos de ventilar durant el funcionament, el fum del flux cremat és nociu.
Si no hi ha habilitats de soldadura, és recomanable practicar amb restes de canonades o cables abans de realitzar un treball responsable. Hi ha poques dificultats en aquest treball, i 2-3 vegades, per regla general, n'hi ha prou per aprendre totes les tècniques bàsiques. Si s'està muntant un sistema de fontaneria, es recomana muntar-lo prèviament a terra abans de posar-ho tot al seu lloc. Després del muntatge i la soldadura, el sistema s'ha de rentar a fons amb aigua calenta i neta per eliminar parts del flux i la soldadura de l'interior de les canonades.
Els sistemes de fontaneria o calefacció fets amb canonades de coure són cars, però són forts i duradors.Atès que el coure té una alta conductivitat tèrmica, bones propietats anticorrosives i antibacterianes, la canonada feta d'ell és eficient i duradora. Soldar coure a casa no és difícil: es col·loca un acoblament de presa a les canonades i, a continuació, es segella la costura. En lloc d'utilitzar una presa, de vegades l'extrem d'una canonada s'expandeix i s'hi insereix un altre. Aquesta connexió és convenient perquè no requereix accessoris i la vida útil és igual a la vida útil de les canonades.
Materials i aparells necessaris llauna i altres
Es necessiten les eines següents per treballar amb canonades de coure:
- tallador de canonades, serra de metall o esmoladora amb un disc fi;
- bisellador;
- expansor de canonades (expansor);
- flux de soldadura;
- soldadura;
- soldador per al coure, per exemple, una torxa de propà per soldar canonades de coure;
- guants de goma;
- tovallons de paper.
Per tallar la canonada, s'utilitzen talladores de tubs de diferents mides. Les mostres més grans tenen un gran radi de gir, són incòmodes d'utilitzar en llocs de difícil accés, de manera que si cal tallar una secció d'un subministrament d'aigua muntat acabat, utilitzeu un tallador de canonades petit. Podeu tallar la canonada amb una serra de metall o una esmoladora amb un disc prim, però només es pot obtenir un tall millor amb un tallador de tubs.
Després de tallar la canonada, es netegen les rebaves. Això és necessari perquè no hi hagi cap remolí del flux de fluid al sistema. Quan no hi ha obstacles, el subministrament d'aigua no experimenta estrès i funciona com un rellotge.
Abans de soldar el coure, els extrems de la canonada es polien amb paper de vidre de gra fi, que es pot comprar a les ferreteries. Ambdues superfícies es netegen preparant-se per a la soldadura, de vegades s'utilitzen petits raspalls, el diàmetre dels quals és de Ø 22 mm, s'adapten a gairebé totes les canonades. Per al desmuntatge, la cama del raspall s'insereix en un tornavís o trepant, amb el qual el procés es realitza més ràpid i millor.
S'aplica un flux a la superfície exterior netejada i suavitzada, una composició que evita l'oxidació del coure.
Per protegir les mans s'utilitzen guants de goma, ja que al tallar coure i rebaves es formen molts petits elements metàl·lics que s'enganxen a la pell com estelles.A més, en netejar la superfície amb un trepant, un raspall giratori mastega guants de drap.
Per soldar correctament el coure, cal tenir en compte que no ha de passar més de mitja hora des del moment del desmuntatge i l'aplicació del flux fins a la soldadura, en cas contrari s'ha de repetir el desmuntatge. Si el flux s'aplica amb un raspall, no hi hauria de quedar cap truja ni pèl a la superfície; en cas contrari, la connexió no quedarà estreta i, després de subministrar l'aigua, la canonada es filtrarà.
Després d'introduir la canonada a l'endoll, els residus de flux no s'eliminen completament amb un tovalló, romanen a la connexió en forma d'una vora d'1 a 2 mm i, quan es solda, la soldadura s'estira cap a dins: es produeix un efecte capil·lar. desencadenat. En primer lloc, la junta s'escalfa amb un cremador, mentre que la humitat entre les parets s'evapora. A continuació, es porta el cremador una segona vegada, el coure s'escalfa gradualment i el flux pren un aspecte de llauna. En aquest moment, la soldadura es col·loca a la part frontal, es produeix la soldadura, mentre que l'aliatge fos flueix cap al costat equivocat, solidificant-se en el procés de moviment. L'excés de voladissos metàl·lics formats per sota es separen per si mateixos. Hi ha moltes maneres de soldar coure.
Preparació per soldar coure amb alumini, llautó, acer inoxidable, ferro
El període preparatori, que inclou la compra dels aparells necessaris, materials, equips de protecció individual i el propi procediment de soldadura.
Hi ha dues maneres de soldar coure a coure: alta temperatura i baixa temperatura. El primer consisteix a escalfar el metall a 900 ° C, s'utilitza per a canonades amb alta pressió o càrrega de temperatura Per a la soldadura a alta temperatura s'utilitzen els materials destinats a això: soldadura dura en forma de varetes (el punt de fusió d'aquests la soldadura és d'uns 900 ° C) i el flux de carbur.
Per soldar coure mitjançant el mètode de baixa temperatura, n'hi ha prou amb escalfar el metall a 600 °C (generalment 300-380 °C), cosa que es pot aconseguir en condicions domèstiques. Per al procediment, la soldadura suau s'utilitza per soldar coure i llautó en forma de filferro o vareta amb una secció transversal de fins a 3 mm i un flux més fusible.La soldadura és un aliatge d'estany, que supera el 97%, amb altres metalls: coure, seleni, plata, antimoni.
Per a què serveix el flux Soldar correctament canonades de coure només és possible amb flux: una composició especial en forma de pasta (amb clorur de zinc), que s'aplica a la superfície de les seccions de canonada que s'uneixen amb una tira ampla. Realitza diverses funcions:
- evita el procés d'oxidació del metall eliminant l'oxigen;
- millora l'adhesió de la soldadura al coure;
- és un indicador de l'escalfament suficient del metall, indica quan cal portar soldadura i coure de soldadura;
- promou l'extensió uniforme de la soldadura sobre la junta.
Enginyeria de seguretat. Malgrat la senzillesa del procés, les canonades de coure s'han de soldar d'acord amb les normes de seguretat. El perill de cremades no és només la flama del mateix cremador, sinó també el metall escalfat. El coure condueix bé la calor, per tant, durant el funcionament, no només s'escalfa la zona on es col·loca la soldadura i la soldadura, sinó tota la canonada i es refreda lentament. Si cal soldar canonades de coure que encara no estan integrades al sistema de canonades, la preparació inclou col·locar-les en suports no inflamables on es puguin refredar durant molt de temps. Abans de tocar el metall soldat des del seu lloc, hauríeu d'esperar fins que s'hagi refredat completament.
El perill immediat és la flama oberta del cremador, de manera que cal comprar una eina convenient per treballar: preferiblement amb un broquet mòbil en una mànega llarga
El que es necessita per soldar canonades de coure
La soldadura de canonades de coure, que no és difícil de fer amb les vostres pròpies mans, no requereix equips cars ni materials especials. Per implementar-lo correctament, necessitareu els següents dispositius.
Un cremador, pel qual s'escalfarà la soldadura i la secció de canonada on es connectaran. Com a regla general, es subministra gas propà a aquest cremador, la pressió del qual està regulada per un reductor de soldadura.
Eina especial per tallar tubs de coure. Com que els productes d'aquest metall són molt suaus, s'han de tallar amb prou suavitat per no arrugar les parets. Al mercat modern s'ofereixen talladores de tubs de diversos models, que es diferencien tant per la seva funcionalitat com per les seves capacitats tècniques.
El disseny de models individuals d'aquests dispositius, que és important, permet utilitzar-los fins i tot per treballar en llocs de difícil accés.
Un expansor de canonades és un dispositiu que permet ampliar el diàmetre d'una canonada de coure, que és necessari per soldar millor. En diversos sistemes muntats a partir de canonades de coure, s'utilitzen elements de la mateixa secció i, per connectar-los qualitativament, cal augmentar lleugerament el diàmetre d'un dels elements connectats.
Aquest és el problema que resol un dispositiu com un expansor de canonades.
Kit d'envasat de tubs de coure
Dispositiu per xamfranar els extrems de canonades de coure. Després de retallar, queden rebaves als extrems de les peces, que poden interferir en l'obtenció d'una connexió fiable i d'alta qualitat. Per eliminar-los i donar als extrems de les canonades la configuració necessària, s'utilitza un bisell abans de soldar. Actualment hi ha dos tipus principals de dispositius de xamfranat al mercat: col·locats en un cos rodó i fets en forma de llapis. Més còmodes d'utilitzar, però també més cars, són els dispositius rodons que poden processar canonades de coure tous amb un diàmetre de no més de 36 mm.
Per preparar correctament les canonades de coure per a la soldadura, cal eliminar totes les impureses i òxids de la seva superfície. Per a aquests propòsits s'utilitzen raspalls i raspalls, les truges dels quals són de filferro d'acer.
La soldadura de canonades de coure es realitza normalment amb soldadura dura, que pot ser d'alta i baixa temperatura. La soldadura a alta temperatura és un fil de coure que conté aproximadament un 6% de fòsfor en la seva composició.Aquest cable es fon a una temperatura de 700 graus, mentre que per al seu tipus de baixa temperatura (filferro d'estany), 350 graus són suficients.
La tecnologia de soldadura de canonades de coure implica l'ús de fluxos i pastes especials que compleixen una funció protectora. Aquests fluxos no només protegeixen la costura formada de la formació de bombolles d'aire, sinó que també milloren significativament l'adhesió de la soldadura al material de la canonada.
A més del flux, la soldadura i altres elements bàsics, es necessitaran eines addicionals per soldar canonades de coure, que es poden trobar a tots els tallers o garatges. Per soldar o soldar productes de coure, prepareu addicionalment:
- marcador regular;
- ruleta;
- nivell de l'edifici;
- un petit raspall amb truges rígides;
- martell.
Abans de començar a treballar, també és important decidir com soldar les canonades de coure. Hi pot haver dues opcions principals: la soldadura de coure (més utilitzat) i l'ús de soldadura suau
En resoldre aquest problema, és important partir del fet que hi ha requisits per a l'ús d'un o altre tipus de soldadura. Per tant, les soldadures dures s'utilitzen per soldar elements d'unitats de refrigeració i aparells d'aire condicionat. En tots els altres casos (sistemes de subministrament d'aigua, sistemes de calefacció, etc.), es pot utilitzar filferro d'estany. Però sigui quina sigui la tecnologia escollida, cal recordar que el flux és necessari en qualsevol cas.

Raspalls per treure la superfície interior d'una canonada de coure abans de soldar
Normes per soldar coure
Quan cal soldar un producte de coure o un producte que conté components de coure, és impossible donar una resposta inequívoca sobre com i quina és la millor manera de fer-ho. L'elecció del mètode i les eines depèn de molts factors, com ara la mida i el pes de les peces, la seva composició. També es té en compte la càrrega a la qual s'han de sotmetre els productes ja soldats. Hi ha diversos mètodes de soldadura, i és millor conèixer-los tots per triar el més adequat si cal.
Soldar peces grans
Esquema de soldadura capil·lar del coure.
Si necessiteu soldar peces massives o grans que no es poden escalfar a la temperatura desitjada amb un soldador, s'utilitza una torxa i una soldadura de coure. El flux en aquest cas és el borax. La força de la soldadura de coure-fòsfor és superior a la de la soldadura estàndard d'estany.
S'aplica una fina capa de flux a la canonada o filferro netejat mecànicament. Després d'això, es posa un accessori a la canonada, també es neteja mecànicament. Amb un cremador de gas, la unió s'escalfa fins que el coure recobert de flux canvia de color. El flux hauria de ser de color platejat, després del qual podeu afegir soldadura. La soldadura es fon a l'instant i penetra a l'espai entre la canonada i la connexió. Quan comencen a quedar gotes de soldadura a la superfície de les canonades, la soldadura s'elimina.
No sobreescalfeu les canonades, ja que això no contribueix a l'aparició d'un major efecte capil·lar. Per contra, el coure escalfat fins a la negra és menys soldable. Si el metall comença a ennegrer-se, s'ha d'aturar l'escalfament.
Filferros de soldadura o filferro
La soldadura a base de clorur de zinc no s'ha d'utilitzar per soldar cables de coure prims, ja que destruirà el coure. Si no hi ha flux disponible, en aquest cas podeu dissoldre una pastilla d'aspirina en 10-20 ml d'aigua.
Esquema de soldadura de coure en un ambient de gas inert.
El filferro de coure o les peces fetes de filferro de diverses seccions es poden escalfar fàcilment a la temperatura desitjada mitjançant un soldador. El règim de temperatura ha de ser aquell en què es fon la soldadura, estany o plom-estany, i la soldadura també la realitza. Els fluxos han de contenir o estar fets de colofonia, oli de soldadura o fins i tot es pot utilitzar la colofonia.
La superfície del cable es neteja de brutícia i pel·lícula d'òxid, després de la qual cosa les peces es conserven.Aquest procés consisteix a aplicar una fina capa de flux o colofonia al coure escalfat, i després soldar, que es distribueix per la superfície de la manera més uniforme possible amb un soldador. Les peces que cal connectar es connecten i es tornen a escalfar amb un soldador fins que la soldadura ja solidificada es torna a fondre. Quan això passa, s'elimina el soldador i l'articulació es refreda.
Les peces es poden subjectar en un vici de manera que la distància entre elles sigui d'1-2 mm. El flux s'aplica a les peces i s'escalfa. La soldadura es porta al buit entre les parts calentes, que es fon i omple el buit. La temperatura de fusió de la soldadura per soldar d'aquesta manera ha de ser inferior a la temperatura de fusió del coure, de manera que les peces no es deformin. La peça es refreda, després es renta amb aigua i s'acaba, si cal, amb paper de vidre fins que quedi llisa i uniforme.
Plats de soldadura o forats de soldadura en coure
Quan es solden plats, s'utilitza estany pur, el punt de fusió del qual és més alt que el de l'estany o la soldadura que conté plom. De vegades, per soldar peces grans, s'utilitzen soldadors de martell, escalfats a foc obert amb un cremador de gas o bufador. En el futur, tot passa segons l'esquema estàndard: neteja, flux i estanyat, unió de peces i escalfament amb un soldador. És per a aquest soldador que és convenient la soldadura d'estany pura.
Des de l'interior, l'accessori, per regla general, té una vora que impedeix que s'enfili per la canonada. Es pot treure amb una llima gruixuda si cal empènyer la connexió a la canonada més enllà del previst i el forat innecessari s'ha de segellar d'aquesta manera.
Característiques de la soldadura amb soldadures suaus i dures
Connexió de tubs de coure té una sèrie de trets característics. Són especialment pronunciats quan s'utilitzen diversos materials.
La soldadura dels enllaços amb soldadura fusible es realitza a una temperatura de 175-315 ºC. La soldadura amb composicions sòlides es realitza quan la junta s'escalfa a una temperatura de 650-815 °C.
La soldadura suau s'utilitza per soldar canonades de coure amb un diàmetre interior de fins a 22 mm i un aliatge dur amb un diàmetre de 22 mm o més.
 Soldadura suau i soldada - Descripció
Soldadura suau i soldada - Descripció
Amb un escalfament suficient, la capa de flux aplicada bull. Quan es fon la soldadura suau, es forma una gota fosa, que té un paper important en la connexió forta de les canonades. El flux d'ebullició empeny la composició fosa fora de l'espai articular. Sota l'acció de les forces capil·lars, l'aliatge de soldadura s'introdueix a l'articulació mentre es refreda.
Quan es solda amb soldadures dures, s'insereix un coixinet prim de metall tou entre els elements a soldar. Les peces connectades es fixen de manera segura i ferma amb una junta de guia.
Una tècnica senzilla per soldar canonades de coure i la disponibilitat de tots els materials us permeten fer aquest treball vosaltres mateixos a casa.
Vídeo relacionat: Soldar canonades de coure "la meva experiència"
Una selecció de preguntes
- Mikhail, Lipetsk — Quins discs s'han d'utilitzar per tallar metalls?
- Ivan, Moscou - Quin és el GOST de la xapa d'acer laminat?
- Maksim, Tver — Quins són els millors bastidors per emmagatzemar productes metàl·lics laminats?
- Vladimir, Novosibirsk - Què significa el processament ultrasònic dels metalls sense l'ús de substàncies abrasives?
- Valery, Moscou - Com forjar un ganivet d'un coixinet amb les vostres pròpies mans?
- Stanislav, Voronezh — Quin equip s'utilitza per a la producció de conductes d'aire d'acer galvanitzat?
procés de soldadura
Consisteix a realitzar operacions seqüencials:
- la canonada es talla en segments de les dimensions requerides, que estan marcats per comoditat: subministrament o retorn;
- s'elimina el xamfrà de la vora;
- les vores es netegen 2 cm: externa a la canonada, així com interna a la presa;
- el flux s'aplica amb una tira al llarg de les superfícies netes (externes i internes);
- la connexió està muntada: la canonada s'insereix a la presa;
- L'excés de flux s'elimina amb una tovallola de paper, però no completament: queda una vora d'1-2 mm;
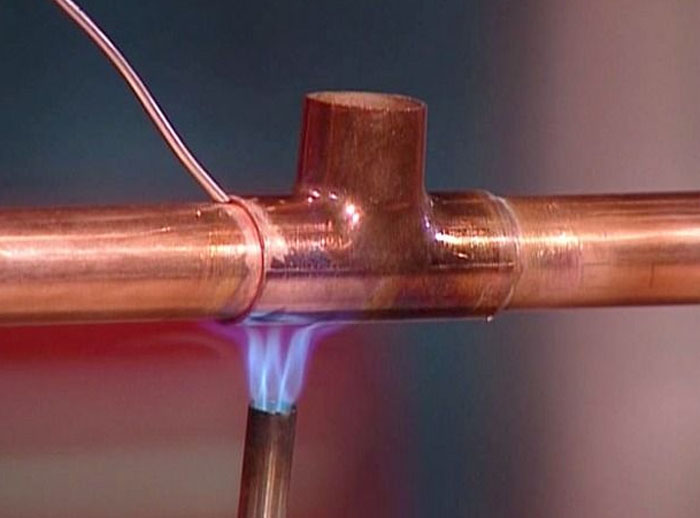
- el cremador s'encén, la flama es porta a la unió;
- la superfície s'escalfa durant 10-15 segons a una temperatura determinada: el flux hauria d'adquirir un color d'estany;
- La soldadura es col·loca a la part superior de la junta, quan s'escalfa, s'introduirà a la junta, s'escamparà al llarg de la costura, omplint-la.
Si la junta de la junta no s'ha netejat de truges o pols i, com a resultat, la costura soldada de la canonada d'aigua de coure es filtra, es pot restaurar l'estanquitat mitjançant un dels dos mètodes:
Utilitzant un soldador
- la superfície es neteja, es tracta amb àcid fosfòric, s'escalfa amb un soldador, s'aplica llauna;
- utilitzant una torxa: s'aplica flux a la superfície neta, s'escalfa, es col·loca la soldadura, es fon.
Com soldar coure amb una torxa de gas
Podeu soldar el tub de coure de la següent manera:
- Netegeu la zona de soldadura amb una llima fina, paper de vidre o un raspall metàl·lic.
- Tritureu la colofonia i ruixeu el lloc de soldadura.
- Escalfeu el tub sobre una flama de gas fins que la colofonia es fongui.
- Poseu soldadura POS-30 o 40 i foneu-la amb un soldador, repartint-la per la superfície.
A la vida quotidiana, el processament del coure es troba no només quan cal soldar canonades de coure per a calefacció o fontaneria, sinó també en la reparació d'automòbils, si apareix una esquerda o una fuita al radiador del cotxe. En aquest cas, es fa la soldadura d'un radiador de coure. En lloc d'un cremador de gas, els automobilistes utilitzen un potent soldador elèctric de 250 W per a canonades de coure. Per desmuntar el coure, s'utilitza un paper de vidre o un raspall metàl·lic, i per soldar estany, colofonia o àcid ortofosfòric com àcid de soldadura.
Soldar amb un soldador a casa
Soldar coure amb un soldador és més fàcil que utilitzar una torxa. El procediment és el següent:
- La superfície del radiador es neteja amb un paper de vidre o un raspall de gra fi.
- S'apliquen unes gotes d'àcid uniformement a les vores de la zona danyada.
- L'esquerda s'escalfa amb un soldador elèctric, es porta soldadura. Desfeta, la llauna omple el forat.
Tubs de coure autosoldant per a calefacció o subministrament d'aigua, reparar esquerdes als radiadors és un procés tecnològic senzill que es pot fer a casa amb un petit conjunt d'eines.
MIRA EL VÍDEO
Soldar coure a casa està al poder de cada home.
Eines i materials per soldar coure
- tallador de canonades;
- bisellador;
- expansor de canonades;
- llana metàl·lica;
- torn;
- alicates;
- pinces;
- soldador;
- soldadura;
- flux;
- borax;
- oli de soldadura;
- cremador de gas.
Esquema d'una màquina de soldadura elèctrica.
Es necessita un tallador de canonades per tal de tallar les canonades a la llargada. El principi de funcionament dels talladors de canonades és el mateix, tot i que hi ha molts models a la venda. El tub per tallar-lo s'enganxa entre els corrons i la fulla, després es fa girar el tallador de tubs, apretant el cargol inferior un terç de volta. Per obtenir una vora llisa, la canonada es manté estrictament perpendicular a l'eina. La canonada es talla normalment en 5-6 voltes. És possible produir soldadura de coure a baixa temperatura amb un cremador de gas, ja que la seva temperatura no supera els 450 °. No tots els dissenys de torxes disponibles comercialment són adequats per a la soldadura.
Abans d'escollir un cremador per soldar coure, cal parar atenció a les instruccions, ja que els cremadors que comencen amb l'encesa de la barbacoa no són adequats per a aquest propòsit. Com soldar el coure correctament? Ho heu de fer amb un soldador o un cremador amb una flama estreta
Aquest cremador escalfarà la canonada en qüestió de segons i el cartutx de gas durarà molt de temps amb un ús econòmic. Quan escolliu un cremador, heu de mirar la composició del gas al cilindre. Per regla general, es tracta d'una barreja de propà i butà, però com més gran sigui el contingut de butà, més alta serà la temperatura de la flama.
La llana metàl·lica s'utilitza per netejar el coure abans de treballar amb una torxa i un soldador. Comprimeix fortament l'extrem de la canonada o cable i fa diversos moviments de rotació amb esforç. Això és suficient per al cable, i la canonada també s'ha de netejar des de l'interior. Els tubs estrets (accessoris) es poden netejar amb raspalls especials dissenyats per a això, mentre que està estrictament prohibit utilitzar paper de vidre, especialment fraccions grans, i encara més una llima. El coure és un metall tou, i quan s'utilitza paper de vidre, els components del paper de vidre romandran a la superfície, evitant l'adhesió i una bona unió.
Esquema de soldadura per punts de coure.
La soldadura es pot comprar enrotllada per facilitar-ne l'ús. Aquest és un filferro d'estany amb un diàmetre d'uns 3 mm
És recomanable parar atenció a l'absència de plom a la soldadura, que s'ha d'indicar amb una inscripció especial a la bobina. Un component important per a la soldadura és el flux, que mulla el metall base (en aquest cas el coure) abans de la soldadura, penetrant en tots els capil·lars.
El flux s'estén per la superfície sota l'acció de forces capil·lars. Abans de soldar correctament, la superfície ha d'estar perfectament neta i lliure d'òxids. La costura només serà forta si els components estan protegits de l'oxigen present a l'aire. L'ús de flux augmenta l'adhesió de la soldadura al mateix nivell que la neteja mecànica de superfícies.
Quan s'utilitza un flux, realment no importa si es tracta de soldadura sense plom o sense plom, aquestes varietats són intercanviables. Els fluxos per soldar acer inoxidable no són adequats per utilitzar-los amb coure. També es pot utilitzar colofonia normal, però pot haver-hi problemes amb la seva aplicació.


