Connexió de tubs metàl·lics
No menys sovint, quan s'estableixen comunicacions, també s'utilitzen canonades metàl·liques. D'aquests, els més populars són el ferro colat i el metall.
Per soldar un tub de coure, heu de comprar una eina especial: soldadura. Està fet de metalls fusibles tous com estany, llautó, etc. La soldadura és en forma de varetes metàl·liques (soldadura dura per soldar a altes temperatures) o filferro fi (per soldar a temperatures de fins a 459 graus).
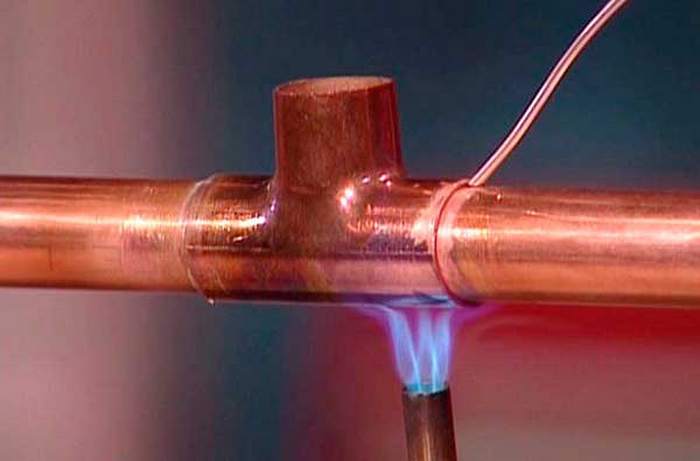
La connexió de canonades de coure mitjançant soldadura té aquest aspecte:
- Es tallen les peces necessàries de la tuba;
- Amb l'ajuda d'un expansor de canonades, la canonada de ferro colat s'expandeix des d'un extrem (en el futur, aquesta expansió farà el paper d'un endoll);
- Dos tubs es desengreixen i es processen amb una pasta de flux especial per a una connexió d'alta qualitat de soldadura amb coure;
- Després d'això, heu d'utilitzar soldadura per soldar.
- Així, processem les unions de dues canonades amb un cremador fins que la soldadura es fongui.
- Un cop finalitzada la connexió de les canonades de coure, cal eliminar les restes de soldadura amb un drap sec i deixar que els elements es refredin completament.
- Per crear girs de línia, s'utilitzen accessoris especials de coure, que es solden de la mateixa manera.
Ajuntem ferro colat

Les canonades de ferro colat s'utilitzen amb menys freqüència avui dia, però també tenen dret a la vida. La connexió de canonades de ferro colat es realitza amb més freqüència en un endoll. La tecnologia té aquest aspecte:
- L'extrem expandit de la canonada està completament netejat i desgreixat;
- També s'hi introdueix l'extrem prim de la canonada, també sense greix;
- Ara l'espai lliure a l'endoll s'omple amb remolc a raó d'1/3 de tota l'àrea disponible, de manera que més tard el remolc no entri al sistema;
- Després d'això, l'espai restant s'omple amb ciment d'amiant, sofre, segellador o ciment expansiu. Esperant l'assecat complet. Així es connecten dos tubs de ferro colat.
A més, és possible unir tubs de ferro colat amb l'ajuda d'accessoris de diverses configuracions. Per tant, s'utilitzen accessoris, cadires, acoblaments, etc.
Soldadura de ferro colat amb elèctrodes a base de coure
La soldadura amb elèctrodes a base de coure s'utilitza en tots els casos en què no es requereix una gran resistència de la soldadura. El coure, com el níquel, no forma compostos amb el carboni, però pràcticament no es dissol en ferro. Per tant, la costura dipositada no és homogènia; les inclusions d'una fase de ferro alta en carboni i de duresa augmentada es troben a la base de coure.
Els elèctrodes de coure i ferro OZCH-2, OZCH-6 estan fets d'una vareta de coure amb un recobriment de fluorur de calci, a la qual s'afegeix un 50% de pols de ferro. Aquests elèctrodes s'utilitzen per soldar esquerdes en jaquetes d'aigua de blocs de motor, capçals de blocs, etc. L'esquerda es perfora als extrems i es talla en un angle de 70-90 ° per 2/3 del gruix de la peça. Les vores de l'esquerda es netegen acuradament, ja que restes d'òxid, oli i altres contaminants provoquen la porositat de la costura. La soldadura es realitza amb un arc curt a corrent continu de polaritat inversa amb interrupcions per refredar la peça a una temperatura de 50-60 ° C. Per obtenir una costura més ajustada, es forgen seccions de 40-60 mm immediatament després de la soldadura. La capa dipositada amb elèctrodes OZCH és de coure saturat amb ferro intercalat amb acer endurit d'alta duresa. A la vora de la costura, les zones de blanqueig es troben en seccions separades. Malgrat la duresa força alta, la costura es pot mecanitzar amb una eina de carbur. Els elèctrodes de coure-níquel MNP-2 són varetes fetes de metall monel (28% coure, 2,5% ferro, 1,5% manganès, la resta és níquel). El níquel d'aquests elèctrodes no forma compostos amb carboni, de manera que la soldadura s'obté amb una duresa baixa, la zona de ferro colat refrigerat està gairebé absent, la zona de ferro colat endurit té una duresa baixa, que es pot reduir fàcilment amb una mica de temperat.A més, es formen menys porus i esquerdes a la costura, és més fàcil de processar, però la seva resistència és baixa. Per tant, els elèctrodes de coure-níquel s'utilitzen sovint en combinació amb elèctrodes de coure-ferro. La primera i l'última capes s'apliquen amb elèctrodes de coure-níquel (per tal d'assegurar la densitat a la primera capa, i millorar el processament en l'última), la resta es fusiona amb elèctrodes de coure-ferro. El revestiment amb elèctrodes de coure-níquel es realitza de la mateixa manera que amb elèctrodes de coure-ferro.
Per a la soldadura en fred i el revestiment de ferro colat (és a dir, la soldadura i el revestiment realitzat sense preescalfament) amb elèctrodes especials, és típic dur a terme el procés amb una entrada de calor mínima en perles curtes de 25-60 mm de llarg amb refredament de cada cordó superposat en l'aire a una temperatura no superior a 60 °C. De vegades es recomana forjar cada corró amb lleugers cops de martell.
Les tensions de soldadura que sorgeixen a l'estructura com a resultat de l'escalfament es poden eliminar gairebé completament si es creen deformacions plàstiques addicionals a la soldadura i a la zona afectada per la calor. Això es pot aconseguir forjant costures. La forja es realitza en el procés de refredament del metall a temperatures de 450 °C i més, o a partir de 150 °C i per sota. En el rang de temperatures de 400 a 200 °C, a causa de la plasticitat reduïda del metall durant la forja, es poden formar llàgrimes. Per regla general, no es requereix un escalfament especial de la junta soldada per a la forja. Els cops s'apliquen manualment amb un martell de 0,6-1,2 kg de pes amb el cap arrodonit o amb un martell pneumàtic amb un petit esforç per canviar el patró de la costura. En la soldadura multicapa, cada capa es forja, a excepció de la primera, en la qual es poden produir esquerdes i revestiments per impacte. Aquesta tècnica és molt eficaç per alleujar tensions en soldar esquerdes i tancar soldadures en contorns rígids de peces i conjunts fets d'acers estructurals i ferro colat.
Forjar una unió soldada també contribueix a augmentar la resistència a la fatiga de l'estructura.
Vistes:
152
Ferro colat gris
El ferro colat gris s'utilitza àmpliament en enginyeria mecànica. Va rebre el seu nom pel color gris de la fractura, per la presència de carboni lliure en forma de grafit a l'estructura de ferro colat. Segons el tipus de base metàl·lica, les ferros colades grises són perlítiques, perlítiques-ferrítiques i ferrítiques.
Taula 1. La fosa grisa, les seves principals propietats i aplicacions
| Marca | σv MPa | HB | Propietats i aplicació |
| SC10 | 275 | 139-274 | Colades de baixa responsabilitat amb un gruix de paret de fins a 15 mm (caixes, cobertes, carcassa, etc.), peces per a les quals la característica de resistència no és obligatòria: matrassos, accessoris, marcs, cassoles, peces decoratives, columnes massives d'edificis, fonaments. lloses |
| MF15 | 314 | 160-224 | peces de fosa de baixa responsabilitat amb un gruix de paret de 10 a 30 mm (tubs, cossos de vàlvules, vàlvules a una pressió de fins a 20 MPa, etc.), peces de carrosseria amb càrrega lleugera, plaques de submotor, palanques, politges, volants, oli. i contenidors de refrigerant, carcasses de filtres, brides, cobertes, rodes de cadena |
| MF18 | 354 | 167-224 | Colades responsables amb un gruix de paret de 10 a 20 mm (politges, engranatges, llits, pinces, etc.) |
| MF20 | 397 | 167-236 | Fundicions crítiques amb gruix de paret de fins a 30 mm (blocs, pistons, tambors de fre, carros, etc.), per a la fabricació de peces bàsiques de carrosseria de major resistència i resistència al desgast, peces que requereixen estanquitat a pressions de fins a 8 MPa (80 kgf / cm2 ), carcasses, caixes de canvis, capçals, equilibradors, plaques frontals, mànigues, carros, cilindres, bombes, bobines, accessoris, compressors |
| MF25 | 450 | 176-245 | Codiments crítics amb un gruix de paret de fins a 40 mm (motlles de matriu, anells de pistons, etc.), per a la fabricació de peces bàsiques del cos amb major resistència i resistència al desgast, peces que estan subjectes a majors requisits d'estanquitat |
| SC3O | 490 | 177-250 | Codiments crítics amb gruix de paret fins a 60 mm (pistons, revestiments dièsel, bastidors, matrius, etc.), per a la fabricació de suports, corredisses de taula i pinces, peces endurides superficialment, cilindres, carcasses de bombes, motors dièsel i motors de combustió interna, segments de pistons, cigonyals i arbres de lleves |
| MF35 MF45 | 540 | 193-264 | Codiments responsables d'alta càrrega amb un gruix de paret de fins a 100 mm (petits cigonyals, peces de màquines de vapor, etc.) de peces per a les quals s'imposen requisits d'estanquitat a una pressió superior a 8 MPa |
El grafit té propietats mecàniques baixes. Infringeix la integritat de la base metàl·lica. Situat entre els grans de la base metàl·lica, el grafit debilita l'enllaç entre ells. Per tant, la fosa grisa té poca resistència a la tracció i una ductilitat i tenacitat molt baixes. Com més grans i rectes són les inclusions de grafit, pitjors són les propietats mecàniques de la fosa. La duresa de la fosa grisa, així com la seva resistència a la compressió, són properes a les de l'acer, que té la mateixa estructura que la base metàl·lica de la fosa.
El grafit també té un efecte positiu sobre les propietats del ferro colat, en particular, augmenta la seva resistència al desgast, actuant de manera similar a la lubricació, augmenta la mecanització, ja que fa trencadisses les estelles, ajuda a amortir les vibracions del producte i redueix la contracció en la fabricació de peces de fosa. .
Les propietats mecàniques de la fosa grisa es poden millorar distribuint uniformement el grafit lamel·lar fi a la fosa. Això s'aconsegueix mitjançant un processament especial - modificació, quan s'introdueixen additius al ferro líquid abans de la fosa, que formen centres addicionals de grafitització, donant lloc a un grafit lamel·lar fi. El ferro colat amb aquest grafit s'anomena modificat. Es diferencia del ferro colat gris normal en una resistència a la tracció més alta, però la seva ductilitat i duresa no milloren durant la modificació.
Segons GOST 1412-85, les lletres SCh en la designació del grau de ferro colat signifiquen ferro colat gris. La xifra de dos dígits correspon a la resistència a la tracció σv MPa. La norma normalitza la resistència a la tracció de les fundes grises σv = 274÷637 MPa, duresa - 143÷637 HB i composició química.
Les principals propietats de la fosa grisa i la seva aplicació es mostren a la taula 1.
Dispositiu de vàlvula
Es poden instal·lar dos tipus de vàlvules en sistemes de fontaneria i calefacció:
- pilota;
- vàlvula.
L'element de treball d'una vàlvula de bola és una bola situada a l'interior del cos. La pilota té un forat passant. Si la vàlvula està oberta, la bola es gira pel forat cap al flux d'aigua. En posició tancada, la pilota gira cap a l'aigua amb un costat sord. El gir de l'element de bloqueig es realitza amb l'ajuda d'una nansa.

Dispositiu de vàlvula de bola
L'element de tancament de la vàlvula de la vàlvula és una vàlvula amb una junta, situada en un eix, que es baixa i s'aixeca girant el mànec.
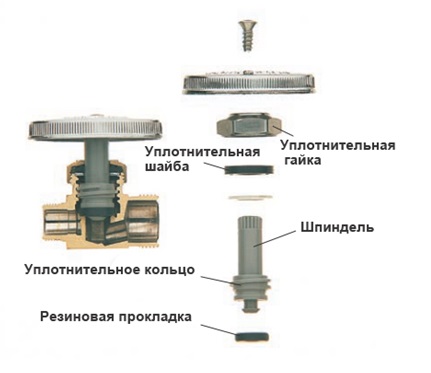
Dispositiu de vàlvula
Una vàlvula de bola, a diferència d'un dispositiu de vàlvula, és una vàlvula de tancament i no es pot utilitzar per regular el flux de fluid. La vàlvula de bola no es pot reparar i, en cas de mal funcionament de l'aparell, cal substituir-ne completament.
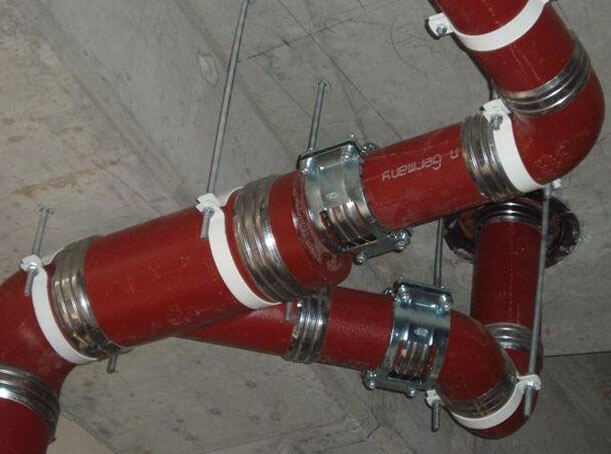
Avantatges de les canonades de ferro dúctil
En alguns casos, les canonades de ferro colat extra resistents utilitzades per al subministrament d'aigua són indispensables perquè tenen les propietats i característiques següents:
- La capacitat de suportar la pressió del fluid al sistema de fins a 1,6 MPa o superior.
- Bona resistència als canvis d'humitat i als canvis bruscos de temperatura.
- Resistent a la corrosió.
- Resistència a danys mecànics.
- Força.
- Plàstic.
- Facilitat d'instal·lació.
- Llarga vida útil - fins a 100 anys.
A més, a més de les excel·lents propietats físiques i mecàniques, la canonada de clavegueram de ferro dúctil és respectuosa amb el medi ambient:
- l'aigua que passa per aquestes canonades segueix sent absolutament inofensiva i apta per al consum, ja que no està contaminada per cap impuresa estranya;
- al final de la vida útil, les canonades es poden eliminar completament sense danyar el medi ambient.
Connexió de tubs de plàstic i ferro colat
Com connectar canonades de ferro colat amb plàstic? Tot depèn de la raó que impulsa aquest pas. I això no serà necessàriament una substitució (extensió) d'una línia de ferro colat.
Un dels escenaris possibles és l'aparició de situacions d'emergència a la unió existent de plàstic - ferro colat.
Inicialment, s'assumeix que la connexió de canonades de ferro colat amb plàstic no estarà sotmesa a influències alienes (temperatura o influència mecànica). En poques paraules, les fuites es produeixen a causa de la despresurització (es trenca l'estanquitat) de la unió.
Les fuites es poden produir com a conseqüència de:
- El cop d'ariet, que és extremadament rar.
- Canvis sobtats de temperatura (per exemple, quan s'apaga / s'encén aigua calenta o es canvia d'aigua freda a calenta).
En aquest últim cas, la causa del problema rau en els diferents coeficients d'expansió de ferro colat i plàstic, així com en un aparell de mala qualitat (adaptador de clavegueram de ferro colat a plàstic). Aquest últim pot desenvolupar una esquerda perquè el ferro colat no s'expandeix tan uniformement com el plàstic. A més, el muntatge es pot desenrotllar simplement (la fixació es debilita).
Per solucionar el problema que s'ha plantejat, caldrà substituir la peça desgastada (transició de ferro colat a plàstic) o estrènyer la "auto-enrotllable". Cal tenir en compte que els accessoris moderns d'alta qualitat estan protegits del desenrotllament espontani. A més, podeu utilitzar el crimpat d'aquests productes. Per això és millor no estalviar en accessoris.
Racor de polipropilè, dissenyat per connectar tubs de plàstic i metall
Un altre escenari és la necessitat d'allargar la línia de ferro colat. L'oportunitat d'estalviar diners completant el cablejat de plàstic al voltant de l'apartament, connectat a l'elevador de ferro colat existent, pot empènyer el mateix pas. Però, si es manté una columna de metall, el problema no s'eliminarà completament: hi ha una gran probabilitat de fuites a la junta (transició de les aigües residuals del plàstic al ferro colat).
Atès que l'acoblament dels sistemes de "ferro colat-plàstic" s'ha posat en marxa durant molt de temps, al mercat modern podeu trobar un element com un puny de cautxú de transició (diàmetres estàndard).
Com unir pràcticament metall amb plàstic
L'elecció del mètode de connexió de canonades depèn del tipus de canonada de ferro colat disponible:
- canonada de ferro colat sense endoll;
- tub amb presa.
En aquest últim cas, un usuari normal (sense formació especial) podrà acoblar elements individuals. En cas contrari (l'endoll està danyat o no existia), haureu d'utilitzar un accessori de premsa que tingui un disseny específic: a un extrem hi ha un endoll (connexió a una línia de plàstic) i a l'altre un fil. tallat per a la connexió amb un extrem de ferro colat. Podeu inserir una canonada de plàstic en una canonada de ferro colat si compreu amb antelació:
- adaptador per a una canonada de clavegueram de ferro colat o un accessori de premsa;
- material de segellat, que es pot utilitzar amb remolc o cinta de tefló;
- claus angleses (dues peces).
Les etapes d'aquesta connexió es poden descriure de la següent manera:
- Desenrosqueu l'acoblament existent (acoblament lliscant de ferro colat) al lloc on està previst portar la línia de plàstic. Alternativament, podeu simplement tallar la canonada de ferro colat amb una esmoladora.
- A l'extrem metàl·lic preparat, talleu el fil, lubricant aquest lloc amb oli (oli sòlid).
- Netegeu els fils, enrotlleu el material de segellat al voltant i lubriqueu-lo amb segellador de silicona.
- Enrosqueu el racó de premsa: es recomana que l'operació es realitzi manualment, sense utilitzar cap clau. En cas contrari, hi ha la possibilitat de danys mecànics a la peça. El racó s'ha de ajustar després d'omplir el sistema d'aigua (d'aquesta manera es podrà evitar fuites i no pessigar el racó en si).
https://youtube.com/watch?v=39fa3je7waI
MIRA EL VÍDEO
Si teniu previst construir una xarxa de calefacció o subministrar aigua calenta, es recomana utilitzar un adaptador especial (màniga de transició de ferro colat a plàstic), que tingui una junta de goma de segellat. Una solució alternativa és utilitzar una funda de llautó dividida, que té un element de PVC.
Finalment, val la pena dir que és millor substituir el cablejat intern per plàstic amb antelació, sense esperar una emergència. Després de tot, la construcció de plàstic és menys exigent (no necessita manteniment) i el seu funcionament no s'acompanya de l'aparició d'olors desagradables. Només una persona experta pot connectar una canonada de ferro colat amb una de plàstic!
Possibles avaries i maneres d'eliminar-les
El dispositiu s'ha de reparar si:
- la vàlvula no tanca l'aigua. Les causes del mal funcionament poden ser:
- desgast de la junta de segellat que serveix com a dispositiu de bloqueig;
- desconnexió de la vàlvula de tancament de l'eix;
- torsió del cargol;
- contaminació de la vàlvula amb dipòsits continguts a l'aigua;
Si l'eix està doblegat o la vàlvula està desconnectada, s'ha de substituir el casquet.
- vàlvula amb fuites o degoteig. Les principals causes d'aquest mal funcionament poden ser:
- la formació d'una esquerda al cos del dispositiu;
- absència o quantitat insuficient d'empaquetament glàndula.
Substitució de la junta i neteja de la caixa
Per reparar la vàlvula amb les vostres pròpies mans quan la junta està desgastada, necessitareu les eines i materials següents:
- clau anglesa;
- un tros de goma de fontaneria;
- tisores;
- alicates;
- ganivet;
- fil de lli o un altre material de segellat.
Es requereixen cautxú i tisores per a la fabricació pròpia de la junta. Si sabeu quina junta està instal·lada a l'eix, podeu comprar el producte acabat a una botiga de fontaneria.
La junta es substitueix de la següent manera:
- utilitzant una clau ajustable, cal desenroscar la caixa de la grua que fixa l'eix de la vàlvula;

Desmuntatge de la vàlvula per a la substitució de la junta
- les alicates desenrosquen la femella que fixa la junta;
- s'eliminen la rentadora i la junta fallida;
- es talla un tros de goma, les dimensions del qual són lleugerament més grans que les dimensions de la vàlvula;
- es fa un forat al centre de la peça de cautxú tallada;
- el cautxú es munta a la vàlvula i es fixa amb una femella;
- l'excés de goma es talla amb unes tisores al voltant de la vàlvula. La junta acabada ha de complir totalment les dimensions de la vàlvula;

Col·locació d'una junta nova a l'eix
- amb un ganivet, es neteja el cos de la vàlvula. Es recomana eliminar amb cura tots els dipòsits no només a la carcassa del dispositiu, sinó també a la connexió roscada;
Si no és possible netejar la caixa per acció mecànica, es pot utilitzar querosè o líquid WD-40.
- la caixa de la grua està muntada al fil;
- la connexió està segellada, després de la qual cosa el dispositiu es pot arreglar completament.
Segellat de fils amb fil de lli
La reparació de la vàlvula s'ha de dur a terme quan el subministrament d'aigua (calefacció) està tancat.
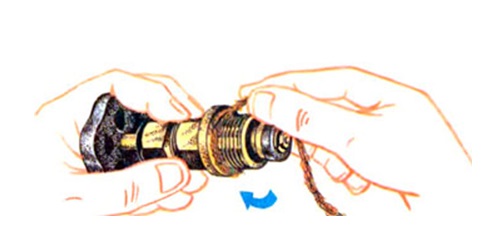
Substitució de l'empaquetament de la glàndula
Si la vàlvula de l'aixeta té fuites, en la majoria dels casos el problema és l'absència o el segellat excessiu de l'embalatge de la glàndula. Per a les reparacions necessitareu:
- una clau ajustable o clau anglesa de la mida adequada;
- embalatge de la glàndula;
- ganivet o tornavís de punta plana per segellar.
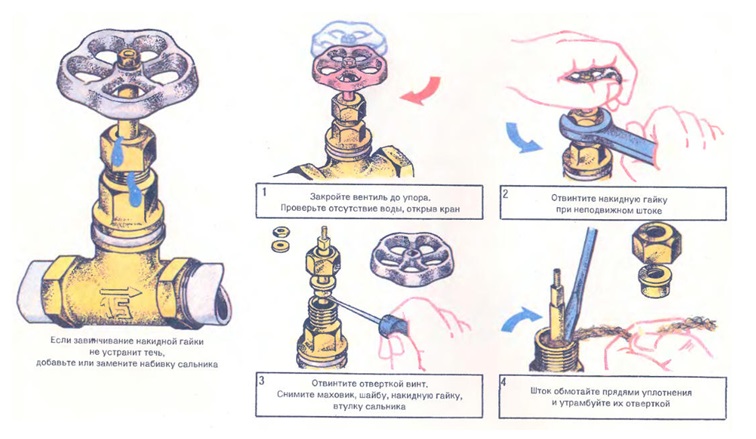
En aquesta situació, podeu reparar la vàlvula vosaltres mateixos segons l'esquema següent:
- tancar el subministrament d'aigua del sistema;
- traieu el mànec de rotació;
- desenrosqueu la femella de fixació.En afluixar la fixació, es recomana mantenir el cargol en una posició;
- treure l'anell de tancament que assegura l'embalatge;
- utilitzeu un ganivet o un tornavís per treure l'embalatge antic;
El procés de substitució de l'embalatge de la glàndula per eliminar la fuita
- aplicar i aixafar nou material de segellat;
- muntar l'aixeta en ordre invers.
El procés de substitució de la junta i l'embalatge de la glàndula es descriu amb detall al vídeo.
https://youtube.com/watch?v=r7a44zQX2oo
Reparació d'esquerdes
Si la vàlvula té fuites i la causa de la fuita és una esquerda al cos de la vàlvula, podeu:
- substituïu completament la vàlvula;
- tanqueu l'esquerda amb materials especials.
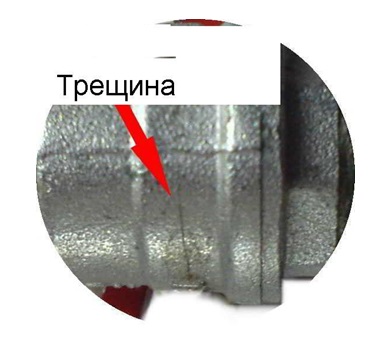
Esquerda al cos de la vàlvula
Entre els materials utilitzats per segellar esquerdes, es pot distingir un mitjà per a la soldadura en fred.

Mitjans per a la soldadura de metalls en fred
Les instruccions detallades per utilitzar el producte s'indiquen a l'embalatge. El patró d'ús general és el següent:
- el lloc on s'ha de reparar l'esquerda es neteja de brutícia i es desgreixa amb acetona;
- la composició està preparada per a l'aplicació;
- la barreja acabada s'aplica a l'esquerda i es distribueix uniformement per la superfície;
Per a la força de la soldadura, es recomana aplicar la mescla a una àrea més gran que la que ocupa l'esquerda.
- s'espera un assecat complet de la composició, després del qual és possible netejar i pintar el lloc de soldadura.

El mètode d'utilitzar la soldadura en fred per reparar una esquerda
Així, podeu eliminar vosaltres mateixos els problemes de vàlvules més comuns. Si els treballs de reparació realitzats no han ajudat a corregir la situació, cal substituir la vàlvula.
Compostos de ferro colat i plàstic
El procés de substitució de clavegueram actualment utilitza materials més avançats que el ferro colat. En aquest cas, haureu de connectar la vostra part del sistema a una canonada comuna de ferro colat. Sovint, la implementació independent d'això es realitza introduint un producte en un altre, seguit de segellat amb morter de ciment.
Aquest enfocament no es pot anomenar fiable, ja que hi ha una amenaça de deformació plàstica i fuites. Cal unir tubs de plàstic i ferro colat amb molta cura, perquè la reacció a l'escalfament dels dos materials és força diferent (per a més detalls: ""). Tot això pot negar el segellat. Un altre efecte nociu sobre aquesta articulació són les vibracions i cops que es produeixen periòdicament al sistema de clavegueram.


En absència d'un endoll, el muntatge es realitza amb dos adaptadors. Primer, es neteja la canonada de brutícia i òxid, després de la qual cosa la canonada de ferro colat s'equipa primer amb un adaptador de goma i després amb un de plàstic. Pel que fa a la canonada de plàstic, s'insereix dins de l'adaptador de plàstic.
Com soldar ferro colat a metall mitjançant soldadura elèctrica

31.12.2018
Quan es realitzen treballs de reparació, sorgeixen situacions en què és necessari connectar metalls diferents. Es pot soldar ferro colat a acer? Sí, però la gent amb experiència ho pot fer.
Els aliatges de ferro colat es caracteritzen per un alt contingut de carboni; quan es crema, l'estructura del metall canvia. La junta es solda en mode de baixa temperatura, fins a 120 °C. L'acer, per contra, s'ha d'escalfar molt.
Per connectar peces de ferro colat amb altres aliatges ferrosos, s'ha desenvolupat una tecnologia de capa amortidor. La superposició de níquel proporciona una forta unió de metalls diferents.
Tecnologia de soldadura de ferro colat amb elèctrode consumible d'acer
Hi ha diverses maneres de soldar ferro colat, s'utilitzen per unir aliatges de ferro colat amb altres metalls:
- Calent: abans d'unir les peces, els forns s'escalfen completament a 600 ° C. L'escalfament amb un bufador només es permet a la zona de treball (el ferro colat es torna carmesí). S'utilitza per a connexions segures.
- Semi calent, bo per a aliatges d'aliatge. Les peces a unir s'escalfen parcialment o completament a 200-300 °C.
- Fred: les peces es connecten sense escalfar, s'utilitza per a superposicions: costures que treballen en compressió.
La unió de metalls mitjançant soldadura elèctrica manual implica la preparació prèvia de superfícies. L'aliatge de ferro colat és porós i absorbeix bé el petroli. No n'hi ha prou amb desgreixar la taca, s'ha de netejar fins a una capa neta, en cas contrari, la costura quedarà solta.
Com es solda l'acer al ferro colat:
Primer heu de seleccionar els paràmetres actuals. Si la màquina de soldadura només funciona en constant, canvieu la polaritat al revés. Cal tenir en compte l'indicador de circuit obert (tensió entre pols sense arc), el valor admissible és de fins a 54 V. Només es permet treballar amb corrent altern amb un circuit obert de 54 V.
La soldadura es realitza en petites seccions, els corrons no superen els 3 cm de llarg.Primer, es diposita ferro colat, després es solda una peça d'acer a la capa amortidor.
Les costures de paret gruixuda es solden en capes, cadascuna es forja abans d'aplicar la següent
Es fa perpendicular al primer: així s'aconsegueix la força de la connexió.
Després d'unir l'aliatge de ferro colat amb l'acer mitjançant mètodes calents i semicalents, és important observar el mode de refredament de la zona de superfície. La costura s'escalfa periòdicament perquè es refredi gradualment
Amb un refredament sobtat, l'aliatge de ferro colat s'esquerda a causa de les tensions internes resultants.
Elecció d'elèctrodes
Utilitzeu-ne d'especials que tinguin:
- fàcil encès a l'engegada;
- baixa capacitat de penetració;
- alta taxa de deposició;
- la duresa de la perla resultant.
Marques russes:
- TsCh-4 - multifuncional amb un recobriment de cel·lulosa es distingeixen per una combustió estable, una bona superfície;
- OZCH-2, OZCH-25: s'utilitzen per soldar elements de parets primes, no cremen els metalls a una gran profunditat;
- MNP-2, OZZHN-2 només s'utilitzen per a la unió en calent de peces de ferro colat amb metalls.
Importat, utilitzat per a costures crítiques:
- Zeller 866, Zeller 855 - universal, cuinen ferro colat amb ferro sense preescalfar;
- Ficast NiFe: creeu connexions que funcionin de manera estable en flexió i torsió.
Important!
Abans de treballar, és important assecar bé els elèctrodes, escalfar-los, s'escalfen de 160 a 300 ° C. Però només es treuen unes quantes peces de l'envàs: en tornar a assecar i escalfar, el recobriment s'esmicolarà
Aplicació de la soldadura per arc d'argó
L'ús d'elèctrodes refractaris i filferro de farciment de coure-níquel dóna un bon resultat.
Com es solda l'acer al ferro colat (algunes recomanacions):
- L'additiu es selecciona segons el tipus de metall i el tipus de ferro colat. El filferro amb nucli de níquel es tria amb més freqüència, el recobriment s'elimina primer.
- L'argó s'utilitza com a atmosfera protectora, salva la costura de l'oxidació.
- Els elèctrodes de tungstè refractaris es trien per treballar.
- Per treballar amb elements de parets primes, els soldadors experimentats utilitzen petites peces primes de ferro colat en lloc de filferro.
- Per a connexions que només experimenten càrregues estàtiques (compressió), es poden utilitzar aliatges de níquel. S'adhereixen bé a tots els graus d'acer.
Punts importants del procés de soldadura de ferro colat i acer
- El treball es fa en posició baixa.
- El corró es fa ràpidament sense crear una àmplia piscina de fusió.
- El ferro colat gris es cuina pitjor, s'ha d'escalfar i després es diposita una capa que conté níquel. Aleshores la connexió serà forta.
- Amb els acers aliats, la fosa forma una costura solta; ha d'estar ben forjada.
- Cal cuinar la costura de manera uniforme, sense fluctuacions fortes amb el suport.
Com soldar ferro colat a metall mitjançant soldadura elèctrica Enllaç a la publicació principal
Ajuntem polipropilè

Els mètodes per connectar el polipropilè depenen completament del diàmetre dels productes. Així, els tubs amb un diàmetre de fins a 63 mm s'uneixen mitjançant soldadura d'encaix o en un sòcol. Els tubs de major diàmetre es connecten mitjançant soldadura a tope.Al mateix temps, val la pena recordar que amb l'ajuda d'un soldador manual, només es pot soldar per a tubs amb un diàmetre de fins a 40 mm. Els elements grans es solden en equips de centrat professionals.
La temperatura de soldadura dels tubs de polipropilè és de 220-230 graus.
La tecnologia de soldadura té aquest aspecte:
- Les canonades es tallen als segments desitjats;
- Les vores del polímer estan completament desgreixades;
- S'aplica una marca a la vora del segment següent, la longitud del qual serà 2 mm més llarg que la profunditat del sòcol;
- Els dos extrems dels productes a unir estan en contacte amb el soldador (s'introdueix la canonada a la boquilla i s'hi posa l'endoll);
- Els elements escalfats durant 3-5 segons s'uneixen a la parada i es refreden completament.
Els tubs de PP també es poden unir mitjançant accessoris de compressió.
Connexió de canonades llises de ferro colat
La canonada es pot crear no només amb tubs de presa de ferro colat: sovint es practica l'ús d'estructures llises. Com connectar una canonada de ferro colat a una d'acer en aquest cas? Aquí necessitareu la presència de diversos dispositius per a la connexió: en primer lloc, estem parlant d'acoblaments, cadires, creus, corbes. Quina opció serà la més adequada està determinada pel diàmetre de la canonada i el tipus de connexió.
Molt sovint, s'utilitzen acoblaments per a una canonada de ferro colat d'una de les varietats:
- Cilindre. Apte per connectar tubs del mateix diàmetre. Molt sovint, aquest accessori està equipat amb un fil.
- Dos cilindres. S'utilitzen en casos en què el diàmetre de les canonades connectades varia. També hi ha un fil dins d'aquest acoblament.
- Futorki. Aquest accessori està equipat amb rosques tant internes com externes, utilitzades principalment en sistemes de calefacció.
L'embragatge és molt fàcil d'utilitzar. El primer pas és el marcatge, durant el qual es determina el nivell d'immersió de cada tub a l'interior de la connexió
En aquest cas, és important aconseguir la connexió dels extrems exactament al centre de l'acoblament. Segellar la junta entre dos segelladors especials
Sovint, la canonada té un cert angle de col·locació o branques. En aquest cas, altres accessoris vénen al rescat. Podeu connectar canonades de clavegueram de ferro colat en angle mitjançant corbes. En aparença, es tracta de peces de canonada que tenen un cert angle de flexió (10, 15, 30, 60 i 90 graus).

També és possible connectar canonades de ferro colat i acer amb aquests dispositius:
-
Tee
. Permet la connexió de tres canonades alhora. Molt sovint es col·loca en un lloc on es bifurca la claveguera. -
creu
. Permet la connexió de quatre tubs alhora. -
Sella
. S'utilitza en el cas que s'uneix una canonada de menor diàmetre a la línia principal. Molt sovint, d'aquesta manera, es connecten accessoris de fontaneria independents.
Els extrems d'aquests dispositius es poden equipar amb endolls o trams rectes. El segellat de les juntes es realitza amb diversos segelladors i estopa.


