Závitové metody
Závit se vyrábí dvěma hlavními způsoby: pomocí ručního přípravku a stroje. Ručně řezejte polotovary v jedné kopii nebo v malém množství. Ve velkovýrobě se používá zařízení - stroje:
 Řezání závitů
Řezání závitů
- Šroubovací typ;
- Válcování závitů za účasti válečků a plochých matric;
- Frézování, kde dostanou velký krok;
- Typ broušení pomocí kotoučů daného profilu, kde se získávají jemné a vysoce přesné šrouby;
- Šroubový typ;
- Pro vnitřní závitování v maticích;
- Pro vířivé řezání s hlavami s více břity.
Při navlékání vírovou metodou se do práce zapojují čtyři prvky upevněné v hlavě. Samotná hlava se otáčí ze samostatného pohonu. Celá tato konstrukce je instalována na soustruhu - jeho podpoře. Metoda se vyznačuje zvýšenou rychlostí zpracování díky menšímu zahřívání řezného nástroje (střídavý kontakt s obrobkem). Také šroubovice je méně drsná a má čistší profil.
Řezání závitu na trubce není tak obtížné.

články
Pro bezpečné připojení kohoutku k potrubí nebo instalaci ohřívače do topného systému je důležité vědět, jak a čím řezat závit na potrubí. Koneckonců, většina ventilů je závitová, spojení takových prvků svařováním je nemožné.
Koneckonců, většina ventilů je závitová, respektive spojení takových prvků svařováním je nemožné.
Vodovodní trubka se závitem
Pokud má být například ve vašem bytě instalováno nové umyvadlo nebo toaleta a není možné rozvinout dlouhodobou přípojku na ocelové vodovodní potrubí, pak je nejlepší možností:
- Vypněte přívod vody;
- V místě instalace umyvadla odřízněte část trubky bruskou;
- Proveďte závitování trubek;
- Nainstalujte kulový ventil nebo T na potrubí;
- Připojte jej flexibilní hadicí k umyvadlové baterii.
Tuto práci může snadno provést kvalifikovaný instalatér. Každý majitel bytu, který získal nástroj pro závitování trubek, je však schopen tuto práci provádět samostatně.
Závitořezné matrice
K dnešnímu dni se pro vybavení trubky závitovým připojením používají 2 typy závitových zařízení:
- Závitořezné matrice;
- Kluppova dýmka.
S jejich pomocí můžete řezat závity na jakémkoli kanalizačním nebo vodovodním potrubí, které se používá v inženýrských sítích obytných budov a soukromých chat.
Kluppova dýmka
Rada!
Pokud jste nikdy neřezali nit, pak bude obtížné to udělat pomocí matrice. Sebemenší deformace nástroje může vést k poruše.
Proto je lepší použít vysekávací stroj, protože má vodítko, které výrazně zjednodušuje proces řezání.
Pojďme si oprášit teorii za procesem navlékání.
Tak:
- závitování na trubkách je vytvoření spirálové plochy na vnější straně trubky (instalační nebo topný systém);
- šroubovicová plocha je spojovací prvek rovnoměrně rotující kolem osy kroužku,
- odpaliště nebo kohoutek s rovnoměrným translačním pohybem podél této osy;
- stoupání závitu je translační pohyb šroubovaného prvku vzhledem k ose závitu, odpovídající jedné celé otáčkě.
Jinými slovy, pro instalaci uzavíracích ventilů je nutné vyříznout závity na potrubí, jejichž stoupání odpovídá stoupání spojovacích prvků. Potom bude takové spojení kanalizačního nebo vodovodního potrubí těsné a odolné a schopné odolat vysokému tlaku.
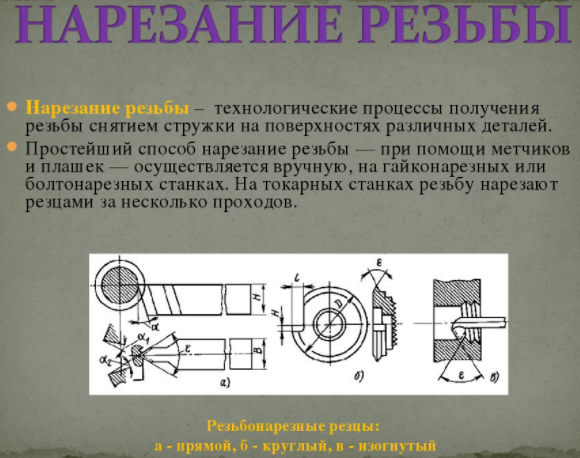
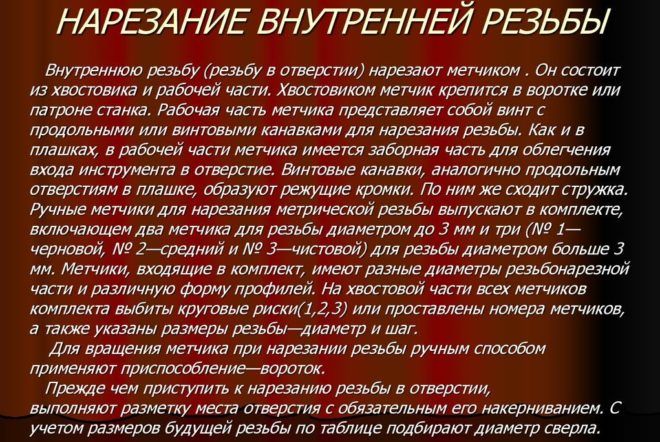
Jaké frézy se používají k řezání závitů
Na soustružnické jednotce lze provádět řezací operace - jak na vnějším, tak na vnitřním povrchu. V tomto případě se používají různé typy řezných prvků. Lze je rozdělit do tří hlavních skupin:
- Tyč;
- Prizmatický;
- Kolo.



Do první skupiny patří nástroj nejjednoduššího typu. Konstrukčně se jedná o pracovní hlavu na tyči různých sekcí a tvarů. Tvar profilu odpovídá hlavě. Některé modely tyčových fréz mají na pracovních plochách tvrdokovové pájení. To zvyšuje zdroje posledně jmenovaných, které jsou méně vystaveny otěru pracovní plochy, a v důsledku toho nejsou tak často ostřeny.
 Řezačky závitů
Řezačky závitů
Zařízení prizmatického typu provádějí zpracování obrobků pouze zvenčí. Oproti předchozí skupině si poradí s většími plochami, dají se vícekrát ostřit. U soustruhu je prvek upevněn pomocí rybinového držáku.
Kulaté řezné prvky lze použít k výrobě vnitřních a vnějších závitů. Pracuje se s nimi pohodlněji než s hranolovými, jsou univerzálnější – mají široké uplatnění. Jsou vhodné k opakovanému přebrušování. Připevněte frézy v držáku k otvoru na konci. Prizmatické a kruhové prvky se řadí mezi tvarové nástroje pro soustružnická zařízení.
Nástroje
Chcete-li provést práci, musíte připravit všechny potřebné nástroje a zařízení pro řezání. V každém případě se sada trubkových závitů bude lišit složením, ale pro ruční použití se skládá z matric, matrice a držáku ráčny. Složení sady je navíc vybaveno řezačkou trubek, plynovým klíčem, pilníkem, pilkou na železo, bruskou, mazivy a dalším nářadím. Pro ty, kteří nechtějí pracovat postaru klasickou metodou, je tu alternativa – elektrické nářadí.




Samotné řezání se provádí pomocí matric. Některé jsou řezané pouze na jedné straně, jiné na obou.
Pro vnitřní závitování může sada obsahovat také několik závitníků s různou hloubkou řezu. Některé jsou určeny pro zdrsnění vnitřního povrchu trubky, jiné pro konečnou úpravu. Toto zařízení je prezentováno ve formě šroubu s drážkami pro třísky. Na límce se připevňuje pomocí ocasní části.


Pomocí závitníku se vnitřní řezání provádí v několika přístupech. Jejich počet závisí na materiálu, se kterým pracují. Například pro závitování do slitin titanu jsou navrženy speciální sady několika závitníků.
Raznice, progonka nebo lerka slouží k vyřezávání různých tvarů na dýmkách. Jedná se o ocelovou matici s řeznou základnou uvnitř, ve které jsou speciální otvory - drážky pro odpad. Raznice jsou trubkové, šestihranné, kulaté a čtvercové. Úprava jejich těla je pevná, dělená a posuvná.

Posuvné (prizmatické) modely se také nazývají polodesky, jsou připevněny k matrici pomocí šroubů a speciálního těsnění - cracker. To je nezbytné pro rovnoměrné rozložení tlaku na šroub. Pomocí matric se řežou závity válcové, kuželové, kulaté nebo metrické. Součásti matrice jsou speciální klíče a náboje, kterými se připevňuje k tělu rámu.


Klupp se skládá z rámu, ve kterém jsou upevněny řezné prvky - matrice. Každý trn je vybaven čtyřmi ocelovými matricemi. Klupp je také vybaven speciální ráčnovou rukojetí. Do držáku matrice lze vložit pouze jednu matrici, do držáku matrice lze vložit několik. Řezací mechanismus běhů je schopen řezat dva typy závitů: 0,5 - 1 ¼, 1 ½ - 2 palce.


Ruční vysekávací stroj zpravidla řeže trubky malého průměru. Jsou vybaveny speciální rukojetí - držákem.Lze je také použít s vhodným hasákem. Má malé rozměry, je jednoduchý a snadno se používá.


Šroub držáku ráčny je modifikací konstrukce s převodovým mechanismem určeným k výrobě závitů o průměru větším než jeden palec. Ráčna je nepostradatelný mechanismus. Levé a pravé ráčny usnadňují práci na těžko přístupných místech, jako jsou například stěny. Pomocí ráčnové páky se matrice rychle vyjme ze závitu otočením v opačném směru, což poskytuje vratný způsob navlékání.


Nazývá se šikmý klupp, protože se v něm reguluje vzdálenost mezi posuvnými průvlaky. To říká průměr řezu. Návrhy tohoto typu se používají nejsnáze.


Pro závitování trubek se používají Mayevského šroubové zátky složitější konstrukce. Obsahují tři sady výměnných matric a specializují se na průměry závitů do 2 palců. Konstrukce tohoto typu se používají pro závitování trubek s malým průměrem.

Řezání na trubkách velkého průměru se provádí v průmyslovém měřítku. Například pro řezání bezešvé trubky o průměru 219 mm je potřeba speciální stroj. Pažnicové trubky (sloupy) se řežou pouze na speciálních strojích za zvláštních podmínek, při dodržení všech bezpečnostních opatření.
Jak vyříznout vnější závit. Řezání závitů na trubky a tvarovky. Zemřít. Klupp

Jak vyříznout vnější závit. Řezání závitů na trubky a tvarovky. Zemřít. Klupp. 4,46/5 (89,23 %) ztratil 13
Vnější závit se vyřezává pomocí kulatých nebo posuvných matric a také šroubovacích desek. Řezání závitů lze provádět strojně i ručně.
Závitování kulatými matricemi (lerky).
Kulatá razidla (lehrs) jsou kotouče s vyříznutým otvorem. Pro odstranění třísek a vytvoření peří s břity (obr. 1) je v matrici vytvořeno několik otvorů pro třísky. Matrice (lehrs) se vloží do držáku lerko a upnou se šrouby (obr. 2).
Rýže. 1. Die round cut (lerka).
Rýže. 2. Držák Lerko:
1 - rám; 2 - rukojeť; 3 - upínací šroub.
Průměr odříznuté tyče je o něco menší, než je vnější průměr závitu, a ořezává se ve tvaru kužele pro vstup do pece. Výběr tyčí pro řezání metrických nebo palcových závitů je uveden v tabulce. jeden:
Tabulka 1. Průměry hřídelí pro šrouby se závitem.
| Metrický závit | Palcový závit | ||
| Vnější průměr v mm | Průměr stonku v mm | Vnější průměr v palcích | Průměr stonku v mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Posuvné průvlaky (obr. 3, a) se skládají ze dvou prizmatických polovin s vyříznutým otvorem. Ve střední části otvoru raznice je vytvořena drážka, která tvoří řezné hrany.
Rýže. 3. Posuvné matrice a sušenky:
talíř; b - cracker.
Kluppovi za navlékání.
Pro upevnění zápustek se používá šroubová svorka s obdélníkovým nebo šikmým rámem (obr. 4). Hranolové výstupky kluppu vstupují do drážek zápustek a ze strany jsou zápustky lisovány svorníky.
Rýže. 4. Klupp (šikmý)
1 - rám; 2 - rukojeť; 3 - upínací šroub.
Aby nedocházelo k přímému tlaku svorníku na matrice, je mezi matrice a svorník instalován tzv. cracker (viz obr. 3, b), který má tvar matrice.
Technologie řezání závitů.
Řezání prizmatickými matricemi se poněkud liší od řezání lerky. Při řezání zápustkami se tyče neřežou do kužele, ale zápustky se oddalují.
Poté se upnou na tyč, jejíž konec se musí shodovat s horní rovinou zápustek. Otáčením matrice doprava a mírně doleva se provádí navlékání.
Poloha lerkoderzhatel a klupp je nastavena přísně kolmo k řezané tyči, jinak bude závit šikmý a jednostranný.
Chlazení a mazání pro řezání závitů.
Při řezání závitů závitníky a matricemi je nutné použít mazivo.Jako lubrikant můžete použít běžnou emulzi, rozpustit jeden díl emulze ve sto šedesáti dílech vody. Kromě toho můžete aplikovat: na litinu - sádlo a petrolej; na ocel a mosaz, vařený a řepkový olej a sádlo; pro červenou měď - sádlo a terpentýn; pro hliník - petrolej.
Při řezání závitů se nedoporučuje používat strojní a minerální oleje, protože zvýšením řezného odporu nedávají čisté otvory a vedou k rychlému opotřebení závitníků a matric.
Šroubovací desky.
Pro řezání závitů na šroubech o průměru do 6 mm se používají šroubovací desky. Na šroubových deskách je několik vyřezaných otvorů různých průměrů s drážkami pro třísky, dva pro každý otvor.
Řezání závitů pomocí matric se provádí stejným způsobem jako závitování. Tyč se pevně upne do svěráku, namaže se olejem a poté se na tyč nasadí matrice s matricí, upne se šroubem a otočí se o celou otáčku v jednom směru a o půl otáčky v druhém. Pokud je tyč tlustší, než je požadováno, je nutné ji opilovat.
Závit šroubů se měří pomocí prstencových závitoměrů nebo závitoměrů.
Řezání závitů na trubky a tvarovky.
Trubky a tvarovky (spojovací díly pro trubky) se řežou speciálním nástrojem pomocí přípravků.
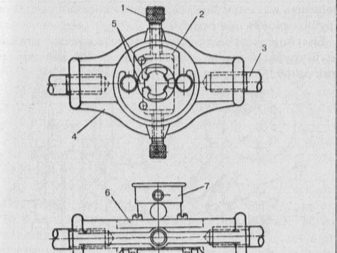
Klupp pro řezání závitů na trubkách.
Na trubkách se závit řeže speciálním šroubovacím závitem (obr. 5). Vysekávací stroj pro řezání trubek podle zařízení se liší od běžných vysekávacích nástrojů. Čtyři ocelové hřebeny vstupují do štěrbin držáku.
Otočením horní rukojeti je lze spojit nebo oddělit. Proto lze jednou matricí řezat trubky různých průměrů. Klupp má navíc vodítka, která se regulují spodní rukojetí.
Vodítka zajišťují správnou polohu matrice na trubce při řezání.
Rýže. 5. Klupp pro řezání trubek.
Trubky při řezání jsou upevněny speciální trubkovou svorkou. Svorka se skládá z rámu, ve kterém jsou umístěny krekry s výřezy na trubky různých průměrů.
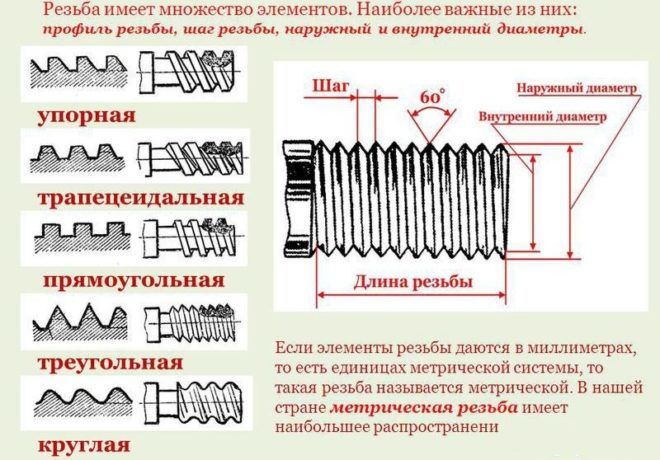
Profily závitů
Tvary přířezů v závislosti na typu povrchu jsou válcové a kuželové. Závity jsou vnější (na povrchu) a vnitřní (v otvoru polotovaru). Typ závitového spojení závisí na profilu závitu.
Existuje pět typů profilů:
- trojúhelníkový;
- obdélníkový;
- lichoběžníkový;
- vytrvalý;
- kolo.
Vlákno může být s jedním a více spuštěním:
- jednozávitové - tvořené jedním závitem se závitem;
- multi-start - vytvořený dvěma nebo více vlákny umístěnými ve stejné vzdálenosti od sebe.
Hlavními ukazateli obou typů závitů jsou stoupání a zdvih. Stoupání závitu - vzdálenost mezi nejbližšími závity a je měřeno podél středové osy zpracovávaného obrobku. Průběh jednoho závitu je mezera uprostřed dvou vrcholů jedné otáčky na pracovní ploše výrobku. Zdvih se rovná součinu stoupání závitu počtem startů.
Řezací nástroj matrice
Zápustka je řezný soustružnický nástroj vyrobený ve formě matice. V něm vyvrtané otvory jsou vyrobeny pro odvod třísek. Nástroj se skládá z řezných prvků umístěných na každé jeho straně a tvořících kužel. Matrice na soustruhu tvoří závit na šroubech, svornících, šroubech a jiných kovových výrobcích.
Nejpoužívanější typy desek:
- metrický;
- vlevo, odjet;
- trubka.
Úkol si můžete usnadnit vytvořením malého zkosení na konci tak, aby se jeho výška shodovala s výškou profilu závitu. Velikost matrice musí odpovídat průměru součásti.
Poté je matrice požadované velikosti upevněna v držáku matrice, upevněném v koníku soustruhu. Rychlost závitování závisí na materiálu pro obrobek: mosazné výrobky se zpracovávají rychlostí cca 15 m/min., litina - 3 m/min., ocelové polotovary - 4 m/min.
Při této rychlosti zpracování se matrice méně opotřebovává.V procesu řezání musí být každé otočení matrice nahrazeno otočením o třetinu kruhu zpět, aby se otvory vyčistily od třísek.
Video: Jak řezat závity na soustruhu
Výběr otázek
- Michail, Lipetsk — Jaké kotouče pro řezání kovů použít?
- Ivan, Moskva — Jaká je GOST válcovaného ocelového plechu?
- Maksim, Tver — Jaké jsou nejlepší regály pro skladování válcovaných kovových výrobků?
- Vladimir, Novosibirsk — Co znamená ultrazvukové zpracování kovů bez použití abrazivních látek?
- Valery, Moskva — Jak vykovat nůž z ložiska vlastníma rukama?
- Stanislav, Voroněž — Jaké zařízení se používá pro výrobu vzduchovodů z pozinkované oceli?
Základy vláken
Když jsou plynová potrubí připojena k vodovodnímu systému, válcované nebo řezané trubkové závity jsou válcované. Koncové části trubek jsou kombinovány se speciálními prvky. Poslední 2 kadeře válcové nitě se nazývají běh. Posuv umožňuje upevnění spojovacího prvku na trubkovém produktu. Tím je zajištěno utěsnění spoje s těsněním.
Chcete-li odpojit připojené například topné trubky bez řezání, musíte použít tah. Obsahuje pojistnou matici, spojovací prvek, dlouhý závit. Má takovou délku, aby bylo možné snadno navinout spojovací díl, kontramatici.
Za účelem úspory materiálu se v zásobování plynem a dalších komplexech používají výrobky s tenkými stěnami. Jsou namotané. Tloušťka stěn by měla být větší než při vytváření závitu na vodovodním potrubí.

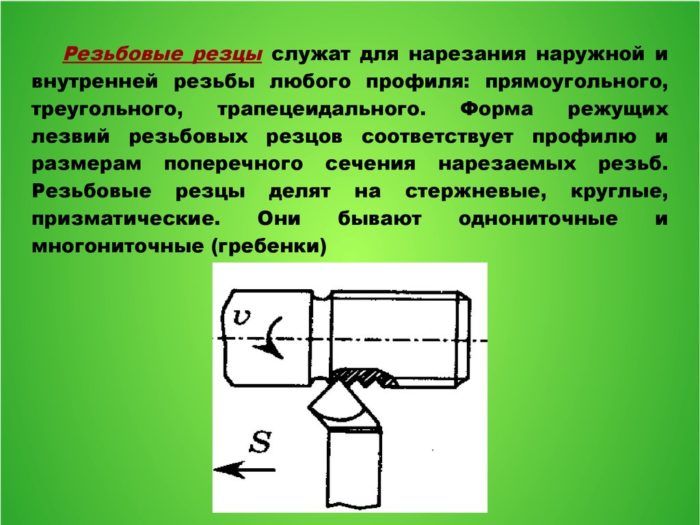
Technika řezání na kovové části
Šroubovitá plocha tvořená frézou se nazývá závit. Zajišťuje důležité úkoly - s jeho pomocí se mohou prvky dílů vzájemně pohybovat, kloubovat nebo výrazně těsnit spoje v různých mechanických zařízeních.
Abyste pochopili, jak řezat závity na soustruhu, musíte sledovat proces řezání závitů - je to docela jednoduché a srozumitelné. Fréza je upevněna v podpěře soustruhu. Pohybuje se rovnoměrně podél osy rotující části. Špičatá špička nástroje vyřízne spirálovou čáru na povrchu součásti.
Pro správnou instalaci a vedení řezného nástroje se používá speciální šablona, která se umístí nad polotovar. Fréza je umístěna podél středové linie stroje. Podle výsledné mezery se určí, jak přesně je závitování provedeno.
Řezání má své vlastní vlastnosti:
- proces tvorby závitu má některé rysy;
- materiál, ze kterého je díl vyroben, nastavuje úhel čela frézy;
- hodnota úhlu závisí na viskozitě, tvrdosti a křehkosti kovu;
- roviny frézy na zadních bočních rozích by se neměly otírat o řezané drážky;
- vnitřní závity jsou řezány v již vyvrtaných nebo vyvrtaných otvorech.
Pro každý zpracovávaný materiál jsou navrženy určité nástroje pro obrábění kovů. Pro ocelové polotovary se používají frézy, jejichž desky jsou vyrobeny z tvrdých slitin T15K6, T14K8, T15K6, T30K4. Pro litinové polotovary se používají řezné nástroje s tvrdokovovými břitovými destičkami VK4, V2K, VK6M, VK3M.
závitování závitníkem jak stříhat nitě ručně
Jak řezat závity pomocí navlékacího zařízení bylo popsáno dříve. Navlékací zařízení se od závitníku značně liší, ale princip řezání závitů u obou nástrojů zůstává stejný.
Závitník je kovoobráběcí a soustružnický nástroj, svým tvarem poněkud připomínající dlouhou tyč. Uvnitř této tyče jsou řezné prvky, pomocí kterých se nit ručně odřezává.

Závitník může být použit pro více než jen řezání nových závitů. Pomocí tohoto nástroje můžete vlákno také obnovit a udělat z něj „nové“.
Podle principu činnosti jsou kohoutky ruční a strojní. Strojní závitníky jsou upevněny na soustruhu a závitování probíhá v automatickém režimu.
Jak vybrat typ kohoutku?
Pro ruční navlékání musíte nejprve vybrat správný typ závitníku. Výběr závitníku pro závitování závisí především na:
- stoupání závitu;
- profil;
- Formy závitového spojení;
- Tolerance;
Volbu konkrétního závitníku navíc ovlivňuje i materiál výroby dílů, na kterých se bude řezat závit. Hlavní volba závitníku závisí především na průměru řezaného závitu.
Navlékání závitníku závitníkem ručně
Navlékání závitníku probíhá následovně. Díl, který má být závitován, je upevněn ve svěráku nebo jiném zařízení. Hlavní věc je, že část je bezpečně upevněna v zařízení, protože při navlékání závitem budete muset vynaložit velké úsilí.

Poté se do dílu vyvrtá otvor pro závitování závitníkem, podle typu závitu - slepý nebo průchozí. Průměr vyvrtaného otvoru by měl být o něco menší než průměr řezných prvků závitníku.
Nezapomeňte zkosit horní hranu otvoru pro závit. Poté se odebere kohoutek a nainstaluje se do vyvrtaného otvoru, který by měl být umístěn ve svěráku se zkosením nahoru.
Navlékání závitníku závitníkem se provádí ve směru hodinových ručiček, po celou dobu, zatlačením závitníku do otvoru. Závitník je nutné stisknout hladce, bez zbytečných trhnutí, postupně jím otáčet, dokud nezískáte čistý a rovnoměrný závit.

Po několika otáčkách kohoutku ve směru hodinových ručiček se kohoutek vrátí zpět v opačném směru, čímž se zbaví nahromaděných kovových třísek.
Při řezání závitů je nutné závitník včas zchladit, jinak může dojít k snadnému poškození nástroje. Pokud se řeže hliníkový závit, tak se závitník chladí petrolejem, pokud se řeže závit na měděném dílu, pak terpentýnem, při řezání ocelového závitu je nejlepší závitník chladit emulzí.
Typy a vlastnosti fréz
Soustružnický nástroj na kov se skládá z držáku a pracovní hlavy. Kvalita zpracování dílů přímo závisí na těchto prvcích. Držák má obdélníkový nebo čtvercový průřez. S jeho pomocí je fréza upevněna na soustruhu.
Pracovní hlava zpracovává detaily. Skládá se z různých řezných rovin a hran. Úhel ostření hlavy je určen materiálem, ze kterého je díl vyroben.
Vnější a vnitřní závity jsou řezány různými typy závitořezů.
 Řezačky závitů
Řezačky závitů
Nejpoužívanější z nich:
- tyč;
- hranolový;
- kolo.
Tyčové frézy se skládají z tyče s pracovní hlavou. Tyto typy se dodávají v různých profilech. Nejodolnější proti opotřebení jsou frézy, na které jsou připájeny pracovní hrany z tvrdé slitiny. Nepotřebují časté otáčení, protože zůstávají dlouho ostré.
Prizmatické frézy slouží k opracování pouze vnější strany polotovaru. Jejich výhodou oproti tyčím je schopnost zpracovávat velké plochy. Měly by se ale ostřit častěji.
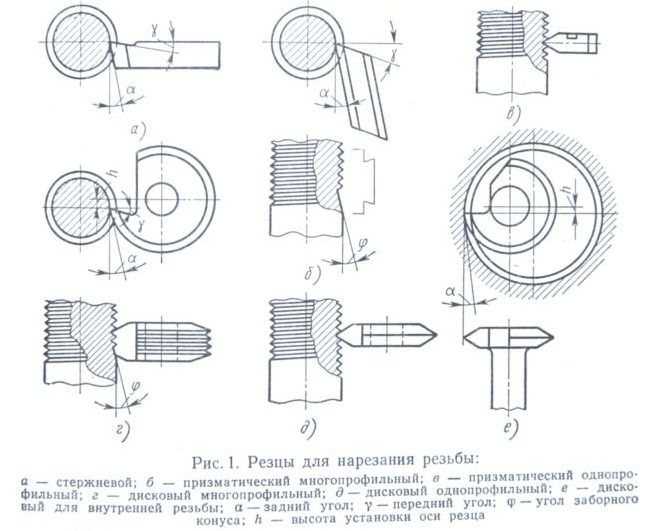
Kulaté frézy se používají v procesu řezání vnitřních a vnějších závitů. Tyto nástroje se velmi snadno používají, jejich oblast použití je poměrně široká. Kulaté frézy umožňují vícenásobné přebroušení.
 Závitové frézy kulaté
Závitové frézy kulaté
Podle konstrukčních rozdílů jsou nástroje pro řezání kovů rozděleny do několika typů:
- rovný;
- zakřivený;
- ohnutý;
- nakreslený.
Vrchol každého závitového nástroje je zaoblená hlava nebo zkosení. Profil závitu je tvořen frézou správné konfigurace. Řeznými nástroji zahnutého tvaru se na povrchu polotovaru vyřeže závitový závit.
Přímé frézy se zde používají jen zřídka.Závit uvnitř dílu je vyroben zakřivenými frézami, někdy rovnými, upevněnými ve speciálním držáku.
Řezačky jsou rozděleny do kategorií:
- vyrobeno z vysokorychlostní legované oceli;
- s deskami z tvrdé slitiny připájenými k pracovnímu prvku;
- řezné nástavce s výměnnými víceplošnými destičkami upevněnými na hlavě.
Ve směru závitu šroubu se nástroje rozlišují na pravé a levé. Při práci jde první posuv zleva doprava, druhý - posuv jde doleva. Častěji se používají ty správné.
Nit odstřihneme raznicí
Zvláštnosti
Závitování bylo vynalezeno před dvěma stoletími, když se v Británii poprvé objevil šroubový soustruh. Vynálezce G. Maudsley objevil způsob nanášení přesných závitů a vynalezl zařízení na jeho měření (mikrometr) s přesností 0,0001 palce.

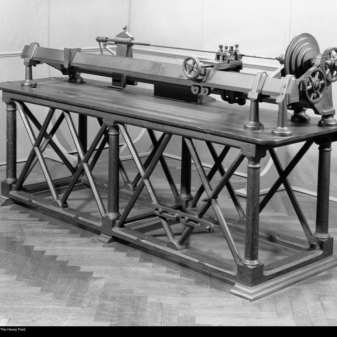
Přibližně ve stejné době vytvořil strojní inženýr D. Whitworth první profil závitu šroubu a navrhl systém jeho standardů. Od té doby nese vynález jeho jméno – Whitworth carving. Tvořila základ pro různé národní normy.

Hlavním znakem závitování je, že nástroj pro jeho realizaci musí být vyroben z materiálu o větší tvrdosti, než má řezaný prvek a pro výrobu tohoto nástroje je zase třeba použít provedení s ještě tvrdšími prvky ve složení.
V dnešní době existuje nespočet možností, jak navléci dýmku.
Důležité je pouze vybrat ten, který je potřeba. Dobrý výsledek je zaručen, pokud jsou při provádění práce použity vysoce kvalitní materiály a nástroje, jsou dodržovány pokyny a technologie řezání
Při řezání závitů je nejlepší použít kvalitní nástroj, protože levná varianta pravděpodobně nebude trvat dlouho.

Nyní je většina potrubních systémů vyrobena z plastu. Často je nutné upevnit konstrukce pomocí spojovacích prvků z plastu a kovu. V domácí sféře jsou takové spojovací prvky poměrně běžným řešením, nazývají se kombinované. V moderních komunikačních systémech se tradičně používá jeden z typů plastových nebo kovových trubek. V některých případech je však vhodné použít kombinaci vzorů.


Trubky do průměru 40 mm se spojují závitovou metodou. Přírubové spoje se používají pro trubky větších průměrů, kde není možné dotáhnout závit.

Spojení polypropylenové trubky s kovovou trubkou se provádí pomocí tvarovek, které jsou k tomu speciálně určeny. Jsou to spoje, jejichž jedna strana má kovový závit a druhá má plastovou objímku. Vícenásobná kombinovaná spojení jsou provedena pomocí speciálních komplexních armatur.
