Jak ohýbat armaturu, plech atd. bez speciálního nástroje
Pokud jste již zahájili generální opravu vlastníma rukama, bez ohledu na to, kde se provádí: doma nebo v bytě, musíte být připraveni na mnoho testů.
Zejména může nastat řada problémů, které je velmi obtížné vyřešit bez patřičných zkušeností a speciálního vybavení. Například ne každý ví, jak ohýbat plech, výztuž, profil, roh atd. při dosažení dobrých výsledků. V tomto článku se pokusíme odpovědět na „neflexibilní“ otázky, přičemž si vystačíme s minimálním množstvím nástrojů.
Jak ohýbat plech, zinkování, profil
Velmi často je při montáži kovových konstrukcí nutné nejen řezat ocelové plechy, ale také jim dát zakřivený tvar.
Můžete to udělat doma, aniž byste utráceli peníze za služby třetích stran. Jak například ohnout plech? K tomu potřebujeme dřevěné nebo gumové kladivo, kleště, stůl.
Pokud se očekává zakřivení 90 stupňů, pak by tato sada nástrojů měla stačit. List jednoduše visí na okraji stolu, načež se dosáhne požadovaného zakřivení rovnoměrným poklepáním v oblasti ohybu.
Jak ohýbat trubku bez předehřívání
Profilovou trubku je možné ohýbat sami, bez předehřívání, s výplní i bez ní. Nevyžadujte plnění pískovými nebo kalafunovými trubkami, jejichž výška profilu nepřesahuje 10 mm.
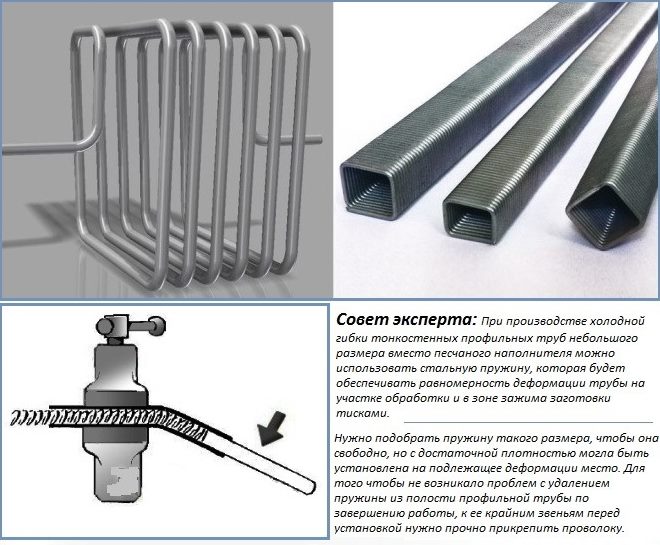
Existuje další technika, která zahrnuje použití pružiny s hustou spirálou namísto výplně, která je vložena do vnitřní dutiny profesionální trubky a chrání stěny produktu před deformací, stejně jako před nadměrnými změnami jejich tloušťky. během procesu ohýbání.

Konstrukce elementární ohýbačky trubek je jednoduchá a cenově dostupná pro vlastní výrobu.
Pro ty, kteří potřebují ohýbat profilové trubky vlastníma rukama, aniž by je nejprve zahřívali, můžete použít školicí video a následující jednoduchá doporučení.
- Požadovaný ohyb na profilových trubkách je možné získat pomocí nejjednodušších zařízení - svěráku, trnů, ohýbacích desek.
- U výrobků s kulatým profilem můžete použít ruční ohýbačku trubek. U tohoto zařízení je nutné předělat pracovní válečky, jejichž tvar vybrání musí odpovídat profilu trubky.
- Nejefektivněji a nejpřesněji ohýbáte trubky pomocí válcovacího stroje, který si můžete zakoupit nebo vyrobit sami.
Jaká je složitost ohýbání profilu
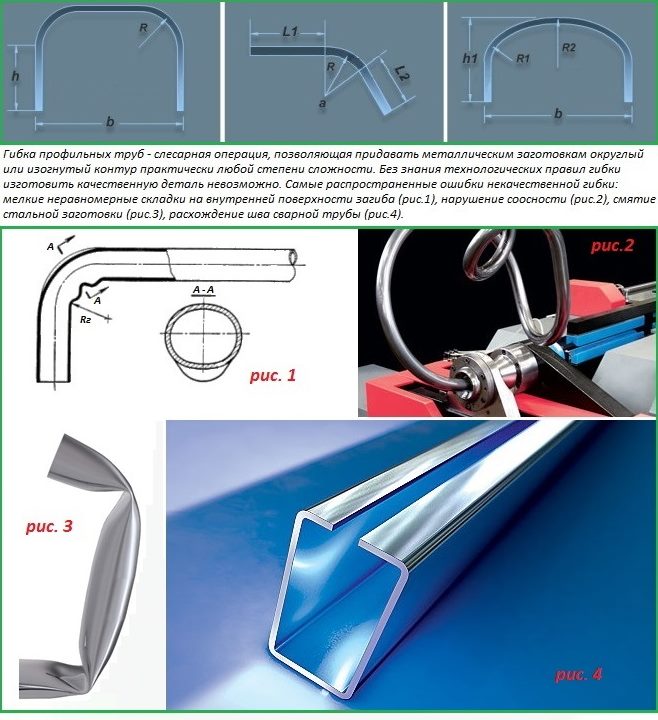
Podstatou ohýbání válcovaného kovu, bez ohledu na tvar jeho profilu, je to, že profilové trubky mají částečný nebo úplný ohyb. Taková technologická operace se provádí dvěma způsoby: působením na ohýbanou trubku pouze tlakem nebo dodatečným ohřevem části trubky, v jejíž oblasti se ohyb provádí. Při ohýbání působí na kovovou trubku současně dvě síly:
- tlaková síla (z vnitřní strany ohybu);
- tažná síla (z vnější části ohýbaného úseku).
Právě dopad takových vícesměrných sil způsobuje potíže charakteristické pro proces ohýbání jakýchkoli profilových trubek.
- Segmenty materiálu trubky, které během procesu ohýbání mění svůj tvar, mohou ztratit souosost svého umístění, což vede k tomu, že jednotlivé sekce trubky budou umístěny v různých rovinách;
- Stěna trubky, která se nachází na vnější straně ohybu a je vystavena tahu, nemusí vydržet zatížení a prasknout.
- Vnitřní stěna trubky, vystavená tlaku, se může pokrýt záhyby, které připomínají zvlnění.
Technické vlastnosti profilových trubek
Aby se tomu zabránilo, je nutné vzít v úvahu nejen vlastnosti materiálu potrubí, ale také jeho geometrické parametry - rozměry průřezu, tloušťku stěny, poloměr, na který je nutné se ohýbat. Znalost výše uvedeného vám umožní vybrat vhodnou technologii a správně ohýbat vlnitou trubku, aniž byste ji rozdrtili a aniž byste získali vlnitý povrch.
Průmyslové metody ohýbání za studena

V závislosti na průměru prvku a množství práce lze použít ruční nářadí (ohýbačky trubek) nebo zařízení s elektromechanickým pohonem.
Hlavní průmyslové metody ohýbání za studena jsou:
- Způsob navíjení. Tato technika umožňuje ohýbat trubku o průřezu v rozmezí 1,0-4,26 cm v různých rovinách. Pro zachování tvaru sekce se používají kompozitové nebo tyčové trny - kalibrační zátky.
- S obratem. Tato metoda je vhodná pro ohýbání trubkových prvků o průměru nejvýše 15 cm.V tomto případě by tloušťka stěny měla být působivá. Podstata metody: odvalovací válec se pohybuje kolem statického ohýbacího válečku dané velikosti. Lisuje trubku a ohýbá ji.
- Váleček. Tato metoda umožňuje ohýbat obrobek ve spirále nebo prstenci. Na válečcích se prvek pohybuje válečky a získává zakřivení určené polohou válečků.
- Výkres. Metoda je vhodná pro ohýbání tenkostěnných bezešvých výrobků. Pro ohýbání je šablona vyrobena z trubkového prvku o větším průměru. Poté se šablona navlékne do matrice a upevní se svorkou. Díky rotaci šablony je obrobek tažen skrz matrici a ohýbán.
- Protahováním. Tato technika minimalizuje riziko deformace kovu. K tomu je obrobek upevněn na okrajích, natažen a současně ohnut pomocí ohýbací šablony.
- Na podpěrách. Obvykle se používají dvě podpěry, na které je obrobek umístěn. Když se podpěra ohýbá, otáčí se kolem své osy. Šablona je připojena k tyči zvedáku tak, aby síla působila ve středu obrobku. Metoda je vhodná pro ohýbání trubkových výrobků do průměru 35,1 cm Zařízení umožňuje ohýbání přímo na stavbě.
- S hydrostatickým tlakem uvnitř. K tomu se do trubkového prvku vstřikuje kapalina. Na koncích jsou instalovány zátky. Vlivem vzniklých pnutí se kov dostává do téměř plastického stavu. Poté se na místo ohybu přivede šablona a obrobek se ohne.
- S tlačením. Metoda je vhodná pro ohýbání prvků o průměru tři palce. Obrobek je protlačován pevnou a pohyblivou matricí. Vzhledem k vzájemnému posunutí matric je možné upravit zakřivení ohybu. Pomocí této techniky lze jeden obrobek ohnout několikrát v různých rovinách.
Pokud jde o použití trnů, nejjednodušší zátkou pro trubky s průřezem ne větším než 3,2 cm může být ocelové lanko. Jeden konec tohoto kabelu je upevněn v rukojeti. Druhý konec je připojen k drátu pro provedení vtažení do lumenu. V tomto případě by měl být průměr kalibrační zátky o něco menší než průřez trubkového výrobku - asi o 0,1-0,5 mm.
Při použití kalibračních zátek může dojít k nežádoucím škrábancům a zářezům na vnitřním povrchu obrobku. To se obvykle stává při ohýbání výrobků z nerezové oceli. Abyste se chránili před takovými nežádoucími důsledky, musíte zvolit správný korkový materiál, použít mazivo a důkladně vyčistit povrch.
Funkce ohýbání trubek

Všechny způsoby ohýbání obrobků lze rozdělit na ruční a mechanické, jakož i za tepla a za studena.Někdy je proces ohýbání doprovázen nežádoucími důsledky pro trubkový výrobek, které mají významný vliv na následnou činnost prvku. Míra projevu těchto důsledků závisí na materiálu, ze kterého je trubka vyrobena, jejím průměru, poloměru ohybu a také na způsobu, jakým byl postup ohýbání proveden.
Negativní důsledky ohýbání zahrnují následující body:
- Snížení tloušťky stěny obrobku umístěného podél vnějšího poloměru ohybu.
- Tvorba záhybů a záhybů na stěně, která se nachází podél vnitřního poloměru ohybu.
- Změna konfigurace řezu (zmenšení velikosti lumenu a jeho tvaru - ovalizace).
- Změna poloměru ohybu vlivem pružinového účinku materiálu.
Nejčastější nevýhodou ohýbání je změna konfigurace průřezu a tloušťky stěny. Vlivem napětí kovu se vnější stěna v ohybu ztenčuje, zatímco vnitřní stěna naopak tloustne. To má za následek znatelné zeslabení trubkového prvku. Tento jev je nebezpečný protržením vnější stěny potrubí, protože právě ona je vystavena většímu tlaku dopravovaného média.
Ovalizace také výrazně oslabuje obrobek. Tento jev je zvláště nebezpečný při ohýbání potrubí určeného k přepravě látky za podmínek pulzujícího zatížení. Pokud jsou takové prvky použity jako stavební konstrukce, pak ovalizace ovlivní vzhled prvku. Proto se v procesu ohýbání snaží takové jevy co nejvíce minimalizovat.
Pokud se na vnitřní stěně vytvoří záhyby kvůli ztluštění materiálu, bude to mít za následek nejen zmenšení průřezu, ale také vytvoří odpor vůči pohybujícímu se proudění. To zase zvyšuje pravděpodobnost koroze. Kromě toho se sníží únosnost konstrukčního trubkového prvku.
Nástroje pro ohýbání trubek
Otázka, jak ohýbat trubku bez ohýbačky trubek, nezpůsobí potíže, pokud k provedení této operace použijete nejjednodušší zařízení. Ohýbání trubek za studena můžete provádět pomocí následujících zařízení.
- V případech, kdy je potřeba ohýbat měkkou (hliníkovou) nebo ocelovou trubku s výškou profilu ne větší než 10 mm, používá se vodorovná deska s otvory, do které se vkládají zarážky - kovové čepy. Pomocí těchto čepů jsou výrobky ohýbány podle požadovaných parametrů. Tato metoda má dvě vážné nevýhody: nízkou přesnost ohýbání a také skutečnost, že při jejím použití je nutné vynaložit značné fyzické úsilí.
- Výrobky s výškou profilu 25 mm se nejlépe ohýbají pomocí válečkových přípravků. Trubka je bezpečně upevněna ve svěráku a na tu část, kterou je třeba ohnout, je aplikována síla pomocí speciálního válečku. Toto zařízení vám umožní získat lepší ohyb, ale také vyžaduje vynaložení fyzické námahy.

Možnost, jak se říká, ve spěchu. Dlouhá páka tohoto extrémně jednoduchého zařízení vám umožní vyrovnat se s poměrně tlustými trubkami.
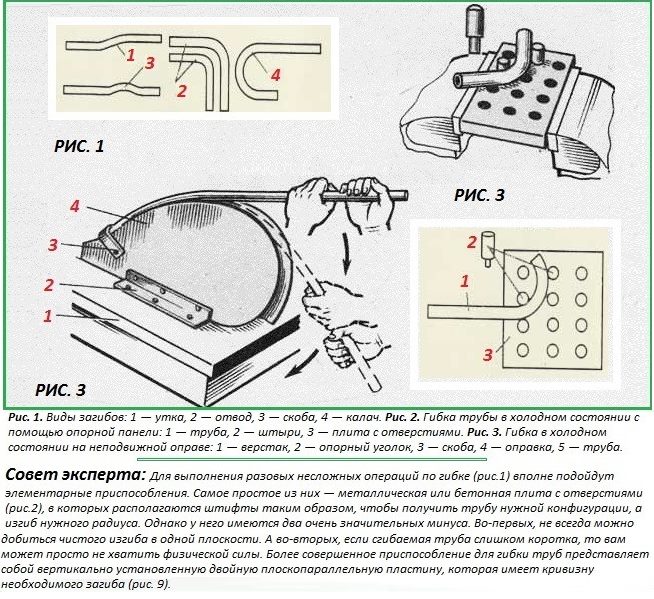
Elementární zařízení pomohou provést jednorázový ohyb potrubí
Pro vytvoření ohybu s velkým poloměrem zakřivení na ocelových nebo hliníkových vlnitých trubkách se používají pevné zaoblené šablony, na které jsou namontovány speciální svorky pro upevnění produktu. Na takovém zařízení se trubka také ohýbá ručně, a to silou v drážce šablony, jejíž tvar přesně odpovídá požadovanému poloměru ohybu.

K výrobě ohýbací šablony vám postačí překližka a kovové sponky
ohýbací deska
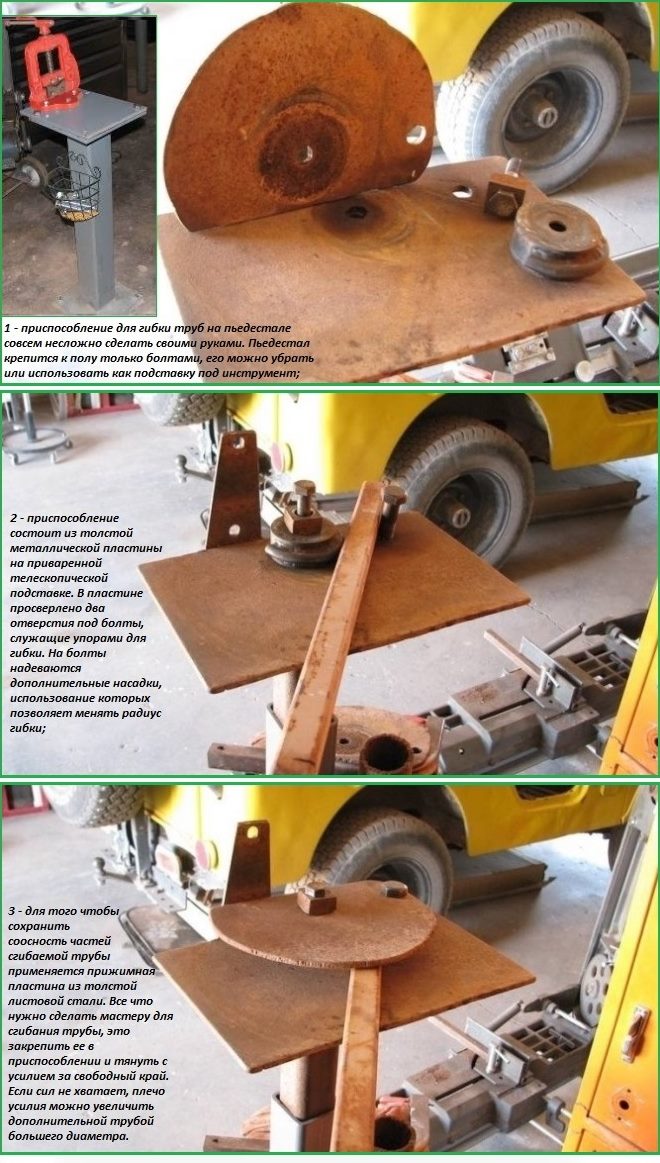
Chcete-li doma efektivně ohýbat ocelové nebo hliníkové trubky, můžete si podle následujících pokynů vyrobit vylepšenou ohýbací desku.
- Roli takové desky hraje panel, který je vyříznut z plechu velké tloušťky.
- Takto vyrobený panel je přivařen ke stojanu, který je instalován na speciálním podstavci.
- V panelu jsou vyvrtány dva otvory potřebné pro instalaci šroubů, které slouží jako dorazy pro profilovou trubku.
- Na jednom z dorazových šroubů je instalována speciální tryska, pomocí které se nastavuje poloměr ohybu.
- Aby bylo zajištěno vyrovnání částí potrubí přiléhajících k ohybu, je nad obrobek umístěna kovová deska upevněná šrouby.
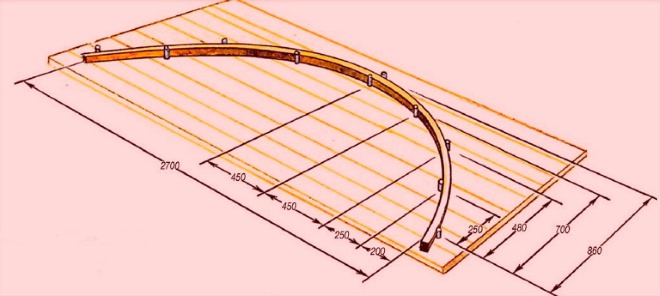
Schéma stojanu pro ohýbání profilových trubek
Princip výroby jednoduchého domácího ohýbacího zařízení
Ohýbání trnu
Pro ohýbání profilových trubek doma, jejichž výška stěny nepřesahuje 25 mm, lze vyrobit speciální trn. Pro tyto účely je lepší použít celkový pracovní stůl, na jehož povrchu bude pro takové zařízení dostatek místa. Pro výběr optimálního umístění prvku, který fixuje ohebnou trubku, jsou často umístěny otvory na jednom konci pracovního stolu. Za zajištění požadovaného poloměru ohybu vlnité trubky je zodpovědná speciální šablona, která může být vyrobena ze silné překližky nebo kovového rohu, pokud ji budete často používat.

Ohýbání profilové trubky s trnem
Aplikace ohýbání profilu
Samozřejmě, pokud máte značné množství práce na ohýbání profilových trubek, je lepší pro to vyrobit speciální stroj, jehož výkresy lze snadno najít na internetu. Tento problém zde nebudeme analyzovat, protože je více než podrobně zvažován v článcích na níže uvedených odkazech.

Jedna z mnoha možností pro domácí ohýbačku profilů
Bez takového stroje se neobejdete, i když potřebujete ohýbat trubky s velkým profilem. Hlavními pracovními orgány takového stroje, který se vyznačuje širokou všestranností, jsou tři válce, z nichž dva jsou nehybně pevné a změnou polohy třetího se nastavuje poloměr ohybu výrobku. Jako pohon pro takové zařízení se používá řetězový pohon a rukojeť, kterou otáčí obsluha.
Oválná ochrana

Hlavní metody ohýbání pozinkované trubky za studena poskytují opatření, která vám umožní ohýbat obrobek a co nejvíce zachovat tvar jeho průřezu. To se obvykle provádí jedním ze dvou způsobů:
- Použití opatření pro zachování tvaru sekce zevnitř (použití vnitřního omezovače).
- Použití vnější zarážky, aby se zabránilo roztažení bočních stěn.
Tuhé materiály jako plnivo si lépe zachovávají svůj tvar, proto se častěji používají. Ale díky použití elastických plniv dochází k menšímu natahování vnějšího povrchu ohybu.
Potřeba profilového účetnictví
Do kategorie válcování profilových trubek patří výrobky, které mají různý tvar průřezu - kulatý, čtvercový, oválný nebo plochooválný. Navzdory této rozmanitosti se pro stavbu skleníku nebo baldachýnu používají hlavně obdélníkové nebo. To je způsobeno skutečností, že je mnohem jednodušší namontovat vnější povlak na jejich ploché stěny.
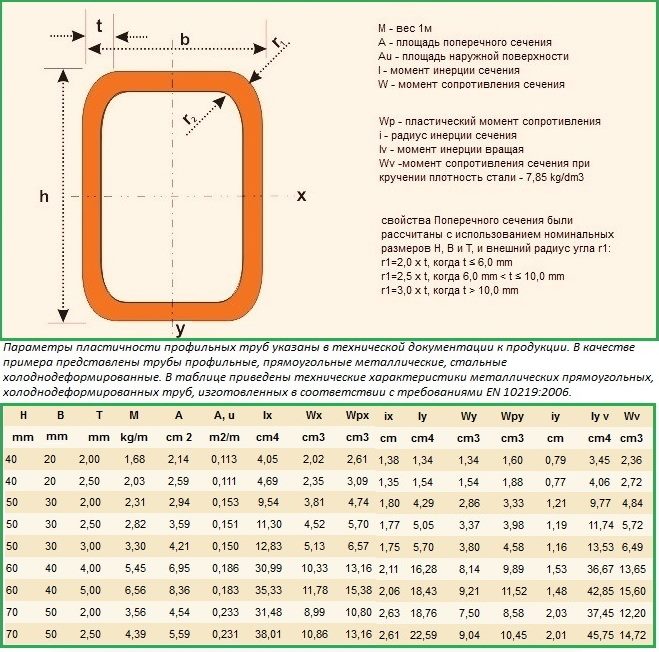
Sortiment moderních profilových trubek je velmi rozmanitý. Jejich geometrické parametry, z nichž hlavní jsou plocha průřezu a tloušťka stěny, určují plastické schopnosti výrobku. Ten charakterizuje takový indikátor jako minimální přípustný poloměr zakřivení. Právě tento parametr umožňuje určit, na jaký minimální poloměr lze trubku ohnout, aby nedošlo k jejímu poškození.
Vyvarujte se běžných chyb, které vedou k poškození obrobků
K určení takového parametru trubky s nebo pravoúhlým profilem jako minimálního poloměru ohybu stačí znát výšku jejího profilu. Pokud se chystáte ohýbat profilovou trubku s průřezem ve tvaru obdélníku nebo čtverce, je třeba dodržovat následující doporučení.
- Trubky, jejichž výška profilu nepřesahuje 20 mm, lze ohýbat v úsecích, jejichž délka přesahuje hodnotu rovnou 2,5xh (h je výška profilu).
- Výrobky, jejichž výška profilu přesahuje 20 mm, lze úspěšně ohýbat v úsecích, jejichž délka odpovídá 3,5xh nebo více.
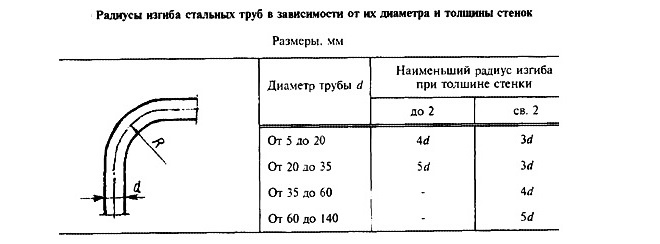
Minimální poloměry ohybu pro ocelové trubky
Taková doporučení budou užitečná pro ty, kteří se chystají ohýbat profilové trubky vlastníma rukama, aby z nich vyrobili regály, přístřešky a různé rámové konstrukce. V tomto případě je však třeba mít na paměti, že na možnost kvalitního ohýbání trubek má vliv i tloušťka jejich stěny. Výrobky s tloušťkou stěny menší než 2 mm by se neměly ohýbat vůbec, a pokud je nutné z nich vytvářet konstrukce, použijte svarové spoje.
Doma je možné ohýbat profesionální trubky, které jsou vyrobeny z uhlíkových nebo nízkolegovaných ocelí, pouze s ohledem na určité nuance. Takové trubky po ohnutí mohou vyskočit a vrátit se do původního stavu, proto je nutné hotové konstrukce znovu osadit podle šablony. Hodnota odpružení je charakterizována takovým parametrem profilových trubek, jako je plastický moment odporu - Wp. Tento parametr je uveden v průvodní dokumentaci (čím je nižší, tím méně budou profesionální trubky při svém ohýbání pružit).
Ohýbačky trubek pro profilové a kruhové výrobky
Ohýbačky trubek pro ocelové a měděné trubky jsou:
- manuál,
- mechanické.
Kromě toho příslušnost k ručnímu nebo mechanickému typu určuje konstrukční vlastnosti ohýbačky trubek a její výkon.
Ruční zařízení
Ruční ohýbačka trubek se skládá z:
- postel,
- dopravník,
- upínací prvek.
Trubka je naložena na dopravník, který se skládá z válečků spojených řetězovým převodem, a je přitlačována horním (nebo spodním) válečkem, který tlačí na odpovídající čelo výrobku. Otáčením rukojeti podávacích válečků je možné posouvat měřený segment přes tlakovou zónu a v důsledku toho ohýbat profilovou trubku nebo podobný kulatý výrobek.
Manuální proces má však své vlastní nuance. Za prvé, profilovou trubku můžete stále ohýbat vlastními rukama, ale abyste dosáhli výsledku, musíte vynaložit značné úsilí. Za druhé, ruční ohýbačky trubek jsou vhodné pro zpracování pouze malých sérií výrobků.
Mechanické zařízení
Mechanické zařízení nás ušetří nutnosti vynakládat síly na ohýbání profilové trubky na požadovaný poloměr. U mechanické ohýbačky trubek totiž dopravník i upínací prvek nepracují ze svalové síly operátora, ale z elektromotoru a hydraulického pohonu.
V tomto případě zůstává schéma provozu zařízení nezměněno. Tzn., že jako v prvním případě naplníme dopravník trubkou, vytvoříme upínací sílu na rovině ohýbaného výrobku (kde je nutné ohnout profilovou trubku ještě dříve, než se měřicí úsek začne pohybovat po dopravník) a zapněte zařízení v síti. V důsledku toho trubka prochází zónou přítlačného válce a mění své zakřivení. Proces ručního a mechanického ohýbání bude podrobněji popsán níže.
Jak ohýbat trubku bez předehřívání
Profilovou trubku je možné ohýbat sami, bez předehřívání, s výplní i bez ní. Nevyžadujte plnění pískovými nebo kalafunovými trubkami, jejichž výška profilu nepřesahuje 10 mm.
Nuance ohýbání tenkostěnných trubek malých rozměrů
Existuje další technika, která zahrnuje použití pružiny s hustou spirálou namísto výplně, která je vložena do vnitřní dutiny profesionální trubky a chrání stěny produktu před deformací, stejně jako před nadměrnými změnami jejich tloušťky. během procesu ohýbání.
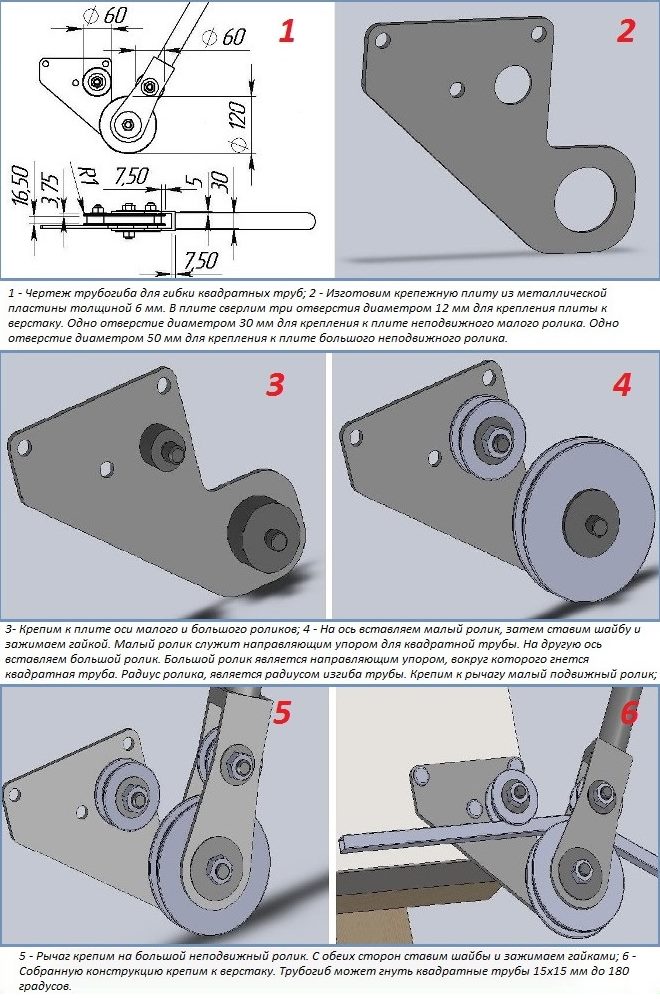
Výkres a detaily mechanické ohýbačky trubek pro profilové trubky
Konstrukce elementární ohýbačky trubek je jednoduchá a cenově dostupná pro vlastní výrobu.
Pro ty, kteří potřebují ohýbat profilové trubky vlastníma rukama, aniž by je nejprve zahřívali, můžete použít školicí video a následující jednoduchá doporučení.
- Požadovaný ohyb na profilových trubkách je možné získat pomocí nejjednodušších zařízení - svěráku, trnů, ohýbacích desek.
- Lze použít pro výrobky s kulatým profilem.U tohoto zařízení je nutné předělat pracovní válečky, jejichž tvar vybrání musí odpovídat profilu trubky.
- Nejefektivněji a nejpřesněji můžete ohýbat trubky, s jejichž pomocí si je můžete zakoupit nebo vyrobit sami.
Jak ohýbat plech rovně
Pokud je obrobek relativně malý, můžete použít svěrák, ve kterém můžete pomocí dvou ovinovacích tyčí pevně upevnit plech a teprve poté jej ohnout kladivem. V případě potřeby lze místo ohybu ohřát plynovým hořákem, ale tato metoda není použitelná pro pozinkované výrobky!
ohýbání plechu
Pokud mluvíme o tenkém plechu, pak lze postup ohýbání výrazně zjednodušit.
K tomu je v místě ohybu kov „poškrábán“ (používáme pravítko nebo kovové pravítko jako frézu - špičatý kus pilového listu na kov). Kov nařezaný na polovinu tloušťky se následně snadno ohne podél naznačené linie. Dá se říci, že jsme téměř přišli na to, jak ohýbat plech.
Pozinkované ohýbáme
Jak ohýbat pozink?
Může to být buď pozinkovaný plech, nebo hotový výrobek, například profil. Plech se ohýbá stejně jako při ohýbání jakéhokoli jiného plechu. Jak ohýbat profil? Budete se s ním muset vypořádat. Chcete-li získat velký poloměr zakřivení čtvercového nebo obdélníkového profilu, můžete použít následující metodu: profil pevně naplníme jemným pískem, oba otvory ucpeme dřevěnými kolíky a teprve poté jej jemně poklepeme paličkou a ohneme .
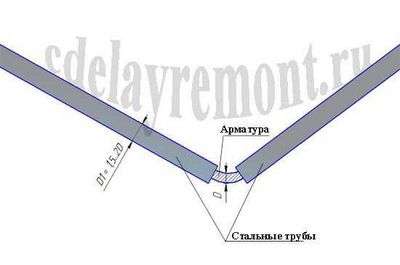
Pro ohýbání profilu ve tvaru U (to v zásadě platí i pro získání plechů zakřiveného tvaru) je nutné dodatečně použít tvar předmětu, jehož zakřivení odpovídá hotovému dílu. Pro usnadnění procesu ohýbání lze v profilu vyříznout trojúhelníkové prvky.
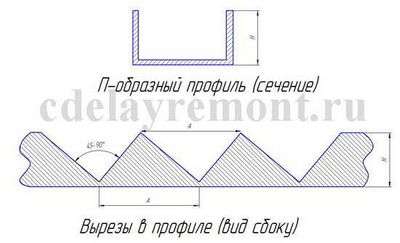
Poté se ohýbaný výrobek „obalí“ kolem předmětu rovnoměrným poklepáním kladivem.
Důležité! Aby byl záhyb co nejrovnoměrnější a správný, údery kladivem by měly být lehké a ležet co nejblíže k sobě. Jak snadněji ohýbat pozink? Pomocí brusky uděláme jeden nebo dva řezy v oblasti ohybu (tím se konstrukce dočasně zeslabí), ohneme výrobek a poté ohyb svaříme
Tento přístup je důležité použít při ohýbání profilových trubek a výrobků složitého kovového tvaru. Pamatujte, že pro zjednodušení zakřivení není možné pozinkovanou ocel zahřívat!
Možná jeden z nejtěžších úkolů, kterým čelí lidé, kteří přemýšlejí o tom, jak ohnout roh. Chcete-li získat pevný produkt, budete se muset potit, rovnoměrně a pomalu poklepávat na povrch rohu a postupně jej vyklenout.
Doporučuje se použít plynový hořák, který dokáže ohyb zahřát. Můžete to udělat jednodušeji - použijte brusku jako ve výše popsaném případě s pozinkovaným výrobkem. Je ještě jednodušší koupit již zakřivený produkt, pak otázka „jak ohnout roh“ zmizí sama.
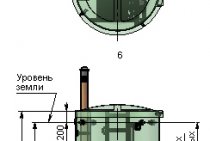
Jak ohýbat armaturu
Doma je docela možné ohýbat výztuž, ale hodně záleží na vašich fyzických údajích a průměru kovové tyče.
Jak ohýbat armaturu? K tomu potřebujeme dva kusy ocelových trubek, jejichž průměr je větší než průměr ohýbané tyče. Čím delší je délka takových trubek, tím snazší bude ohnutí výztuže (získání pevnosti díky pákovému efektu). Vše, co je potřeba udělat, aby se výztuha ohnula, je vložit ji do dvou trubek a jednu trubku upevnit (stlačit nohou nebo ji položit mezi sloupky), druhou ovládat jako páku a dát vyztuží požadované zakřivení.
To je vše!
Ohýbání kovů pomocí flexibilních nástrojů
Lisováním linky se pomocí šepotu pohybuje po nakreslené čáře, takže výřezy dosahují přibližně poloviny tloušťky plechu. Složený list by měl být umístěn na kovadlinu nebo jakýkoli jiný těžký a plochý kus kovu.
K vytvoření křivky řezaného kovu potřebujete kovový roh.
Přeložte list pod úhlem, zajistěte jej v sáčku nebo jej položte na okraj plochy v pravém úhlu tak, aby drážka byla na okraji plochá a nadále se zakřivovala a pomáhala kladivu.
Čím je žlab hlubší, tím snáze se list otočí. Pro usnadnění tohoto procesu vám doporučujeme vyhledat pomoc od někoho.
Zahrnuje:
- přítel
- poměrně
- někoho, koho znáte
- kolega.
Jak získat kovový prsten?
Když je plech potažený, není pod úhlem, ale v prstenci, můžete to udělat poklepáním na povrch plechu kladivem. Použijte čáry na čisté čáry rovnoběžné s čarami.
V důsledku nárazů bude plech stále více měnit svůj tvar a více se zaměřovat na okraje plechu, protože poloměr kruhu musí být ve všech směrech stejný.
Po dokončení ohybu se okraje listů dokončí až do konce, můžete je spojit nýtem nebo pivem. Po dokončení této operace otřete tvar výsledného prstence.