kategorie OD
Kovové trubky se vyrábí s vnějším průměrem od 10 mm do 1420 mm. Podle hodnoty tohoto parametru jsou konvenčně rozděleny do tří kategorií:
1. S vnějším průměrem od 10 mm do 108 mm jsou trubky klasifikovány jako výrobky s malým průměrem. Používají se pro pokládku vodovodních systémů v bytových domech a soukromých domech;
2. S indikátorem od 114 mm do 530 mm - do potrubí se středním průměrem. Používají se v systémech sběru ropy a při výstavbě městských vodovodů;
3. S vnějším rozměrem 530 mm až 1420 mm - na trubky s velkým průměrem. Používají se při pokládání hlavních ropovodů a plynovodů.
Jaké jsou GOST pro ocelové trubky
Seznam technických ukazatelů jakéhokoli typu ocelové trubky přímo závisí na tom, která výrobní metoda byla použita. To vše je určeno pomocí GOST, jejichž znalost přinejmenším umožní vzít v úvahu doporučení pro provoz určitého typu potrubí.
V současné době se nejčastěji používají následující regulační dokumenty pro výrobu ocelových trubek:
GOST 30732-2006. Byl přijat v roce 2006: jeho ustanovení se týkají trubek a tvarovek vyrobených z oceli potažené tepelně izolační vrstvou.
Ocelové výrobky, kde je použita tepelná izolace z polyuretanové pěny a polyetylenový plášť, případně ochranný ocelový nátěr, se používají v případech, kdy je nutné pokládat podzemní topné sítě. Teplota chladicí kapaliny by neměla přesáhnout 140 stupňů (zvýšení na 150 stupňů je povoleno pouze krátkodobě). V tomto případě by tlak v systému neměl překročit 1,6 MPa GOST 2591-2006 (88).
GOST, určený pro ocel válcovanou za tepla, byl přijat v roce 2006, ačkoli některé zdroje umožňují použití starého GOST - 2591-81. Dokument obsahuje informace o čtvercových ocelových výrobcích, pro jejichž výrobu byla použita metoda "za tepla". Tato GOST platí pro všechny výrobky s velikostí stran od 6 do 200 mm.
Větší čtvercové trubky se vyrábějí, pokud výrobce a zákazník sepíší samostatnou smlouvu GOST 9567-75. Stanovuje přesné trubky vyrobené z oceli, pro které je výroba vysoce přesná. Rozlišují se přesné trubky tvářené za studena a válcované za tepla pozinkované nebo chromované.
Strojírenský průmysl zvláště potřebuje výrobky této zvýšené GOST.Gost 52079-2003. Tento dokument specifikuje normy pro podélně svařované a spirálově svařované trubky z oceli o průměru 114 - 1420 mm. Z těchto celkových produktů jsou vybaveny hlavní plynovody, potrubí, kterými se přepravuje ropa a ropné produkty.
GOST 52079-2003 uvádí, že těmito trubkami lze přenášet pouze produkty, které nemají korozivní aktivitu. Pomocí ocelových trubek o velkých průměrech je možné dopravovat látky o tlaku až 9,8 MPa. Pro prostředí je nastavena minimální teplota -60 stupňů.
Zároveň je důležité vědět, že oficiálně již neplatí GOST 52079-2003: od 1. ledna 2015 je v platnosti nový GOST 31447-2012.GOST 12336-66. Jeho ustanovení platí pro uzavřené výrobky profilového typu s průřezem ve tvaru čtverce nebo obdélníku.
Počínaje 1. lednem 1981 byly pravomoci GOST 12336-66 převedeny na TU 14-2-361-79, ale význam jeho ustanovení nebyl dodnes ztracen. GOST 10705-91 (80).
Obsahuje výčet technických podmínek, za kterých se vyrábí podélně svařované ocelové trubky o průměru 10 až 630 mm. Pro výrobu trubek podle této GOST se používá uhlíková nebo nízkolegovaná ocel. Tyto produkty se používají v mnoha oblastech, ale prioritou je potrubí pro čerpání vody.
Ustanovení normy neplatí pro ocelové trubky, ze kterých jsou vyrobeny elektrické ohřívače GOST 10706 76 (91). Týká se elektricky svařovaných ocelových trubek podélného typu, které mají obecný účel. Jak vyplývá z tohoto dokumentu, průměr tohoto výrobku je v rozmezí od 426 do 1620 mm. GOST 10707 80.
Zde jsou normy, podle kterých se vyrábí elektricky svařované trubky tvarované za studena, které mají různou míru přesnosti: běžnou, zvýšenou a přesnou. Průměr výrobků určených pro tento dokument může být od 5 do 110 mm: v tomto případě se používá nelegovaná uhlíková ocel. Někdy mají elektricky svařované podélně svařované výrobky v průvodní dokumentaci odkazy na GOST 10707 80: je to způsobeno tím, že v roce 1991 bylo rozhodnuto o prodloužení platnosti tohoto dokumentu.
Hlavní typy částí potrubí
| zatáčky | zástrčky | ||
| přechody | kování | ||
| odpaliště | adaptační kroužky |
V závislosti na územní poloze a účelu se rozlišuje průmyslová (technologická) a hlavní potrubní doprava. Plynovody a ropovody, které přepravují produkty z výrobních míst do míst zpracování a spotřeby, zejména do továren nebo námořních přístavů pro následné vyložení do tankerů a další přepravu, jsou klasifikovány jako přeprava dálkovým potrubím. Hotové ropné produkty jsou odesílány z rafinérií hlavním produktovodem do oblastí spotřeby. Na území Ruska je celková délka hlavních ropovodů asi 200 000 km, včetně různých vodních překážek, které na své cestě překonávají více než 5 000krát.
Více než třetinu potrubí průmyslových podniků tvoří technologické potrubí. Procesní potrubí přepravuje kapalinu, páru, plyn, které jsou považovány za suroviny, polotovary, hotové výrobky, výrobní odpady nebo výrobky potřebné pro správný průběh technologického procesu. Kromě toho tato potrubí přepravují hořlavé a nebezpečné produkty při různých teplotách a tlacích.
Klasifikace technologických potrubí probíhá podle následujících kritérií:
Umístění: intershop, intrashop.
Způsob pokládky: nadzemní, pozemní, podzemní.
Vnitřní tlak: netlakové (gravitační), vakuové, nízkotlaké, středotlaké, vysokotlaké.
Teplota přepravované látky: kryogenní, studený, normální, teplý, horký, přehřátý.
Agresivita přepravované látky: neagresivní, mírně agresivní (nízkoagresivní), středně agresivní, agresivní.
Přepravovaná látka: parovody, vodovodní potrubí, ropovody, plynovody, kyslíkovody, ropovody, acetylenové potrubí, ropovody, benzinové potrubí, kyselinovody, alkalické potrubí, potrubí pro čpavek atd.
Materiálové provedení: ocel, ocel s vnitřním nebo vnějším povlakem, neželezné kovy, litina, nekovové materiály.
Způsob připojení: odnímatelný, odnímatelný.
Rozsah spojovacích částí potrubí je různorodý: těžký chemický průmysl, petrochemie, plyn; výroba různých specializovaných přípravků; elektroenergetika (KVET a JE); průzkum, těžba, zpracování a skladování ropy a plynu, jakož i jiných nerostů; hutní a ocelářská výroba; stavba lodí, automobilový a potravinářský průmysl; inženýrské stavby a inženýrské sítě (dálkové zásobování teplem a vodou, jímací a hydroenergetická zařízení, rozvody, závlahové systémy, dopravní a čerpací stanice, čistírny odpadních vod, úprava a úprava vody, řídicí systémy.)
Náš závod vyrábí potrubní díly z různých ocelí: uhlíkové, nízkolegované, legované oceli, se zvýšenou odolností proti korozi a chladu, z nekovových materiálů i s různými ochrannými povlaky.
Sortiment ocelových bezešvých trubek podle GOST 8732-78 91
Výroba bezešvých ocelových trubek tvářených za tepla podle GOST 8732-78 (91) se vyznačuje dlouhými a složitými procesy. Právě tento faktor vysvětluje poměrně vysokou cenu tohoto produktu. Použití za tepla tvářených a za studena válcovaných bezešvých trubek je vhodné do extrémních podmínek, kde při sebemenší netěsnosti mohou být následky nejzávažnější.
Surovinou pro výrobu trubek tvářených za tepla bez švů jsou kovové polotovary: proces propichování a ohřev na vysoké teploty vede k vytvoření dutých válců z nich - objímek. Zprvu jejich nepravidelný tvar vlivem průchodu válců získává rovnoměrné obrysy. Z objímky jsou vyříznuty segmenty dlouhé 4-12,5 m (délku lze měřit i neměřit).
U oceli válcované za tepla podle GOST je povolen mírný rozdíl v tloušťce stěny. Totéž platí pro odchylky v průměru: hlavní věc je, že tyto rozdíly nepřekračují zvláštní regulační pokyny. Seznam přípustných odchylek průměru podle GOST 8732-78 (91) je k dispozici ve zvláštních dokumentech.
6. Potrubní armatury
Příslušenství potrubí
určeno pro
řízení toků přepravované ropy
přes potrubí. Podle principu jednání
armatury se dělí do tří tříd: uzavírací,
ovládání a bezpečnost.
Uzavírací ventily (šoupátka)
slouží k úplnému zakrytí úseku
potrubí, regulující
(regulátory tlaku)
- změnit tlak nebo průtok
čerpaná kapalina, bezpečnost
(zpětně a
pojistné ventily) - k ochraně
potrubí a zařízení pro
překročení povoleného tlaku a
také zabránit zpětným proudům
kapaliny.
šoupátka volala
uzamykací zařízení, ve kterých je průjezd
průřez je překryt translačním
posunutím závěrky ve směru
kolmo ke směru jízdy
olej. Konstrukčně (obr. 12.10) ventil
je pevný odlitek popř
svařované tělo, vybavené dvěma
odbočné trubky pro připojení k
potrubí (pomocí přírub popř
svařování) a vřeteno připojené k uzávěru
prvek a ovládán
setrvačník nebo speciální pohon.
Výstupní bod vřetena
utěsněna ucpávkou
těsnění.
Podle provedení závěrky
ventily se dělí na klínové a
paralelní.
Ventily na hlavních ropovodech
vybavený elektrickým pohonem (obr. 12.11).
Regulátory tlaku
zařízení se nazývají
zaměstnanci pro automatickou údržbu
tlak na požadované úrovni. PROTI
kde je podporováno
tlak - před nebo za regulátorem -
rozlišovat mezi regulátory typu „k sobě“ a
„po sobě“.
|
|
|
|
Rýže. 12.11. Ocelové šoupátko s přírubou 1 — |
|
|
Rýže. |


Bezpečnost
ventily volala
zařízení k zabránění
tlak v potrubí převyšující nastavenou hodnotu
množství. Používá se v ropovodech
bezpečnost malého a plného zdvihu
ventily uzavřeného typu
princip vypouštění části kapaliny z místa
zvýšený tlak v
speciální prefabrikovaný rozdělovač (obr.
12.12).
zpětný ventil volala
antireverzní zařízení
pohyb média v potrubí.Na
ventily slouží k čerpání oleje
zpětný otočný - se závěrkou,
rotující vzhledem k horizontále
osy (obr. 12.13).
Armatura hlavních ropovodů
navrženo pro pracovní tlak 6,4 MPa.
Produkční technologie
Technologický postup, kterým se vyrábí elektrosvařované trubky, se skládá z řady operací. Je to poměrně složité, pracné a zabere to spoustu času. Aby elektricky svařovaná trubka získala svou hotovou podobu, je svinuta z pásu (pásu), který byl dříve vyroben deformací za studena nebo za tepla.
Pro výrobu vysoce kvalitních a spolehlivých trubek různých průměrů se používá především radiofrekvenční svařování, které mimo jiné umožňuje provádět proces spojování kovů poměrně vysokou rychlostí. Při tomto způsobu svařování procházejí předválcovaným obrobkem vysokonapěťové proudy, které přispívají k rychlému ohřevu jeho hran. Aby se na místě zahřátých a natavených okrajů obrobku vytvořil spolehlivý svar, jsou k sobě přitlačeny pod vysokým tlakem. Aby se z ocelového pásu (pásu) získal předvalek pro elektrosvařovanou trubku požadovaného průměru, používají se speciální kovací stolice.
Tato technologie, která se ve specializovaných podnicích používá k výrobě podélných a spirálově svařovaných ocelových trubek, umožňuje nejen získat vysoce kvalitní a spolehlivé výrobky na výstupu, ale také jim poskytnout atraktivní vzhled (svar takové produkty jsou téměř nepostřehnutelné).
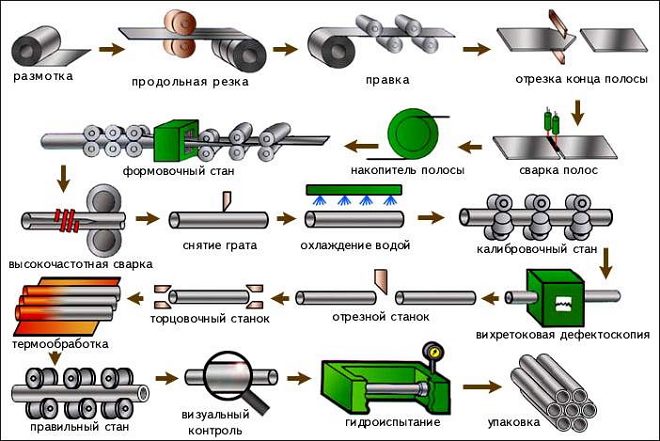
Technologický postup výroby svařovaných trubek
Jiné typy GOST pro ocelové trubky
Normativní dokumenty se vztahují i na jiné typy výrobků a operací souvisejících s ocelovými trubkami.
Seznam GOST, které upravují způsoby a postupy pro instalaci pomocí ocelových trubek, jakož i různé spojovací prvky a spojovací prvky pro ně:
Svařování. GOST 16037-80 - obsahuje seznam požadavků na svařování ocelových trubek. Dále je zde nastavení pro hlavní konstrukční prvky, typické velikosti svarových spojů s dalšími prvky (neplatí pro elektrické svary, které jsou na samotných ocelových trubkách).
GOST 6996-66 - reguluje pevnostní charakteristiky všech kovových spojů. Tento termín obecně označuje všechny potrubní části spoje. GOST 8966-75 popisuje, jak se vyrábějí kovové přímé spojky, pomocí kterých se vytvářejí ocelová potrubí.
Mohou být pozinkovány, mají na koncích válcový závit: s jejich pomocí je možné namontovat potrubí pro přepravu neagresivních médií s teplotami do 175 stupňů, při tlaku nejvýše 1,6 MPa. GOST 8967-75 se týká výroby pozinkovaných nebo jednoduchých vsuvek, které mají válcový závit: nejčastěji spojují vodovodní potrubí nebo plynové systémy. Průměry vsuvek jsou od 8 do 100 mm, přičemž pozinkované modely mají označení "C".
GOST 8968-75 určuje technické vlastnosti pojistné matice s nebo bez antikorozního povlaku: jsou našroubovány na hlavní matice. Aby se zabránilo samovolnému rozuzlení. Sériová výroba je zaměřena na pojistné matice o průměru 8-50 mm, větší velikosti vyrábíme pouze na individuální objednávky.
Podle GOST 8969-75 je výroba ostruh regulována: toto kování se vyznačuje závitem na konci, který může mít různou délku. S jejich pomocí se organizují pevné spoje potrubí a jejich pevnost je téměř stejná jako u svařovaných. Používají se k upevnění potrubí k vodorovným úsekům.
Svorky mají podobu kovových držáků ve tvaru U, na kterých jsou šrouby pro přišroubování.Ocelové potrubí lze někdy upevnit plastovými příchytkami, avšak pevnost spoje je v tomto případě snížena. Kromě svorek mohou být potrubí vybavena také konzolami, konzolami, překryvy, závěsy.
Kromě toho není úkolem upevňovacích prvků pouze bezpečně upevnit trubky: dobře absorbují vibrace a mírně zabraňují tepelné roztažnosti. GOST 24137-80 se týká kovových svorek pro ocelové trubky o průměru 15-240 mm
Při vytváření spojovacího prvku je důležité vzít v úvahu, že vzdálenost mezi svorkami na vodorovné základně by neměla být menší než 0,75 mm, na svislé - 1-1,5 mm
https://youtube.com/watch?v=z4AjL8HmOcwrel%3D0%26controls%3D0%26showinfo%3D0
- ru-stroyka.com
- www.ktzholding.com
- tubespec.com
Ocelové přesné trubky podle GOST 9567-75
Tato skupina výrobků je řízena samostatnou GOST, protože jejich výroba vyžaduje dodržování zvýšené přesnosti a zvláštních opatření.
Tyto typy kovových trubek jsou klasifikovány v závislosti na tloušťce stěny a způsobu výroby:
S extra tenkými stěnami. Průměr zde má poměr s tloušťkou stěny nad 40, s tloušťkou menší než 0,5 mm.S tenkými stěnami.
Pro první indikátor je nastavena hladina 40 a méně, s tloušťkou stěny menší než 1,5 mm.S tlustými stěnami. První poměr je od 6 do 12,5.Zvlášť silné stěny. Poměr je menší než 6.
Všechny přesné trubky jsou bezešvé, s vysokou izotropní tuhostí. To umožňuje organizovat různé systémy se zvýšenou přesností a složitostí i z tenkostěnných ocelových výrobků v souladu s GOST 9567-75. Povrch takové trubky může být pozinkovaný nebo fosforově potažený olejem.
Bezešvé trubky
Charakteristickým rysem bezešvých trubek je celistvost jejich struktury. Dělí se na deformované za studena a za tepla. Tvářené za studena jsou vyráběny na základě GOST 8734-75 a 8733-74.
Mohou mít vnější průměr a tloušťku stěny 5-250 mm, respektive 0,3-24 mm. Takové výrobky se vyznačují přesnými geometrickými rozměry a vysokou povrchovou úpravou. Nejčastěji se používají v chladicím průmyslu, automobilovém a leteckém průmyslu a také při pokládce potrubí.
Trubky tvarované za tepla jsou vyráběny na základě GOST 8732-78 a 8731-74. Jejich vnější průměr a tloušťka stěny se mohou pohybovat mezi 28-530 mm a 2,5-75 mm.
Takové výrobky mají vyšší tuhost ve srovnání s výrobky tvářenými za studena a špatně se ohýbají. Zvenčí mají trubky tvarované za tepla drsný povrch. Nejčastěji se používají ve strojírenství, ropném a chemickém průmyslu a také pro stavbu potrubí s vysokým návrhovým tlakem.
Bezešvé trubky se vyznačují absencí jakýchkoli spojů
Sortiment ocelových elektricky svařovaných trubek s rovnými švy, podle GOST 10705-91
Seznam technických podmínek, podle kterých jsou ocelové trubky s přímým švem vyrobeny z oceli, obsahuje GOST 10705-91.
Mezi nejdůležitější ustanovení tohoto dokumentu patří následující:
- Velikost přípustného zakřivení je uvedena do 1,5 mm / lineární metr pro výrobky, které prošly tepelným zpracováním, a 2 mm / lineární metr pro neprošlé. Pokud si to zákazník přeje, v prvním případě lze parametr snížit na 1 mm, ve druhém - na 1,5 mm. Pokud je potrubí podrobeno tepelnému zpracování, pak s příslušným doporučením zákazníka speciální ochranná pro tento postup lze vytvořit atmosféru. Okraje rovné elektrosvařované trubky podle GOST 10707-91 se odříznou pod úhlem 90 stupňů a poté se očistí všechny vzniklé nerovnosti a vady .
Plynovody a ropovody vyrobené z oceli používané v průmyslu podléhají samostatné GOST.
Jak již bylo zmíněno, GOST 52079-2003 se týká elektricky svařovaných ocelových výrobků s přímým švem o velkém průměru Kromě toho do zvláštní kategorie patří různé svařované a bezešvé ocelové trubky používané v motocyklovém průmyslu. Žádná část těchto výrobků by neměla mít zakřivení větší než 1,5 mm. Regulační dokument 12132-66 povoluje výrobu produktů s mimořádně vysokým nebo zvýšeným stupněm přesnosti.
Systémy měření potrubí
Existuje jedna funkce při označování parametrů nejoblíbenějších vodovodních a plynových potrubí pro domácí potřeby. Při stavbě vodovodních potrubí s jejich použitím se jednotlivé prvky spojují nejčastěji závitovou metodou.
K tomu je na vnější povrch trubek aplikován závit. Vzhledem k tomu, že tento parametr je důležitý při montáži systému, udává jej výrobce. V tomto případě je průměr závitu vždy menší než vnější průměr trubky.
K dnešnímu dni se při popisu parametrů potrubí používají dva systémy měření: imperiální a metrický. V prvním jsou všechny parametry uvedeny v palcích. Používá se pouze ve vztahu k vodovodním a plynovým potrubím a armaturám k nim.
V metrickém systému jsou všechny parametry uváděny v milimetrech, centimetrech nebo metrech. Někdy je při spojování potrubí různých typů nutné přepočítat jejich rozměry z jednoho systému na druhý. K tomu se používají speciální tabulky uvedené v GOST 6357-81.
Fyzikálně-chemické vlastnosti
Změna skupenství při ohřevu nebo ochlazování dielektrik charakterizuje jejich fyzikální a chemické vlastnosti, ale i chemicky aktivní látky působením vlhkosti, mechanického zatížení atd. Nežádoucí a někdy havarijní důsledky při provozu elektroinstalace mohou způsobit extrémní zahřívání elektroizolačního materiálu. Příkladem je požár, zkrat, úraz elektrickým proudem pro lidi. To klade vysoké nároky na dielektrika z hlediska jejich tepelné odolnosti.
Tepelná odolnost je schopnost dielektrika odolávat dané provozní teplotě po dlouhou dobu bez znatelné změny jeho elektroizolačních vlastností. Rozlišuje sedm tříd elektroizolačních materiálů používaných při teplotách 90, 105, 120, 130, 155, 180, více než 18-0 °C. Řada materiálů (azbest, keramické materiály, slída atd.) má díky své struktuře vysokou tepelnou odolnost. Vláknité materiály - z hedvábí, bavlny, celulózy atd. pro zvýšení tepelné odolnosti jsou impregnovány speciálními látkami.
Některá dielektrika se mohou při zahřátí roztavit, jako je slída, parafín, a také změkčit - pryskyřice, bitumeny nebo dokonce vznítit (při určitých teplotách dochází k propuknutí výparů elektroizolačních kapalin): kabelový olej, transformátor, syntetické elektroizolační kapaliny .
Chlazení dielektrika vede ke ztrátě elasticity, stejně jako ke vzniku trhlin atd. Každý z těchto materiálů se vyznačuje odolností proti chladu. Odolnost proti chladu je schopnost dielektrika zachovat si po ochlazení své základní vlastnosti. Například za mrazuvzdornost pevného dielektrika se považuje taková teplota (pod 0 °C), při které začíná jeho mechanická destrukce.
Mnoho elektroinstalací pracuje venku a jejich elektroizolační materiály jsou následně vystaveny vlhkosti. Ano a v závislosti na prostředí a v uzavřených elektroinstalacích, specifikách technologického postupu jsou elektrozařízení vystavena také vlhkosti. Za prvé se jeho elektroizolační vlastnosti zhoršují pronikáním vody do dielektrika, protože voda je nepochybně vodičem elektrického proudu. Absorbovat vlhkost z okolí se vyznačuje schopností dielektrika - absorpce vlhkosti. Absorpce vlhkosti je také stanovena empiricky: vzorek dielektrika je uchováván v destilované vodě po dobu 24 hodin při teplotě obvykle 20 °C; a existují další způsoby, jak určit absorpci vlhkosti.
Pevná dielektrika se také vyznačují smáčivostí jejich povrchu vodou, protože přítomnost vody snižuje měrný povrchový elektrický odpor dielektrika. Úhel smáčení se používá k posouzení smáčivosti.Čím větší je kontaktní úhel, tím nižší je smáčivost dielektrika a tím lepší jsou jeho elektrické izolační vlastnosti. elektroizolační materiály určené pro provoz v chemicky aktivním (agresivním) prostředí musí odolávat působení zásad a kyselin. Tyto vlastnosti jsou definovány v podstatě stejným způsobem jako absorpce vlhkosti.
Většina z mnoha elektroizolačních materiálů se kromě zamýšleného účelu používá také k ochraně kovových vodičů před korozí. S rychlým rozvojem jaderné energetiky a kosmických technologií jsou kladeny stále vyšší nároky na radiační odolnost dielektrik.
Viskozita je také charakterizována kapalným dielektrikem, je dána dobou, po kterou kapalina vytéká z nádoby, která má přesně definovaný otvor a tvar.
Při výrobě přístrojů, elektrických strojů a jiných elektrických zařízení, opravách nebo montážích elektroinstalací je často nutné zpracovávat elektroizolační materiály mechanickými prostředky, jako je vrtání, řezání, broušení atd.
Z toho je důležité znát mechanické vlastnosti dielektrik, jako je tvrdost, pevnost v tahu atd., a stejně tak je důležité znát vlastnosti dielektrik rozpouštět se v rozpouštědlech a lacích, držet pohromadě. Extrémní vlastnosti jsou běžné zejména v souvislosti se zaváděním nových, progresivních metod montáže elektrických přístrojů, strojů a elektrických prací.
Průměry potrubí
Kromě tloušťky stěny se k popisu rozměrů průřezu trubek používá několik různých průměrů:
Vnitřní průměr je vždy uváděn v milimetrech, jmenovitý průměr je bezrozměrná veličina. Je podobný vnitřnímu průměru, ale nemusí mu odpovídat velikostí. Ve skutečnosti je podmíněný průchod hodnotou průměrného vnitřního průměru trubek zaokrouhleným nahoru nebo dolů.
Jeho hodnota je důležitá při výpočtech pro celý systém zásobování kapalinou, párou nebo plynem. Pohodlí tohoto parametru se projeví při praktické aplikaci.
V tomto případě se pro sestavení zaručeně fungujícího systému volí trubky a tvarovky se stejným jmenovitým otvorem; Vnější průměr je hlavní celkový rozměr trubek.
Vodovodní a plynové potrubí jsou nejběžnějším materiálem pro montáž domácích vodovodních systémů.
6. Plynná dielektrika
Výhody
plyny před jinými typy
elektroizolační materiály jsou:
vysoká specifická elektrická
odpor, malá tečna
dielektrické ztráty; malý, blízký
jednotná dielektrická permitivita.
Nejcennější vlastnost plynů
je jejich schopnost obnovy
elektrická síla po vybití.
Kromě vzduchu jako elektrického
izolace je široce používána dvou- a
tříatomové plyny - dusík, vodík,
oxid uhličitý. Elektrická pevnost
tyto plyny jsou za normálních podmínek vzácné
se od sebe liší a mohou
brát s dostatečnou přesností
rovná síle vzduchu. Stůl
3.5.1 ukazuje poměr el
pevnost některých plynů vč
vysokopevnostní, Epr g na el
síla vzduchu, která se bere jako
jednotka. Body jsou uvedeny ve stejné tabulce.
vroucích plynů za normálního tlaku.
Tabulka 3.5.1
|
Plyn |
Hustota kg/m3 |
teplota |
^tf |
|
Dusík |
1,25 |
-196 |
1,0 |
|
Hexafluorid |
6,70 |
-64 |
2,3 |
|
dichlorfluormethan |
6,33* |
-30 |
2,4 |
|
trifluormethylpentaftorsulfur |
— |
-20,4 |
3,05 |
nejlepší
podle požadavků na používané plyny
v elektroizolačních konstrukcích,
splňuje SF6 a freon. Hexafluorethan
nelze použít při vysoké
tlaky z důvodu nízké kritické
parametry.
Závěr
Nejoblíbenější pro domácí použití jsou vodovodní a plynové potrubí.Při znalosti jejich základních parametrů, jakož i vlastností metrických a palcových výrobků a rozdílů mezi nimi, lze oba typy materiálů použít pro instalatérské nebo topenářské systémy.
Přestože je trh v současné době zaplaven velkým množstvím různých polymerových trubek, neovlivňuje to popularitu ocelových výrobků, které jsou stejně jako dříve nepostradatelné v řadě stavebních, průmyslových a domácích oblastí života. Trubky z oceli, zejména z pozinkované oceli, se vyznačují výraznou odolností, pevností a snadnou montáží a jejich sortiment je orientován na GOST pro rok 2003 a 2006 (některé normy byly přeneseny z druhé poloviny 20. století).


