Instalace spojky svépomocí
Pro připojení HDPE trubek při výstavbě potrubí pro kanalizaci, vodovod atd elektrofúzní spojky budou muset připravit:
- Svinovací metr a značkovač;
- řezačka trubek;
- smirkový papír;
- aceton;
- speciální svařovací stroj.
Zařízení pro instalaci elektrosvařovacích armatur
Zařízení pro montáž elektrofúzních spojek je možné zapůjčit ve specializovaných prodejnách.
Technologie instalace spojky je následující:
- příprava potrubí. Polyetylenová trubka je řezána v souladu s rozměry stanovenými schématem budoucího potrubí. Řez je proveden co nejrovnoměrněji a nejčistěji pod úhlem 90°. V opačném případě nebude možné dosáhnout úplné těsnosti spojení;

Příprava potrubí pro připojení
po řezání jsou konce trubek očištěny od otřepů a jiných drsností, zcela očištěny od nečistot pomocí acetonu nebo jakéhokoli jiného typu rozpouštědla;
trubky jsou velmi pečlivě upevněny v armatuře
Zvláště důležité je sledovat instalaci trubek ve spojovacím prvku, pokud se pro montáž používají spojky starého stylu, které nejsou vybaveny speciálními spojovacími prvky nebo velkými spojkami, při jejichž výrobě nejsou spojovací prvky namontovány; Pro správnější instalaci tvarovky se doporučuje předem označit vzdálenost na potrubí, která bude umístěna uvnitř spojovacího prvku
Pro správnější instalaci tvarovky se doporučuje předem označit vzdálenost na potrubí, která bude umístěna uvnitř spojovacího prvku.

Správné připojení potrubí a elektrosvařovací armatury
- k elektrotavné spojce je připojeno zařízení pro ohřev a tavení závitů, díky kterému je armatura upevněna;

Příprava na instalaci spojky
- zařízení je nakonfigurováno v souladu s technickou dokumentací dodávanou s armaturou. Pokud je k provádění práce použit automatický svařovací stroj, lze tento krok zanedbat, protože zařízení nezávisle zvolí optimální provozní režim;
- svařování se provádí v souladu s údaji indikátoru;
- po dokončení práce jsou kabely odstraněny a hotové připojení je udržováno až do úplného ochlazení, což trvá přibližně 20-30 minut;
- kontroluje se těsnost a pevnost svaru.
Postup instalace elektrofúzní spojky je zobrazen na videu.
Elektrofúzní spojky nevyžadují zvláštní údržbu po celou dobu používání. Pokud se během provozu armatura stane nepoužitelnou, bude vyžadována její úplná výměna.
Elektrofúzní spojovací zařízení
Standardní elektrická svařovací zásuvka se skládá z následujících prvků:
- pouzdro, které může být vyrobeno z různých druhů polyethylenu;
- topné závity. V současné době se používají závity vyrobené z mědi nebo uhlíku. Uhlíkové závity se rychleji zahřívají, ale takové kování také stojí více;
- kontakty pro připojení svorek svařovacích zařízení;
- upevňovací prvky umístěné na trubce a určené pro odolnější spojení tvarovky a trubek;
- indikátor, pomocí kterého můžete určit průběh svařování.
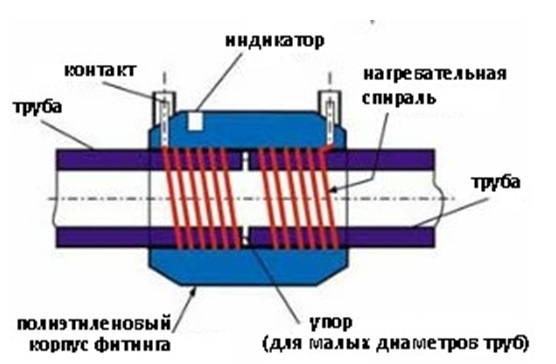
Součásti elektrofúzní spojky
Výhody a nevýhody kování
Hlavní výhody spojek určených pro spojování potrubí elektrickým svařováním jsou:
- všestrannost. Spojky lze použít při stavbě jakéhokoli potrubí (vodovod, kanalizace, plyn atd.);
- trvanlivost;
Průměrná životnost elektrofúzní spojky při správné instalaci je 50 let.
- odolnost proti korozi;
- odolnost vůči poklesu tlaku a teploty v potrubí;
- jednoduchost a jednoduchost instalace;
- různé tvary a velikosti spojovacích armatur.
Významnou nevýhodou PE elektrosvařovacích armatur je nemožnost jejich použití za následujících podmínek:
- při teplotách pod 0ºС;
- při teplotách nad 40ºС;
- při tlaku v potrubí přes 16 atmosfér.
Kritéria výběru spojky
Při výběru elektrofúzních armatur zvažte:
- typ spojovacího prvku;
- montážní rozměry;
- výrobní společnost.
Typy elektrotavných armatur
Typ armatury se volí v závislosti na vlastnostech připojení potrubního systému a v souladu se schématem sítě. Elektrofúzní armatury jsou určeny pro:
- pro svařování trubek pod různými úhly;
- pro připojení potrubí stejného průměru;
- pro potěr potrubí různých průměrů;
- pro připojení další zásuvky.

Volba typu elektrofúzní spojky
Různé velikosti
Dalším parametrem je výběr celkových rozměrů spojovacího prvku. Celkové rozměry jsou:
- vnitřní průměr (dn);
- vnější průměr (de). ;
- montážní délka (Z);
- délka jedné součásti kování (L);
- vzdálenost ke svorce a od koncovky (f) k okraji spojky (a).
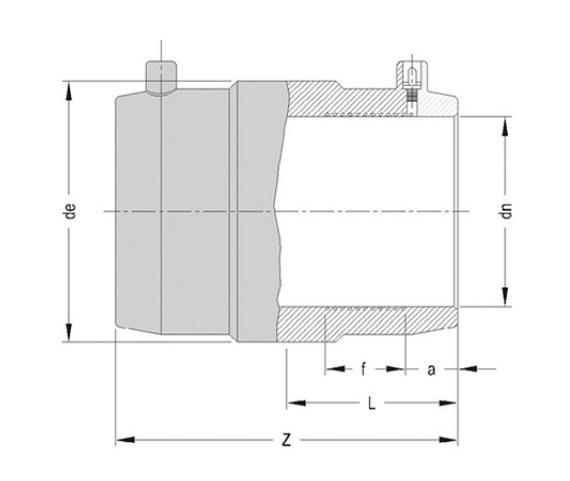
Hlavní rozměry armatur
V současné době se vyrábí spojky o průměrech od 20 mm do 400 mm. Stahovací pásek bude kvalitnější, pokud technické parametry tvarovky plně odpovídají parametrům připojovaného potrubí.
Výrobci
Pro zajištění kvality svaru a použité armatury se doporučuje vybírat spojovací prvky od nejoblíbenějších výrobců, mezi které patří:
- Chiorino (Itálie);
- Optibelt (Německo);
- Nupigeco (Itálie);
- Ammeraal Beltech (Holandsko).
Výrobky těchto firem jsou vyráběny z vysoce kvalitních materiálů při dodržení všech norem a pravidel, což umožňuje dosažení maximální kvality elektrotavných armatur.


