Přípravek pro pájení mědi s hliníkem, mosazí, nerezovou ocelí, železem
Přípravné období, které zahrnuje nákup potřebných přístrojů, materiálu, osobních ochranných pracovních prostředků a samotný postup pájení.
Existují dva způsoby pájení mědi na měď: vysoká teplota a nízká teplota. První spočívá v zahřátí kovu na 900 °C, používá se pro potrubí s vysokým tlakem nebo teplotním namáháním.Pro vysokoteplotní pájení se používají materiály k tomu určené: tvrdá pájka ve formě tyčinek (bod tání např. pájka má asi 900 °C) a tavidlo z tvrdokovu.
K pájení mědi nízkoteplotní metodou stačí kov zahřát na 600°C (obvykle 300–380°C), což je v domácích podmínkách dosažitelné. Pro postup se používá měkká pájka pro pájení mědi a mosazi ve formě drátu nebo tyče s průřezem do 3 mm a tavnějším tavidlem. Pájka je slitina cínu, která je z více než 97%, s dalšími kovy: mědí, selenem, stříbrem, antimonem.
K čemu slouží tavidlo Správné pájení měděných trubek je možné pouze s tavidlem - speciální pastovitou směsí (s chloridem zinečnatým), která se nanáší na povrch spojovaných částí trubek širokým páskem. Plní několik funkcí:
- zabraňuje procesu oxidace kovů odstraněním kyslíku;
- zlepšuje přilnavost pájky k mědi;
- je indikátor dostatečného zahřátí kovu, signalizuje kdy přivést pájku a pájku měď;
- podporuje rovnoměrné rozprostření pájky po spoji.
Bezpečnostní inženýrství. Navzdory jednoduchosti procesu musí být měděné trubky pájeny v souladu s bezpečnostními pravidly. Nebezpečí popálení nepředstavuje pouze plamen hořáku samotný, ale také zahřátý kov. Měď dobře vede teplo, proto se za provozu zahřívá nejen plocha, na kterou je umístěna pájka a svařování, ale celá trubka a pomalu se ochlazuje. Pokud je nutné pájet měděné trubky, které ještě nejsou zabudovány v potrubním systému, pak příprava zahrnuje jejich umístění na nehořlavé podpěry, kde mohou dlouhodobě chladnout. Než se dotknete pájeného kovu z jeho místa, měli byste počkat, až úplně vychladne.

Bezprostředním nebezpečím je otevřený plamen hořáku, takže je třeba zakoupit nástroj, se kterým se pohodlně pracuje: nejlépe s pohyblivou tryskou na dlouhé hadici
Bezpečnost pájení mědí
Je třeba mít na paměti, že tepelná vodivost mědi je velmi vysoká, v důsledku toho se nedoporučuje pájet díly a držet je v rukou bez ochrany, pravděpodobně to povede k popáleninám. Detaily kratší než 30 cm držíme výhradně kleštěmi nebo v ochranných rukavicích. Pokud během procesu pájení spadne tavidlo na holé části těla, je nutné jej okamžitě omýt mýdlem a vodou, protože kromě tepelného může dojít k chemickému popálení.
Pro jakoukoli práci s otevřeným ohněm a horkým kovem, stejně jako tavidlo, které obsahuje kyselinu, je syntetický oděv nežádoucí, protože taková tkanina se vznítí a roztaví mnohem rychleji než ostatní. Během provozu nezapomeňte větrat, kouř ze spáleného tavidla je škodlivý.
Pokud nemáte vůbec žádné pájecí dovednosti, je vhodné před provedením odpovědné práce cvičit na útržcích trubek nebo drátů. V této práci je málo obtíží a 2-3krát zpravidla stačí k tomu, abyste se naučili všechny základní techniky. Pokud se montuje vodovodní systém, doporučuje se jej před montáží na podlahu před umístěním všeho na místo. Po montáži a pájení by měl být systém důkladně opláchnut horkou čistou vodou, aby se odstranily části tavidla a pájky z vnitřku trubek.
Instalatérské nebo topné systémy z měděných trubek jsou drahé, ale jsou pevné a odolné.Vzhledem k tomu, že měď má vysokou tepelnou vodivost, dobré antikorozní a antibakteriální vlastnosti, potrubí z ní vyrobené je účinné a odolné. Pájení mědi doma není obtížné: na trubky se nasadí hrdlová spojka a šev se utěsní. Místo použití hrdla se někdy konec jedné trubky roztáhne a do ní se vloží další. Takové spojení je výhodné v tom, že nevyžaduje armatury a životnost se rovná životnosti samotných trubek.
Potřebné materiály a přístroje cín a jiné
Pro práci s měděnými trubkami jsou zapotřebí následující nástroje:
- řezačka trubek, pila na železo nebo bruska s tenkým kotoučem;
- zkosovač;
- expandér potrubí (expandér);
- pájecí tavidlo;
- pájka;
- páječka na měď, například propanový hořák pro pájení měděných trubek;
- pogumované rukavice;
- papírové ubrousky.
K řezání trubky se používají řezáky trubek různých velikostí. Větší vzorky mají velký poloměr otáčení, jsou nepohodlné pro použití na těžko přístupných místech, takže pokud je potřeba odříznout část na hotovém namontovaném přívodu vody, použijte malou řezačku trubek. Trubku můžete řezat pilkou na železo nebo bruskou s tenkým kotoučem, ale lepší řez lze dosáhnout pouze řezačkou na trubky.
Po uříznutí trubky se otřepy vyčistí. To je nutné, aby nedocházelo k víření toku kapaliny v systému. Když nejsou žádné překážky, vodovod nezažívá stres a funguje jako hodinky.
Před svařováním mědi jsou konce trubky leštěny jemnozrnným brusným papírem, který lze zakoupit v železářství. Oba povrchy jsou očištěné, příprava na pájení.Někdy se pro tyto účely používají malé kartáčky o průměru Ø 22 mm, hodí se téměř na všechny trubky. Pro odizolování se nožička kartáče zasune do šroubováku nebo vrtačky, se kterou se proces provádí rychleji a lépe.
Na vyčištěný, vyhlazený vnější povrch se nanáší tavidlo - kompozice, která zabraňuje oxidaci mědi.
K ochraně rukou se používají pogumované rukavice, protože při odřezávání mědi a otřepů se tvoří mnoho malých kovových prvků, které se do kůže zapichují jako třísky, navíc při čištění povrchu vrtačkou rotující kartáč rozkousává hadrové rukavice.
Pro správné pájení mědi je třeba mít na paměti, že od odizolování a nanesení tavidla na pájení by nemělo uplynout více než půl hodiny, jinak je nutné odizolování opakovat. Pokud se tavidlo nanáší štětcem, neměly by z něj na povrchu zůstat žádné štětiny nebo chlupy - jinak nebude spojení těsné a po přivedení vody bude potrubí netěsné.
Po vložení trubky do objímky se zbytky tavidla ubrouskem zcela neodstraní, zůstává na spoji ve tvaru hrany 1–2 mm a při pájení se pájka vtahuje dovnitř - dochází ke kapilárnímu efektu spuštěno. Nejprve se spára zahřeje hořákem, přičemž se odpaří vlhkost mezi stěnami. Poté se hořák přivede podruhé, postupně se měď zahřeje a tavidlo získá cínový vzhled. V tomto okamžiku je pájka umístěna na přední stranu, dochází k pájení, zatímco roztavená slitina stéká dolů na špatnou stranu a tuhne v procesu pohybu. Přebytečné kovové převisy vytvořené zespodu se oddělí samy od sebe. Existuje mnoho způsobů, jak pájet měď.
Přípravek pro pájení mědi s hliníkem, mosazí, nerezovou ocelí, železem
Přípravné období, které zahrnuje nákup potřebných přístrojů, materiálu, osobních ochranných pracovních prostředků a samotný postup pájení.
Existují dva způsoby pájení mědi na měď: vysoká teplota a nízká teplota. První spočívá v zahřátí kovu na 900 °C, používá se pro potrubí s vysokým tlakem nebo teplotním namáháním.Pro vysokoteplotní pájení se používají materiály k tomu určené: tvrdá pájka ve formě tyčinek (bod tání např. pájka má asi 900 °C) a tavidlo z tvrdokovu.
K pájení mědi nízkoteplotní metodou stačí kov zahřát na 600°C (obvykle 300–380°C), což je v domácích podmínkách dosažitelné. Pro postup se používá měkká pájka pro pájení mědi a mosazi ve formě drátu nebo tyče s průřezem do 3 mm a tavnějším tavidlem.Pájka je slitina cínu, která je z více než 97%, s dalšími kovy: mědí, selenem, stříbrem, antimonem.
K čemu slouží tavidlo Správné pájení měděných trubek je možné pouze s tavidlem - speciální pastovitou směsí (s chloridem zinečnatým), která se nanáší na povrch spojovaných částí trubek širokým páskem. Plní několik funkcí:
- zabraňuje procesu oxidace kovů odstraněním kyslíku;
- zlepšuje přilnavost pájky k mědi;
- je indikátor dostatečného zahřátí kovu, signalizuje kdy přivést pájku a pájku měď;
- podporuje rovnoměrné rozprostření pájky po spoji.
Bezpečnostní inženýrství. Navzdory jednoduchosti procesu musí být měděné trubky pájeny v souladu s bezpečnostními pravidly. Nebezpečí popálení nepředstavuje pouze plamen hořáku samotný, ale také zahřátý kov. Měď dobře vede teplo, proto se za provozu zahřívá nejen plocha, na kterou je umístěna pájka a svařování, ale celá trubka a pomalu se ochlazuje. Pokud je nutné pájet měděné trubky, které ještě nejsou zabudovány v potrubním systému, pak příprava zahrnuje jejich umístění na nehořlavé podpěry, kde mohou dlouhodobě chladnout. Než se dotknete pájeného kovu z jeho místa, měli byste počkat, až úplně vychladne.
Bezprostředním nebezpečím je otevřený plamen hořáku, takže je třeba zakoupit nástroj, se kterým se pohodlně pracuje: nejlépe s pohyblivou tryskou na dlouhé hadici
Co je potřeba pro pájení měděných trubek
Pájení měděných trubek, které není obtížné provádět vlastními rukama, nevyžaduje drahé vybavení a žádné speciální materiály. Abyste jej mohli správně implementovat, budete potřebovat následující zařízení.
Hořák, díky kterému se zahřeje pájka a část trubky, kde budou připojeny. Do takového hořáku se zpravidla přivádí propan, jehož tlak je regulován svařovacím reduktorem.
Speciální nástroj pro řezání měděných trubek. Vzhledem k tomu, že výrobky z tohoto kovu jsou velmi měkké, měly by být řezány dostatečně jemně, aby nepomačkaly stěny. Na moderním trhu jsou nabízeny řezačky trubek různých modelů, které se liší jak svou funkčností, tak technickými možnostmi.
Konstrukce jednotlivých modelů takových zařízení, která je důležitá, umožňuje jejich použití i pro práci na těžko dostupných místech.
Expandér trubek je zařízení, které umožňuje rozšířit průměr měděné trubky, což je nezbytné pro lepší pájení. V různých systémech namontovaných z měděných trubek se používají prvky stejného průřezu, a aby je bylo možné kvalitativně spojit, je nutné mírně zvětšit průměr jednoho z připojených prvků
Právě tento problém řeší takové zařízení, jako je expandér potrubí.
Sada na rozšiřování měděných trubek
Zařízení pro srážení hran konců měděných trubek. Po oříznutí zůstávají na koncích dílů otřepy, které mohou bránit získání vysoce kvalitního a spolehlivého spojení. Chcete-li je odstranit a dodat koncům trubek požadovanou konfiguraci, před pájením se používá úkosovačka. V současnosti jsou na trhu dva hlavní typy srážecích zařízení: umístěné v kulatém těle a vyrobené ve formě tužky. Pohodlnější k použití, ale také dražší, jsou kulatá zařízení, která dokážou zpracovat měkké měděné trubky o průměru nejvýše 36 mm.
Pro správnou přípravu měděných trubek k pájení je nutné odstranit z jejich povrchu všechny nečistoty a oxidy. Pro tyto účely se používají kartáče a kartáče, jejichž štětiny jsou vyrobeny z ocelového drátu.
Pájení měděných trubek se obvykle provádí tvrdou pájkou, která může mít vysokou a nízkou teplotu. Vysokoteplotní pájka je měděný drát obsahující ve svém složení asi 6% fosforu.Takový drát se taví při teplotě 700 stupňů, zatímco pro jeho nízkoteplotní typ (cínový drát) stačí 350 stupňů.
Technologie pájení měděných trubek zahrnuje použití speciálních tavidel a past, které plní ochrannou funkci. Taková tavidla nejen chrání vytvořený šev před tvorbou vzduchových bublin v něm, ale také výrazně zlepšují přilnavost pájky k materiálu trubky.
K pájení měděných trubek bude kromě tavidla, pájky a dalších základních prvků potřeba další nářadí, které najdete v každé dílně nebo garáži. K pájení nebo svařování měděných výrobků navíc připravte:
- běžná značka;
- ruleta;
- úroveň budovy;
- malý kartáč s tuhými štětinami;
- kladivo.
Před zahájením práce je také důležité rozhodnout, jak pájet měděné trubky. Mohou existovat dvě hlavní možnosti: pájení mědi (méně běžně používané) a použití měkké pájky
Při řešení této otázky je důležité vycházet ze skutečnosti, že existují požadavky na použití jednoho nebo druhého typu pájky. Tvrdé pájky se tedy používají pro pájení prvků chladicích jednotek a klimatizací. Ve všech ostatních případech (systémy zásobování vodou, topné systémy atd.) lze použít cínový drát. Ale bez ohledu na zvolenou technologii je třeba mít na paměti, že tavidlo je v každém případě nezbytné.

Kartáče pro odizolování vnitřního povrchu měděné trubky před pájením
Pravidla pro pájení mědi
Když je potřeba pájet měděný výrobek nebo výrobek obsahující měděné součástky, nelze dát jednoznačnou odpověď, jak a jaký je nejlepší způsob, jak to udělat. Volba metody a nástrojů závisí na mnoha faktorech, jako je velikost a hmotnost dílů, jejich složení. Zohledňuje se také zatížení, kterému musí být vystaveny již pájené výrobky. Existuje několik metod pájení a je lepší je všechny znát, abyste si v případě potřeby vybrali ten nejvhodnější.
Pájení velkých dílů
Schéma kapilárního pájení mědi.
Pokud potřebujete pájet masivní nebo velké díly, které nelze zahřát na požadovanou teplotu páječkou, používá se hořák a měděná pájka. Tavidlo je v tomto případě borax. Pevnost měděno-fosforové pájky je vyšší než u standardní cínové pájky.
Na mechanicky očištěnou trubku nebo drát se nanese tenká vrstva tavidla. Poté se na trubku nasadí armatura, rovněž mechanicky očištěná. Pomocí plynového hořáku se spoj zahřívá, dokud měď potažená tavidlem nezmění barvu. Tavidlo by mělo mít stříbřitou barvu, po které můžete přidat pájku. Pájka se okamžitě roztaví a pronikne do mezery mezi trubkou a tvarovkou. Když na povrchu trubek začnou zůstávat kapky pájky, pájka se odstraní.
Potrubí nepřehřívejte, nepřispívá to ke vzniku většího kapilárního efektu. Naopak měď zahřátá do černa je hůře pájitelná. Pokud kov začne černat, zahřívání by se mělo zastavit.
Pájecí dráty nebo drát
Pájka na bázi chloridu zinečnatého by se neměla používat k pájení tenkých měděných drátů, protože by měď zničila. Pokud není k dispozici tavidlo, můžete v tomto případě rozpustit tabletu aspirinu v 10-20 ml vody.
Schéma svařování mědi v prostředí inertního plynu.
Měděný drát nebo části vyrobené z drátu různých průřezů lze snadno zahřát na požadovanou teplotu pomocí páječky. Teplotní režim by měl být ten, při kterém se pájka roztaví, cín nebo olovo-cín, a provádí se také pájení. Tavidla musí obsahovat kalafunu nebo být vyrobena z kalafuny, lze použít pájecí olej nebo dokonce samotnou kalafunu.
Povrch drátu je očištěn od nečistot a oxidového filmu, načež jsou díly pocínovány.Tento proces zahrnuje nanesení tenké vrstvy tavidla nebo kalafuny na zahřátou měď a poté pájku, která se co nejrovnoměrněji rozmístí po povrchu pomocí páječky. Díly, které je potřeba spojit, se spojí a znovu nahřejí páječkou, dokud se již ztuhlá pájka nezačne znovu tavit. Když k tomu dojde, páječka se odstraní a spoj se ochladí.
Díly lze upnout do svěráku tak, aby vzdálenost mezi nimi byla 1-2 mm. Tavidlo se nanáší na díly a zahřívá se. Do mezery mezi horkými částmi se přivede pájka, která se roztaví a mezeru vyplní. Teplota tavení pájky pro pájení tímto způsobem musí být nižší než teplota tavení mědi, aby se díly nedeformovaly. Díl vychladne, poté se omyje vodou a v případě potřeby upraví brusným papírem, dokud nebude hladký a jednotný.
Pájecí misky nebo pájecí otvory v mědi
Při pájení misek se používá čistý cín, jehož bod tání je vyšší než u pájky s obsahem cínu nebo olova. Někdy se pro pájení velkých dílů používají kladivové páječky, zahřívané na otevřeném ohni s plynovým hořákem nebo hořákem. V budoucnu se vše děje podle standardního schématu: čištění, tavení a pocínování, spojování dílů a ohřev páječkou. Právě pro tuto páječku je vhodná pájka z čistého cínu.
Zevnitř má tvarovka zpravidla lem, který brání jejímu provlečení trubkou. Lze ji odstranit hrubým pilníkem, pokud je potřeba tvarovku nasunout na trubku dále, než je zamýšleno a nepotřebný otvor je nutné takto zapájet.
Vlastnosti pájení měkkými a tvrdými pájkami
Připojení měděné trubky má řadu charakteristických rysů. Zvláště výrazné jsou při použití různých materiálů.
Pájení článků tavnou pájkou se provádí při teplotě 175–315ᵒC. Pájení s pevnými kompozicemi se provádí při zahřátí spoje na teplotu 650–815 °C.
Měkké pájení se používá pro pájení měděných trubek o vnitřním průměru do 22 mm a tvrdé slitiny o průměru 22 mm a více.
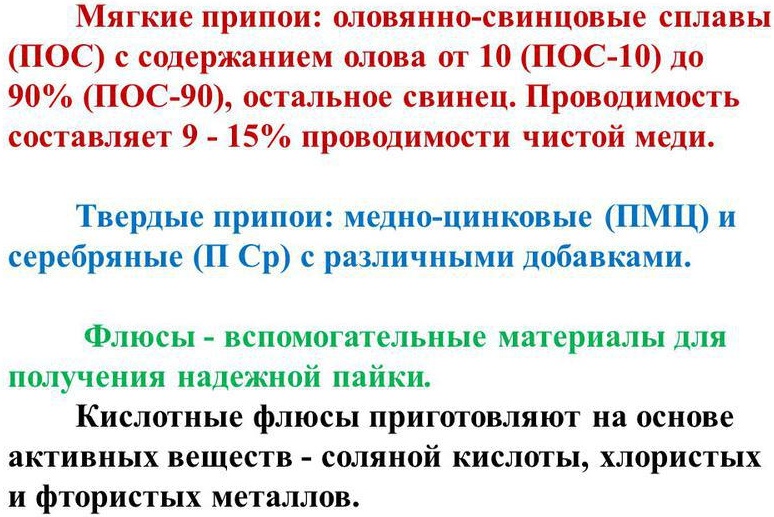 Měkké a tvrdé pájky - popis
Měkké a tvrdé pájky - popis
Při dostatečném zahřátí se nanesená vrstva tavidla vaří. Při tavení měkké pájky vzniká roztavená kapka, která hraje důležitou roli v pevném spojení trubek. Vroucí tavidlo vytlačuje roztavenou kompozici z prostoru spoje. Působením kapilárních sil je pájecí slitina při ochlazování vtahována do spoje.
Při pájení tvrdými pájkami se mezi pájené prvky vkládá tenká podložka z měkkého kovu. Spojované díly jsou bezpečně a pevně upevněny vodícím těsněním.
Jednoduchá technika pájení měděných trubek a dostupnost všech materiálů vám umožňuje provádět tuto práci sami doma.
Související video: Pájení měděných trubek "moje zkušenost"
Výběr otázek
- Michail, Lipetsk — Jaké kotouče pro řezání kovů použít?
- Ivan, Moskva — Jaká je GOST válcovaného ocelového plechu?
- Maksim, Tver — Jaké jsou nejlepší regály pro skladování válcovaných kovových výrobků?
- Vladimir, Novosibirsk — Co znamená ultrazvukové zpracování kovů bez použití abrazivních látek?
- Valery, Moskva — Jak vykovat nůž z ložiska vlastníma rukama?
- Stanislav, Voroněž — Jaké zařízení se používá pro výrobu vzduchovodů z pozinkované oceli?
proces pájení
Spočívá v provádění sekvenčních operací:
- potrubí je rozřezáno na segmenty požadovaných rozměrů, které jsou pro pohodlí označeny - dodávka nebo návrat;
- zkosení je odstraněno z okraje;
- okraje jsou začištěny o 2 cm: vnější na potrubí i vnitřní v hrdle;
- tavidlo se nanáší proužkem podél čištěných ploch (vnějších i vnitřních);
- spojení je sestaveno: trubka je vložena do zásuvky;
- přebytečné tavidlo se odstraní papírovou utěrkou, ale ne úplně - ponechá se okraj 1-2 mm;
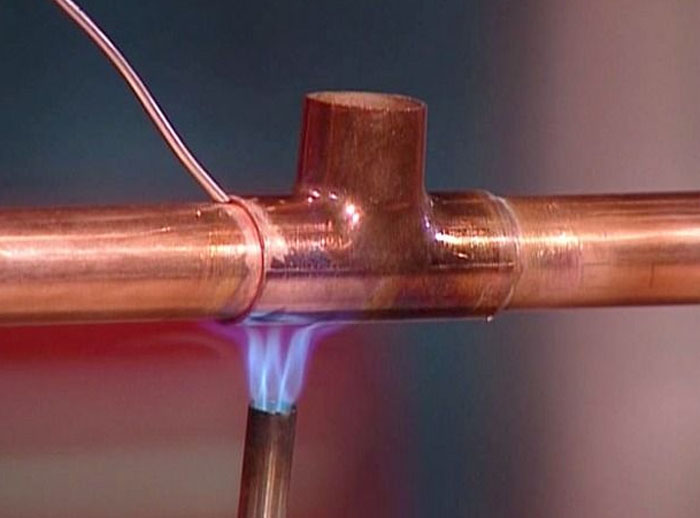
- hořák se zapálí, plamen se přivede na křižovatku;
- povrch se zahřívá po dobu 10-15 sekund na určitou teplotu - tavidlo by mělo získat cínovou barvu;
- pájka je umístěna na horní straně spoje, po zahřátí bude vtažena do spoje, rozprostřena podél švu a vyplní se.
Pokud nebyl spoj spoje očištěn od štětin nebo prachu a v důsledku toho prosakuje pájený šev měděného vodovodního potrubí, lze těsnost obnovit jedním ze dvou způsobů:
Pomocí páječky
- povrch se vyčistí, ošetří kyselinou fosforečnou, zahřeje páječkou, nanese cín;
- pomocí hořáku: na očištěný povrch se nanese tavidlo, zahřeje se, umístí se pájka, roztaví se.
Jak pájet měď plynovým hořákem
Měděnou trubku můžete připájet následovně:
- Očistěte pájenou oblast jemným pilníkem, brusným papírem nebo kovovým kartáčem.
- Rozdrťte kalafunu a posypte místo pájení.
- Trubici zahřívejte nad plynovým plamenem, dokud se kalafuna nerozpustí.
- Vložte pájku POS-30 nebo 40 a roztavte ji páječkou a rozložte ji po povrchu.
V každodenním životě se se zpracováním mědi setkáváme nejen tehdy, když je nutné pájet měděné trubky pro topení nebo instalatérské práce, ale také při opravách automobilů, pokud se na chladiči automobilu objeví prasklina nebo netěsnost. V tomto případě se provádí pájení měděného radiátoru vlastníma rukama. Motoristé místo plynového hořáku používají výkonnou 250W elektrickou páječku na měděné trubky. Pro odizolování mědi se používá brusný papír nebo kovový kartáč, pro pájení cín, kalafuna nebo kyselina ortofosforečná jako pájecí kyselina.
Pájení páječkou doma
Pájení mědi páječkou je jednodušší než použití hořáku. Postup je následující:
- Povrch radiátoru se čistí jemnozrnným brusným papírem nebo kartáčem.
- Několik kapek kyseliny se rovnoměrně nanese na okraje poškozené oblasti.
- Trhlina se zahřeje elektrickou páječkou, přivede se pájka. Roztavený cín vyplní díru.
Samopájecí měděné trubky pro vytápění nebo zásobování vodou, oprava prasklin v radiátorech je jednoduchý technologický proces, který lze provést doma s malou sadou nástrojů.
SLEDOVAT VIDEO
Pájení mědi doma je v silách každého muže.
Nástroje a materiály pro pájení mědi
- řezačka trubek;
- zkosovač;
- expandér potrubí;
- kovová vlna;
- svěrák;
- kleště;
- pinzeta;
- páječka;
- pájka;
- tavidlo;
- borax;
- pájecí olej;
- plynový hořák.
Schéma elektrického svařovacího stroje.
K řezání trubek na délku je zapotřebí řezačka trubek. Princip fungování řezaček trubek je stejný, i když v prodeji je spousta modelů. Trubka pro její řezání se upne mezi válečky a čepel, poté se řezačka trubek otáčí kolem dokola a utahuje spodní šroub o třetinu otáčky. Pro dosažení hladké hrany je trubka držena přísně kolmo k nástroji. Trubka se obvykle řeže v 5-6 otáčkách. S plynovým hořákem je možné provádět nízkoteplotní pájení mědi, protože její teplota nepřesahuje 450 °. Ne všechny komerčně dostupné konstrukce hořáků jsou vhodné pro pájení.
Před výběrem hořáku pro pájení mědi musíte věnovat pozornost pokynům, protože ty hořáky, které začínají zapálením grilu, nejsou pro tento účel vhodné. Jak správně pájet měď? Musíte to udělat pomocí páječky nebo hořáku s úzkým plamenem
Takový hořák zahřeje potrubí během několika sekund a plynová kartuše vydrží dlouhou dobu při ekonomickém používání. Při výběru hořáku se musíte podívat na složení plynu ve válci. Zpravidla se jedná o směs propanu a butanu, ale čím vyšší obsah butanu, tím vyšší teplota plamene.
Kovová vlna se používá k čištění mědi před prací s hořákem a páječkou. Pevně stlačí konec trubky nebo drátu a s námahou provede několik rotačních pohybů. To stačí na drát a potrubí by se mělo vyčistit i zevnitř. Úzké trubky (tvarovky) lze čistit speciálními kartáči k tomu určenými, přičemž je přísně zakázáno používat brusný papír, zejména velké frakce, a ještě více pilník. Měď je měkký kov a při použití brusného papíru zůstanou součásti brusného papíru na povrchu, což brání přilnavosti a dobrému spojení.
Schéma bodového svařování mědi.
Pájku lze zakoupit stočenou pro snadné použití. Jedná se o cínový drát o průměru cca 3mm
Je vhodné dát pozor na absenci olova v pájce, což by mělo být označeno speciálním nápisem na cívce. Důležitou složkou pro pájení je tavidlo, které před pájením smáčí základní kov (v tomto případě měď) a proniká do všech kapilár
Tavidlo se působením kapilárních sil šíří po povrchu. Před správným pájením musí být povrch dokonale čistý a zbavený oxidů. Šev bude pevný pouze tehdy, pokud budou součásti chráněny před kyslíkem přítomným ve vzduchu. Použití tavidla zvyšuje adhezi pájky na stejné úrovni jako mechanické čištění povrchů.
Při použití tavidla moc nezáleží na tom, zda na olověnou nebo bezolovnatou pájku, oba druhy jsou zaměnitelné. Tavidla pro pájení nerezové oceli nejsou vhodná pro použití s mědí. Lze použít i obyčejnou kalafunu, ale s její aplikací mohou být problémy.


