Připojení kovových trubek
Neméně často se při pokládání komunikací používají také kovové trubky. Z nich jsou nejoblíbenější litina a kov.
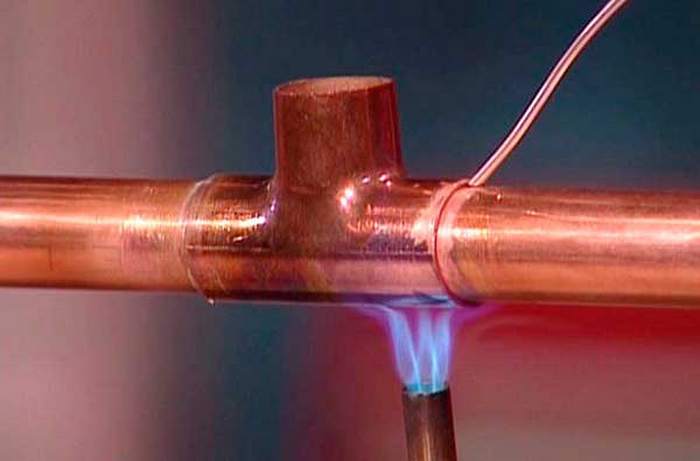
Chcete-li pájet měděnou trubku, musíte si koupit speciální nástroj - pájku. Vyrábí se z měkkých tavitelných kovů jako je cín, mosaz atd. Pájka je ve formě kovových tyčí (tvrdá pájka pro pájení při vysokých teplotách) nebo jemného drátu (pro pájení při teplotách do 459 stupňů).
Spojení měděných trubek pájením vypadá takto:
- Potřebné kusy tuby se odříznou;
- Pomocí expandéru trubek se litinová trubka rozšiřuje z jednoho konce (v budoucnu bude takové rozšíření hrát roli zásuvky);
- Dvě trubky jsou odmaštěny a zpracovány speciální pastou tavidla pro kvalitní spojení pájky s mědí;
- Poté musíte pro pájení použít pájku.
- Spoje dvou trubek tedy zpracováváme hořákem, dokud se pájka neroztaví.
- Po dokončení připojení měděných trubek je třeba odstranit zbývající pájku suchým hadříkem a nechat prvky úplně vychladnout.
- Pro vytvoření závitů vedení se používají speciální měděné tvarovky, které se připájejí stejným způsobem.
Spojujeme litinu

Litinové trubky se dnes používají méně často, ale také mají právo na život. Spojení litinových trubek se nejčastěji provádí do hrdla. Technologie vypadá takto:
- Rozšířený konec trubky je zcela vyčištěn a odmaštěn;
- Do ní se také zasune tenký konec trubky, rovněž bez tuku;
- Nyní je volné místo v zásuvce vyplněno koudelí v poměru 1/3 celé dostupné plochy, aby se později koudel nedostala do systému;
- Poté se zbývající prostor vyplní azbestovým cementem, sírou, tmelem nebo expandujícím cementem. Čekání na úplné vysušení. Takto jsou spojeny dvě litinové trubky.
Navíc je možné litinové trubky spojovat pomocí tvarovek různých konfigurací. Používají se tedy kování, sedla, spojky atd.
Svařování litiny elektrodami na bázi mědi
Svařování elektrodami na bázi mědi se používá ve všech případech, kdy není vyžadována vysoká pevnost svaru. Měď, stejně jako nikl, netvoří sloučeniny s uhlíkem, ale prakticky se nerozpouští v železe. Deponovaný šev proto není homogenní, v měděném podkladu jsou umístěny inkluze vysokouhlíkové železné fáze se zvýšenou tvrdostí.
Měděnoželezité elektrody OZCH-2, OZCH-6 jsou vyrobeny z měděné tyče s povlakem fluoridu vápenatého, do které je přidáno 50% železného prášku. Tyto elektrody se používají pro svařování trhlin ve vodních pláštích bloků motorů, hlav bloků atd. Trhlina je na koncích vyvrtána a řezána pod úhlem 70-90° na 2/3 tloušťky součásti. Okraje trhliny jsou pečlivě očištěny, protože stopy rzi, oleje a jiných nečistot způsobují poréznost švu. Svařování se provádí krátkým obloukem stejnosměrným proudem obrácené polarity s přerušeními pro ochlazení dílu na teplotu 50-60°C. Pro dosažení těsnějšího spoje se bezprostředně po svařování vykují sekce 40-60 mm. Vrstva nanesená elektrodami OZCH je měď nasycená železem proložená kalenou ocelí vysoké tvrdosti. Na hranici švu jsou v samostatných sekcích umístěny bělicí zóny. Přes poměrně vysokou tvrdost lze šev obrábět tvrdokovovým nástrojem. Měděnoniklové elektrody MNP-2 jsou tyče vyrobené z monelového kovu (28 % mědi, 2,5 % železa, 1,5 % manganu, zbytek je nikl). Nikl těchto elektrod netvoří sloučeniny s uhlíkem, takže svar je získán s nízkou tvrdostí, zóna chlazené litiny téměř chybí, zóna tvrzené litiny má nízkou tvrdost, kterou lze snadno o trochu snížit temperování.Kromě toho se ve švu tvoří méně pórů a trhlin, je snadněji zpracovatelný, ale jeho pevnost je nízká. Proto se měď-niklové elektrody často používají v kombinaci s měděno-železnými elektrodami. První a poslední vrstva je nanesena měděnoniklovými elektrodami (pro zajištění hustoty v první vrstvě a zlepšení zpracování v poslední), zbytek je nataven měděno-železnými elektrodami. Nanášení měděnoniklovými elektrodami se provádí stejným způsobem jako měděnoželeznými elektrodami.
Pro svařování za studena a navařování litiny (tj. svařování a navařování prováděné bez předehřívání) speciálními elektrodami je typické provádět proces s minimálním tepelným příkonem v krátkých kuličkách dlouhých 25-60 mm s chlazením každé superponované kuličky v vzduchu na teplotu nepřesahující 60 °C . Někdy se doporučuje vykovat každý válec lehkými údery kladiva.
Namáhání při svařování vznikající v konstrukci v důsledku ohřevu lze téměř úplně odstranit, pokud se ve svaru a tepelně ovlivněné zóně vytvoří další plastické deformace. Toho lze dosáhnout kováním švů. Kování se provádí v procesu chlazení kovu při teplotách 450 °C a vyšších nebo od 150 °C a nižších. V teplotním rozmezí 400–200 °C může vlivem snížené plasticity kovu při kování vznikat trhliny. Speciální ohřev svarového spoje pro kování se zpravidla nevyžaduje. Údery se aplikují ručně kladivem o hmotnosti 0,6-1,2 kg se zaoblenou hlavou nebo pneumatickým kladivem s malým úsilím o změnu vzoru švu. Při vícevrstvém svařování je každá vrstva kována, s výjimkou první, ve které mohou nárazem vzniknout trhliny a lícování. Tato technika je velmi účinná pro uvolnění pnutí při svařování trhlin a uzavírání svarů v tuhých obrysech dílů a sestav vyrobených z konstrukčních ocelí a litiny.
Kování svarového spoje rovněž přispívá ke zvýšení únavové pevnosti konstrukce.
Zobrazení:
152
Litina šedá
Šedá litina je široce používána ve strojírenství. Svůj název získala podle šedé barvy lomu, díky přítomnosti volného uhlíku ve formě grafitu v litinové konstrukci. Podle typu kovové základny jsou šedé litiny perlitické, perliticko-feritické a feritické.
Tabulka 1. Šedá litina, jejich hlavní vlastnosti a použití
| Značka | σproti MPa | HB | Vlastnosti a použití |
| SC10 | 275 | 139-274 | Odlitky s nízkou odpovědností s tloušťkou stěny do 15 mm (pouzdra, kryty, pouzdra atd.), díly, u kterých není pevnostní charakteristika povinná - baňky, kování, rámy, pánve, ozdobné díly, masivní stavební sloupy, základy desky |
| MF15 | 314 | 160-224 | Nízkoodpovědné odlitky o síle stěny 10 - 30 mm (trubky, tělesa ventilů, ventily při tlaku do 20 MPa atd.), málo zatížené díly karoserie, podmotorové plechy, páky, kladky, setrvačníky, olej a nádoby na chladicí kapalinu, pouzdra filtrů, příruby, kryty, řetězová kola |
| MF18 | 354 | 167-224 | Odpovědné odlitky s tloušťkou stěny 10 - 20 mm (řemenice, ozubená kola, lůžka, třmeny atd.) |
| MF20 | 397 | 167-236 | Kritické odlitky s tloušťkou stěny do 30 mm (bloky válců, písty, brzdové bubny, vozíky atd.), pro výrobu základních dílů karoserie se zvýšenou pevností a odolností proti opotřebení, dílů vyžadujících těsnost při tlacích do 8 MPa (80 kgf/cm2), skříně, převodovky, vřeteníky, vyvažovače, čelní desky, pouzdra, vozíky, válce, čerpadla, cívky, armatury, kompresory |
| MF25 | 450 | 176-245 | Kritické odlitky s tloušťkou stěny do 40 mm (lisovací formy, pístní kroužky atd.), pro výrobu základních dílů karoserie se zvýšenou pevností a odolností proti opotřebení, dílů, na které se vztahují zvýšené požadavky na těsnost |
| SC3O | 490 | 177-250 | Kritické odlitky s tloušťkou stěny do 60 mm (písty, dieselové vložky, rámy, matrice atd.), pro výrobu držáků, posuvných stolů a třmenů, povrchově kalených dílů, válců, těles čerpadel, dieselových motorů a spalování motory, pístní kroužky, klikové hřídele a vačkové hřídele |
| MF35 MF45 | 540 | 193-264 | Odpovědné vysoce zatížené odlitky s tloušťkou stěny do 100 mm (malé klikové hřídele, díly parních strojů apod.) dílů, na které jsou kladeny požadavky na těsnost při tlaku nad 8 MPa |
Grafit má nízké mechanické vlastnosti. Narušuje integritu kovové základny. Grafit, který se nachází mezi zrny kovové základny, oslabuje vazbu mezi nimi. Proto má šedá litina špatnou pevnost v tahu a velmi nízkou tažnost a houževnatost. Čím větší a rovnější jsou vměstky grafitu, tím horší jsou mechanické vlastnosti litiny. Tvrdost šedé litiny, stejně jako její odolnost v tlaku, se blíží oceli, která má stejnou strukturu jako kovová základna litiny.
Grafit má také určitý pozitivní vliv na vlastnosti litiny, zejména zvyšuje její odolnost proti opotřebení, působí podobně jako mazání, zvyšuje obrobitelnost, protože třísky křehne, pomáhá tlumit vibrace výrobku a snižuje smršťování při výrobě odlitků. .
Mechanické vlastnosti šedé litiny lze zlepšit rovnoměrným rozložením jemného lamelárního grafitu v odlitku. Toho je dosaženo speciálním zpracováním - modifikací, kdy se do tekutého železa před odléváním zavádějí přísady, které tvoří další centra grafitizace, čímž vzniká jemnolamelární grafit. Litina s takovým grafitem se nazývá modifikovaná. Od běžné šedé litiny se liší vyšší pevností v tahu, ale její tažnost a houževnatost se při úpravě nezlepšuje.
Podle GOST 1412-85 znamenají písmena SCh v označení třídy litiny - šedá litina. Dvouciferný údaj odpovídá pevnosti v tahu σproti MPa. Norma normalizuje pevnost v tahu šedých litin σproti = 274÷637 MPa, tvrdost - 143÷637 HB a chemické složení.
Hlavní vlastnosti šedé litiny a její použití jsou uvedeny v tabulce 1.
Ventilové zařízení
Na vodovodní a topné systémy lze instalovat dva typy ventilů:
- míč;
- ventil.
Pracovním prvkem kulového ventilu je koule umístěná uvnitř těla. Míč má průchozí otvor. Pokud je ventil otevřený, pak se kulička otáčí otvorem směrem k proudu vody. V zavřené poloze se míč otáčí hluchou stranou k vodě. Otáčení zajišťovacího prvku se provádí pomocí kliky.

Zařízení kulového ventilu
Uzavíracím prvkem ventilového ventilu je ventil s těsněním umístěný na vřetenu, který se spouští a zvedá otáčením rukojeti.
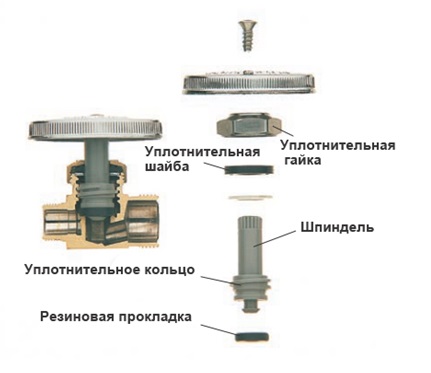
Ventilové ventilové zařízení
Kulový ventil, na rozdíl od ventilového zařízení, je uzavírací ventil a nelze jej použít k regulaci průtoku kapaliny. Kulový kohout nelze opravit a v případě poruchy provozu zařízení je nutná jeho kompletní výměna.
Výhody trub z tvárné litiny
V některých případech jsou extra silné litinové trubky používané pro zásobování vodou nepostradatelné, protože mají následující vlastnosti a vlastnosti:
- Schopnost odolat tlaku kapaliny v systému do 1,6 MPa a výše.
- Dobrá odolnost proti změnám vlhkosti a náhlým změnám teploty.
- Korozivzdorný.
- Odolnost proti mechanickému poškození.
- Síla.
- Plastický.
- Snadná instalace.
- Dlouhá životnost - až 100 let.
Kromě vynikajících fyzikálních a mechanických vlastností je kanalizační potrubí z tvárné litiny šetrné k životnímu prostředí:
- voda procházející takovými potrubími zůstává absolutně nezávadná a vhodná ke spotřebě, protože není kontaminována žádnými cizími nečistotami;
- potrubí lze po skončení životnosti zcela zlikvidovat bez poškození životního prostředí.
Spojování plastových a litinových trubek
Jak spojit litinové trubky s plastem? Vše závisí na důvodu, který k tomuto kroku tlačí. A nemusí jít nutně o náhradu (prodloužení) litinové linky.
Jedním z možných scénářů je vznik havarijních situací na stávající křižovatce plast – litina.
Zpočátku se předpokládá, že spojení litinových trubek s plastem nebude vystaveno vnějším vlivům (teplota nebo mechanické vlivy). Jednoduše řečeno, k netěsnostem dochází v důsledku odtlakování (porušení těsnosti) spoje.
K úniku může dojít v důsledku:
- Vodní kladivo, které je extrémně vzácné.
- Náhlé změny teploty (například při vypnutí / zapnutí teplé vody nebo přechodu ze studené na teplou vodu).
V druhém případě je příčina problému v rozdílných koeficientech roztažnosti litiny a plastu a také v nekvalitní armatuře (kanalizační adaptér z litiny na plast). U posledně jmenovaného může dojít k prasknutí, protože litina se neroztahuje tak rovnoměrně jako plast. Kování se navíc může jednoduše rozvinout (zapínání zeslabuje).
Chcete-li vyřešit problém, který nastal, budete muset vyměnit opotřebovanou část (přechod z litiny na plast) nebo utáhnout „samorolovací“. Je třeba poznamenat, že vysoce kvalitní moderní kování je chráněno před samovolným odvíjením. Kromě toho můžete použít krimpování takových výrobků. Na příslušenství proto raději nešetřete.
Polypropylenová tvarovka, určená pro spojování plastových a kovových trubek
Dalším scénářem je potřeba prodloužit litinovou linku. Stejný krok může tlačit i možnost ušetřit dokončením plastových rozvodů po bytě, napojených na stávající litinovou stoupačku. Pokud však zůstane kovová stoupačka, problém nebude zcela odstraněn - existuje vysoká pravděpodobnost úniku ve spoji (přechod odpadních vod z plastu na litinu).
Vzhledem k tomu, že dokování systémů "litina-plast" je již dlouho uvedeno do provozu, na moderním trhu najdete takový prvek, jako je přechodová gumová manžeta (standardní průměry).
Jak prakticky lepit kov na plast
Výběr způsobu připojení potrubí závisí na typu dostupné litinové trubky:
- litinová trubka bez hrdla;
- trubka s hrdlem.
V druhém případě bude moci běžný uživatel (bez speciálního školení) dokovat jednotlivé prvky. V opačném případě (zásuvka je poškozená nebo neexistovala) budete muset použít lisovací tvarovku, která má specifický design - na jednom konci je hrdlo (napojení na plastovou linku), na druhém je závit. řez pro spojení s litinovým koncem. Plastovou trubku můžete vložit do litinové trubky sami, pokud si zakoupíte předem:
- adaptér pro litinovou kanalizační trubku nebo lisovací tvarovku;
- těsnící materiál, na který lze použít koudel nebo teflonovou pásku;
- klíče (dva kusy).
Fáze takového spojení lze popsat následovně:
- Odšroubujte stávající spojku (posuvnou litinovou spojku) v místě, kam se plánuje přivedení plastového vedení. Případně můžete litinovou trubku jednoduše odříznout pomocí brusky.
- Na připraveném kovovém konci odřízněte nit a toto místo namažte olejem (tuhým olejem).
- Otřete závity, naviňte kolem nich těsnicí materiál a namažte silikonovým tmelem.
- Našroubujte lisovací tvarovku - operaci doporučujeme provést ručně, bez použití klíče. V opačném případě existuje možnost mechanického poškození součásti. Po napuštění systému vodou je nutné armaturu utáhnout (takto bude možné zabránit úniku a neskřípnout samotnou armaturu).
https://youtube.com/watch?v=39fa3je7waI
SLEDOVAT VIDEO
V případě, že plánujete stavbu topného potrubí nebo zásobování teplou vodou, je doporučeno použít speciální adaptér (přechodové pouzdro z litiny na plast), který má těsnící pryžové těsnění. Alternativním řešením je použití děleného mosazného pouzdra, které má prvek z PVC.
Nakonec stojí za to říci, že je lepší vyměnit vnitřní kabeláž za plast předem, aniž byste čekali na nouzovou situaci. Plastová konstrukce je přeci jen méně náročná (nepotřebuje údržbu) a její provoz není provázen výskytem nepříjemných pachů. Spojovat litinovou trubku s plastovou může pouze osoba znalá!
Možné poruchy a způsoby jejich odstranění
Zařízení je nutné opravit, pokud:
- ventil neuzavírá vodu. Příčiny poruchy mohou být:
- opotřebení těsnícího těsnění sloužícího jako blokovací zařízení;
- odpojení uzavíracího ventilu od vřetena;
- zalomení vřetena;
- znečištění ventilu usazeninami obsaženými ve vodě;
Pokud je vřeteno ohnuté nebo ventil odpojený, je třeba vyměnit pouzdro.
- netěsný nebo kapající ventil. Hlavní důvody takové poruchy mohou být:
- vytvoření trhliny na těle zařízení;
- absence nebo nedostatečné množství těsnění ucpávky.
Výměna těsnění a vyčištění pouzdra
K opravě ventilu vlastníma rukama, když je těsnění opotřebované, budete potřebovat následující nástroje a materiály:
- klíč;
- kus instalatérské gumy;
- nůžky;
- kleště;
- nůž;
- lněnou nití nebo jiným těsnícím materiálem.
Pro vlastní výrobu těsnění je zapotřebí guma a nůžky. Pokud víte, které těsnění je nainstalováno na vřetenu, můžete si hotový výrobek zakoupit v instalatérském obchodě.
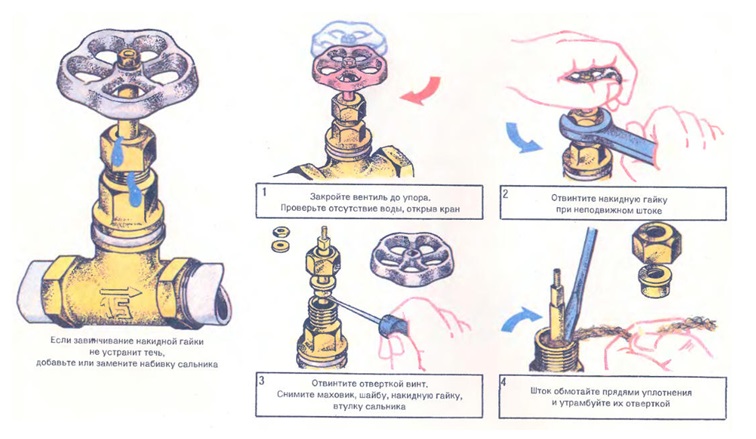
Těsnění se vyměňuje následovně:
- pomocí nastavitelného klíče je nutné odšroubovat jeřábovou skříň, která fixuje vřeteno ventilu;

Demontáž ventilu pro výměnu těsnění
- kleště odšroubujte matici, která fixuje těsnění;
- podložka a vadné těsnění jsou odstraněny;
- je vyříznut kus pryže, jehož rozměry jsou o něco větší než rozměry ventilu;
- ve středu odříznutého kusu pryže je vytvořen otvor;
- pryž je namontována na ventilu a upevněna maticí;
- přebytečná guma se odstřihne nůžkami kolem ventilu. Hotové těsnění musí plně odpovídat rozměrům ventilu;

Nasazení nového těsnění na vřeteno
- pomocí nože se tělo ventilu vyčistí. Doporučuje se pečlivě odstranit všechny usazeniny nejen v pouzdře přístroje, ale i v závitovém spojení;
Pokud není možné skříň vyčistit mechanickým působením, lze použít petrolej nebo kapalinu WD-40.
- jeřábová skříň je namontována na závitu;
- spojení je utěsněno, poté může být zařízení zcela upevněno.
Utěsnění závitu lněnou nití
Oprava ventilu musí být provedena při odstaveném přívodu vody (topení).
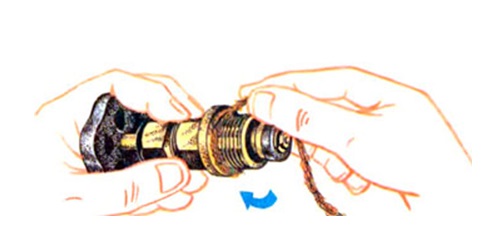
Výměna těsnění ucpávky
Pokud ventil baterie netěsní, pak je ve většině případů problémem absence nebo nadměrné utěsnění ucpávky. Pro opravy budete potřebovat:
- nastavitelný klíč nebo klíč vhodné velikosti;
- těsnění ucpávky;
- nůž nebo plochý šroubovák pro těsnění.
V této situaci můžete ventil opravit sami podle následujícího schématu:
- vypněte přívod vody do systému;
- vyjměte otočnou rukojeť;
- odšroubujte upevňovací matici.Při povolování fixace se doporučuje držet vřeteno v jedné poloze;
- odstraňte těsnicí kroužek, který zajišťuje těsnění;
- použijte nůž nebo šroubovák k odstranění starého obalu;
Proces výměny těsnění ucpávky k odstranění úniku
- naneste a utlačte nový těsnicí materiál;
- sestavte kohoutek v opačném pořadí.
Proces výměny těsnění a ucpávky je podrobně popsán ve videu.
https://youtube.com/watch?v=r7a44zQX2oo
Oprava trhlin
Pokud ventil netěsní a příčinou úniku je prasklina na těle ventilu, můžete:
- úplně vyměňte ventil;
- uzavřete trhlinu speciálními materiály.
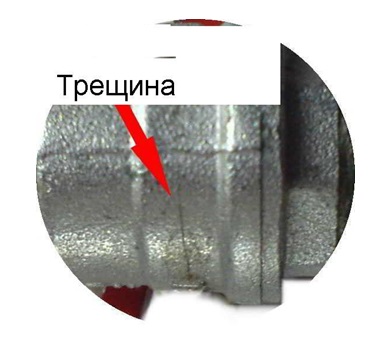
Prasklina v těle ventilu
Mezi materiály používanými k utěsnění trhlin lze rozlišit prostředek pro svařování za studena.

Prostředky pro svařování kovů za studena
Podrobný návod k použití produktu je uveden na obalu. Obecný vzorec použití je následující:
- místo, kde je třeba opravit trhlinu, je očištěno od nečistot a odmaštěno acetonem;
- kompozice je připravena pro aplikaci;
- hotová směs se nanese na trhlinu a rovnoměrně se rozloží po povrchu;
Pro pevnost svařování se doporučuje nanést směs na větší plochu, než zabírá samotná trhlina.
- očekává se úplné vysušení kompozice, po kterém je možné místo svařování vyčistit a natřít.

Metoda použití studeného svařování k opravě trhliny
Nejběžnější problémy s ventily tak můžete odstranit sami. Pokud provedené opravy nepomohly k nápravě situace, je nutné ventil vyměnit.
Směsi litiny a plastu
Proces výměny kanalizace v současnosti používá pokročilejší materiály než litina. V tomto případě budete muset svou část systému připojit ke společnému litinovému potrubí. Samostatná realizace se často provádí vložením jednoho výrobku do druhého a následným utěsněním cementovou maltou.
Tento přístup nelze nazvat spolehlivým, protože existuje hrozba plastické deformace a úniku. Plastové a litinové trubky je nutné spojovat s velkou opatrností, protože reakce na zahřátí obou materiálů je značně odlišná (blíže: ""). To vše může negovat těsnění. Dalším škodlivým vlivem na takový spoj jsou periodicky se vyskytující vibrace a otřesy v kanalizačním systému.


Při absenci zásuvky se montáž provádí pomocí dvou adaptérů. Nejprve je trubka očištěna od nečistot a rzi, poté je litinová trubka nejprve vybavena pryžovým adaptérem a poté plastovým. Pokud jde o plastovou trubku, ta se vkládá dovnitř plastového adaptéru.
Jak svařovat litinu s kovem elektrickým svařováním

31.12.2018
Při provádění oprav nastávají situace, kdy je nutné spojit různé kovy. Lze svařovat litinu s ocelí? Ano, ale lidé se zkušenostmi to zvládnou.
Litinové slitiny se vyznačují vysokým obsahem uhlíku, při jeho vyhoření se mění struktura kovu. Spoj je svařován v nízkoteplotním režimu až do 120°C. Ocel je naopak potřeba silně zahřát.
Pro spojení litinových dílů s jinými slitinami železa byla vyvinuta technologie nárazníkové vrstvy. Krycí vrstva niklu poskytuje silné spojení různých kovů.
Technologie svařování litiny ocelovou tavnou elektrodou
Existuje několik způsobů, jak svařovat litinu, používají se ke spojování slitin litiny s jinými kovy:
- Horké - před spojením dílů se pece předehřejí na 600 °C úplně. Ohřev hořákem je povolen pouze v pracovní oblasti (litina se stává karmínovou). Používá se pro zabezpečené připojení.
- Položhavé, vhodné pro legované slitiny. Spojované díly se částečně nebo úplně zahřejí na 200–300 °C.
- Za studena - díly se spojují bez ohřevu, používá se pro překrytí - švy pracující v tlaku.
Spojování kovů ručním elektrickým svařováním zahrnuje předběžnou přípravu povrchů. Litinová slitina je porézní a dobře absorbuje olej. Skvrnu nestačí odmastit, musí se vyčistit na čistou vrstvu, jinak se šev ukáže jako uvolněný.
Jak se ocel svařuje s litinou:
Nejprve musíte vybrat aktuální parametry. Pokud svářečka pracuje pouze na konstantní, přepněte polaritu na opačnou. Je nutné počítat s indikátorem otevřeného obvodu (napětí mezi póly bez oblouku), přípustná hodnota je do 54 V. Na střídavý proud je povoleno pracovat pouze s otevřeným obvodem 54 V.
Svařování se provádí po malých úsecích, válečky nejsou delší než 3 cm. Nejprve se nanese litina, poté se k nárazníkové vrstvě přivaří ocelová část.
Silnostěnné švy jsou svařovány ve vrstvách, každá je kovaná před aplikací další
Dělá se kolmo k prvnímu - tak je dosaženo pevnosti spoje.
Po spojení slitiny litiny s ocelí horkými a položhavými metodami je důležité dodržet režim ochlazování navařovací zóny. Šev je periodicky zahříván, aby se postupně ochlazoval
Při náhlém ochlazení litinová slitina vlivem vzniklých vnitřních pnutí praská.
Výběr elektrod
Použijte speciální, které mají:
- snadné zapalování při startu;
- nízká penetrační schopnost;
- vysoká depoziční rychlost;
- tvrdost výsledné kuličky.
Ruské značky:
- TsCh-4 - multifunkční s celulózovým povlakem se vyznačují stabilním spalováním, dobrým povrchem;
- OZCH-2, OZCH-25 - používají se pro svařování tenkostěnných prvků, nepropalují kovy do velké hloubky;
- MNP-2, OZZHN-2 se používají pouze pro horké spojování litinových dílů s kovy.
Dovezené, používané pro kritické švy:
- Zeller 866, Zeller 855 - univerzální, vaří litinu se železem bez předehřívání;
- Ficast NiFe - vytvářejte spoje, které fungují stabilně v ohybu, krutu.
Důležité!
Před prací je důležité elektrody dobře vysušit, zahřát, zahřívají se od 160 do 300 °C. Z balení je ale odebráno jen několik kusů - při opětovném sušení a zahřívání se povlak rozpadne
Aplikace argonového obloukového svařování
Dobrý výsledek poskytuje použití žáruvzdorných elektrod a měděno-niklového výplňového drátu.
Jak se ocel svařuje s litinou (několik doporučení):
- Přísada se volí podle druhu kovu a typu litiny. Častěji se volí plněný drát na bázi niklu, z něj se nejprve oklepe povlak.
- Argon se používá jako ochranná atmosféra, šetří šev před oxidací.
- Pro práci jsou vybrány žáruvzdorné wolframové elektrody.
- Pro práci s tenkostěnnými prvky používají zkušení svářeči místo drátu malé tenké kusy litiny.
- Pro spoje, které jsou vystaveny pouze statickému zatížení (kompresi), lze použít slitiny niklu. Dobře přilnou ke všem druhům oceli.
Důležité body procesu svařování litiny a oceli
- Práce se provádí v nízké poloze.
- Válec je vyroben rychle, aniž by se vytvořila široká lázeň taveniny.
- Šedá litina se hůře vaří, musí se zahřívat, pak se ukládá vrstva obsahující nikl. Pak bude spojení silné.
- U legovaných ocelí tvoří litina volný šev, musí být dobře kovaná.
- Je nutné vařit šev rovnoměrně, bez ostrých výkyvů s držákem.
Jak svařovat litinu s kovem elektrickým svařováním Odkaz na hlavní publikaci
Spojujeme polypropylen

Způsoby spojování polypropylenu jsou zcela závislé na průměru výrobků. Trubky do průměru 63 mm se tedy spojují hrdlovým svařováním nebo do hrdla. Trubky většího průměru se spojují svařováním na tupo.Zároveň je třeba připomenout, že pomocí ruční páječky lze pájet pouze u trubek o průměru do 40 mm. Velké prvky jsou pájeny na profesionálním středícím zařízení.
Teplota svařování polypropylenových trubek je 220-230 stupňů.
Technologie pájení vypadá takto:
- Trubky se řežou na požadované segmenty;
- Okraje polymeru jsou důkladně odmaštěny;
- Na okraj dalšího segmentu se aplikuje značka, jejíž délka bude o 2 mm delší než hloubka objímky;
- Oba konce výrobků, které mají být spojeny, jsou v kontaktu s páječkou (trubka je vložena do trysky a na ni je nasazena objímka);
- Prvky zahřáté na 3-5 sekund se spojí až na doraz a zcela vychladnou.
PP trubky lze také spojovat pomocí svěrných spojek.
Připojení hladkých litinových trubek
Potrubí lze vytvořit nejen pomocí litinových hrdlových trubek: často se praktikuje použití hladkých konstrukcí. Jak v tomto případě připojit litinovou trubku k ocelové? Zde budete potřebovat přítomnost různých zařízení pro připojení: v první řadě mluvíme o spojkách, sedlech, křížích, ohybech. Která možnost bude nejvhodnější je určena průměrem potrubí a typem připojení.
Nejčastěji se k tomu používají spojky pro litinovou trubku jedné z odrůd:
- Válec. Vhodné pro spojování potrubí o stejném průměru. Nejčastěji je taková armatura vybavena závitem.
- Dvouválcový. Používají se v případech, kdy se mění průměr připojených trubek. Uvnitř takové spojky je také závit.
- Futorki. Tato armatura je vybavena vnitřním i vnějším závitem, používaným především v topných systémech.
Spojka se velmi snadno používá. Prvním krokem je značení, při kterém se určuje úroveň ponoření každé trubky uvnitř tvarovky
V tomto případě je důležité dosáhnout spojení konců přesně ve středu spojky. Utěsněte spáru mezi dvěma speciálními tmely
Potrubí má často určitý úhel uložení nebo odbočky. V tomto případě přicházejí na pomoc jiné armatury. Litinové kanalizační trubky můžete připojit pod úhlem pomocí ohybů. Vzhledově se jedná o kusy potrubí, které mají určitý úhel ohybu (10, 15, 30, 60 a 90 stupňů).

Je také možné připojit litinové a ocelové trubky s takovými zařízeními:
-
tričko
. Umožňuje připojení tří potrubních vedení najednou. Nejčastěji je umístěn v místě, kde se kanalizace rozvětvuje. -
přejít
. Umožňuje připojení čtyř trubek najednou. -
Sedlo
. Používá se v případě, kdy se na hlavní vedení připojuje potrubí menšího průměru. Nejčastěji se tímto způsobem připojují volně stojící vodovodní armatury.
Konce těchto zařízení mohou být vybaveny zásuvkami nebo rovnými sekcemi. Utěsňování spár se provádí různými tmely a koudelemi.


