Technologický postup svařování PP
Svařování polypropylenových trubek je založeno na schopnosti tohoto druhu plastu měknout při zahřátí na určitou teplotu a získat stav podobný měkké plastelíně. Při těsném kontaktu mezi dvěma roztavenými částmi dochází k procesu vzájemného pronikání (difúze) materiálů, jehož výsledkem je pevné spojení, které není v trvanlivosti horší než celistvá struktura.
Existují dva hlavní způsoby připojení polypropylenových trubek: tupo a spojka. V první možnosti se konce dílů současně zahřívají speciální kotoučovou páječkou, načež se spojují dohromady, tato technologie je široce používána při spojování trubek velkého průměru v průmyslové výstavbě.
Při použití ve stavebnictví pro pokládku vodovodních a topných sítí z polypropylenových trubek malých průměrů (do 63 mm) je metoda na tupo absolutně nevhodná z následujících důvodů:
- lze realizovat svařování polypropylenových trubek pouze jednoho průměru;
- po dokování se uvnitř potrubí vytvoří konvexní šev, který zmenšuje průřez průchodového kanálu - tím se výrazně zvyšuje hydraulický odpor potrubí malého průměru a snižuje účinnost jeho použití, zvyšuje se pravděpodobnost ucpání.
- spoj má menší pevnost než spojka.
Technologie pájení s využitím spojek spočívá v použití přechodového kusu pro spojování trubek (segment klasické jednovrstvé PP trubky) s vnitřním průměrem odpovídajícím vnějšímu průměru spojovaných trubkových segmentů. Pro provádění práce se speciální páječkou se současně zahřívá vnější povrch trubky a vnitřní přechodové pouzdro, načež se díly rychle ručně spojí. Podobný postup s ohřevem objímky a vnějšího trubicového pláště se provede s druhým spojeným segmentem. Je zřejmé, že po vložení do spojky jsou konce obou trubkových úseků téměř spojeny bez konvexního švu, a pokud je použit adaptér s různými průměry, lze spojovat potrubí libovolné velikosti.

Rýže. 5 Pájení plastových trubek - technologický postup
Jaká je životnost polypropylenových trubek, jakou teplotu vydrží
Polypropylenové trubky se osvědčily v topných systémech. Staly se důstojnou náhradou za kovové topné potrubí.
Životnost polypropylenových trubek není nižší než životnost kovových trubek.
PP trubky se nebojí koroze, odolné vůči chemikáliím, které se používají v každodenním životě, navíc, když voda zamrzne, nezhroutí se. Proto lze polypropylenové trubky používat v topných systémech po dobu 25 let a v potrubích studené vody asi 50 let.
Pevnost a spolehlivost polypropylenového vodovodního systému je zajištěna také způsobem jejich připojení. Provádí se svařováním. To poskytuje pevnost a pevnost. Při provozu není potřeba neustále dotahovat spoje, jako je tomu u kovových potrubí.
Jakou teplotu vydrží polypropylenové trubky?
Mnoho lidí má stále podezření na polypropylenové trubky v topných systémech. Podívejme se, jakou teplotu vydrží, jaká je životnost polypropylenových trubek a zda je možné je použít pro vytápění domácností.
Materiál, který se odebírá pro výrobu trubek, se získává polymerací polypropylenu za účasti kovových katalyzátorů. Polypropylen měkne při +140C, tento materiál taje při +175C.
Je zřejmé, že dlouhodobé vystavení vysoké teplotě a nadměrnému tlaku povede k deformaci potrubí.
Výrobci zaručují normální provoz polypropylenových trubek v topném systému při teplotách do + 95 ° C. Stále však existuje určitá míra bezpečnosti, která umožňuje krátkodobé zvýšení teploty chladicí kapaliny na teplotu + 140 ° C. Ale časté skoky teploty na tuto hodnotu povedou ke snížení životnosti potrubí, ačkoli se samo neroztaví.
Při nákupu polypropylenových trubek je třeba věnovat pozornost jejich označení. Pro rozvod studené vody se používají trubky z polypropylenu PN10 až PN25
Potrubí PN20 lze použít do +60C a potrubí PN25 lze použít při teplotě chladicí kapaliny do +95C.
Jaký tlak vydrží polypropylenové trubky různých typů?
Mnoho kupujících, kteří se rozhodnou nainstalovat polypropylenové potrubí pro zásobování studenou vodou nebo pro vytápění, se zajímá o to, jaký tlak mohou odolat. Na tom bude záviset životnost polypropylenových trubek. Tato otázka je velmi důležitá. Protože tlak ve vodovodním systému nebo v topném systému, kterému polypropylen čelí po celou dobu používání, ovlivňuje životnost výrobku. Pokud má potrubí trvale vysokou teplotu, ale nízký tlak (nebo naopak), pak potrubí vydrží dlouho. Ale pokud je v systému současně vysoký tlak a vysoká teplota, pak se životnost drasticky zkrátí.
Aby potrubí sloužilo 50 let slíbených výrobcem, je nutné, aby tlak v systému byl 4-6 atmosfér a teplota chladicí kapaliny nepřesáhla 75 stupňů.
Polypropylenové trubky v topném systému
Polypropylenové trubky jsou nyní velmi oblíbeným materiálem pro instalaci topného systému. Jsou odolné proti deformaci, oděru, vyznačují se nízkou propustností kyslíku. Kromě toho dokonale odolávají teplotám s mínusem, nebojí se mrazivé vody.
Při jejich výběru však musíte vzít v úvahu tyto body:
Polypropylenové trubky jsou tuhé, neohýbají se. Chcete-li vytvořit obrysy nebo zatáčky, musíte použít rohy, což není vždy vhodné.
Pro polypropylenové trubky se tvarovky vyrábějí s velkým průřezem ve srovnání s tvarovkami jiných prvků systému, například radiátorů. Tato okolnost negativně ovlivňuje vzhled systému.
Polypropylen se při zahřívání silně natahuje
Pokud je systém vyroben otevřeným způsobem, vypadá to ošklivě kvůli prohýbajícím se trubkám.
Při montáži je důležité trubky nepřehřívat, protože při zasouvání trubek do tvarovek může dojít ke snížení průchodu. Taková chyba instalace povede ke špatnému výkonu topného systému.
Při potrubních kotlích se nedoporučuje používat polypropylenové trubky. V kotelnách se často mění teplota potrubí, přičemž polypropylen není pro takové podmínky vhodný materiál.
Vzhledem ke všem výše popsaným negativním bodům jsou dobrou volbou polypropylenové trubky pro topné systémy.
Jakou teplotu vydrží polypropylenové trubky?
Pro určení účelu polypropylenové trubky ve vzhledu existuje speciální označení. Kromě výrobce a názvu značky se na potrubí používá obecně uznávaná klasifikace.
- název modifikace polypropylenu;
- standardní proporcionální poměr;
- jmenovitý vnější průměr a tloušťka stěny;
- jmenovitý tlak;
- standardy výrobce.

Maximální teplota PP trubek je 95°C. To je snad jediná nevýhoda polypropylenu, neodolává vysokým teplotám. Při t 140° materiál změkne a snadno se deformuje a taví při 175°.
Teplota v topných systémech také není navržena pro takové indikátory, takže PP trubky jsou docela vhodné pro jejich použití pro tepelné potrubí.
Krátkodobé zvýšení teplotních indikátorů zřídka vede k selhání, ale je důležité vzít v úvahu, že když jsou potrubí provozována při teplotách 100 °, jejich životnost se výrazně snižuje. 50 let deklarovaných výrobcem se může ve skutečnosti změnit na rok a půl, protože životnost závisí nejen na jeho technických vlastnostech, ale také na provozních podmínkách
Výrobcem deklarovaných 50 let se ve skutečnosti může změnit na rok a půl, protože životnost závisí nejen na jeho technických vlastnostech, ale také na provozních podmínkách.
Nuance při pájení polypropylenových trubek
Pájení propylenových trubek vyžaduje určité dovednosti a zkušenosti, při provádění prací by nezkušení montéři měli vzít v úvahu některé nuance:
- Polypropylenové trubky vyztužené vnitřním hliníkovým pláštěm vyžadují o něco delší dobu ohřevu, což lze experimentálně určit provedením pokusů se spojováním zkratek.
- PP trubky vyztužené hliníkem umístěné pod tenkým vnějším pláštěm z polypropylenu vyžadují přípravu pro pájení, je nutné tuto hliníkovou vrstvu odstranit do hloubky spoje s tvarovkou, aby fólie nepřekážela při pájení. K tomu použijte speciální zařízení pro odizolování - holicí strojek, vyráběný v několika verzích: ruční a pro vrtačku. Pokud se musíte potýkat s montáží hliníkem vyztužených PP trubek ve velkých objemech, je lepší pořídit trysku na vrtačku (šroubovák) - odstranění hliníkové vrstvy při jejím použití je rychlejší a kvalitnější než u perforovaný model.
- Pokud je hliníková výztuž umístěna uprostřed mezi vnitřní a vnější stěnou trubky, obvykle zkušení svářeči trubku nečistí. Pokud však zkušenosti nestačí, pak se doporučuje použít odizolování pro vnitřní vyztužení - trimry. Jejich provedení se od výše zmíněných holicích strojků liší přítomností nože, který řeže fólii zevnitř od konce trubky.

Rýže. 13 Sled pájení PP trubek vyztužených shora fólií
- Nečistí plášť trubky spojovaných dílů od nečistot - tato chyba vede ke špatné difuzi polypropylenu a dalšímu odtlakování spoje.
- Nezvládne řez pod úhlem 90 stupňů. Chyba vede k tomu, že při vkládání trubkových úseků do topných trysek nejsou zcela ponořeny a při montáži se mezi jejich konci vytváří příliš velká vůle - to oslabuje spoj a vede k hromadění nečistot v vytvořená drážka.
- Trubky ve spojce jsou spojeny příliš těsně nebo nedostatečně hluboko, v prvním případě je na spoji vytvořen vnitřní hřídel, který zmenšuje průměr průchozího kanálu. Pokud jsou trubky ve spojce umístěny příliš daleko od sebe, vytvoří se vnitřní drážka a zhorší se pevnostní charakteristiky spoje.
- Při spojování dílů nedodržujte pravý úhel. Při absenci ovládacího nástroje je pro začínajícího montéra poměrně obtížné udržet pravý úhel, nebo spíše vyrovnání spoje, deformace nepříznivě ovlivňují kvalitu spojů a znesnadňují instalaci dlouhých profilů do předem nařezaných rovné drážky.
- Nedostatečně zahřáté nebo přehřáté části. V prvním případě bude difúze nedostatečná, spoj se později delaminuje a vznikne netěsnost, při přehřátí plášťů trubek se uvnitř objeví návar zužující průchozí otvor.
- Otočte nebo opravte polohu dílů během procesu svařování. Toto porušení technologie vede k dalšímu odtlakování spoje.
- Při pájení, dokování nedodržujte časové intervaly. Odchylky od doporučených tabulkových hodnot vedou k závadám v podobě přehřátí nebo nedohřátí plášťů trubek, jejich delaminaci a tím i ke špatnému spojení dílů.

Rýže. 14 Jak nesvařovat polypropylenové trubky
Proč potřebujete vyztužení potrubí
Pro zajištění dostatečné úrovně tepla v bytech je nutné zapnout zpětné potrubí a zvýšit teplotu vody na 10°C. Při blízkých provozních teplotách začnou jednoduché polypropylenové trubky ztrácet své vlastnosti a navíc lineární rozšíření jejich rozměrů je možné.
Při pokládání potrubí s vysokými teplotami do betonového potěru je to zvláště důležité.Existuje možnost praskání betonu a rozbití celého topného systému
Pro snížení tohoto efektu a jeho úplné odstranění jsou polypropylenové trubky vyztuženy.
Výztuž je zesílení únosnosti základního materiálu výrobku jiným materiálem s vyšší úrovní pevnosti. Zvyšuje se tak schopnost odolávat teplotním změnám. Vyztužené trubky plně splňují normy topného systému a nedeformují se, když je výrazně zvýšeno.
Pro vyztužení trubek vyrobených z polypropylenu se používají materiály:
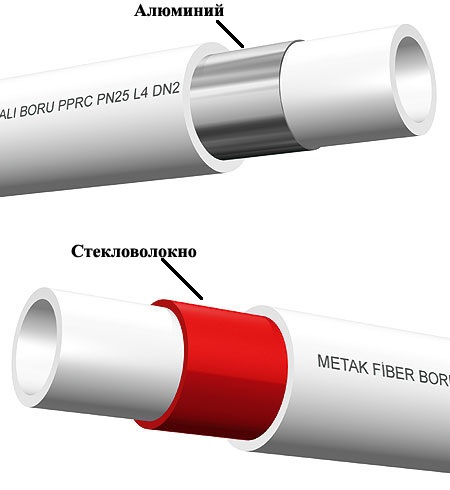
- hliníková fólie nanesená na povrch;
- vnitřní vrstva hliníku, umístěná podél celého průměru trubky, blíže k vnějšímu povrchu;
- vnitřní vrstva ze skleněných vláken;
- vnitřní vrstva kombinující vlákno a sklolaminát.
Hliník a sklolaminát stojí přibližně stejně. Cena se odvíjí především od parametrů samotného potrubí a výrobce. Nicméně vyztužení skelnými vlákny má oproti hliníku několik výhod:
- během instalace není nutné čištění okraje potrubí;
- krátká doba pájení spojů (jako u nevyztužených trubek);
- nedochází k žádné vnitřní delaminaci v důsledku fúze skleněného vlákna do polypropylenu;
- zvyšuje pevnost produktu.
Sklolaminát má pouze jednu nevýhodu – lineární tepelná roztažnost trubek vyztužených skelnými vlákny je o 6 % vyšší než u trubek vyztužených hliníkem.
Pokyny pro pájení polypropylenových trubek krok za krokem
Jednou z hlavních výhod spojování polypropylenových trubek pájením je rychlost montážních prací, proces dokování a připravenost k další instalaci trubek nejběžnějšího průměru 25 mm netrvá déle než 15 sekund. Aby práci provedli bez zbytečných časových nákladů, zodpovědně provádějí všechny přípravné operace a následně namontují potrubí, přičemž přísně dodržují technologický postup operací.

Rýže. 9 Nástroj používaný ke svařování PP trubek
1. Příprava nářadí a příslušenství
Před pájením polypropylenových trubek jsou připraveny komponenty: trubkové segmenty, T-kusy, kolena, spojky, adaptéry z plastu na kov, uzavírací ventily ventilů.
K provedení práce budete potřebovat páječku a sadu trysek, jakož i pomocné nástroje, z nichž některé jsou součástí balení zařízení:
- Řezačka trubek, obvykle pro stříhání trubek se používají nůžky s maximálním povoleným průměrem střihu 40 mm, pro větší velikosti se používají výkonnější nůžky nebo válečkové řezačky.
- Svinovací metr, fix nebo tužka pro označení délky na trubkovém plášti.
- Rukavice na ochranu rukou před popálením při práci.
- Úroveň pro kontrolu horizontu při instalaci vývodů vody.
- Šroubovák nebo šestihranný klíč k upevnění nástavců k nahřívací žehličce.

Rýže. 10 Hlavní fáze svařování PP
2. Značení a řezání
Pro usnadnění práce uvolňují místo uprostřed místnosti a nastavují stůl do vhodné výšky, rozmístí všechny prvky po obvodu místnosti podle schématu, poté začnou sekvenční řezání pájením. . Pokud potrubí prochází po obvodu místnosti, pokládka začíná od koncové stěny - je pohodlnější provést instalaci. Práce se provádějí v následujícím pořadí:
- Změřte požadovaný úsek potrubí a označte jeho povrch značkou nebo tužkou, ustupte od konce vzdálenosti, s ohledem na hloubku ohřevu.
- Odřízněte trubku nůžkami na polypropylenové trubky a snažte se přesně udržovat úhel 90 stupňů. Pokud je nástroj ostře naostřen, pak na vnitřních stěnách nebudou žádné otřepy a trubka si zachová svou geometrii.
- Pokud má trubka na konci malé hrbolky nebo otřepy, pak to v zásadě není velký problém, protože když se trubka zahřeje, stále se roztaví.

Rýže. 11 Pájení PP trubek - hlavní kroky
3. Pájení
Pro pájení polypropylenu se používají hlavně páječky s plochou žehličkou, práce se provádějí v následujícím pořadí:
- Dva díly trysky připojte k šroubu pomocí imbusového klíče k zařízení, připojte jej k síti a stisknutím tlačítek zapněte topné těleso nebo obě topná tělesa.
- Ukazatel požadované teploty se nastavuje termostatem, standardní teplota pro pájení polypropylenových trubek je obvykle nastavena na 260 °C.
- Poté, co indikátor změní barvu na zelenou, což signalizuje, že topné těleso dosáhlo nastavené teploty ohřevu, začne pájení. Nejprve je lepší provést zkušební práce na krátkých řezech trubek, po stanovení optimální doby držení (k tomu se používá stůl pro pájení polypropylenových trubek) začnou svařovat hlavní potrubí.
- Vnější nebo vnitřní povrchy spojovaných dílů jsou umístěny současně z obou stran v topných rukávech, snaží se udržet přísně vodorovnou polohu dílů, pro držení krátkého rukávu se používají rukavice, které jsou součástí sady. Po určité době se díly rychle vyjmou z páječky a vzájemně se spojí v přísně pevné poloze a snaží se je udržet na stejné ose po přidělenou dobu.
- Po uplynutí doby chlazení je sestava připravena k dalšímu provozu - připájení druhého úseku trubky do spojky.

Rýže. 12 Holicí strojky pro odstranění vnější výztuže PP trubek a příklad jejich použití