Vlastnosti svařování zinkových trubek
Při rozhodování o tom, které elektrody vařit zinkování, vyberte požadovanou značku na základě provozních podmínek svařovaného produktu při dalším použití. Svařování se neliší od konvenčního svařování, s výjimkou některých nuancí:
- Teplotní vliv na vrstvu zinku vede k jejímu vyhoření s tvorbou toxických plynů, proto je třeba v procesu svařování dodržovat bezpečnostní opatření - používejte průtokovou ventilaci a chraňte dýchací orgány před plyny.
- Před provedením práce by mělo být provedeno zkušební svařování na krátkých úsecích potrubí pro výběr elektrod a optimální režim napájení.
- K vypálení zinku je potřeba další energie, takže proud na svářečce je nastaven o 10 % více než při svařování nepovlakované oceli.
- Lepší šev se získá při použití rutilových elektrod (to je dobře známo), při svařování elektrodami se základním povlakem zinek dále zhoršuje kvalitu švu, okraje jeho hran jsou potrhané a nerovné. Proto se doporučuje před svařováním elektrodami s hlavním povlakem připravit místo budoucího spoje - odstranit zinkový povlak kyselými nebo abrazivními materiály.

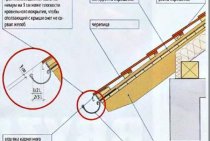
Rýže. 13 Povrchová úprava zinkovou barvou pro ochranu proti korozi
Vlastnosti svařování
Přímá technologická mapa pro svařování pozinkovaných trubek stanoví určité parametry práce a pracovního postupu, které musí odpovídat předpisům. Proces svařování musí zajistit určité vlastnosti, jejichž účelem je zabránit poškození povrchu pozinkovaného povlaku při technologickém svařování. Elektrické svařování pozinkovaných trubek tedy zahrnuje aplikaci speciálního tavidla na povrch galvanizovaného povlaku. Tím se zabrání vyhoření zinku v době svařování.
 Svařování pozinkovaných trubek
Svařování pozinkovaných trubek
Podle postupu pro svařování pozinkovaných trubek společný podnik zajišťuje následující kroky:
- V místě svařování se nanáší tavidlo, které má technologický stav kapalina viskózní.
- V procesu svařování přechází spojení tavidla do jiné struktury, přičemž dochází k tavení a tavidlo neuvolňuje produkty spalování, ani se neodpařuje, ale svařování pozinkovaných trubek je zdraví škodlivé, bez použití speciálních ochranných zařízení pro provozovatel svařovacího zařízení.
- Na konci technologického svařování se na křižovatce získá dokonale rovnoměrný a pevný šev. Povrch je zcela chráněn před vznikem korozních procesů v budoucnu.
https://youtube.com/watch?v=QFoiF2vXzVE
Jak správně vařit trubky elektrickým svařováním krok za krokem
Výběr elektrodRůznosti svarů a potrubních spojůPřípravné práce s dílySvařovací procesJemnosti elektrického svařováníMontáž spojůPráce s rotačními a pevnými spojiKontrola spolehlivosti spojůBezpečnostní pravidla při práci se svářečkou
V procesu úklidu se často vyskytují případy, kdy je nutné postavit nějakou konstrukci z běžných trubek nebo profilů. Pro tyto účely se často používají lehké a snadno instalovatelné plastové trubky, stejně jako ocelové výrobky se závitovými spojovacími prvky. V tomto článku se však podíváme na to, jak správně svařit potrubí pro vytápění nebo jiné potřebné systémy ve vaší domácnosti, protože výše uvedené možnosti nejsou vždy přijatelné a vhodné.
Výběr elektrod
První věc, kterou musíte provést svařovací práce na topných trubkách nebo jiných konstrukcích, jsou elektrody. Na kvalitě tohoto spotřebního materiálu bude záviset nejen spolehlivost získaných svarů a těsnost systému, ale také proces provádění práce.
Elektrodou se rozumí tenká ocelová tyč se speciálním povlakem, která umožňuje stabilní oblouk v procesu elektrického svařování trubek a podílí se na vytváření svaru a také zabraňuje oxidaci kovu.
Podle typu jádra existují takové elektrody:
- S netavícím se středem. Materiálem pro takové výrobky je grafit, elektrické uhlí nebo wolfram.
- S tavícím středem. V tomto případě je jádrem drát, jehož tloušťka závisí na typu svařování.
Pokud jde o vnější plášť, mnoho elektrod, které se nacházejí na trhu, by mělo být rozděleno do několika skupin.
Pokrytí tedy může být:
- Celulóza (třída C). Tyto výrobky se používají především pro svářečské práce s trubkami velkých průřezů. Například pro instalaci potrubí pro přepravu plynu nebo vody.
- Kyselina rutilová (RA). Takové elektrody jsou optimální pro svařování kovových trubek pro vytápění nebo instalatérské práce. V tomto případě je svar pokryt malou vrstvou strusky, kterou lze snadno odstranit poklepáním.
- Rutil (RR). Tento typ elektrody umožňuje získat velmi přesné svarové švy a struska vytvořená během provozu se velmi snadno odstraňuje. Většinou se takové elektrody používají v místech rohových spojů nebo při svařování druhé nebo třetí vrstvy.
- Rutilová celulóza (RC). Takové elektrody mohou provádět svařování v absolutně jakékoli rovině. Zejména se velmi aktivně používají k vytvoření dlouhého vertikálního švu.
- Základní (B)
Odrůdy svarů a spojů
Svařování ocelových trubek se provádí svařovacím strojem metodou tavení. Svařovací stroj vytváří stejnosměrný proud ze střídavého proudu a pomocí elektrického oblouku ohřívá místní oblast produktu na požadovanou teplotu. Ke vzniku elektrického oblouku dochází na kovové tyči (elektrodě). Tam, kde oblouk funguje, vzniká zvláštní atmosféra, která při roztavení kovu nedovolí jeho oxidaci. Díky vysoce kvalitnímu svařovanému švu jsou zcela vyloučeny netěsnosti, protože spoj je utěsněn.
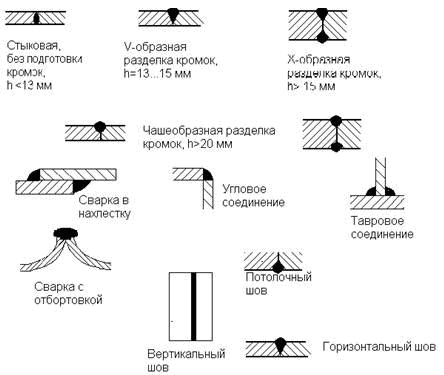
Existuje mnoho způsobů šití. Jakou metodu zvolit, závisí na tloušťce trubek a materiálu, ze kterého jsou vyrobeny. Hlavní typy švů:
- v Býku;
- zadek;
- překrytí;
- hranatý.
Je také důležité zvážit umístění trubek vůči sobě navzájem:
- spodní šev. Během svařování je elektroda umístěna nad prvky, které mají být spojeny. Při této metodě svářeč jasně vidí všechny svařované oblasti, proto je tato metoda nejpohodlnější.
- Stropní šev. Elektroda se umístí pod svařovaný prvek. V tomto případě operátor zvedne ruku a drží ji nad hlavou, takže tato metoda se používá pouze při opravách nebo při výměně deformovaného úseku potrubí. Při zařizování nového systému se nepoužívá.
- vertikální šev. Tento způsob připojení se používá, pokud jsou 2 trubky umístěny vodorovně. Svářeč pohybuje elektrodou nahoru a dolů a zdola nahoru (ve vertikálním směru).
- Horizontální šev. Horizontální připojení často provádí instalaci topných a vodovodních systémů. V tomto případě jsou dvě trubky ve svislé poloze.
Je možné svařovat pozinkované trubky
Pravidla pro montáž potrubí určují GOST. Standardní požadavky však nejsou vhodné pro práci s pozinkovanými trubkami. Ochranná vrstva zinku se vaří při teplotě 906 stupňů Celsia. Základna však musí být zahřátá na 1200 stupňů.Z tohoto důvodu byly zavedeny inovace, podle kterých byly naznačeny dva možné způsoby řešení problému:
- Svařování pomocí tavidla. Kompozice by neměla obsahovat složky, které se rozpouštějí ve vodě.
- Snížená doba svařování. Zinek se tak nestihne odpařit. Chcete-li práci dokončit rychleji, musíte zvýšit teplotu pomocí regulátoru proudu.
Metodu volí svářeč v závislosti na situaci, technických požadavcích.