Druhy polypropylenových trubek
Životnost výrobků závisí na teplotě média a tlaku v nich vytvořeném. Správnou volbou druhu materiálu je možné výrazně rozšířit jeho provozní schopnosti.
Existují 4 typy materiálů potrubí, které mají různé vlastnosti v závislosti na teplotě jejich provozu.
|
Typ produktu a odpovídající označení |
Účel | Střední teplota, С |
Pracovní tlak, MPa |
|
PN10 |
Pro přívod studené vody a podlahové vytápění | 20 pro přívod studené vody, 45 pro teplé systémové podlahy | 1 |
| PN16 | Pro přívod studené a teplé vody | Až 60 |
1,6 |
|
PN20 |
Pro zásobování teplou vodou | Až 80 | 2 |
| PN25 | Pro systémy ústředního vytápění, armované výrobky, systémy zásobování teplou vodou | Až 95 |
2,5 |
Materiály značky PN10 se týkají výrobků určených pro zásobování studenou vodou. Nejsou schopny odolat vysoké teplotě prostředí. Druhý typ s označením PN16 se týká výrobků smíšeného typu a je určen pro zásobování studenou a teplou vodou, avšak s omezenou provozní teplotou. PN20 a PN25 jsou materiály určené pro zásobování teplou vodou. Taková potrubí jsou schopna odolat vysokým teplotám a výrobky označené PN25 jsou navíc vyztuženy kovem, což zvyšuje jejich životnost a schopnost odolávat vysokým tlakovým a teplotním podmínkám.
Sada pro svařování trubek
Pokud je nutné svařování polypropylenových výrobků provádět pravidelně, pak je vhodné zakoupit speciální svářecí sadu, která se ihned prodává ve vhodném kufru. Jeho průměrná cena je asi sto dolarů a skládá se z:

- topné těleso;
- teflonové trysky různých velikostí;
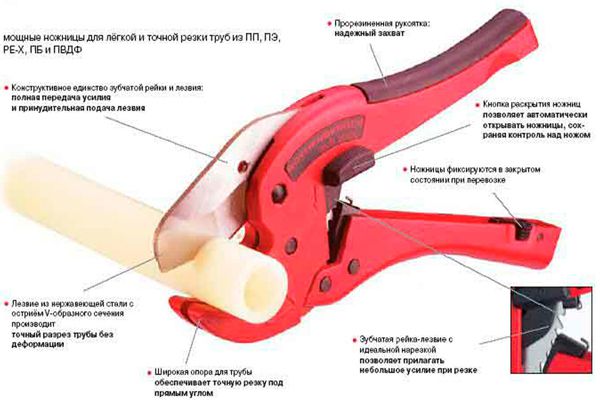
- Nůžky pro řezání polypropylenových trubek;
- šrouby, které jsou připevněny k topnému prvku trysky;
- úroveň;
- podpěry pro topný článek;
- šestihran pro utahování šroubů.
V případě, že se čas od času provádějí svářečské práce, je racionálnější pronajmout si svařovací zařízení.
Typy a účel
Polypropylenové trubky jsou dostupné ve čtyřech barvách – zelené, šedé, bílé a černé. Pouze černé se liší charakteristikami - mají zvýšenou odolnost proti ultrafialovému záření a používají se při pokládání zavlažovacího systému na zem. Všechny ostatní mají podobné vlastnosti a jsou položeny uvnitř nebo zakopány v zemi.
Po domluvě jsou polypropylenové trubky následujících typů:
- Pro studenou vodu (teplota do +45°C). Snadno je rozeznáte podle podélného modrého pruhu.
- Pro dodávku teplé vody (ohřev do +85°C). Charakteristickým znakem je červený pruh.
-
Univerzální (maximální ohřev do +65-75°C dle výrobce). Jsou aplikovány dva pruhy vedle sebe - modrý a červený.
Pro studenou i teplou vodu existují potrubí s různými vlastnostmi. Toto je zobrazeno na štítku:
- PN10 se používají výhradně v systémech zásobování studenou vodou (do +45°C) s nízkým tlakem (do 1 MPa). Mají malou tloušťku stěny. Nevhodné pro výškové budovy.
- PN16. Často označované jako univerzální, ale častěji používané pro studenou vodu - odolávají ohřevu média do + 65°C a tlaku do 1,6 MPa.
- PN20. Silnostěnné trubky, které mohou dopravovat médium o teplotách až +80°C, odolávají tlaku do 2 MPa. Používá se v rozvodech teplé vody a otopných soustav.
- PN25. Jedná se o vyztužené polypropylenové trubky (fólie nebo sklolaminát). Díky přítomnosti výztužné vrstvy mají často menší tloušťku stěny než PN20. Teplota středního ohřevu - do +95°C, tlak - do 2,5 MPa. Používají se pro zásobování teplou vodou a vytápění.
Všechny se vyrábějí v různých průměrech - do 600 mm, ale v bytech a soukromých domech se používají především ve velikostech od 16 mm do 110 mm.
Upozorňujeme, že je uveden vnitřní průměr, protože tloušťka stěny se může lišit.
Druhá fáze. Svařování polypropylenových trubek

Tento postup bude vyžadovat elektrickou skládačku (řezání polypropylenu) a speciální svařovací zařízení.

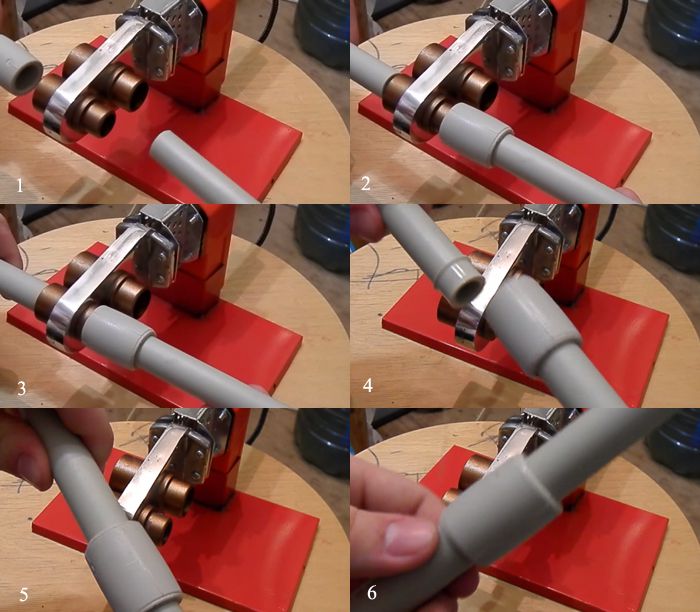
Krok první.
Zatímco se aparatura zahřívá, provádějí se potřebná měření, trubky se označují a řežou.
Krok dva.
Konce produktů, které mají být propojeny, jsou pečlivě vyčištěny a odmaštěny.
Krok tři.
Pomocí tužky je vyznačena hloubka vstupu každého výrobku do pouzdra. Je charakteristické, že zároveň by měla být minimálně milimetrová mezera, takže trubky nedosednou na spojku tvarovky.
Krok čtyři.
PP trubka s tvarovkou je nasazena na objímku podle provedených značek a ohřev všech prvků musí probíhat současně.
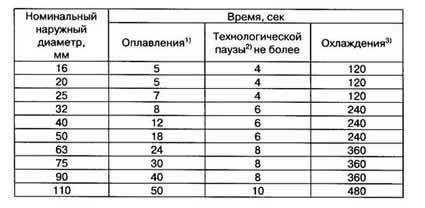
Doba ohřevu závisí nejen na průměru výrobků, ale také na hloubce svařování (tu naleznete v tabulce níže).
Krok pět.
Po určité době jsou produkty odstraněny a spojeny s malým úsilím, sedí na sobě. Je zakázáno otáčet prvky podél osové linie.

Krok šest.
Během několika sekund po připojení je provedeno primární nastavení a poté jsou prvky konečně upevněny.

Pokud na křižovatce nezůstanou žádné mezery, lze ji (spojení) považovat za vysoce kvalitní.
Výroba svařovacích strojů
Vzhledem k tomu, že víceméně dobrý stojí přes tisíc rublů, je levnější si ho pronajmout nebo vyrobit sám. Pokud byl vybrán druhý, měli byste se pro práci připravit:

Posloupnost akcí by měla být následující.
Krok první.
Pro zlepšení přenosu tepla je podrážka žehličky ošetřena teplovodivou pastou, poté je upevněna teflonová manžeta. Umístění druhého je určeno předem - široká část nahoru nebo dolů.
Krok dva.
Ostrý „nos“ je odříznut pro pohodlnější práci u stěn.
Krok tři.
Zahřívání žehličky se provádí, dokud se zařízení podruhé nevypne.
Krok čtyři.
Je dobré, když je žehlička vybavena teplotním čidlem – to vám umožní přesně určit teplotu ohřevu. Existuje ale jednodušší cesta – přes olovo. Tento kov se taví při 230 ᵒС a vyšších, což se přibližně shoduje s teplotou potřebnou pro svařování.
Další technologie je totožná s tou popsanou výše.
Požadované nástroje
Kování;
Polypropylenové trubky samotné;
Speciální zařízení pro svařování takových trubek;
Svářečka
Pilka na jejich řezání, speciální řezačka se často prodává kompletní se svařovacím strojem, pro velké objemy práce můžete použít prstenovou řezačku nebo speciální nůžky;
Odmašťovač (ethyl nebo isobutylalkohol); aceton je v tomto případě zakázáno používat, protože je schopen změkčit plast;
Úkosovač: Jeho vnitřek připomíná ořezávátko, ale protože musí být zkosení řezáno rovnoměrně, jsou nože v jiném úhlu; zkosovačku můžete nahradit obyčejným pilníkem a nožem;
 Úkosovačka na plastové trubky
Úkosovačka na plastové trubky
Holicí strojek: nástroj pro odstranění zesílené vrstvy (pokud naše trubky mají vrstvu výztuže).
 Holicí strojek
Holicí strojek
Rada.
Potrubí, které se nachází v blízkosti topného kotle (ve vzdálenosti menší než půl metru), by mělo být vyrobeno pouze z kovu. K polypropylenu se připojují pomocí adaptérů ze svařovaného spoje na závitový.
Práce s polypropylenovými trubkami
Dnešní systém instalace polypropylenových trubek zahrnuje všechny potřebné prvky pro spojování trubek různých velikostí, obrysů, tvarovek, spojovacích prvků a vměstků.Proces montáže je poměrně jednoduchý a s potřebnými dovednostmi rychlý.
Sadu prvků lze upravit tak, jak chcete, takže výsledkem je zcela unikátní systém. Složitost a vybavení závisí pouze na preferencích a přání zákazníka, tedy Vás. Jedinou vlastností, kterou někteří připisují nevýhodám polypropylenu, je metoda svařovaného spojení. Po svaření již není možné trubky oddělit a chybu opravit. Proto je třeba si vše předem promyslet a pokusit se vyhnout nepřesnostem v jednání.
Pokud proces svařování trubek rozdělíme do samostatných kroků, bude to vypadat takto:
- U páječky na polypropylen je nutné nahřát obě části, které k sobě chcete připevnit.
- Poté, co potřebujete připojit vyhřívané části;
- Po krátké době odstraňte již upevněné prvky z přístroje.
Svařování poskytuje prvkům tak pevné spojení, že je téměř nemožné oddělit díly bez jejich porušení. Proto jsou polypropylenové trubky považovány za vysoce kvalitní, odolné a schopné odolat téměř jakémukoli tlaku.
Hlavní etapy práce
1. Vezmeme dýmku správné velikosti.
2. Pilníkem nebo fazetkou očistíme jeho okraje od otřepů vzniklých při řezání.
3. Tužkou si na konci trubky (viz foto) označíme, který úsek potřebujeme natavit, to znamená, že obkreslíme místo, kam se bude tvarovka nasazovat.
 Tužkou obkreslíme místo pájení
Tužkou obkreslíme místo pájení
4. Trubku a tvarovku opracujeme odmašťovací hmotou.
5. Svařovací stroj pevně připevněte ke stolu.
6. Jeho sada obsahuje trysky různých průměrů. Vezmeme potřebné trysky (jednu pro armaturu a jednu pro trubku) a připevníme je na obě strany zařízení.
7. Nastavte teplotu na 260°.
8. Jakmile kontrolky zhasnou (to znamená, že se zařízení dostatečně zahřálo), můžete začít pracovat. Průměrná doba ohřevu je 2-3 minuty.
9. Nasadíme horké trysky (jsou dvě) tvarovku a trubku na značku tužkou. Příliš velký tlak na díly, které mají být svařeny nebo je otáčet, by neměl být.
 Svařovací stroj na tupo. Tvarovka a potrubí se nasazují na horké trysky
Svařovací stroj na tupo. Tvarovka a potrubí se nasazují na horké trysky
10. Počítáme předepsaný čas. Doba ohřevu je vždy uvedena v návodu. Například pro 25 mm trubku je to přesně 7 sekund).
 Doba ohřevu zařízení závisí na průměru potrubí
Doba ohřevu zařízení závisí na průměru potrubí
11. Rychle a přesně vyjměte zahřáté části, mírně přidržujte svářečku.
12. Spojujeme je mezi sebou. Nepřípustný je také nadměrný tlak na ně nebo rotace.
13. Čekáme několik sekund.
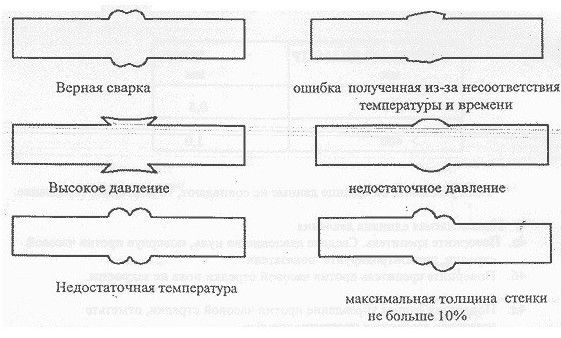
14. Pokud jsme udělali vše správně, dostaneme dokonale rovnoměrné, homogenní spojení.
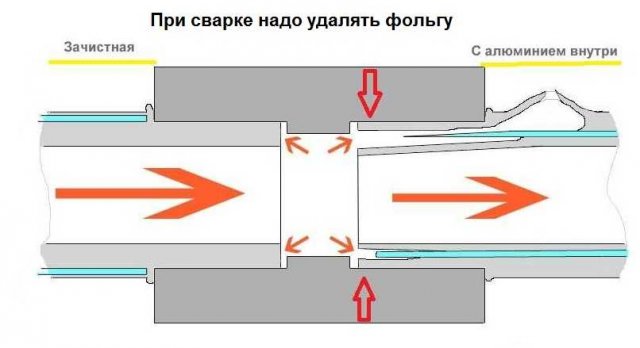
Zesílená vrstva na segmentu spoje musí být odstraněna, jinak bude spoj nehomogenní a křehký;
Při nákupu zařízení není nutné utrácet další peníze a kupovat model s termostatem, protože potřebujeme jediný teplotní režim 260 ° C; použití jiných režimů může mít za následek špatné připojení;
Voda musí potrubím volně proudit; aby se v místě pájení nevytvořila překážka v podobě zmrzlého plastu, na roztavené díly při spojování příliš netlačte; nízký tlak je však také nepřijatelný - délka spojení pro spolehlivé upevnění nebude stačit; to může vést ke vzniku turbulencí a poklesu tlaku v systému;
Základním pravidlem takového pájení je: nejprve se na trysku nasadí tvarovka a teprve potom trubka; odpočítávání začíná, když jsou obě části na zařízení;
Polypropylen se zachytí za 4-8 sekund, ale neměli byste ho hned pustit - aby úplně zamrzl, musíte počkat 20-30 sekund;
Části během chlazení musí být nehybné, sebemenší posun může narušit těsnost spojení; proto je před zahájením pájení lepší připravit speciální svorky pro jejich upevnění; můžete je vyrobit z jakékoli dřevěné tyče nebo silného drátu;
Chlazení výsledného uzlu vodou nebo proudem studeného vzduchu je zakázáno - spojení bude křehké;
Nezahřívejte trubku a tvarovku více, než je přidělený čas - polypropylen se zdeformuje; s kratším časem na ohřev bude spojení dílů obtížné;
Při správném svařování by část plastu měla tvořit mírný přítok na objímce;
Kvalitu své práce můžete zkontrolovat rozříznutím připojené části na polovinu; na křižovatce byste měli vidět rovnoměrné monolitické spojení bez deformací a dutin.
Kanalizační systém z PP trubek
Jak bylo uvedeno dříve, polypropylenové trubky se dnes v uspořádání aktivně používají. Postup instalace má v tomto případě své vlastní nuance.

Vnitřní kanalizace
Existuje řada pravidel, která je třeba dodržovat při instalaci kanalizace v domě.
- Potrubí je položeno pod úhlem ve směru stoupačky kanalizace (asi 3 cm na běžný metr).
- Pokud není místnost vytápěna, jsou trubky dodatečně izolovány minerální vlnou.
- Neprovádějte ostré zatáčky pod úhlem 90ᵒ, místo toho se používají tzv. poloviční oblouky.
- Ventilátorové větrání je povinnou součástí kanalizačního systému, který zabrání pronikání nepříjemného zápachu do domácnosti.
- Toaleta je připojena až po umyvadlo, jinak dojde k porušení vodního uzávěru.
Venkovní kanalizace

Krok první.
Průměr potrubí je určen především v závislosti na počtu osob žijících v domě.
Krok dva.
Z kanalizační stoupačky se vykopává příkop do septiku nebo žumpy. Současně je dodržován sklon v závislosti na linii zamrzání půdy nebo je potrubí izolováno minerální vlnou.


Krok tři.
Dno je pokryto "polštářem" písku. Jeho tloušťka by měla být alespoň 20 cm.
Krok čtyři.
Pokládá se potrubí
Je důležité zabránit možnému prověšení, jinak se spoje brzy zhroutí.
Vrtání probíhá pomocí ocelového kuželovitého hrotu. Podobná technologie se používá při konstrukci:
Horizontální vrtání výkopu pro potrubí se provádí pomocí speciálního zařízení s tlakovými zvedáky. Vrtání probíhá pomocí ocelového kuželovitého hrotu. Podobná technologie se používá při konstrukci:
- automobilové a železniční silnice;
- potrubí do sklepů;
- dálnic k fungujícím studnám.
Instalace PP potrubí svépomocí pomůže hodně ušetřit, ale pouze pokud je provedena správně.
Výrobky vyrobené z polypropylenu se zpravidla používají při vytváření drenážních a zavlažovacích systémů, jakož i při pokládání vodovodního systému nebo uspořádání topného systému. Polypropylen patří do třídy polyolefinů, což znamená, že všechny výrobky vyrobené z tohoto materiálu se vyznačují vysokým stupněm ekologické bezpečnosti.
Navíc polypropylenové drenážní systémy mohou vydržet velmi dlouho, přičemž náklady na jejich provoz budou minimální. Při práci s takovými produkty však musíte vědět jak svařovat polypropylenové trubky tak, aby nedošlo k jejich deformaci
a zabránit úniku.
DIY svařování
Práce by měly být prováděny v dobře větraném prostoru. Polypropylen je při zahřívání schopen uvolňovat toxické látky, které mohou být zdraví škodlivé a způsobit otravu.
Pokyny pro svařování krok za krokem:
- Nejprve je na páječku nainstalována potřebná tryska správné velikosti;
- K roztavení polypropylenu musí být dosaženo teploty 260 stupňů;
- Připravte díly pro připojení, proveďte jejich čištění a správné umístění;
- Poté je páječka uvedena do provozu;
- Na zahřátí je nutné vyčkat požadovanou dobu a to je indikováno zelenou barvou čidla.
 Při pájení je lepší umístit zařízení tak, aby stálo stabilně
Při pájení je lepší umístit zařízení tak, aby stálo stabilně
Poté se trubka a tvarovka současně nasadí na polotovar a pájecí nástroj. Trubka je vložena dovnitř polotovaru. Kování je umístěno na vnější straně. Zasune se až na doraz a trubka se zasune až k hotové značce. Hlavní je dodržet správný čas.
Pokud se nástroj špatně zahřeje, bude úroveň difúze malá, což naruší kvalitu slitiny. Vysoká teplota povede k přehřátí dílů. Optimální doba závisí na průměru potrubí a tvarovek.
Po zahřátí je důležité okamžitě zakotvit. Hlavním pravidlem postupu je dodržování snášenlivosti
Prvních několik sekund umožňuje opravu, ale není povoleno žádné otáčení. Zároveň je nutné nespěchat a netahat a držet se zlatého středu.
Třetí fáze. Instalace potrubí
Při pokládání dálnice budete potřebovat:
- potrubí;
- odpaliště;
- Kulové ventily;
- zástrčky;
- adaptéry;
- ohyby;
- spojky;
- odnímatelné spojovací prvky;
- závitové armatury;
- plastové svorky.
Nejprve se provádí instalace hlavních prvků systému (instalace, radiátory, kotle atd.), Po které je v souladu s navrženým projektem označena budoucí dálnice. Prvky potrubí jsou vzájemně propojeny pomocí spojek.
Pokud mluvíme o vytápění nebo ohřevu vody, pak se počítá s tepelnou roztažností. Pro kompenzaci toho druhého je žádoucí používat mobilní připojení. Při instalaci uzavřeného potrubí se nejprve okopou stěny (v příslušných místech se udělá drážka o šířce dvou průměrů potrubí).
Potrubí smí být naplněno kapalinou až po uplynutí jedné hodiny od ukončení instalace. Hydraulický test lze provést až po jednom dni.


Proč polypropylen
Výrobci potrubí dnes poskytují širokou škálu produktů pro pokládku vodovodních, kanalizačních nebo topných systémů. Můžete si zakoupit kovoplastové, kovové nebo polypropylenové trubky. V dnešní době stále více spotřebitelů dává přednost výběru polypropylenových trubek, které mají mnoho výhod:
- nekorodují;
- snadná instalace;
- nevyžadují neustálé opravy;
- odolný a spolehlivý v provozu;
- lze položit dovnitř stěny nebo podlahy;
- jsou výrazně levnější než kovové trubky.
Polypropylenové trubky lze použít pro instalaci topných systémů, pro vodovodní potrubí a pro kanalizaci.
Které trubky jsou pro vás ty pravé
Pro výběr polypropylenových trubek potřebujete vědět:
- podmínky, za kterých budou potrubí provozována;
- tlak kapaliny v systému a její teplota;
- požadovaná průchodnost produktu, která určuje pracovní průměr.
Polypropylenové trubky mají speciální označení v závislosti na účelu výrobku.
- PPH
- větrání, přívod studené vody. - PPB
– systémy zásobování studenou vodou, vytápění. - PPR
– systémy zásobování teplou a studenou vodou, vytápění.
Trubky s označením PPR
- jsou univerzální. Proto jsou nejžádanější. Jsou vysoce odolné vůči vysokým i negativním teplotám.
První fáze. Vypracování projektu
Instalační práce by měly začít projektováním budoucí dálnice. Důležitým kritériem je zde ergonomie, takže počet závitů a spojovacích prvků by měl být co nejmenší.

Při uspořádání topného systému je zvláště důležitý dobře navržený projekt, ve kterém je umístění takových prvků, jako jsou:
- spojky;
- adaptéry;
- spojovací materiál;
- rohy;
- topné zařízení.
Vedení se na otopná tělesa připojuje jedno nebo dvoutrubkovým způsobem, z boku nebo zespodu.

Instalatérství

Zde je dálnice napojena na centralizovaný systém za účelem zásobování potřebných vodovodních armatur - záchodové mísy, dřezů, bojleru atd. Kabeláž lze provést dvěma způsoby.
Metoda číslo 1.
Otevřít možnost. Horizontální potrubí je instalováno mírně nad úrovní podlahy a vertikální potrubí je instalováno výhradně v rozích. To vše činí potrubí méně nápadným.
Metoda číslo 2.
Uzavřená možnost. Je extrémně obtížné provést, protože zahrnuje předběžné provádění nejpřesnějších výpočtů. Trubky (nezbytně pevné) jsou zapuštěny do stěn a každý spoj by měl mít volný přístup.

Kromě toho může být instalatérství:
- sekvenční typ (nejrozpočtovější a nejjednodušší možnost implementace);
- typ kolektoru (při dodávce vody se používá kolektor);
- s průchozími zásuvkami (málo populární).
Fáze pracovního procesu svařování
Po změření požadované délky trubky si na ni udělejte značku. Pomocí řezačky trubek nebo nůžek odřízněte výrobek pod úhlem 90º k ose. Nástroj musí být dostatečně ostrý, aby se trubka nedeformovala.

Trubka je řezána pod úhlem 90º k ose
Okraj vyztuženého výrobku musí být očištěn, zbavit se vrchní vrstvy a fólie. Bez tohoto stupně se hliníková fólie, která je součástí potrubí, dostane během provozu do kontaktu s kapalinou. V důsledku toho koroze vyztužené vrstvy povede k porušení integrity švu. Takové spojení časem vyteče.

Okraj zesílených trubek je začištěn
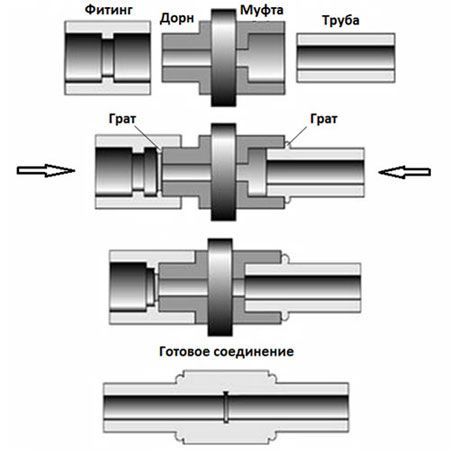
U nevyztužených výrobků na konci trubky je uvedena hloubka svařování se zaměřením na délku objímky tvarovky. Dalším důležitým bodem při přípravě trubek pro svařování je odmaštění povrchu. Ošetření křižovatky alkoholem poskytne spolehlivější kontakt dílů.
Příprava svářečky
Před svařováním plastových trubek je nutné připravit svařovací stroj. Ruční zařízení je upevněno na rovném povrchu. Části stroje musí být čisté a bez závad. Očistěte je hadříkem namočeným v alkoholu. Topné články se zapínají, když je nářadí vypnuté. K tavení tvarovky se používá trn, k tavení trubky manžeta.

Doba ohřevu dílů pro svařování je stanovena podle tabulky
Poté je zařízení připojeno k síti. Současně by se měly rozsvítit kontrolky umístěné na těle jednotky. Jeden z nich signalizuje, že je zařízení připojeno k síti. Druhý, po dosažení požadované teploty ohřevu, by měl zhasnout. Poté, co indikátor zhasne, je žádoucí, aby uplynulo pět minut a teprve poté začal proces svařování. Tato doba závisí na okolní teplotě a trvá od 10 minut do půl hodiny.
Jaký je proces svařování?
Po zahřátí aparatury nasaďte tvarovku na trn a vložte trubku do objímky. To se provádí ve stejnou dobu as malým úsilím.

Po zahřátí zařízení nasaďte tvarovku na trn a vložte trubku do objímky
Abyste věděli, jak správně svařovat polypropylenové trubky, je nutné vzít v úvahu dobu ohřevu. Správná doba umožní, aby se díly zahřály na požadovanou teplotu a neroztavily se. Záleží na průměru trubky.
Po uplynutí požadované doby jsou díly vyjmuty z přístroje a připojeny. V tomto případě musí potrubí vstupovat do armatury přísně až po značku. Během tohoto procesu je zakázáno otáčet díly podél osy.

V procesu spojování dílů je zakázáno otáčet výrobky podél osy
Po spojení dílů je mechanický náraz na šev povolen až po úplném vychladnutí. V závislosti na technologii by výsledkem měl být pevný a těsný šev.
Článek uvádí potřebná doporučení, jak správně svařovat trubky, s podrobným popisem každé fáze. Uvedením těchto tipů do praxe můžete nezávisle vést potrubí pro zásobování vodou nebo vytápění. Hlavní věc je vybrat správné potrubí a dodržovat technologii procesu. Teprve potom bude polypropylenové potrubí sloužit dlouhou dobu a nepřerušovaně.
Litina se v moderních vodovodních a topných systémech již dlouhou dobu nepoužívá. Nahradil ji lehký, snadno instalovatelný a nekorodující plast. Dnes budeme hovořit o svařování polypropylenových trubek s vlastními rukama pro začátečníky - hlavní fáze tohoto procesu a jeho složitosti.
Proč je polypropylen pro svařování lepší než kov
Různé kolena a tvarovky, stejně jako profilové a kruhové ohyby vyrobené z polypropylenu, jsou zaslouženě oblíbené, protože:
- Po správném svaření tvoří monolitické díly, které vydrží více než padesát let.
- Během provozu nesnižují svou propustnost.
- Mají velmi vysokou odolnost vůči různým domácím chemikáliím.
- Náklady na takové výrobky jsou několikrát nižší než náklady na podobné výrobky vyrobené z kovu.
Kromě toho, pokud je výrobek správně vybrán a svařování je provedeno s vysokou kvalitou, můžeme říci, že polypropylenové trubky jsou v mnoha případech prostě ideálním prvkem odpovídajícího systému, včetně.