Jak ohýbat plastové trubky pomocí ohýbačky trubek
V procesu montáže potrubí je často nutné ohýbat potrubí. Pokud se pro instalaci používají kovové plastové výrobky, pak tato práce není příliš obtížný úkol. Metal-plast je plastový materiál, ale při práci s ním je třeba dodržovat řadu pravidel. Zjistíme, jak ohýbat kovoplastové trubky.
Kov-plast se často používá pro instalaci inženýrských systémů obytných budov. Tento materiál je vhodný pro instalaci vodovodních, ventilačních a topných systémů. Svépomocné ohýbání kovoplastových trubek není příliš obtížný úkol, ale pokud je tato práce provedena nesprávně, může to vést k selhání produktu v důsledku deformace.
Ohýbání trubek je proces, při kterém se mění poloha středové osy výrobku. V tomto případě se na vnější stěně vytváří tahové napětí a na vnitřní stěně tlakové napětí.
Trubka by měla být ohnuta při zachování optimálního poloměru ohybu. Tento indikátor závisí na:
- velikost potrubí;
- poměr vnitřního a vnějšího průměru.
Jaké přípravky se používají?
Ruční ohýbání trubky doma není obtížné, ale zároveň je riziko poškození obrobku příliš velké. Proto je nutné použít ohýbačku trubek na kovoplastové trubky. Toto zařízení je:
- mechanické;
- s hydraulickým pohonem;
- elektromechanické.
Použití ohýbačky trubek umožňuje ohýbat kov-plast bez poškození. Výhody použití zařízení:
- extrémně nízké riziko poškození obrobku;
- jednoduché použití;
- schopnost provádět ohýbání výrobků různých velikostí.
Hydraulické
Hydraulický model je výrazně dražší než pružinová ohýbačka trubek, ale pracuje se s ním mnohem lépe. Tento model je vybaven vestavěnou pumpou, díky které není nutné vyvíjet velkou fyzickou námahu na ohýbání.
Ohýbačka trubek má odolné kovové pouzdro, které poskytuje ochranu hydraulické části zařízení. Obsluha ovládá chod zařízení pomocí páky. Existují modely ohýbaček trubek s otevřeným nebo uzavřeným rámem.
Drahé modely ohýbaček trubek jsou vybaveny elektrickým hydraulickým čerpadlem, levnější varianty mají ruční hydraulický pohon. Druhá možnost je výhodná v tom, že ji lze používat bez připojení ke zdroji energie.
Další verze ohýbačky trubek se nazývá kuše. Existují tři typy takových zařízení:
- navíjení;
- vběhnout;
- odkaz.
Při použití zařízení prvního typu je ohnutý segment přitlačován k válci o určité velikosti. Čím větší je průměr pracovního válce, tím větší bude poloměr ohybu. Po zapnutí zařízení se válec začne otáčet a navíjí ohnutý segment kovoplastové trubky, dokud se nedosáhne požadovaného stupně ohybu.
V zařízení tohoto typu jsou instalovány tři válce, jeden z nich je upínací, je to ten, kdo vyvíjí tlak na trubku a vytváří ohyb. Další dva válečky jsou nosné. Zařízení tohoto typu se používá, pokud je nutné ohýbat velkorozměrový kovoplastový výrobek.
Před zahájením montáže potrubí se tedy musíte naučit, jak ohýbat kovovou plastovou trubku doma. K provedení této práce se vyplatí použít jednoduchou pružinovou ohýbačku trubek.
Profesionální zařízení s hydraulickým pohonem je drahé a není racionální si jej pořizovat pro provádění jednorázových prací.
Použití pružinové ohýbačky trubek umožňuje ohýbat kovoplastové výrobky co nejrychleji a jednoduše.
Standardní požadavky na poloměr ohybu
Při ohýbání trubkových prvků by jejich stěny neměly měnit svůj profil, průřez a průchodnost (změna vnitřního průměru) - toho je dosaženo díky určitému poloměru otáčení, který je stanoven normami.
Při určování minimálních mezí zaoblení se berou v úvahu způsoby jeho získání - nejlepší ukazatele směrem dolů poskytují trnové ohýbačky trubek s technologií navíjení a tepelným zpracováním, což umožňuje zmenšit velikost kruhu.
Ukazatel závisí také na materiálu výroby a rozměrech výrobku: vnější průměr (Dn) a tloušťka stěny (S), v tabulkách je také uvedena délka přímého úseku, který je nezbytný pro získání uvedených hodnot.
Při práci je důležité znát rozměry fragmentu, na kterém jsou tyto hodnoty poloměru získány - jsou vypočteny sečtením délek dvou přímých úseků a oblouku vypočteného pomocí speciálního vzorce
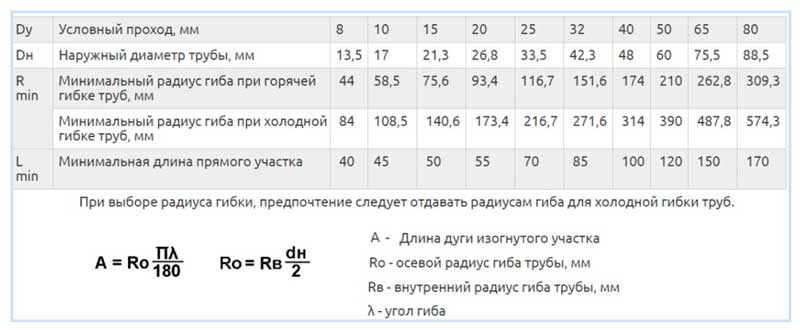
Rýže. 2 Minimální poloměr ohybu ocelového potrubí a výpočet délky oblouku
Údaje uvedené v tabulkách zaručují při dodržení rozměrových parametrů požadovanou elipsu GOST a ovalitu do 12,5 %.
Podle GOST 17365-71V pro potrubí pro agresivní prostředí je uveden následující minimální poloměr ohybu potrubí:
- pro prvky s vnějším průměrem D do 20 mm. – ne méně než 2,5 D;
- v D, více než 20 mm. poloměr nesmí být menší než 3,5 D.
V tomto případě by ztenčení stěn v zóně ohybu nemělo překročit 20 % u oceli a 25 % u hliníku.
Výhody aplikační hydrauliky
V mnoha ručních a téměř všech průmyslových ohýbacích jednotkách se používá hydraulický pohon, který má oproti mechanickému šroubu následující výhody:
- plynulé přivádění pohonu k ohýbanému výrobku;
- schopnost vyvinout velké statické síly při vratném pohybu, nedosažitelné při použití pouze elektrických pohonů;
- malé rozměry hlavních jednotek;
- vysoká rychlost;
- spolehlivost a trvanlivost;
- nedostatek třecích uzlů a dobrá mazivost.

Rýže. 10 Způsob ohýbání ocelového kovového obrobku
Struktura kovoplastových trubek
Základem kovoplastové trubky je vrstva polyetylenu. Je to on, kdo poskytuje vysokou pevnost takových výrobků, takže potrubí může plnit funkci ložiska. Pomocí adhezivní kompozice je hliníková fólie připevněna k polyethylenové vrstvě, která při použití potrubí zabrání difúzi kyslíku. Okraje trubky jsou svařeny od konce ke konci laserem. Teplota lineární expanze trubek vyrobených tímto způsobem se stává srovnatelnou s teplotou kovových trubek. Ochrannou a dekorační funkci plní vnější vrstva bílé barvy, kterou je polyetylen.
Kovoplastová trubka je tedy struktura sestávající z následujících vrstev:
- polyetylenová vrstva,
- vrstva lepidla
- alobal,
- další vrstva lepidla
- vnější vrstva z polyethylenu.
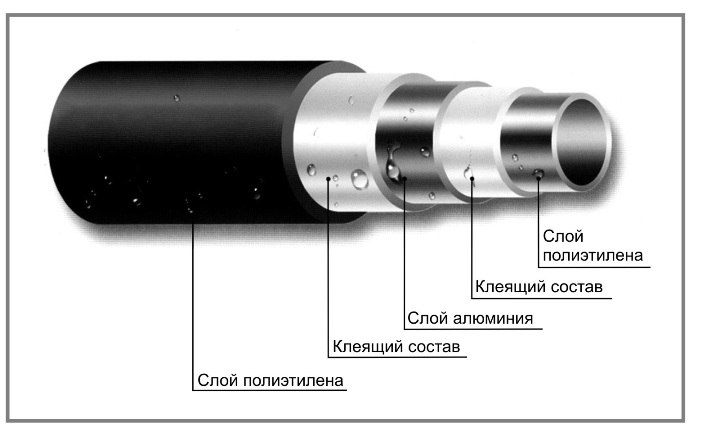
Struktura kov-plastové trubky
Unikátní vícevrstvá konstrukce těchto výrobků zajišťuje dlouhou životnost. Zesíťovaný polyetylen, který tvoří vnitřní vrstvu, umožňuje vytvořit potřebnou úroveň hladkosti vnitřního povrchu a chránit trubku před vodním kamenem a jinými usazeninami, takže vnitřní průměr kovové plastové trubky zůstává za normálního provozu nezměněn podmínky. Hliníkové jádro je díky dvěma polymerním vrstvám spolehlivě chráněno před tvorbou galvanických párů s mosaznými a ocelovými potrubními prvky. Polyetylenové vrstvy navíc snižují tepelnou vodivost potrubí a intenzitu tvorby kondenzátu na jejich povrchu.
Metody ohýbání čtvercového kovového profilu
Ohýbání profilu čtvercového nebo obdélníkového průřezu, i když se používá v průmyslu, ohýbaný kovový profil je v každodenním životě více žádaný.Při konstrukci skleníkových podlah je vyžadován klenutý profil, který lze vyrobit pomocí jednoduchého zařízení. Princip činnosti tohoto zařízení spočívá ve válcování profilovaného polotovaru systémem tří rotujících válců, z nichž dva krajní jsou stacionární a třetí se pohybuje v podélném směru a nastavuje úhel ohybu.
Pokud je potřeba získat menší poloměr zakřivení u obdélníkového profilu, použijte tepelné nahřívání kovového profilu foukačkou nebo plynovým hořákem se současným fyzikálním dopadem.

Rýže. 6 Ohyby páky u ručních přípravků
Charakteristika kovoplastových výrobků
Hlavní technické vlastnosti
- Tloušťka stěny trubky o průměru 16 mm je 2 mm a trubky o průměru 20 mm je 2,25 mm. Současně je hliníková vrstva v takových výrobcích 0,2 mm a 0,24 mm.
- 1 lineární metr trubky 16 mm váží 115 g, trubka 20 mm váží 170 g.
- 1 lineární metr trubky o průměru 16 mm obsahuje 0,113 litru kapaliny a trubka 20 mm obsahuje 0,201 litru.
- Koeficient roztažnosti kovoplastových trubek je 0,26x10-4 na 1 stupeň.
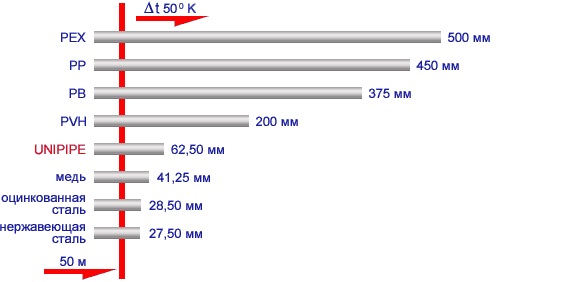
Tepelná roztažnost kov-plast je o 10 menší než u trubek PEX
- Koeficient drsnosti povrchu je 0,07.
- Takové trubky se vyznačují koeficientem tepelné vodivosti rovným 0,43 W / m * K.
- Lepené a svařované spoje s hliníkem jsou 70 a 57 N/mm2.
- Při příčném protržení bude index pevnosti 2880 H.
- Minimální poloměr ohybu 16mm trubky ručně je 80mm a 20mm trubky je 45mm.
- Difúze kyslíku během provozu takových produktů je charakterizována indikátorem rovným 0 g/m3.
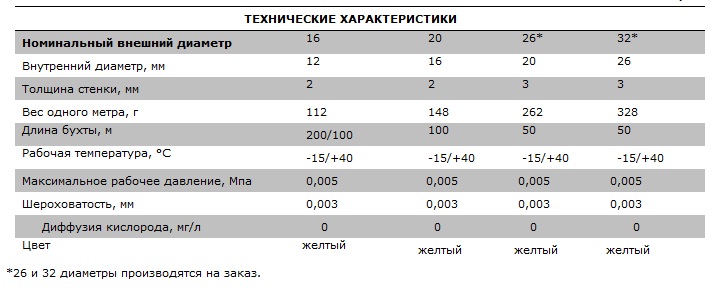
Technické vlastnosti trubek různých průměrů
Přípustná teplota a tlak
Tlak, který potrubí vyrobené z kov-plastu vydrží, by měl být specifikován samostatně:
Provozní teplota je v rozmezí 0-95 stupňů při tlaku v potrubí 10 bar. Provozní teplota je omezena na 0 a 25 stupňů, pokud je kapalina dodávána pod tlakem 25 bar.
- Maximální pracovní tlak při horním teplotním prahu pracovního média je 10 bar.
- Porušení celistvosti potrubí při střední teplotě uvnitř potrubí 20 stupňů je 94 bar.

Podmínky, za kterých je životnost potrubí maximální
Pokud se teplota a tlak nezmění, je životnost kovoplastových trubek:
- po dobu 1 hodiny při t=20 stupňů a minimálním tlaku 5,71 MPa,
- po dobu 1 hodiny při t=95 stupňů s minimálním tlakem 3,3 MPa,
- po dobu 100 hodin při t=95 stupňů s minimálním tlakem 2,93 MPa,
- po dobu 1 000 hodin při t=95 stupňů s minimálním tlakem 2,57 MPa.
Za zmínku stojí odolnost vůči vysokým teplotám, které kovoplastové trubky mají: vlastnosti výrobků zůstávají stabilní i při krátkodobém zahřátí na 110 stupňů.