Příprava povrchu
Než začnete cínovat, musíte provést následující kroky:
- odmastěte povrch acetonem, benzínem nebo jiným rozpouštědlem;
- odstraňte oxidový film z místa, kde bude pájení provedeno. K čištění se používá brusný papír, brusný kotouč nebo kartáč se štětinami z ocelového drátu. Případně lze použít leptání, ale tento postup není pro svou specifičnost tak běžný.
Je třeba mít na paměti, že nebude možné zcela odstranit oxidový film, protože na vyčištěném místě se okamžitě objeví nová formace. Proto se stripování neprovádí, aby se film úplně odstranil, ale aby se zmenšila jeho tloušťka, aby se zjednodušil úkol tavidla.
Zahřívání pájecího bodu
Pro pájení malých dílů můžete použít páječku o výkonu minimálně 100W. Masivní předměty budou vyžadovat výkonnější topný nástroj.
 300W páječka
300W páječka
Nejlepší možností pro vytápění je použití plynového hořáku nebo hořáku.
 Jednoduchý plynový hořák
Jednoduchý plynový hořák
Při použití hořáku jako topného nástroje je třeba vzít v úvahu následující nuance:
- nepřehřívejte základní kov, protože by se mohl roztavit. Proto je nutné během procesu pravidelně sledovat teplotu. To lze provést dotykem vyhřívaného prvku pájkou. Roztavení pájky vám dá vědět, že bylo dosaženo požadované teploty;
- kyslík by neměl být používán k obohacení plynné směsi, protože přispívá k silné oxidaci kovového povrchu.
Typy a vlastnosti plynových hořáků
Plynový hořák je právem považován za nejvhodnější zařízení pro svařování jakýchkoli měděných výrobků. Zařízení má malou hmotnost a rozměry, je pohodlné a ekonomické. Možnost nastavení síly plamene umožňuje nastavit parametry pro konkrétní druhy práce.
Standardní provedení plynového hořáku zahrnuje následující prvky:
- Uzel pro upevnění nádrže s palivem.
- Hlava nástroje.
- Tryska.
- Reduktor.
- Regulátor intenzity plamene.

Kromě toho výrobci zahrnují další prvky do designu: adaptéry, hroty, deflektor plamene atd.
Zařízení jsou klasifikována podle několika parametrů. Takže podle technických možností zařízení existují:
- Domácnost. Levné zařízení s minimální sadou funkcí. Teplota ohně je regulována v rozmezí 1000-1500°C.
- Profesionální. Dražší hořáky určené pro seriózní práci. Plamen má teplotu 1500-2000°C.
V závislosti na použité směsi plynů jsou hořáky rozděleny do několika typů:
- Propan. Jsou specializované nebo obecné. považovány za nejčastější. Plyn vytváří rovnoměrný, intenzivní plamen.
- Na plyn MARR. Vyznačují se měkkým, ale energickým plamenem, který je šetrný k materiálu trubky a zabraňuje jejímu poškození.
- Acetylén. Nejčastěji se používá při práci na hlavních objektech. Jsou napájeny z jednorázových lahví nebo jsou stacionární. Plyn generuje vysokou teplotu plamene, což má pozitivní vliv na hospodárnost, ale často vede k přehřívání dílů a zvyšuje pravděpodobnost poškození.
Plynové hořáky s jednorázovými tlakovými lahvemi jsou snadno použitelné, nezávislé na zdrojích elektřiny, kompaktní a bezpečné. Jedinou nevýhodou je nutnost časté výměny válců.
Stacionární instalace se vyznačují výkonným plamenovým hořákem, který umožňuje rychlé a efektivní pájení. V každodenním životě se používají velmi zřídka.
Jak používat pájku
Aby byl šev po pájení pevný a vzduchotěsný, je nutné:
- trubky před pájením pečlivě připravte.K tomu jsou konce trubek očištěny od oxidů a jiných typů nečistot kovovým kartáčem a otřepy vytvořené po řezání trubek jsou odstraněny pomocí speciálního zařízení - úkosovačky;

Příprava měděné trubky pro pájení
- rozšiřte konec jedné trubky o několik milimetrů, aby trubky do sebe snadno zapadly. Pokud se pájení provádí pomocí tvarovek (speciálních prvků určených k sestavení potrubí různých konfigurací), pak se zvětší průměr tvarovky, nikoli trubky;

Zvětšení průměru potrubí
- zpracovat místa pájecích trubek tavidlem;

Tavidlo trubky před pájením
Vzhledem k tomu, že tavidlo je toxická sloučenina, při práci s ním je třeba přísně dodržovat bezpečnostní pravidla: práce musí být prováděna v rukavicích a ve větraném prostoru.
- připravte plynový hořák (zařízení určené pro pájení měděných trubek) a mírně zahřejte pájené oblasti;
- po celém obvodu trubky opatrně naneste pájku, která během zahřívání postupně přejde z pevného do kapalného skupenství, čímž vyplní veškerý prázdný prostor;
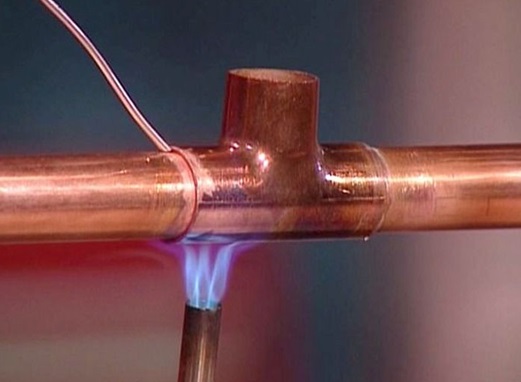
Pájení pájkou
- V klidu nechte pájku úplně vychladnout. Pro úplné vychladnutí je potřeba v závislosti na typu pájky v průměru 3-5 minut.
Proces pájení měděných trubek pájkou je zobrazen na videu.
Při výběru pájky a tavidla je nutné vzít v úvahu všechny hlavní charakteristiky látek, to znamená, že pokud se pro pájení používá vysokoteplotní pájka, pak by tavidlo mělo být navrženo také pro vysokoteplotní pájení. Správně zvolené a sladěné materiály přispívají k získání nejen utěsněného švu, ale také nejodolnějšího spojení.
Nejoblíbenější modely a výrobci
Stavební trh dnes představuje velké množství zařízení od různých výrobců. Oblíbené jsou plynové hořáky domácí výroby: Profi-Tools; Allgas; Donmet. Dobré pověsti se těší i zahraniční výrobci: Rothenberger; Kemper; Virax; Rems; Uniweld.
Většina společností nabízí vypalovačky různých tříd – od ručních mobilních zařízení až po profesionální výkonná zařízení. Poloprofesionální propanový hořák stojí od 1,5 do 10 tisíc rublů. Profesionální jednotky budou stát více - minimální náklady jsou od 20 tisíc rublů.
Co potřebujete pro pájení
Pro kapilární spojení měděné trubky budou vyžadovat následující nástroje a materiály:
- nástroje pro předúpravu spojovaných prvků;
- tavidlo a pájka;
- speciální kouřová páska;
- závitořezné nástroje a objímky;
Druhy pájek
Pájky jsou dvojího druhu – tvrdé a měkké. Měkká pájka je drát vyrobený z kovů a slitin s nízkou teplotou tání (cín, olovo, stříbro atd.). Průměr takové pájky není větší než 3 mm.
Tvrdé pájky jsou vyrobeny ze žáruvzdorných kovů a mají větší průměr.
Tavidlo a pájecí pasta
K zajištění spojení se používá tavidlo nebo pasta. Tato látka zabraňuje vnikání cizích prvků do křižovatky, šev je spolehlivý bez pórů. Tavidlo je na bázi kyseliny borité nebo chlorovodíkové, chloridu zinečnatého. K vytvoření ochranného filmu na spoji se používají pryskyřice, kalafuna a vosk.

Tavidla pro pájení dělíme na tekuté, pevné a speciální pasty. Hotová směs je dražší než jiné materiály, ale je mnohem pohodlnější s ní pracovat.
Kování
Tvarovky se nazývají speciální díly, které jsou namontovány na křižovatce polotovarů různých průměrů, spojují několik trubek v jednom bodě nebo při přechodu na jiný materiál potrubí.
Pokud je nutné použít tvarovky z jiného materiálu, je důležité, aby součinitel tepelné roztažnosti a ostatní technické parametry materiálu trubek a tvarovek odpovídaly
Flux
Při výběru tavidla je třeba vzít v úvahu, že ne všechny mohou být aktivní vůči hliníku. Pro tyto účely můžeme doporučit použití výrobků tuzemského výrobce - F-59A, F-61A, F-64, skládají se z fluoroboritanů amonných s přídavkem triethanolaminu. Na lahvičce je zpravidla značka - „pro hliník“ nebo „pro pájení hliníku“.
 Tok domácí produkce
Tok domácí produkce
Pro vysokoteplotní pájení byste měli zakoupit tavidlo vyrobené pod značkou 34A. Skládá se z chloridu draselného (50 %), chloridu lithného (32 %), fluoridu sodného (10 %) a chloridu zinečnatého (8 %). Taková kompozice je nejoptimálnější, pokud se provádí vysokoteplotní pájení.
 Doporučené tavidlo pro paki při vysoké teplotě
Doporučené tavidlo pro paki při vysoké teplotě
Flux
U většiny typů pájek je nutná předúprava trubek speciálním složením, které se nazývá tavidlo.
Flux se vyrábí:
v kapalné formě;

Pájecí hmoty v kapalné formě
ve formě pasty.

Pájecí hmota ve formě pasty
Je výhodnější a pohodlnější použít tavidlo vyrobené ve formě pasty, protože tužší složení přispívá k rovnoměrné aplikaci a nerozšíří se po povrchu trubky.
Flux umožňuje:
- provádět dodatečné čištění potrubí od oxidů;
- rovnoměrněji distribuovat pájku během procesu pájení;
- chrání spoj před korozí a tvorbou oxidů.
Vybavení a materiály potřebné pro pájení
Jako každý technologický proces i pájení vyžaduje použití speciálních zařízení a nástrojů. Nejprve jsou pro pájení měděných trubek potřeba následující nástroje.
Hořák. Může být různého provedení. Při výběru se vyplatí zvážit, s jakou pájkou budete pracovat, protože každá potřebuje určitou teplotu.

Hořák pro pájení měděných trubek
Strukturálně mohou hořáky fungovat:
- z jednorázových kartuší s hořlavým plynem (kompaktnější verze),
- ze standardních znovu plnitelných lahví.

Řezačka trubek na měděné trubky
Pro řezání polotovarů je nejlepší použít speciální řezáky trubek. V zásadě si vystačíte s jednoduchou pilkou, ale řezat s ní na některých těžko dostupných místech je velmi problematické a čistota řezu bude nízká. Náklady na nástroj přímo závisí na průměru trubek, které mohou řezat.
Spojení měděných trubek bez drahých armatur, metodou teleskopického dokování (jedna trubka vstupuje do druhé, která má o něco větší průměr), s následným kapilárním pájením, lze kompletně provést pro domovní vodovodní a topenářské sítě, teplota vody v který nepřesahuje 110 stupňů. To vyžaduje speciální expandér potrubí.
Pro eliminaci otřepů a otřepů na hraně obrobku je zapotřebí srážecí zařízení, k dispozici jsou také v různých modifikacích.
Pro pájení potrubí pro různé účely a ještě více pro prvky, které budou pracovat ve zvláště kritických podmínkách, jsou zapotřebí speciální pájky.
- Standard. Používá se nejčastěji, ale nedoporučuje se pro použití v systémech pitné vody.
- Měkká pájka. Spotřební materiál používaný pro pájení armatur a výrobků z červeného bronzu se široce používá pro spojování měděné trubky s mosaznými armaturami.
- Tvrdé pájky. Nejoblíbenější pájky při spojování měděných trubek. Jeho použití při kapilárním pájení téměř všech komunikací, dokonce i plynových vedení, poskytuje spolehlivé spojení. Tyto pájky, které spadají do kategorie pájecích spotřebních materiálů s obsahem mědi a fosforu, nevyžadují přídavné tavidlo. Nedoporučuje se však při spojování výrobků z hliníkového bronzu a slitin obsahujících více než 10 % niklu, je to kvůli určité křehkosti pájky.
- Stříbrné pájky jsou nejdražší, ale lze je použít ke spojování různých barevných materiálů.
Aby se zabránilo tvorbě oxidů v místě pájení, při použití standardních a měkkých pájek je úprava tavidlem povinná.
proces pájení
Před přímým připojením nařezaných polotovarů je třeba je předem zpracovat. Nejprve se křižovatka vyčistí, odstraní drobné vady a otřepy. Poté jsou povrchy spojovaných trubek ošetřeny kartáči a kartáči zvenčí a zevnitř. Nepoužívejte abrazivní nástroje, jinak dojde k poškrábání.
V případě potřeby se jedna trubka roztáhne. Průměr měděných trubek musí být takový, aby jeden obrobek volně vstupoval do druhého. Předtím se musí zahřát, jinak dojde k mechanickému poškození, které dále ovlivní těsnost spoje.
Pro ochranu proti vnikání vzduchu do švu a pro lepší přilnavost se na povrch nanáší tavidlo nebo pasta.

Teprve po dokončení přípravných prací byste měli začít ohřívat pájku a trubky hořákem. Zahřívání musí být prováděno rovnoměrně, aby nedošlo k přehřátí.
Po zahřátí trubek se do mezery mezi nimi zavede pájecí drát. Roztaví se a vyplní mezeru na spoji potrubí a vytvoří šev. Po ochlazení se tavidlo odstraní.
Bezpečnost
Aby se předešlo zraněním a dalším nepříjemným následkům, je důležité dodržovat bezpečnostní požadavky: potrubí instalovat a opravovat pouze v ochranných rukavicích a brýle, v pracovních kombinézách zamezit kontaktu plamene hořáku a horkého kovu s nechráněnou pokožkou, nepracovat s otevřený oheň v blízkosti hořlavých materiálů
Základní chyby
Proces pájení měděných trubek není nijak zvlášť komplikovaný, začátečníci však často dělají chyby, které následně ovlivňují kvalitu spojení. Časté chyby začátečníků:
- nedostatečná předúprava místa pájení;
- lisování - nedodržení dostatečné mezery mezi trubkami, v důsledku čehož je šev nerovnoměrný;
- použití nesprávné pájky;
- přehřátí potrubí, což vede ke zhoršení výkonu;
- nedostatečně důkladné čištění tavidla po pájení, které způsobuje korozi.
Kromě toho je nutné dodržovat předem připravené schéma návrhu.
Zpracovat video
Pro lepší pochopení procesu instalace se podívejte na video zde:
Přihlaste se k odběru nových článků – čeká vás spousta zajímavých věcí!
Odrůdy hořáků
Zařízení prezentovaná na stavebním trhu je rozdělena do několika typů.
Hořáky s pevnými a jednorázovými válci
Taková zařízení jsou vybavena jednorázovými plynovými lahvemi s propanem, acetylenem atd. Mezi výhody používání tohoto typu zařízení patří mobilita, snadná obsluha a bezpečnost.
Takový nástroj můžete použít jak pro instalaci vodovodních a topných systémů.
Ruční hořáky
K přednostem takového zařízení patří především kompaktnost. Pomocí ruční páječky je vhodné sestavit potrubí v malé místnosti, pájet trubky na nejvíce nepřístupných místech.

Ruční hořák je poháněn jednorázovou hořlavou plynovou lahví. Nástroj je vybaven regulátorem délky plamene, sada obvykle obsahuje trysky různých průměrů. Nástroj nevyžaduje elektrické připojení. Pokud dodržíte všechna pravidla práce, spojení je spolehlivé a odolné. Ruční nástroj si snadno poradí s instalací klimatizačních systémů a další domácí komunikace.
Profesionální hořáky
Zařízení patřící do profesionální kategorie je schopné pracovat se zvláště žáruvzdornou pájkou. Používá se při instalaci konstrukcí v průmyslových zařízeních, kde je potrubí vystaveno značnému zatížení.
Velká hmotnost a rozměry vám nedovolí pracovat ve stísněném bytě. Pro domácí a osobní použití se nedoporučuje kupovat taková zařízení - domácí komunikace nevyžadují takovou kvalitu připojení a náklady na zařízení jsou vyšší než u jiných typů.
Domácí hořáky
Někdy mistři používají zařízení sestavená vlastními rukama. Liší se svými vlastnostmi a patří k ručním i stacionárním typům. Domácí hořáky se skládají ze stejných základních prvků jako kupované. Nedoporučuje se však používat taková zařízení, protože neexistuje žádná záruka bezpečného provozu. A z hlediska výkonu jsou obvykle horší než tovární zařízení.


