Rozměry
Které potrubí si vybrat pro zásobování vodou - v tomto okamžiku se čtenář již může rozhodnout. No a co její velikost?
Aby bylo možné určit požadovaný průměr potrubí, existují speciální hydrodynamické tabulky.
Vycházejí z požadované spotřeby vody v litrech a berou v úvahu řadu faktorů:
- Materiál potrubí a s tím související drsnost vnitřních stěn;
- Délka přívodu vody (čím větší je, tím větší odpor má voda při pohybu potrubím;
- Počet závitů potrubí;
- Nevyhnutelné přerůstání ocelové trubky.
Všechny tyto výpočty však z velké části potřebují inženýři při vývoji stavebního projektu: tam pouhé zmenšení průměru potrubí na požadované minimum přinese velké úspory.
Vzhledem k tomu, že ocelové potrubí pro přívod vody je z naší strany opovrhováno, lze zapomenout i na problém zarůstání.
A pokud ano, pravidla jsou jednoduchá:
- Pro vstup vody do soukromého domu lze použít pozinkovanou trubku o průměru 3/4 palce, polyethylenovou nebo polypropylenovou trubku o průměru 26 milimetrů. Polyethylen, jak si pamatujeme, se používá pouze pro studenou vodu;
- Elektroinstalace kolem domu či bytu je pozinkovaná nebo měděná o průměru 1/2 palce; kovoplast o průměru 16 mm, polypropylen nebo polyethylen o vnějším průměru 20 mm.

Tyto rozměry jsou dostatečné pro jakýkoli rozumný počet sanitárních zařízení v domácnosti.
Přípravné práce
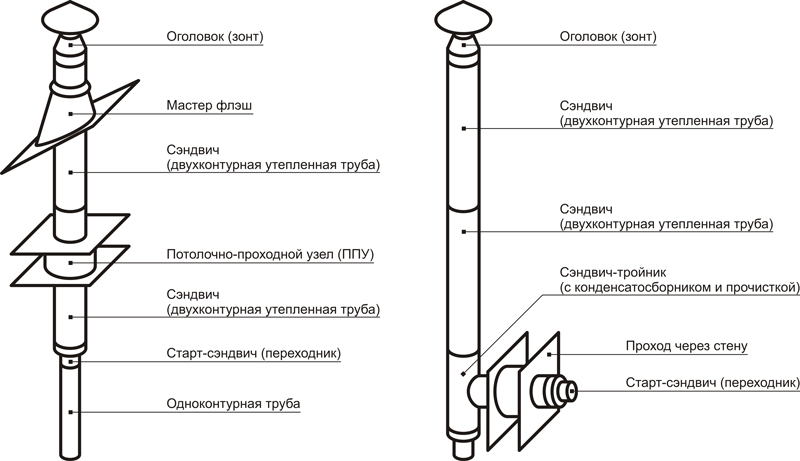
Schéma vnitřního a vnějšího komína z ocelové trubky
Přípravné práce před instalací komína z kovové nebo sendvičové trubky zahrnují: sestavení schématu výstupní struktury, výpočet počtu prvků, které mají být připojeny, výpočet spojovacích uzlů a spojů se stropy. Po splnění těchto podmínek můžete přistoupit k nákupu materiálu a montáži konstrukce.
V procesu přípravy je třeba vzít v úvahu následující podmínky:
- Prefabrikovaný komín uvnitř místnosti musí vést svisle nahoru. Je povolen úhel ne větší než 45°. Při vodorovném rozvětvení není maximální délka potrubí větší než jeden metr.
- Délka prvku vycházejícího z výstupu pece nebo kotle nesmí být větší než jeden metr. U zděných pecí se jako spojovací prvek používá jednostěnná kovová trubka s nádrží na vodu.
- Dokování jednotlivých částí sendvičového komína není povoleno v místě mezipodlah a podkroví, stejně jako ve střešní konstrukci.
- Místa, kde potrubí prochází mezipodlažními a půdními podlahami, jsou navíc chráněna kovovou krabicí nebo speciálním sendvičovým prstencem. Vzdálenost od vnějšího povrchu trubky ke stěnám krabice je nejméně 15–17 cm, při absenci řezání se vzdálenost zvětší na 50 cm.
- Čistící a větrací otvory by měly být umístěny ve spodní části komína (od potrubí kamen ke stropu parní komory). Při odchodu z mezipodlažního stropu je komín nasměrován svisle nahoru. Je povoleno instalovat odbočku, když potrubí narazí na nosný nosník nebo jiný střešní prvek.
- U zastřešení z hořlavých materiálů (střešní krytina, izospan, skleněný izol) se na konci kouřového kanálu instaluje deflektor s jemným lapačem jisker.
Pro preventivní účely by měl být komín kontrolován jednou za šest měsíců. Při častém používání topných zařízení se komín čistí minimálně jednou za čtvrt roku.
Nuance
Na závěr několik obecných tipů týkajících se výběru a instalace potrubí:
-
Pokud dáváte přednost kovo-plastovým trubkám, rozhodněte se pro svěrné šroubení
, bez závitu a převlečné matice. Nerozumějí, ale proudí mnohem méně často; -
Dlouhé úseky nevyztuženého polypropylenu na horkou vodu musí obsahovat dilatační spáry
- ohyby nebo smyčky ve tvaru U; -
Do potěru nebo omítky se pokládají pouze trubky s nízkým koeficientem tepelné roztažnosti
- pozinkovaný, měděný, kovoplast nebo zesílený polypropylen. Samozřejmě stále mluvíme o teplé vodě; - Všechny spoje, kromě navařených na polypropylenu a pájených na mědi, musí být po dokončení opravy k dispozici.
. Především jde o kov-plast; - Použití filtrů u vstupu do bytu je povinné. Prodlouží životnost jak vodovodních baterií, tak domácích spotřebičů.

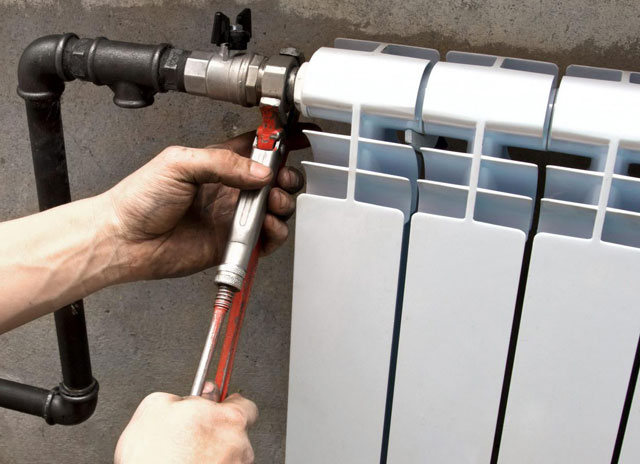
Montáž ocelových rozvodů topení
Proces instalace topných trubek z ocelových trubek lze provést dvěma způsoby: závitem a svařováním. Obě metody jsou poměrně spolehlivé, ale z technologického hlediska poměrně komplikované, a proto jejich implementace vyžaduje zapojení profesionálů.
Při spojování ocelových trubek pomocí závitového zkroucení je třeba nejprve na koncích spojovaných výrobků vyříznout závity, poté je spojit pomocí spojek, tvarovek, ostruh a dalších meziproduktů, jejichž kvalita by měla být zvláštní Pozornost

Len se nedoporučuje jako vinutí pro běžné ocelové trubky, protože stálá vlhkost v závitovém spoji může vést ke korozi.
Způsob spojení svařováním je ještě spolehlivější, ale na rozdíl od závitového spoje je jednodílný, to znamená, že demontáž spojení v případě potřeby je nemožná.
Proces svařování ocelových trubek mohou provádět pouze kvalifikovaní odborníci. Tato práce vyžaduje dostupnost speciálního svařovacího zařízení, práce s nímž představuje značné potíže a je nepřístupná těm, kteří nemají odborné dovednosti.
Obecně platí, že při provádění svářečských prací je nutné dodržovat následující důležitá pravidla:
Instalace vytápění ocelovými trubkami by měla začít instalací stoupačky; a poté by mělo být potrubí položeno ze strany stoupačky. Ve většině případů se však práce v obytných zařízeních neprovádějí od nuly, ale dochází k výměně zastaralých topných komunikací.
Proto v závislosti na situaci může mít svařovací proces určité vlastnosti Pozinkované ocelové trubky se svařují pomocí samostíněného drátu o průměru asi 1 milimetr. V některých případech je možné použít elektrody o průměru až 3 milimetry s rutilovým nebo fluoridovým povlakem Připojení ocelových negalvanizovaných trubek pro vytápění, které mají doma obvykle průměr nejvýše 25 milimetrů, se nejčastěji překrývá. Montáž takových potrubí metodou svařování na tupo se provádí pouze v podnicích. Svar při spojování ocelových trubek by měl být rovný vzhledem k povrchu spojovaných výrobků a neměl by mít průhyby, praskliny nebo jiné vady a vady ( čtěte: „Možnosti svařování pozinkovaných trubek - výhody a nevýhody způsobů“).
Hlavní fáze instalace
Instalace topného systému z ocelových trubek nevyžaduje speciální dovednosti. V závislosti na materiálu, ze kterého jsou díly vyrobeny, je třeba připravit svařovací stroj nebo plynový hořák. Hlavní fáze instalace potrubí topného systému:
- Nakreslete výkres umístění otopné soustavy dle projektu stavby. Na obrázku jsou rozměry, klíčové komponenty, elektroinstalace, radiátory, ovládací panel, vypouštěcí ventily vody.
- Vyčistěte místnost od nepotřebných věcí, propíchněte stěny, vytvořte otvory pro potrubí.
- Sestavit systém z jednotlivých dílů, udělat výstupy k radiátorům. Dokovací body jsou svařeny elektrickým obloukem nebo plynem z trysky zařízení. Švy jsou začištěny, ošetřeny antikorozními sloučeninami.
Před instalací topných trubek musíte promyslet uzly elektroinstalace, řídicí systém a uzavření potrubí.Kromě toho je nutné udělat samostatný kohoutek mimo dům, kterým lze vylévat vodu ze systému. Radiátory musí být vybaveny regulátory teploty, přívodem kapaliny. První běh by měl být zkušební, aby se zkontrolovala integrita celkového návrhu.
Instalace topení v soukromém domě. Část 2. Pracujeme s kovovými trubkami.
 Podívejte se na toto video na YouTube
Podívejte se na toto video na YouTube
Design a funkce

Prvky modulárního komína ze sendvičových trubek
Ocelový komín ze sendvičové trubky se dělí na dva typy podle způsobu výstupu: vnější a vnitřní. Vnější komín je vyveden nosnou stěnou a upevněn na rovině pomocí speciálních konzol.
K sestavení komína se používají následující prvky:
- konektor/adaptér pro odbočku;
- sendvičová trubka 50–100 cm dlouhá;
- potrubí s revizními dvířky;
- ohyb/koleno s úhlem natočení 30–45º;
- upínací / krimpovací límec;
- mezipodlahové upevnění;
- kovová schránka pro mezipodlahový výstup;
- kovová deska pro ochranu podlahy;
- zástěra a ochranný kužel;
- kónický konec/deflektor.
Konstrukce některých modulárních sendvičových komínů zahrnuje sběrač kondenzátu, tlumič hluku, různé T-kusy a zátky. V závislosti na výrobci a kompletnosti se mohou názvy prvků lišit.
Obecný princip fungování komína s válcovou částí kouřového kanálu je stejný. V důsledku rozdílu teplot vzduchu uvnitř a vně potrubí vzniká ventilační efekt, nazývaný tah. Hustota horkého vzduchu je několikanásobně menší než hustota studeného vzduchu. To způsobí tlakový rozdíl u základny potrubí (trysky) a mimo místnost. Díky tomu plyn a produkty spalování rychle stoupají kouřovým kanálem, spirálovitě se stáčejí a jsou vypuzovány koncem potrubí.
Účinek tahu přímo závisí na průřezu kouřového kanálu, počtu jeho ohybů a výšce. Pro výpočet těchto parametrů byste měli použít speciální tabulku, která je založena na velikosti pece a průřezu potrubí.
Instalační práce
Princip elektroinstalace T je co nejjednodušší a instalace systému také nezpůsobuje problémy, a to ani pro začínajícího instalatéra. Práce se provádí v následujícím pořadí:
- potrubí a další vybavení se nakupují podle dříve vypracovaného schématu zapojení. Standardní síť zahrnuje zařízení jako vývody vody, kohoutky, hrubé filtry, měřiče, T-kusy a kolena;
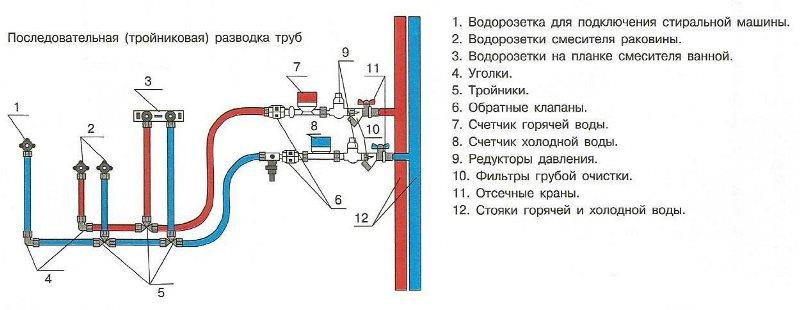
Standardní schéma zapojení T
- centrální stoupačka je připojena k přívodnímu potrubí. Na křižovatce je namontován kohoutek, který umožňuje uzavření přívodu vody do systému;
- potrubí se postupně přivádí ke všem zdrojům spotřeby dostupným v bytě / venkovském domě;

Elektroinstalace pro připojení vany a umyvadla
- vodovodní zařízení je připojeno k potrubí.
Aby bylo dosaženo estetického vzhledu, mohou být trubky uzavřeny speciálními krabicemi nebo "schovány" ve stěně.
Instalace kolektorového vedení se provádí podle následujícího schématu:
- vyvíjí se schéma zapojení, nakupují se potřebné materiály;
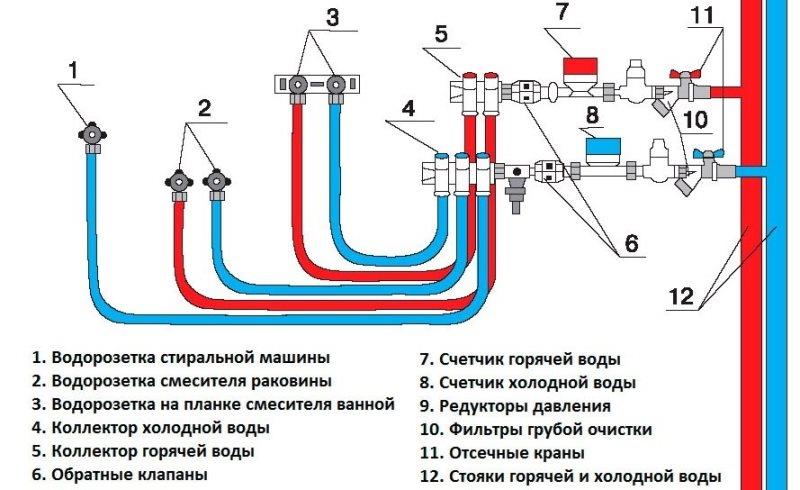
Schéma zapojení kolektoru
- kolektory jsou napojeny na centrální odpad. Před každým zařízením se doporučuje dodatečně nainstalovat kohout pro úplné uzavření systému, hrubý filtr, vodoměr a zpětný ventil, což prodlouží životnost systému a jeho jednotlivých prvků;

Sekvence uspořádání zařízení před montáží kolektoru
- připojení a potrubí ke každému vodovodnímu zařízení.
Přehled zapojení kolektoru a pořadí instalace zařízení jsou uvedeny ve videu.
Všechny spoje potrubí, armatur a připojení zařízení musí být utěsněny. Před uvedením systému do provozu se doporučuje zkontrolovat těsnost a pevnost spojů maximálním tlakem.
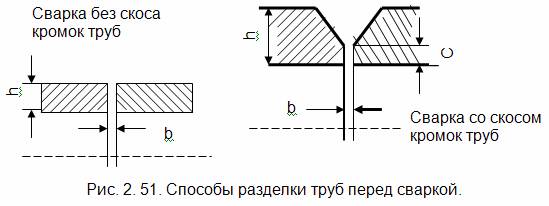
Způsoby připojení
- Aplikace metody kyslíko-palivového svařování spojující trubky s hladkými konci.
- Použití spojovacího šroubování, utěsněného speciálním těsněním, které zajišťuje těsnost spoje.
- Přírubové spojovací prvky, u kterých je spojení přišroubováno ke koncům trubky.
Pro připojení potrubí k radiátorům se doporučuje použít plynový generátor. Přednost by měla mít bezešvé trubky, kvalitní ostruhy a radiátory. Schéma připojení se skládá z následujících kroků:
- Řezání starých trubek, jejich vyrážení ze spojů stropů, následované kreslením nových ocelových trubek pro vytápění;
- Zahřívání trubky, její ohýbání a připojení k radiátoru bez svařování;
- Instalace pohonu s vhodným závitem s následným přišroubováním chladiče;
- Aplikace silikonového tmelu nebo lněných vláken na závity, aby se zabránilo úniku vody.
Před montáží je nutné zkontrolovat neporušenost všech prvků, protože správná a kvalitní montáž je klíčem k dlouhodobému fungování otopného systému.
Jak a čím izolovat

Nehořlavý tepelně izolační materiál ve válcích pro izolaci komínů
Izolace komína se provádí jak ve fázi jeho instalace, pokud byla jako materiál zvolena jednostěnná ocelová trubka, tak po vybudování konstrukce. Pro izolaci ocelových komínů se používají nehořlavé typy izolace: expandovaná hlína, minerální a čedičová vlna.
Tloušťka izolace závisí na teplotě vzduchu v zimním období a volí se individuálně pro konkrétní typ komína. Například tepelně izolační válec od společnosti Rockwool o tloušťce 300 mm a průřezu 133 mm bude stát 275 rublů za lineární metr.
Alternativou k válcům jsou prošívané rohože - jedná se o ohřívač stejného složení v roli, který se při instalaci bude muset přizpůsobit vnějšímu průměru komína. Rohože se liší velikostí v závislosti na výrobci. Například šicí podložka od TechnoNIKOL o rozměrech 2400x1200x40 bude stát 970–1000 rublů za balení.
Připojení kovových topných trubek bez svařování
Nejrychlejším způsobem spojení bez použití svařování je svěrné šroubení. Přesto zvážíme další způsoby: závitové připojení a montáž opravné a instalační spony. Ten se používá jak pro dokování, tak pro eliminaci netěsností v důsledku praskání kovu.
Vlákno
Závitové spojení bude možné vytvořit pouze v případě, že bude k potrubí volný přístup, tzn. v počáteční fázi instalace. V ostatních případech bude závitování značně problematické nebo nemožné. Samotný postup se provádí podle následujícího schématu:
Kritéria výběru
Než vyrobíte topný systém z kovových trubek, musíte si koupit spotřební materiál
Při výběru je třeba věnovat pozornost těmto faktorům:
- gravitační nebo nucený systém;
- materiál, ze kterého jsou díly vyrobeny;
- tvar, rozměry;
- způsoby instalace;
- maximální zatížení, které části, spoje vydrží;
- přípustné ukazatele tlaku, teploty.
Topná zařízení vyrobená z různých materiálů mají určité vlastnosti, které ovlivňují výkon potrubí.

Výběr potrubí pro vytápění
Ceny
Cena dílů pro vytvoření topného systému je ovlivněna průměrem, použitým materiálem, výrobcem. Pokud mluvíme o výrobcích z barevných kovů, cena za ně je stanovena v závislosti na metráži. Například 1 metr měděné trubky stojí asi 250 rublů. U železných kovů je cena stanovena v závislosti na hmotnosti. Jedna tuna litinových výrobků stojí od 5 tisíc rublů.
Výhody a nevýhody
Před nákupem dílů musíte znát jejich silné a slabé stránky. výhody:
- vysoká tepelná vodivost;
- maximální úroveň těsnosti;
- pevnost, odolnost proti opotřebení, trvanlivost;
- nízká cena.
Nevýhody kovových trubek pro vytápění:
- Kov je náchylný ke korozi. Vyžaduje ochranný nátěr.
- Má velkou hmotnost, což komplikuje instalaci.
- Zvýšená tvrdost neumožňuje ohýbání dílů.
- Pro instalaci je třeba připravit svařovací stroj nebo plynový hořák.
Kvalita svaru podle GOST
Při spojování trubek svařováním jakéhokoli typu stojí za to sledovat kvalitu švu
Při spojování trubek svařováním jakéhokoli typu stojí za to sledovat kvalitu švu. Tento proces umožňuje včasné odhalení vad ve svarových spojích a zamezení odtlakování potrubí. Kontrola podle GOST se provádí několika způsoby:
- Vizuální kontrola svaru ve všech fázích jeho vzniku. Takže při vizuální kontrole by měla být detekována přítomnost píštělí, prasklin a popálenin v kovu. Pokud jsou takové závady zjištěny, je potrubí po odříznutí nekvalitního úseku znovu tráveno.
Mechanické zkoušky svařování trubek přes tvarovaný spoj a spoj trubky.
V tomto případě se svar kontroluje na tah, ohyb, rázovou houževnatost nebo tah v závislosti na účelu vedení. Aby bylo možné provést mechanické zkoušky získaného švu, musí operátor během svařování současně provádět svařování zkušebních spojů. Ty pak slouží jako vzorky pro mechanickou kontrolu.
Fyzikální metoda pro řízení svařování trubek, která zahrnuje použití rentgenových paprsků, gama paprsků, ultrazvukových vln atd. Takové zkušební metody se také provádějí pouze na potrubí pro zvláštní účely. V tomto případě jsou výsledné švy vystaveny rentgenovému prosvětlení, aby se identifikovaly vnitřní trhliny, póry a struska.

Zároveň byste měli vědět, že pro provádění fyzické kontroly v podmínkách instalace existují nejen průmyslové rentgenové instalace, ale také mobilní. Gama paprsky se používají podobným způsobem a pro stejné účely. Paprsek při pronikání svarem zanechává svůj otisk na fólii z vnitřní strany spoje.
A pokud se ve svarovém spoji najdou vady a vady, bude film v těchto místech tmavší. Fyzické ověření se provádí v souladu s GOST 7512-55. V tomto případě jsou části potrubí s takovými vadami ve spojení zamítnuty:
- Praskliny jakéhokoli tvaru a velikosti; Přítomnost strusky ve svaru a pórech, jejichž počet přesahuje 10 % tloušťky stěny trubky; Přítomnost nedostatečného roztavení ve spoji, pokud je jeho objem 15 % nebo více tloušťka kovové stěny.
- Pneumatické a hydraulické zkoušky.
https://youtube.com/watch?v=zpU_14iZYc8rel%3D0%26controls%3D0%26showinfo%3D0
- 101santenik.ru
- experttrub.ru
- tubespec.com
- vodakanazer.ru
Odrůdy kovových trubek
Vybrat trubky pro vytápění není jednoduché, jsou chovány po celém obvodu domu, a proto musí být odolné proti korozi, pevné, spolehlivé a dlouho vydržet.
Existují určité typy potrubí, zvažte některé z nich, jejich výhody a nevýhody:
Trubky z nerezové oceli
Kovové trubky pro vytápění z nerezové oceli.
Lze je nazvat ideální volbou z několika důvodů:
- velmi dlouhá životnost (100 let);
- vysoká odolnost proti korozi;
- vlastnosti vysoké pevnosti;
- skvělý vzhled.
Bohužel se všemi těmito prvotřídními vlastnostmi existuje významná nevýhoda - vysoká cena nejen trubek, ale také jejich instalace vás také vyjde draho. Velmi často je to důvod ve prospěch jiných typů potrubí.

Ocelové trubky
Vyrobeno z vysoce kvalitní oceli, která má vysokou pevnost, výbornou svařitelnost a poměrně dlouhou životnost. Ocelové trubky mají vysokou tepelnou vodivost, ale tato výhoda se týká pouze topného systému.
Hlavní nevýhodou je, že ocelové trubky nejsou ničím potaženy a při styku s vodou to vede ke korozi kovu.Koroze je příčinou rezavé vody, vnitřní průměr trubky pomalu přerůstá a tím klesá průtok vody.
Proto mají ocelové trubky nízkou cenu, ale přesto je potřeba je poměrně často vyměňovat.

Pozinkované ocelové trubky
Aby se zabránilo korozi ocelových trubek, je na ně aplikována vrstva zinkového povlaku, která však zcela nechrání, ale pouze zpomaluje proces koroze.
Měděné trubky
Výhody těchto trubek jsou podobné výhodám samotné mědi:
- má baktericidní vlastnosti;
- má vysokou plasticitu;
- téměř nekoroduje;
- dlouhá životnost;
- odolávat náhlým změnám teploty;
- když v nich voda zamrzne, nepraskají, takže na to nemusíte myslet.
Kovové trubky jsou vyráběny různými technologiemi, například mohou být bezešvé (bezešvé) nebo svařované.
Bezešvé kovové topné trubky jsou snad nejspolehlivějším a nejkvalitnějším materiálem ze všech existujících. Jsou jediným produktem (proto se nazývají bezešvé) a neskládají se z komponentů.
To je dělá odolnými. Mohou být potaženy zinkem, který chrání potrubí, a nebude potřeba dělat opatření proti tvorbě rzi.
Takové trubky nevyžadují nátěr ani základní nátěr, pouze na spojích (mají závity a při takové manipulaci se pozinkování poškodí). Bezešvé trubky, stejně jako svařované trubky (pozinkované nebo negalvanizované), jsou propojeny speciálními zařízeními - spojkami a nazývají se také tvarovky.

Svařované trubky jsou široce používány v mnoha průmyslových odvětvích. Nové a vylepšené svařovací techniky zaručují vysokou pevnost švu, která nebude menší než pevnost samotné trubky. Všechny tyto technologie umožňují použití svařovaných trubek v těch průmyslových odvětvích, kde by bylo možné použít pouze bezešvé trubky.
Kovová trubka pro vytápění, svařovaná oproti bezešvé, se vyrábí s menšími odchylkami v tloušťce a s tenčí stěnou. Tato technologická vlastnost je výhodou.
Podle tloušťky jsou trubky následujících typů:
- zesílená tloušťka;
- obyčejný;
- plíce.
Velká tloušťka kovu má jak plus (vysoký antikorozní výkon), tak mínus - je velmi obtížné je ohýbat během montážních a opravárenských prací.
Montáž potrubí pro vytápění je při stavbě nebo opravě domu poměrně obtížným a pečlivým úkolem. Velmi drobné chyby mohou vést ke krátké životnosti nebo deaktivaci celého systému.
Druhy

Sendvičové potrubí s čedičovou izolací
Komín, sestavený na základě ocelových trubek, má konstrukci tří typů:
- Jednoplášťový - komín vyrobený z kovu do tloušťky 2 mm. Montuje se do stávajícího komínového systému z důvodu odstranění případných nedostatků. Například k opravě poškození zděných nebo keramických komínů.
- Sendvičový komín - je dvouplášťová konstrukce vyrobená z trubek různých průměrů. Mezi trubkami je umístěn žáruvzdorný tepelně izolační materiál s nízkým součinitelem tepelné vodivosti.
- Koaxiální - dvouplášťový komín s možností nasávání vzduchu z vnějšku místnosti. Konstrukce je podobná sendvičové trubce, jen s tím rozdílem, že plyny jdou ven centrální trubkou a studený vzduch je nasáván vnější trubkou.
Všechny prezentované typy ocelových komínů lze vyrobit samostatně. Koaxiální komín má oproti jednoplášťovému nebo sendvičovému komínu složitější zařízení, ale pokud máte správně vypracované schéma, nebude problém ho postavit.
Pro kutily je lepší použít komín na bázi sendvičových trubek. Tato konstrukce poskytuje konstantní úroveň tahu, je bezpečná, snadno se opravuje, nevyžaduje neustálé čištění vnitřního kanálu.
Typy elektroinstalace. Jejich výhody a nevýhody
Pro systémy zásobování vodou a vytápění v obytné oblasti lze použít následující schémata:
- tričko;
- kolektor.
T-kabeláž
Schéma zapojení T-kusu je sériové připojení potrubí a jejich přívod k místům příjmu vody (umyvadlo, sprcha, toaleta atd.).
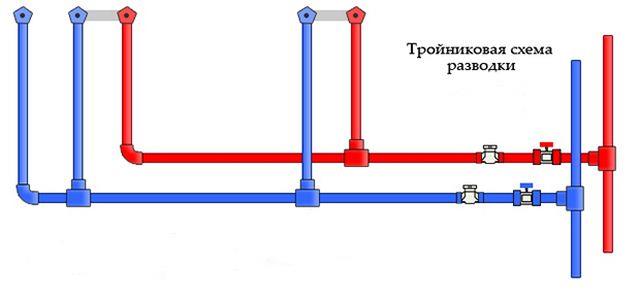
Sériové zapojení odběrných míst vody
Výhody takového systému pro připojení vodovodního potrubí jsou:
- nízké náklady, protože při použití sériového připojení je vyžadován minimální počet trubek a spojovacích armatur;
- snadná instalace systému;
- kompaktnost - trubky zabírají minimální množství obytného prostoru.
Mezi nevýhody patří:
- nedostatek tlaku se současným zahrnutím několika kohoutků zahrnutých do vodovodního nebo topného systému;
- potíže s nalezením netěsnosti v případě silného poklesu tlaku v kapalině v systému;
- potřeba úplně vypnout přívod vody do systému, aby bylo možné provést opravu a / nebo údržbu.
Vedení T se používá hlavně při uspořádání komunikací v malých bytech nebo venkovských domech s malým počtem míst příjmu vody.
Zapojení kolektoru
Kolektorová elektroinstalace je paralelní připojení potrubí vodovodního/topného systému k centrální stoupačce pomocí specializovaného zařízení - kolektoru, který je instalován na vstupu systému do objektu.
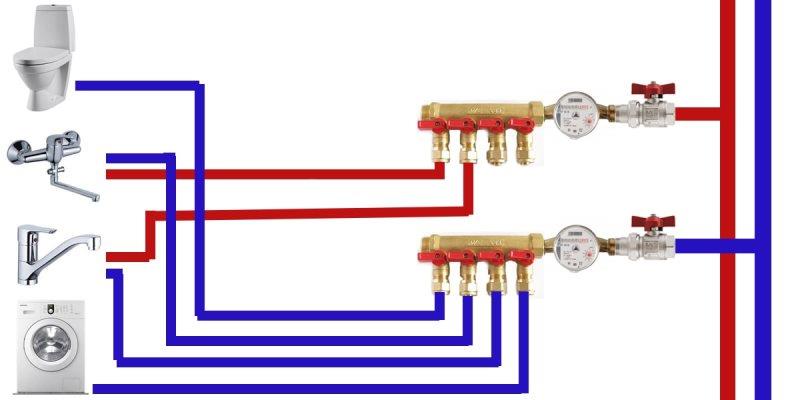
Paralelní připojení míst odběru vody
Tento systém vodovodního připojení má také své výhody a nevýhody. Mezi pozitiva patří:
- stabilita tlaku přívodu vody do všech připojených zařízení bez ohledu na použití jiných vodovodních zařízení;
- schopnost rychle odhalit poruchy v provozu jednoho nebo druhého zařízení, stejně jako místa úniku;
- možnost provádění opravných prací bez nutnosti odpojení dalších odběrných míst od vodovodu;
- rovnoměrnost teploty přiváděné kapaliny.
Mezi negativní aspekty patří doba instalace, protože každý vodovodní armatura vyžaduje samostatnou trubku a zvýšení nákladů na materiály (trubky, T-kusy, tvarovky, držáky atd.).
Zapojení kolektoru, na rozdíl od T-kusu, umožňuje optimalizovat provoz každého instalatérského zařízení individuálně. Například do pračky můžete nainstalovat přídavný filtr, který výrazně prodlouží její životnost.
Vlastnosti svařování trubek na těžko dostupných místech
Největší obtíž je svařování topných trubek umístěných blízko stěn místnosti. Obvykle jsou tímto způsobem umístěny trubky pracující pod zvýšeným tlakem.
Práce s takovými trubkami je následující:
- Svařovací proces začíná od střední spodní části trubky Umístění elektrody musí být kolmé k místu svařování. Pro svaření svisle umístěných švů se však poloha elektrody změní, nasměruje ji pod úhlem nahoru, nebo se uchýlí k metodě bodového svařování. Svařování vodorovných úseků není nijak zvlášť obtížné, svary však musí být provedeny pečlivě a přesně Po dokončení práce se střední spodní částí potrubí se svar očistí od strusky, poté je možné přistoupit k práci z opačné strany trubky, začít znovu odspodu. mějte na paměti, že ke spalování a odpařování zinku dochází při teplotě 900 ° C a teplota svařování je mnohem vyšší než tato čísla. Proces svařování pozinkovaných trubek je proto doprovázen úplným vymizením zinkového povlaku na spojích a svařované části mohou následně podléhat korozi.
S ohledem na přítomnost určitých nedostatků v ocelových trubkách ve srovnání s moderními polymerními výrobky byste se při jejich výběru pro topný systém měli co nejvíce snažit provádět veškerou práci efektivně a spolehlivě. To je možné pouze v případě, že jakékoliv manipulace s potrubím provádějí pouze kvalifikovaní odborníci.Profesionální montáž ocelového potrubí zajistí správné a efektivní fungování topného systému při výrazném prodloužení životnosti a předcházení případným problémům a poruchám. Instalace dálnic pro jakýkoli účel z válcování trubek se nejčastěji provádí pomocí svařování

Svařování trubek doma lze navíc provádět dvěma způsoby: V tomto případě lze oba typy svařování rozdělit do kategorií: Plast (tlakové svařování); Tavné svařování elektrodou a pájením. Každá z metod spojování kovů má určité požadavky, které pro dosažení vysoké kvality svaru je třeba dodržovat Důležité: svařování se provádí převážně průmyslovým švem, který odpovídá SNiP III-G.9-62. Dodržování pravidel a předpisů vám umožňuje naučit se vysoce kvalitní šev
Při provádění prací využívají především automatické nebo poloautomatické zařízení.


