Příčiny úniku chladiče
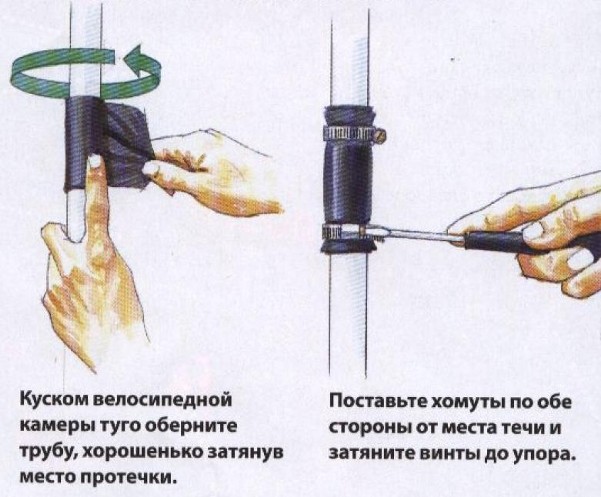
Schéma utěsnění netěsného chladiče.
Příčinou netěsností v topném systému jsou velmi často korozní procesy ovlivňující kov (samozřejmě, pokud radiátor není plastový). Kovové trubky zevnitř jsou tedy ovlivněny kapalinou, která neustále cirkuluje v systému. Je těžké to nazvat vodou, protože se do ní velmi často přidávají různé chemické sloučeniny neznámého původu, aby se zlepšily vlastnosti chladicí kapaliny. Z vnější strany je materiál náchylný na vlhkost a výkyvy teplot. Tyto faktory společně vedou ke korozi a následně k netěsnosti.
Plastové trubky nepodléhají korozním procesům, ale mají své nevýhody. Trubky vyrobené z polypropylenu nebo polyethylenu tedy mohou unikat, pokud byla instalace nesprávně provedena nebo byl nesprávně vybrán spotřební materiál. Častou chybou je akutní touha ušetřit na materiálech. Potrubí studené vody je mnohem levnější a mnozí je mylně používají pro topné systémy. Horká voda na ně působí destruktivně: pod jejím vlivem mohou prasknout, nabobtnat nebo se zdeformovat.
Kovoplastové radiátory jsou také náchylné na netěsnosti: to může být důsledkem nedodržení poloměru ohybu nebo nekvalitní montáže. Při instalaci topného systému byste se měli řídit tím, jak radiátor utěsnit, v závislosti na materiálu, ze kterého je vyroben, a na místě netěsnosti.
K netěsnosti může dojít v nejneočekávanějším okamžiku na jakémkoli místě - na ploché části radiátoru, v místech závitového spoje nebo upevnění armatur, v místě spojení článků radiátoru.
Výběr způsobu opravy a lepení
Existuje několik způsobů, jak obnovit integritu a těsnost chladiče:
- Pájení. Prvky pouzdra moderních automobilových radiátorů z tepelně odolného plastu jsou dokonale pájeny pomocí běžné páječky (tento proces budeme podrobněji zvažovat níže).
- Svařování za studena. Jedná se o nejrychlejší způsob spojování plastových dílů bez zahřívání. Speciální plastická hmota, která obsahuje polymerní pryskyřice, kovové plnivo a chemické přísady, spojuje povrchy, které se mají lepit, a vytváří tepelně odolný šev.
Tento proces nevyžaduje speciální vybavení, ale takové opravy nelze nazvat trvanlivými.
Vzhledem k nízké adhezi plastu je svařování za studena velmi slabé. Tato metoda vám umožňuje pouze dočasně vyřešit problém (například se dostat do nejbližšího autoservisu).
Aplikace lepidla. Pokud je poškození malé, speciální lepidlo pomůže obnovit těsnost pouzdra.

Takové kompozice se dobře osvědčily, jako například:
Dvousložkové lepidlo 3M DP8005 je speciální směs na bázi akrylu určená pro lepení obtížně lepitelných plastů, polyetylenu a polypropylenu.
Skvělé na opravu prasklého radiátoru. Lepicí šev tvořený lepidlem DP8005 značky 3M je odolný vůči agresivním roztokům a vysokým teplotám.
Jedinou nevýhodou tohoto lepidla je vysoká cena (1300-1500 rublů na balení 38 gramů).
Lepicí svařování plastů Hosch. Toto dvousložkové průmyslové lepidlo účinně opravuje praskliny a jiná poškození ve všech plastových výrobcích.
Lepicí šev je schopen odolat vysokým a nízkým teplotám a také tlaku až 12 atmosfér, takže s ním snadno přilepí plastový radiátor.
Často je spoj pevnější než lepený plast. Průměrné náklady na sadu dvou doplňkových komponent jsou 1500-1700 rublů.
Tipy na opravu plastového chladiče auta
Chladicí systémy vozidel jsou mimořádně důležité součásti, které zajišťují pravidelnou funkci nejvíce zatěžovaných součástí a dílů vozidla.
Pokud byly v raných obdobích kompletně vyrobeny z kovu různých typů, pak je dnes stále více nutné zabývat se plastovými vzorky.
Jsou sice poněkud dynamicky stabilnější než některé kovové radiátory, ale při jejich opravě mohou nastat značné problémy.
Uvnitř chladiče cirkuluje tekutina, která přes něj odvádí teplo z motoru auta.
Výsledkem je, že pokud tato součást nefunguje správně, motor se jednoduše přehřeje nad stanovenou rychlost a může se dokonce zaseknout.
V tomto případě je radiátor spíše zranitelným prvkem. I minimální náraz může vést k výraznému mechanickému poškození.
Jak utěsnit plastové části chladiče automobilu
Podívejme se podrobněji na lepicí způsob opravy poškozeného radiátoru na příkladu použití dvousložkového průmyslového lepidla Hosch.
K utěsnění nádrže chladiče byste měli připravit následující materiály a nástroje:
- práškový svařovací granulát a kapalná složka svařování lepidlem;
- smirkový papír;
- aceton pro odmašťování povrchů;
- rukavice;
- bavlněné tampóny.
Fáze práce:
- Školení . Oba lepené povrchy musí být zbaveny mastnoty a jiných nečistot. Pokud na dílech zůstanou stopy jiného lepidla, musí být zcela odstraněny. K čištění je ve většině případů vhodný běžný aceton;
- Nanášení lepidla. Minimální množství adhezního svařování se aplikuje přímo na trhlinu. Pro vyplnění prázdného prostoru nebo v nepřítomnosti úlomků těla se na kapalný základ nasype prášková adhezivní složka. Pokud je nutné obnovit velkou prohlubeň, doporučuje se lepení provádět v několika krocích (několik vrstev se nanáší postupně s intervalem 10 minut). Po vyplnění mezery suchým granulátem je nutné ji rovnoměrně napustit tekutou složkou.
- Zpracování švů. Po 10-15 minutách po dokončení práce můžete začít opracovávat šev bruskou nebo jemnozrnným brusným papírem, aby šev získal estetický vzhled.
VIDEONÁVOD
Návod - jak připájet plastové díly chladiče auta
Pro pájení (svařování) plastového radiátoru je třeba připravit následující materiály a nástroje:
- Speciální stavební vysoušeč vlasů pro ohřev místa pájení;
- Páječka s ostrým hrotem a přesnou regulací teploty;
- Pájka na plasty - speciální svařovací dráty. Označení na nich musí odpovídat označení na tělese chladiče. Zpravidla je to "PA" - polyamid (nylon) nebo "PP" - polypropylen. Místo zakoupených svařovacích drátů můžete použít předem připravené pásy vyříznuté z podobné plastové nádrže;
- aceton.



Zakázka:
- Odmastěte místo opravy acetonem;
- Zatímco se páječka zahřívá, ohříváme spoj stavebním vysoušečem vlasů;
- Spojujeme šev a postupně táhneme podél něj zahřátou páječkou, čímž tvoříme drážku stejnou šířkou jako tloušťka svařovací tyče;
- Aplikujeme svařovací tyč a zahříváme ji páječkou a vložíme ji do drážky švu;
- Zkontrolujeme těsnost chladiče a poté jej nainstalujeme na auto.
Teplota svařování (ohřev páječky) se volí v souladu se značkou plastu. U PP je to asi 250 stupňů.
Hliníkový radiátor má mnoho výhod, díky kterým je instalován v mnoha domácnostech. Někdy ale může „potěšit“ vzhled děr a proudění chladicí kapaliny.
Existují dva způsoby, jak se této nevýhody zbavit:
Obtížnější je pájení hliníku.
Způsob pájení 2
Tato metoda zahrnuje použití cínu-olova-bismutové pájky a domácího tavidla. Poslední musíte udělat z:
- kryolit (podíl v roztoku by měl být 10%);
- síran sodný (podíl 4 %);
- chlorid lithný (podíl 23 %);
- chlorid draselný (podíl 56 %);
- kuchyňská sůl (podíl 7 %).
Cín-olovo-bismutovou pájku lze zakoupit v obchodech (vypadá jako tyč nebo drát) nebo si ji můžete vyrobit sami. Druhá možnost je realizována přidáním vizmutu do roztavené cín-olověné pájky. Hmotnost vizmutu ve hmotě hotového roztoku by měla být 5 %. Hmotnost vizmutu můžete vypočítat vydělením hmotnosti počáteční pájky číslem 95 a vynásobením výsledného čísla číslem 5. K pájení dostatečně velkých defektů v hliníkovém radiátoru potřebujete:
- Připravte oblast, kde je díra. Výsledkem přípravy by měl být čistý, suchý, nemastný hliník.
- Udělejte plovák. Tento postup začíná broušením každé součásti v hmoždíři. Rozemlete tak, aby vznikl prášek. V tomto případě je každý prvek uveden do stavu prášku samostatně. Poté, co se všechny "ingredience" nalijí do skleněné nádoby a míchá se, dokud se nevytvoří homogenní směs. Je vhodné vzít tmavou, hermeticky uzavřenou skleněnou nádobu. To je nezbytné pro ochranu směsi před vlhkostí a slunečním zářením, když potřebujete udělat nějaké pauzy. Před pájením se směs nalije do kelímku a roztaví se nad plynovým sporákem.
- Roztavené tavidlo se nalije na hliník, provede se pájení. Vlastnosti pájení se neliší od vlastností výše uvedeného procesu.
Jaká je obtížnost pájení hliníku
Tento kov rychle reaguje s kyslíkem a jakýmikoli kyselinami. Nejčastěji hliníkový radiátor interaguje s kyslíkem. V důsledku toho je povrch kovu oxidován a pokryt tenkou vrstvou oxidů hliníku. Je také známý jako "oxidový film". Tato vrstva rovnoměrně pokrývá celý povrch výrobku.
Na jednu stranu je tento film užitečný, protože jakýkoli možnost kontaktu čistého hliníku s kyslík a všechny ostatní chemické prvky nebo látky. To znamená, že jde o jakousi ochrannou bariéru. Tato bariéra však neumožňuje kvalitní pájení, protože pájka musí být v přímém kontaktu s hliníkem.
Nejjednodušším řešením je odstranit oxidový film a poté otvor zapájet. Není to ale správné, protože po odstranění oxidového filmu začne čistý hliník opět interagovat s kyslíkem a až do konce pájení dostane ošetřené místo opět ochrannou bariéru. Výsledek pájení bude špatný.
K vyřešení problému odstranění oxidového filmu a zajištění toho, že se nemůže dále tvořit, je třeba použít tavidla. Jsou směsí anorganických a organických látek. Ničí oxidový film a zabraňují jeho tvorbě, také:
- snížit napětí ošetřeného povrchu;
- zlepšit rozprostření pájky po ošetřované oblasti;
- nereagují s pájkou (většina typů tavidel).
Toky jsou různé:
- kadmium;
- vizmut;
- zinek;
- kombinované látky;
- plováky (domácí).
Způsob pájení radiátoru 1
Zahrnuje následující kroky:
- Příprava povrchu. Tento proces musí být proveden opatrně. Spočívá v očištění ošetřovaného místa od všech nečistot a zbytků barev. Očistěte hliníkový povrch smirkovým hadříkem a rozpouštědlem. Součástí přípravy je i odmaštění ošetřovaného místa (k tomu se používají přípravky, které mají v základu alkohol) a také utírání kovu do sucha.
- Příprava tavidla železo-kalafuna. K tomu se kelímek umístí na plynový sporák a zahřeje se. Můžete se zahřát foukačkou. Do zahřátého kelímku se vloží kousek kalafuny. Je potřeba to úplně roztavit.Dále se po troškách přidávají železné piliny a směs se ihned míchá. Poměr kalafuny a pilin by měl být 2:1.
- Nanášení tavidla na připravenou plochu. Roztok se aplikuje tak, aby byla požadovaná část povrchu radiátoru zcela pokryta. Jinak bude mít kyslík přístup k hliníku a utěsnění otvoru nebude fungovat dobře. Na konci by měla být celá pájecí plocha pod vrstvou tavidla.
- Pájení. Zahrnuje zavedení pájky do kapalného média tavidla. Na páječku musíte vzít malé části pájky. Pájka se nanáší na pájenou oblast tak, aby byla pod vrstvou tavidla. Současně se provádějí kruhové pohyby. Během těchto pohybů páječka neustále posouvá některé částice pájky. Vytěsnění železných částic vede k destrukci oxidového filmu. Kalafuna neumožňuje pronikání vzduchu k hliníku.
Tato metoda by měla být použita k odstranění malých defektů. Pokud je poškození velké, bude možné radiátor pájet pouze pomocí domácího tavidla.
Bezpečnostní opatření
Při opravě chladiče auta byste měli být maximálně opatrní a dodržovat určitá bezpečnostní opatření. Samotný výměník tepla musí být bezpodmínečně odpojen. Všechnu tekutinu úplně vypusťte.
Pokud jste dříve neměli zkušenosti s páječkou, je lepší svěřit tento úkol profesionálům. V tomto případě byste měli cvičit alespoň na méně důležitých površích a autodílech.
Při práci se studeným svařováním nebo lepidlem je důležité používat rukavice, abyste si neporanili ruce. Kromě toho nezapomeňte dodržovat pokyny pro použití lepidla.
Můžete tak nejen dosáhnout dokonalého efektu opravy, ale také chránit ruce před škodlivými účinky lepidel.
závěry
Takže podle doporučení a rad v článku nebude těžké určit, jak lepit chladič auta. V tomto případě je hlavní věcí dodržovat některá bezpečnostní opatření a zvolit nejlepší možnost opravy. Pokud si nejste jisti, že se s takovým úkolem dokážete vyrovnat sami, je lepší neriskovat a vyhledat pomoc od kvalifikovaných automechaniků.
Zbývají nějaké otázky? V tomto případě vám doporučujeme podívat se na video o tom, jak opravit chladič auta doma. Přejeme hodně štěstí ve vašem snažení!