I. Zesíťovaný polyethylen
Naléhavá potřeba používat polyethylen při vyšších teplotách a tlacích (pro systémy vytápění a horkou vodu) vedla k vývoji metod výroby vysokomolekulárního polyethylenu. Toho bylo dosaženo dodatečným vysokotlakým zesíťováním polymeru. Tento proces se nazývá síťování a polyethylen získaný tímto způsobem je síťovaný polyethylen (neboli PEX).
Polyethylenové zesíťování je chápáno jako proces spojování molekulárních jednotek do širokorozměrné trojrozměrné sítě v důsledku tvorby příčných vazeb.
Při zesíťování v molekulárních řetězcích obsahujících atomy uhlíku a vodíku dochází vlivem určitých faktorů k odtrhávání jednotlivých atomů vodíku z vazeb molekul polyethylenu. Vytvořená volná vazba se používá ke spojení řetězců mezi sebou.
Poptávka po PEX trubkách vedla k vývoji různých technologií pro jejich výrobu, které samozřejmě výrazně ovlivňují spotřebitelské vlastnosti finálního produktu.
Nejprve si všimneme charakteristických rysů, které jsou přítomny ve všech typech PEX:
- zvýšená odolnost vůči teplotě a tlaku;
- molekulární paměť nebo schopnost obnovit tvar po nadměrném ohnutí nebo zmrazení systému;
- odolnost proti tvorbě "pomalých" a "rychlých" trhlin, tzn. schopnost materiálu dlouhodobě udržet elasticitu a další vlastnosti - životnost systému.
Existují tři způsoby průmyslové výroby trubek PEX:
- peroxid nebo PEX-A
- silan nebo PEX-B
- záření nebo PEX-C
PEX-C: zesítění (tvrdým rentgenovým zářením) není rovnoměrné v tloušťce. Na vnějším povrchu je pozorován největší proces zesíťování molekul. Ta vnitřní má nejnižší. Průměrné procento síťování je 78 %.
PEX-B: proces síťování (chemická metoda využívající silan) probíhá ze dvou povrchů – vnějšího a vnitřního hluboko do stěny potrubí. V tomto případě oba povrchy vykazují vysoké procento zesítění, s nejmenším procentem uprostřed tloušťky trubky. Průměrné procento zesítění je přibližně 75 %.
PEX-A: zvláštností této chemické metody je, že polyethylen a iniciátor síťování - peroxid jsou předběžně rovnoměrně smíchány. Zesítění se provádí za vysokého tlaku v roztaveném stavu. Touto metodou se dosáhne vysokého procenta zesítění, v průměru 85 %.
Trubky PEX-B a PEX-C se používají pro vytápění a zásobování teplou vodou, ale vzhledem k neobvyklé struktuře materiálu mají řadu omezení spojených s plasticitou a trvanlivou pevností tohoto materiálu.
Trubky PEX-A mají optimální pevnost a tepelné vlastnosti. Vysoké procento síťování poskytuje potřebné vlastnosti pro použití v topných a teplovodních systémech.
Přímo o trzích
Není žádným tajemstvím, že na trhu existuje mnoho levných napodobenin důvěryhodných značek. Neodolají teplotním a tlakovým zkouškám, zkouškám pevnosti v tahu a neodpovídají charakteristikám deklarovaných surovin. Zpravidla se jedná o padělky z jihovýchodní Asie, vyrobené s úsporou surovin a technologií, bez jakékoli kontroly. Klient tedy dostává nikdo neví co, a pak nemůže kompenzovat své ztráty. Současná situace je velmi alarmující kvůli přítomnosti velkého množství „specialistů“, kteří pracují na stavebních trzích, skupují potrubí a provádějí instalaci pro soukromé zákazníky vlastníma rukama. Při práci s polymerovými trubkami velmi dobře vědí, s čím mají co do činění (zejména kovoplastové trubky), vědí o delaminacích a netěsnostech.
III. Kov-polymer kov-plastové trubky.
První vrstvou je zesíťovaný polyetylén (PEX) Moderní kovoplastové trubky (PEX-al-PEX) se skládají z pěti vrstev, z nichž každá ovlivňuje kvalitu, spolehlivost a životnost trubky jako celku.
Stručná charakteristika PEX je uvedena na začátku této části webu. Výrobce se zpravidla snaží zvolit nejoptimálnější poměr ceny a kvality.
Druhá a čtvrtá vrstva je adhezivní kompozice.
Jak je známo, koeficient lineární tepelné roztažnosti pro polyetylen a hliník je odlišný a během provozu se různé vrstvy trubky roztahují odlišně, což vede k výrazným pnutím v konstrukci, což může vést k porušení celistvosti a následné destrukci potrubí. To je jedna z hlavních nevýhod kovoplastových trubek, kterou se výrobci snaží minimalizovat zlepšením složení lepidla používaného k lepení hliníku k polymeru.
Problém pevnosti spojení "polymer-hliník" je řešen pouze u trubek, při jejichž výrobě se k fixaci vrstev používá speciální vysoce kvalitní lepicí kompozice.
Třetí vrstva je hliníková fólie.
K dnešnímu dni se používají tři hlavní způsoby svařování hliníkové vrstvy.Při výběru trubek je třeba věnovat zvláštní pozornost jak samotné hliníkové vrstvě, tak metodě svařování. Výrobci kov-polymerových trubek používají jak čistý hliník, tak spolehlivější legované
Svařování hliníkové vrstvy s přesahem (obr. 1, a) se provádí ultrazvukovou pistolí, která provádí bodovou "kauterizaci" vrstev. Tato metoda má řadu významných nevýhod: první je absence kontinuálního svaru a v důsledku toho vysoce kvalitní spojení; druhý - okraje hliníkové fólie se při změně teploty a tlaku začnou pohybovat a rozbít polyethylen a lepicí vrstvu, čímž narušují integritu potrubí.
Svařování wolframovou tyčí v inertním plynu (obr. 1, b) je spolehlivější, ale tato metoda vede ke ztenčení hliníkové vrstvy v místě svařování, porušení vlastností a pevnostních charakteristik hliníku v místě svaru. . Nejmodernější a nejspolehlivější je laserové svařování na tupo (obr. 1, c): hliníková vrstva v místě svaru se neztenčuje a její fyzikální a chemické vlastnosti nejsou narušeny.
Spolehlivost svařování má velký význam při roztahování trubky, například v důsledku zamrzání vody uvnitř, zvýšení teploty a tlaku, natažení trubky pomocí nástroje (v případě spojení pomocí pohyblivé objímky). Důsledkem dilatace je posunutí polyetylenových a hliníkových vrstev, poškození lepicí vrstvy a riziko roztržení švu hliníkové fólie. Na rozdíl od spojů s pohyblivým pouzdrem jsou lisovací tvarovky rychlejší, méně těžkopádné, levnější a nepoškozují trubku.
Pátá vrstva je zesítěný polyethylen (PEX).
Jako vnější vrstva, která plní ochranné funkce, se spolu s PEX v poslední době často používá vysokohustotní polyetylen REND.
Zvláštní pozornost by měla být věnována slibným kov-polymerovým trubkám vyrobeným z tepelně odolného polyetylenu PE-RT/AL/PE. Charakteristickým rysem těchto trubek je zvýšený počet vazebných atomů uhlíku (až 6) ve srovnání s trubkami PEX
Metal-polymerové trubky ze žáruvzdorného polyetylenu jsou vhodné jak pro radiátorové nebo podlahové vytápění, systémy na tání sněhu, tak i pro zásobování studenou a teplou vodou.
Montážní technika
Instalace trubek ze síťovaného polyetylenu se provádí pomocí tvarových tvarovek - kovových spojovacích prvků. Na rozdíl od jiných plastových výrobků, které se spojují podobným způsobem, pružnost PEX zajišťuje maximální těsnost spojů a nízký koeficient lineární roztažnosti zajišťuje, že potrubí během provozu netěsní.
Existují dvě možnosti připojení:
- svěrné šroubení - k fixaci dochází v důsledku zalisování maticí přes rozpínací šroubení.Požadovaným nástrojem je klíč;
- lisovací tvarovky - segment je lisován speciálním pouzdrem, k jehož instalaci jsou zapotřebí ruční lisovací kleště nebo hydraulický nástroj.
Spojení trubek PEX se svěrnými šroubeními se provádí podle následujícího algoritmu:
- Výrobek je nařezán na míru a očištěn od otřepů.
- Na trubku, která je upevněna ve vzdálenosti 1 cm od okraje, je instalována přítlačná matice a dělený kroužek.
- Trubka se nasune na vsuvku armatury.
- Pomocí nástroje - klíče se trubka zalisuje utažením matice na tvarovce.
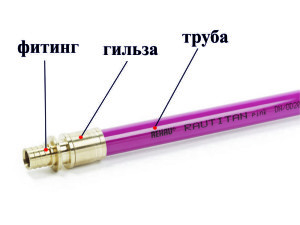
PEX trubka a lisovací tvarovka
Technologie spojování trubek ze zesíťovaného polyetylenu s lisovacími tvarovkami:
- Trubka je nařezána na polotovary požadované délky, očištěné od otřepů.
- Dva segmenty jsou instalovány v lisovací tvarovce až na doraz.
- Pomocí lisovacích kleští se lisuje kovový okraj tvarovky, dokud se ruce kleští nespojí.
Existují i běžné polyetylenové tvarovky určené pro pájení. Pro takovou instalaci budete potřebovat nástroj pro pájení trubek, levná čínská páječka stojí asi 2-3 tisíce rublů. Nástroj je dodáván s čelenkami pro různé průměry (16, 20 mm atd.).
Pořadí pájení je následující:
- Trubka je odříznuta a zbavena otřepů.
- Páječka se zahřeje na provozní teplotu.
- Trubka a tvarovka jsou namontovány na trysky vyhřívané páječky, kde jsou drženy po dobu 5-10 sekund, poté jsou prvky odstraněny a spojeny dohromady. Zmáčknutí trubky a tvarovky trvá 16-30 sekund.
II. Polypropylen
Polypropylen se získává polymerací propylenu.
Jeho odrůdy:
- homopolymer (PP-C);
- blokový kopolymer (PP-B);
- statistický kopolymer (PP-RC).
Srovnávací charakteristiky potrubí ze síťovaného polyetylenu (PEX) a polypropylenu (PP):
 |
Tento obrázek ukazuje „přípustné obvodové napětí versus životnost“ pro síťovaný polyetylén (PEX) a polypropylen (PP-C) při provozní teplotě 95 °C. Je vidět, že rychlost poklesu pevnosti s rostoucí teplotou a trubkami vyrobenými z polypropylenu je mnohem větší než u zesítěného polyethylenu.
Srovnejme dále PEX a PP-RC, přičemž v obou případech vezmeme potrubí typu PN20 (například typ PN40 podle definice znamená, že toto potrubí vydrží tlak 40 atm. při 20 °C po dobu 50 let) s různé vnější průměry 20 a 110 mm a porovnejte tloušťky stěn:
 |
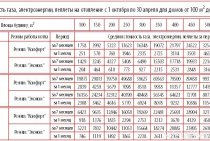
Porovnejme nyní povolené pracovní tlaky pro trubky PN20 při různých teplotách, ale za jedné obecné podmínky - životnost 50 let:
 |
Z tohoto srovnání je vidět, že trubky PEX jsou schopny odolat vyšším tlakům při vysokých teplotách než trubky PP-RC.
Instalace polypropylenových trubek v podmínkách bezkanálové pokládky se provádí v rovných úsecích, které vyžadují speciální technologie pro spojování (svařování, pájení, lepidlo), na rozdíl od trubek PEX (způsoby připojení - lisovací závit nebo manžeta, vždy poskytují jednoduchost a spolehlivost, protože PEX trubky mají molekulární paměť). Silná namáhání, která se vyskytují v PP potrubí, vyžadují instalaci kompenzačních zařízení. Potrubí PEX jsou zbavena všech těchto nedostatků, protože se jedná o flexibilní a samokompenzační trasy, jejichž instalace se provádí pomocí zálivů. Výměna ocelových trubek za PEX v městských podmínkách vítězí nad výměnou za propylenové, protože. právě v tomto případě je zapotřebí zvláště virtuózní pokládka trasy se zachováním stávající struktury ostatních komunikací beze změny.