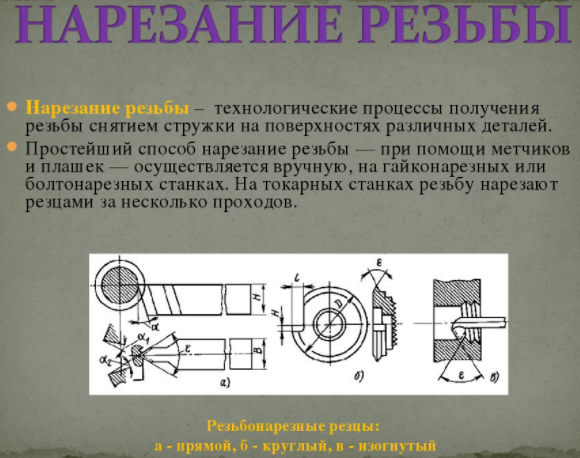
Trådningsmetoder
Tråden er lavet af to hovedmetoder: ved hjælp af en manuel armatur og en maskine. Skær manuelt emner i en enkelt kopi eller i en lille mængde. I storstilet produktion bruges udstyr - maskiner:
 Trådning
Trådning
- Skrue-skæring type;
- Trådrulning med deltagelse af ruller og flade matricer;
- Fræsning, hvor de får et stort skridt;
- Slibetype ved hjælp af cirkler af en given profil, hvor der opnås skruer med fin stigning og høj præcision;
- Skrueskåret type;
- Til indvendig gevind i møtrikker;
- Til hvirvelskæring med hoveder med flere skærekanter.
Ved gevindskæring i en hvirvelmetode er fire elementer fastgjort i hovedet involveret i arbejdet. Selve hovedet roterer fra et separat drev. Hele denne struktur er installeret på en drejebænk - dens støtte. Metoden er karakteriseret ved øget bearbejdningshastighed på grund af mindre opvarmning af skæreværktøjet (vekslende kontakt med emnet). Helixen er også mindre ru og har en klarere profil.
At skære en tråd på et rør er ikke så svært.

Artikler
For sikkert at forbinde en hane til et rør eller installere en varmelegeme i et varmesystem, er det vigtigt at vide, hvordan og med hvad man skal skære et gevind på et rør. Trods alt er de fleste af ventilerne gevind, henholdsvis, forbindelsen af sådanne elementer ved svejsning er umulig.
Trods alt er de fleste af ventilerne gevind, henholdsvis, forbindelsen af sådanne elementer ved svejsning er umulig.
Gevind vandrør
Hvis der for eksempel skal installeres en ny håndvask eller toilet i din lejlighed, og det ikke er muligt at afvikle en langtidsforbindelse på et stålvandrør, så er den bedste mulighed:
- Sluk for vandforsyningen;
- Skær en del af røret af med en kværn på installationsstedet for håndvasken;
- Udfør rørgevind;
- Installer en kugleventil eller tee på røret;
- Tilslut den med en fleksibel slange til håndvaskarmaturen.
Dette job kan nemt udføres af en kvalificeret VVS-installatør. Men enhver ejer af en lejlighed, der har erhvervet et værktøj til gevindskæring af rør, er i stand til selvstændigt at udføre dette arbejde.
Gevindskærematricer
Til dato bruges 2 typer gevindanordninger til at udstyre et rør med en gevindforbindelse:
- Trådskærende matricer;
- Klupp rør.
Med deres hjælp kan du skære tråde på ethvert kloak- eller vandrør, som bruges i ingeniørnetværk af boligbyggerier og private hytter.
Klupp rør
Råd!
Hvis du aldrig har klippet en tråd, så vil det være svært at gøre dette med en matrice. Den mindste forvrængning af værktøjet kan føre til en defekt.
Derfor er det bedre at bruge en udstanser, da den har en guide, der i høj grad forenkler skæreprocessen.
Lad os opfriske teorien bag trådningsprocessen.
Så:
- gevind på rør er dannelsen af en skrueformet overflade på ydersiden af røret (VVS eller varmesystem);
- skrueformet overflade er et forbindelseselement, der roterer ensartet rundt om løbets akse,
- en tee eller tap, med en ensartet translationsbevægelse langs denne akse;
- gevindstigning er den translationelle bevægelse af det skruede element i forhold til gevindaksen, svarende til en hel omgang.
Med andre ord, for at installere stopventiler, er det nødvendigt at skære gevind på rørene, hvis stigning svarer til stigningen af forbindelseselementerne. Så vil en sådan tilslutning af kloak- eller vandrør være tæt og holdbar og i stand til at modstå højt tryk.
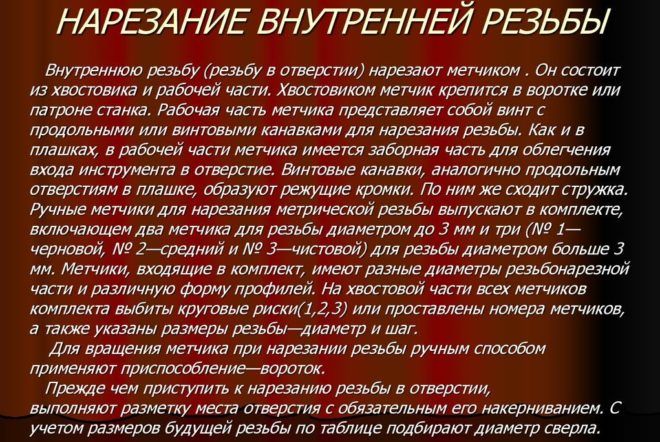
Hvilke fræsere bruges til gevindskæring
På drejeenheden kan skæreoperationer udføres - både på den ydre og på den indvendige overflade. I dette tilfælde anvendes forskellige typer skæreelementer. De kan opdeles i tre hovedgrupper:
- Stang;
- Prismatisk;
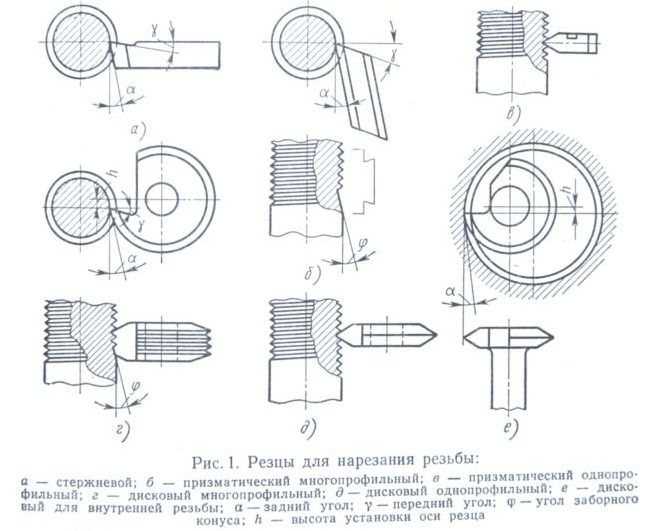
- Rund.



Den første gruppe omfatter instrumentet af den enkleste type. Ved design er dette et arbejdshoved på en stang af forskellige sektioner og former. Profilformen matcher hovedet. Nogle modeller af stangskærere har hårdmetallodning på arbejdsfladerne. Dette øger ressourcen til sidstnævnte, som er mindre udsat for slid på arbejdsfladen, og som følge heraf ikke skærpes så ofte.
 Gevindskærer
Gevindskærer
Enheder af prismatisk type udfører kun bearbejdning af emner udefra. Sammenlignet med den tidligere gruppe kan de klare større overflader, de kan slibes flere gange. I en drejebænk er elementet fastgjort med en svalehaleholder.
Runde skæreelementer kan bruges til at lave indvendige og udvendige gevind. De er mere bekvemme at arbejde med end prismatiske, de er mere alsidige - de har en bred vifte af anvendelser. De egner sig godt til at genslibe et stort antal gange. Fastgør skærene i holderen til hullet i enden. Prismatiske og runde elementer er klassificeret som formværktøj til drejeudstyr.
Værktøjer
For at udføre arbejdet skal du forberede alle de nødvendige værktøjer og enheder til skæring. I hvert tilfælde vil et rørgevindsæt variere i sammensætning, men til manuel brug består det af matricer, en matrice og en skraldeholder. Sammensætningen af sættet er også udstyret med en rørskærer, en gasnøgle, en fil, en hacksav, en kværn, smøremidler og andre værktøjer. For dem, der ikke vil arbejde på gammeldags måde med den klassiske metode, er der et alternativ - et elværktøj.




Selve skæringen udføres ved hjælp af matricer. Nogle er kun skåret på den ene side, andre på begge.
Til indvendig gevindskæring kan sættet også indeholde flere haner med forskellige dybder af snittet. Nogle er designet til skrubning af rørets indvendige overflade, andre til efterbehandling. Dette udstyr er præsenteret i form af en skrue med spånriller. Den er fastgjort til kraverne ved hjælp af haleafsnittet.


Ved hjælp af en hane udføres intern skæring i flere tilgange. Deres antal afhænger af det materiale, de arbejder med. For eksempel til gevindskæring i titanlegeringer er specielle sæt med flere haner designet.
En die, progonka eller lerka bruges til at skære forskellige former på rør. Det er en stålmøtrik med en skærende base indeni, hvori der er specielle huller - riller til affald. Matricer er rørformede, sekskantede, runde og firkantede. Ændring af deres krop er solid, delt og glidende.

Glidende (prismatiske) modeller kaldes også halvplader, de er fastgjort til matricen med skruer og en speciel pakning - krakker. Dette er nødvendigt for at fordele trykket jævnt på skruen. Ved hjælp af matricer skæres cylindriske, koniske, runde eller metriske gevind. Matricens komponenter er specielle skruenøgler og patroner, med hvilke den er fastgjort til rammekroppen.


Klupp består af en ramme, hvori skæreelementer - matricer er fastgjort. Hver dorn er udstyret med fire ståldyser. Klupp er desuden udstyret med et specielt skraldehåndtag. Der kan kun indsættes én matrice i matriceholderen, flere kan indsættes i matriceholderen. Skæremekanismen for løb er i stand til at skære to typer gevind: 0,5 - 1 ¼, 1 ½ - 2 tommer.


En manuel udstanser skærer som regel rør med lille diameter. De er udstyret med et specielt håndtag - holder.De kan også bruges med en passende rørtang. Den er lille i størrelsen, enkel og nem at bruge.


En skraldeholderskrue er en modifikation af designet med en gearmekanisme designet til at lave gevind med en diameter på mere end en tomme. Skralden er en uundværlig mekanisme. Venstre og højre skralde gør det nemt at arbejde på svært tilgængelige steder, såsom nær vægge. Ved hjælp af skraldegrebet fjernes matricen hurtigt fra gevindet ved at dreje den i den modsatte retning, hvilket giver en frem- og tilbagegående gevindskæringsmetode.


Det kaldes skrå klupp, fordi afstanden mellem glidematricerne er reguleret i den. Dette fortæller snittets diameter. Designs af denne type er de nemmeste at bruge.


Mayevskys skruepropper af et mere komplekst design bruges til rørgevind. De indeholder tre sæt udskiftelige matricer og er specialiseret i gevinddiametre op til 2 tommer. Design af denne type bruges til gevindskæring af rør med en lille diameter.

Skæring på rør med stor diameter udføres i industriel skala. For eksempel, for at skære et sømløst rør med en diameter på 219 mm, er det nødvendigt med en speciel maskine. Foringsrør (søjler) skæres kun på specielle maskiner under særlige forhold, med forbehold for alle sikkerhedsforanstaltninger.
Sådan skærer du et udvendigt gevind. Skærgevind på rør og fittings. Dø. Klupp

Sådan skærer du et udvendigt gevind. Skærgevind på rør og fittings. Dø. Klupp. 4,46/5 (89,23%) tabte 13
Et udvendigt gevind skæres ved hjælp af runde eller glidende matricer samt skruebrædder. Gevindskæring kan udføres både på maskiner og manuelt.
Gevind med runde matricer (lerks).
Runde matricer (lehrs) er en skive med et skåret hul. For at fjerne spåner og danne fjer med skærekanter (fig. 1) laves flere spånhuller i matricen. Dyserne (lehrs) indsættes i lerko-holderen og fastspændes med skruer (fig. 2).
Ris. 1. Rundskåret matrice (lerka).
Ris. 2. Lerko-holder:
1 - ramme; 2 - håndtag; 3 - spændeskrue.
Diameteren på den afskårne stang tages lidt mindre end gevindets ydre diameter og saves kegleformet ned, så køleren kan komme ind. Valget af stænger til at skære metriske eller tomme gevind er angivet i tabel. en:
Tabel 1. Akseldiametre for gevindbolte.
| Metrisk gevind | Tommer tråd | ||
| Udvendig diameter i mm | Stængeldiameter i mm | Udvendig diameter i tommer | Stængeldiameter i mm |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Glidende matricer (fig. 3, a) består af to prismatiske halvdele med et udskåret hul. Der laves en rille i den midterste del af matricehullet, som danner skærekanterne.
Ris. 3. Glidende matricer og kiks:
en tallerken; b - kiks.
Klupp til trådning.
Til fastgørelse af matricerne bruges en skrueklemme med en rektangulær eller skrå ramme (fig. 4). De prismatiske fremspring på kluppen går ind i matricens riller, og fra siden presses matricerne med bolte.
Ris. 4. Klupp (skrå)
1 - ramme; 2 - håndtag; 3 - spændeskrue.
For at undgå direkte tryk af bolten på matricerne monteres en såkaldt krakker mellem matricerne og bolten (se fig. 3, b), som har form som en matrice.
Trådskæringsteknologi.
Skæring med prismatiske matricer er noget anderledes end skæring med lerke. Ved skæring med matricer saves stængerne ikke til en kegle, men matricerne flyttes fra hinanden.
Derefter klemmes de på stangen, hvis ende skal falde sammen med matricernes øvre plan. Ved at dreje matricen til højre og lidt til venstre udføres gevindskæring.
Placeringen af lerkoderzhatel og klupp er sat strengt vinkelret på den afskårne stang, ellers vil tråden være skrå og ensidet.
Køling og smøring til gevindskæring.
Ved skæring af gevind med tap og matricer skal der anvendes smøremiddel.Som smøremiddel kan du bruge en almindelig emulsion, der opløser en del af emulsionen i hundrede og tres dele vand. Derudover kan du ansøge: til støbejern - spæk og petroleum; til stål og messing, kogt og rapsolie og spæk; til rødt kobber - svinefedt og terpentin; til aluminium - petroleum.
Det anbefales ikke at bruge maskin- og mineralolier ved skæring af gevind, da de ved at øge skæremodstanden ikke giver rene huller og fører til hurtigt slid på tap og matricer.
Skruebrædder.
For at skære gevind på skruer med diametre op til 6 mm anvendes skrueplader. På skruepladerne er der flere udskårne huller af forskellig diameter med spånriller, to til hvert hul.
Gevinding med matricer udføres på samme måde som bankning. Stangen spændes fast i en skruestik, smøres med olie, og derefter sættes en matrice med matricer på stangen, spændes fast med en skrue og drejes en hel omgang i den ene retning og en halv omgang i den anden. Hvis stangen er tykkere end påkrævet, skal den files.
Boltenes gevind måles med ringformede gevindmålere eller en gevindmåler.
Skærgevind på rør og fittings.
Rør og fittings (forbindelsesdele til rør) skæres med et specielt værktøj ved hjælp af armaturer.
Klupp til at skære gevind på rør.
På rør skæres gevindet med et specielt skruegevind (fig. 5). Udstanseren til at skære rør i henhold til enheden adskiller sig fra almindelige udstansere. Fire stålkamme går ind i slidserne i holderen.
Ved at dreje det øverste håndtag kan de bringes sammen eller flyttes fra hinanden. Derfor kan rør med forskellige diametre skæres med en matrice. Derudover har kluppen føringer, der reguleres af det nederste håndtag.
Styrene sikrer den korrekte position af matricen på røret ved skæring.
Ris. 5. Klupp til at skære rør.
Rør under skæring fastgøres med en speciel rørklemme. Klemmen består af en ramme, hvori der er anbragt krakkere med udskæringer til rør med forskellige diametre.
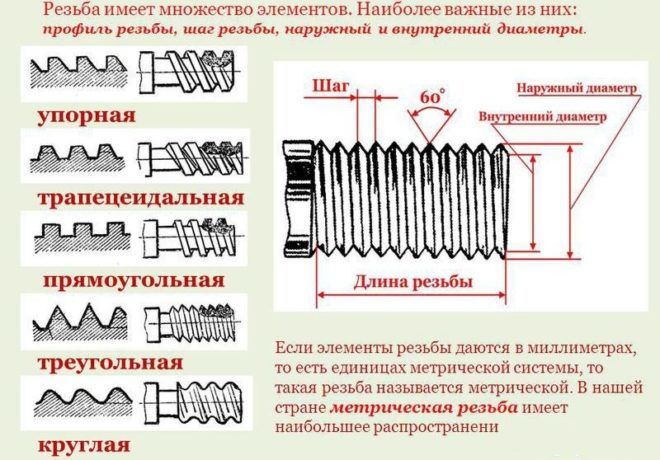
Tråd profiler
Former af emner, afhængigt af typen af overflade, er cylindriske og koniske. Trådene er udvendige (på overfladen) og interne (i hullet i emnet). Typen af gevindforbindelse afhænger af gevindprofilen.
Der er fem typer profiler:
- trekantet;
- rektangulær;
- trapezformet;
- vedholdende;
- rund.
Tråden kan være enkelt-start og multi-start:
- enkeltgevind - dannet af en enkelt gevindtråd;
- multi-start - skabt af to eller flere tråde placeret i samme afstand fra hinanden.
Hovedindikatorerne for begge typer gevind er stigning og slaglængde. Gevindstigning - afstanden mellem de nærmeste vindinger og måles langs midterlinjen på det emne, der behandles. Forløbet af en tråd er hullet i midten af to toppe af en omgang på produktets arbejdsflade. Slaget er lig med produktet af gevindstigningen med antallet af starter.
Skæreværktøjsmatrice
En matrice er et skærende drejeværktøj lavet i form af en møtrik. Huller boret i den er lavet til spånfjernelse. Værktøjet består af skæreelementer placeret på hver side af det og danner en kegle. En matrice på en drejebænk danner et gevind på bolte, tappe, skruer og andre metalprodukter.
De mest brugte typer matricer:
- metrisk;
- venstre;
- rør.
Du kan gøre opgaven lettere ved at lave en lille affasning på enden, så dens højde falder sammen med højden på gevindprofilen. Størrelsen på matricen skal passe til delens diameter.
Derefter fastgøres matricen af den ønskede størrelse i matriceholderen, fastgjort i drejebænkens tailstock. Gevindhastigheden afhænger af materialet til emnet: Messingprodukter forarbejdes med ca. 15 m/min., støbejern - 3 m/min., stålemner - 4 m/min.
Ved denne bearbejdningshastighed bliver matricen mindre slidt.I processen med at skære skal hver omgang af matricen udskiftes ved at dreje den en tredjedel af cirklen tilbage for at fjerne hullerne fra spåner.
Video: Sådan skærer du tråde på en drejebænk
Et udvalg af spørgsmål
- Mikhail, Lipetsk — Hvilke skiver til metalskæring skal bruges?
- Ivan, Moskva - Hvad er GOST for metalvalset stålplade?
- Maksim, Tver — Hvad er de bedste stativer til opbevaring af valsede metalprodukter?
- Vladimir, Novosibirsk — Hvad betyder ultralydsbehandling af metaller uden brug af slibende stoffer?
- Valery, Moskva - Hvordan smeder man en kniv fra et leje med egne hænder?
- Stanislav, Voronezh — Hvilket udstyr bruges til produktion af galvaniserede stålluftkanaler?
Grundlæggende om tråde
Når gasrør er forbundet med et vandforsyningssystem, rulles eller skæres cylindriske rørgevind. Endedelene af rørene er kombineret med specielle elementer. De sidste 2 krøller af en cylindrisk tråd kaldes et løb. Løbningen gør det muligt at fastgøre koblingselementet på det rørformede produkt. Dette sikrer tætningen af forbindelsen med tætningen.
For at frakoble tilsluttede for eksempel varmerør uden at skære, skal du bruge et træk. Det inkluderer en låsemøtrik, et koblingselement, et langt gevind. Den har en sådan længde, at det nemt er muligt at vikle koblingsdelen, kontramøtrik.
For at spare materiale bruges produkter med tynde vægge i gasforsyning og andre komplekser. De rulles videre. Tykkelsen af væggene skal være større end når man laver en tråd på et vandrør.

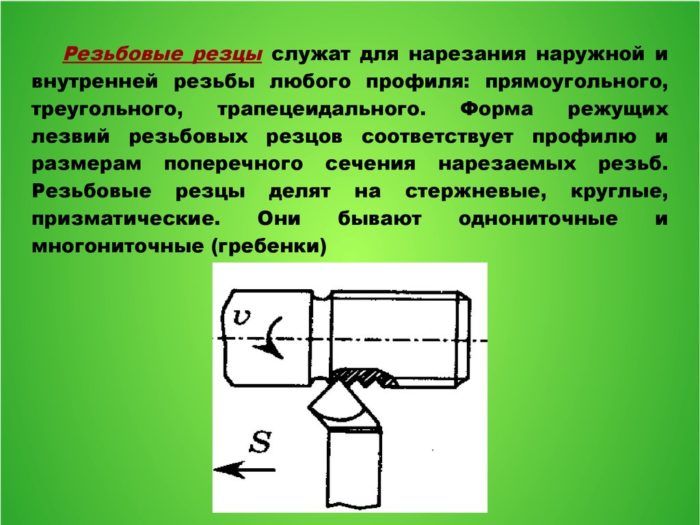
Skæreteknik på en metaldel
Den spiralformede overflade dannet af skæreren kaldes en tråd. Det giver vigtige opgaver - med dens hjælp kan dele af dele bevæge sig i forhold til hinanden, artikulere eller betydeligt tætne led i forskellige mekaniske enheder.
For at forstå, hvordan man skærer tråde på en drejebænk, skal du følge gevindprocessen - det er ret simpelt og forståeligt. Kutteren er fastgjort i understøtningen af drejebænken. Den bevæger sig ensartet langs den roterende dels akse. Den spidse spids af værktøjet skærer en spiralformet linje på overfladen af delen.
For korrekt at installere og styre skæreværktøjet bruges en speciel skabelon, som er placeret over emnet. Kutteren placeres langs maskinens midterlinje. I henhold til det resulterende mellemrum bestemmes det, hvor nøjagtig gevindskæringen udføres.
Skæring har sine egne egenskaber:
- processen med tråddannelse har nogle funktioner;
- materialet, hvorfra delen er lavet, indstiller skærets vinkel;
- værdien af vinklen afhænger af metallets viskositet, hårdhed og skørhed;
- skærerens planer ved de bagerste sidehjørner bør ikke gnide mod de afskårne riller;
- indvendige gevind skæres i allerede borede eller borede huller.
For hvert materiale, der behandles, er visse metalskærende værktøjer designet. Til stålemner anvendes fræsere, hvis plader er lavet af hårde legeringer T15K6, T14K8, T15K6, T30K4. Til støbejernsemner anvendes skæreværktøj med hårdmetalskær VK4, V2K, VK6M, VK3M.
trådning med en hane hvordan man skærer tråde i hånden
Hvordan man skærer tråde med en gevindanordning blev beskrevet tidligere. Gevindingsanordningen adskiller sig meget fra tapanordningen, men princippet om gevindskæring med begge værktøjer forbliver det samme.
En hane er et metalbearbejdnings- og drejeværktøj, der i sin form minder lidt om en lang stang. Inde i netop denne stang er der skæreelementer, ved hjælp af hvilke gevindet skæres manuelt.

En hane kan bruges til mere end blot at klippe nye gevind. Med dette værktøj kan du også gendanne tråden, så den bliver "ny".
Ifølge driftsprincippet er haner manuelle og maskine. Maskinhaner er fastgjort på en drejebænk, og gevindskæring sker i automatisk tilstand.
Hvordan vælger man typen af hane?
For manuel trådning skal du først vælge den korrekte type tap. Valget af hane til gevindskæring afhænger primært af:
- gevindstigning;
- profil;
- Former for gevindforbindelse;
- Tolerance;
Derudover er valget af en bestemt hane også påvirket af materialet til fremstilling af de dele, hvorpå gevindet skal skæres. Hovedvalget af en hane afhænger først og fremmest af diameteren på gevindet, der skæres.
Trådning med en hane i hånden
Trådning med tap foregår som følger. Den del, der skal gevindskæres, fastgøres i en skruestik eller en anden enhed. Det vigtigste er, at delen er sikkert fastgjort i enheden, da du skal bruge en stor indsats, når du skruer med en hane.

Derefter bores et hul i delen til gevindskæring med en hane, afhængigt af typen af gevind - blind eller gennem. Diameteren af det borede hul skal være noget mindre end diameteren af hanens skæreelementer.
Sørg for at affase den øverste kant af borehullet. Derefter tages en hane og installeres i et boret hul, som skal placeres i en skruestik med en affasning opad.
Trådning med en hane sker med uret, hele tiden, ved at trykke hanen ind i hullet. Det er nødvendigt at trykke på hanen jævnt uden unødvendige ryk, gradvist at dreje den, indtil der opnås en ren og jævn tråd.

Efter at have lavet flere drejninger med hanen med uret, returneres den i den modsatte retning, hvorved de ophobede metalspåner slippes af.
Under gevindskæring er det nødvendigt at afkøle hanen i tide, ellers kan værktøjet let blive beskadiget. Hvis en aluminiumtråd skæres, afkøles hanen med petroleum; hvis en tråd skæres på en kobberdel, derefter med terpentin; når du skærer en ståltråd, er det bedst at afkøle hanen med en emulsion.
Typer og egenskaber af fræsere
Drejeværktøjet til metal består af en holder og et arbejdshoved. Kvaliteten af forarbejdning af dele afhænger direkte af disse elementer. Holderen har en rektangulær eller kvadratisk sektion. Med sin hjælp er kutteren fastgjort på drejebænken.
Det arbejdende hoved bearbejder detaljerne. Den består af forskellige skæreplaner og kanter. Vinklen for at skærpe hovedet bestemmes af det materiale, som delen er lavet af.
Udvendigt og indvendigt gevind skæres med forskellige typer gevindskærere.
 Trådskærer
Trådskærer
De mest brugte af dem:
- stang;
- prismatisk;
- rund.
Stangskærere består af en stang med et arbejdshoved. Disse typer kommer i forskellige profiler. De mest slidstærke er fræsere, hvortil hårdlegerede arbejdskanter er loddet. De behøver ikke vendes hyppigt, da de forbliver skarpe i lang tid.
Prismatiske fræsere bruges kun til at bearbejde ydersiden af emnet. Deres fordel i forhold til stænger er evnen til at behandle store overflader. Men de bør skærpes oftere.
Runde fræsere bruges i processen med at skære indvendigt og udvendigt gevind. Disse værktøjer er meget nemme at bruge, deres anvendelsesområde er ret bredt. Runde fræsere tillader genslibning.
 Gevindskærer runde
Gevindskærer runde
I henhold til designforskellene er metalskærende værktøjer opdelt i flere typer:
- lige;
- buet;
- bøjet;
- tegnet.
Toppen af ethvert gevindskåret værktøj er et afrundet hoved eller en affasning. Gevindprofilen er dannet af en fræser med den korrekte konfiguration. Med skæreværktøjer af bøjet form skæres en gevindtråd på overfladen af emnet.
Lige fræsere bruges sjældent her.Tråden inde i delen er lavet med buede fræsere, nogle gange lige, fastgjort i en speciel holder.
Kuttere er opdelt i kategorier:
- lavet af højhastighedslegeret stål;
- med hårdlegeringsplader loddet til arbejdselementet;
- skæretilbehør med udskiftelige multi-facetterede skær fastgjort på hovedet.
I retning af skruegevindet er værktøjerne differentieret i højre og venstre. Når du arbejder, går det første foder fra venstre mod højre, det andet - foderet går til venstre. De rigtige bruges oftere.
Vi skærer tråden med en matrice
Ejendommeligheder
Gevinding blev opfundet for to århundreder siden, da skruebænken først dukkede op i Storbritannien. Opfinderen G. Maudsley opdagede en metode til at anvende præcise tråde og opfandt en anordning til at måle den (mikrometer) med en nøjagtighed på 0,0001 tommer.

Omtrent på samme tid skabte maskiningeniør D. Whitworth den første gevindprofil og foreslog et system af dens standarder. Siden da bærer opfindelsen hans navn - Whitworth carving. Det dannede grundlag for forskellige nationale standarder.

Hovedtræk ved gevind er, at værktøjet til dets implementering skal være lavet af et materiale med større hårdhed end det element, der skæres, og til fremstilling af dette værktøj skal der igen bruges design med endnu hårdere elementer i sammensætningen.
Nu om dage er der utallige muligheder for at gevindskære et rør.
Det er kun vigtigt at vælge den, der er nødvendig. Et godt resultat er garanteret, hvis der anvendes materialer og værktøjer af høj kvalitet i udførelsen af arbejdet, instruktionerne følges, samt skæreteknologi
Ved trådning er det bedst at bruge et kvalitetsværktøj, da en billig mulighed næppe holder længe.

Nu er de fleste rørsystemer lavet af plastik. Det er ofte nødvendigt at fastgøre strukturer ved hjælp af forbindelseselementer lavet af plast og metal. I den hjemlige sfære er sådanne fastgørelseselementer en ret almindelig løsning, de kaldes kombineret. I moderne kommunikationssystemer bruges traditionelt en af typerne af plast- eller metalrør. I nogle tilfælde er det dog hensigtsmæssigt at anvende kombinerede designs.


Rør med en diameter på op til 40 mm forbindes med en gevindmetode. Flangeforbindelser bruges til rør med større diameter, hvor det ikke er muligt at stramme gevindet.

Forbindelsen af et polypropylenrør med et metalrør udføres ved hjælp af fittings, der er specielt designet til dette. De er forbindelser, hvoraf den ene side har en metalgevind, og den anden har en plastikmanchet. Flere kombinerede forbindelser er lavet med specielle komplekse fittings.
