Tilslutning af metalrør
Ikke mindre ofte, når man lægger kommunikation, bruges metalrør også. Af disse er de mest populære støbejern og metal.
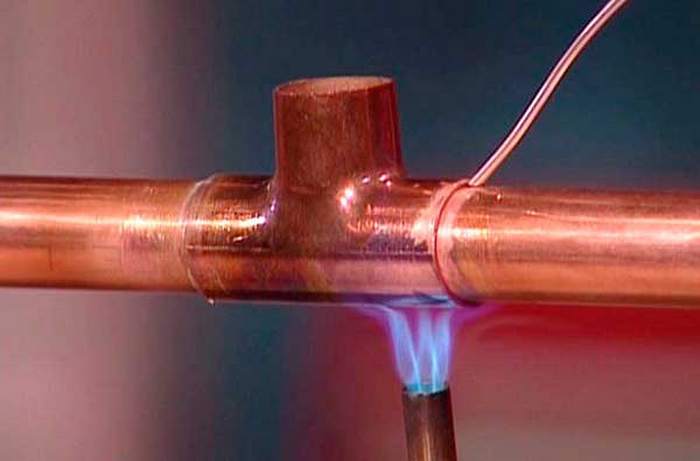
For at lodde et kobberrør skal du købe et specielt værktøj - lodde. Den er lavet af bløde smeltelige metaller som tin, messing osv. Loddet er i form af metalstænger (hårdt loddemiddel til lodning ved høje temperaturer) eller fintråd (til lodning ved temperaturer op til 459 grader).
Tilslutningen af kobberrør ved lodning ser sådan ud:
- De nødvendige stykker af røret skæres af;
- Ved hjælp af en rørekspander udvider støbejernsrøret sig fra den ene ende (i fremtiden vil en sådan udvidelse spille rollen som en fatning);
- To rør affedtes og behandles med en speciel fluxpasta til en højkvalitetsforbindelse af loddemetal med kobber;
- Derefter skal du bruge lodning til lodning.
- Således behandler vi samlingerne af to rør med en brænder, indtil loddet smelter.
- Efter tilslutningen af kobberrør er afsluttet, skal du fjerne resterne af loddemetal med en tør klud og lade elementerne afkøle helt.
- For at skabe liniedrejninger anvendes specielle kobberbeslag, som loddes på samme måde.
Vi forbinder støbejern

Støbejernsrør bruges sjældnere i dag, dog har de også livets ret. Tilslutningen af støbejernsrør udføres oftest i en muffe. Teknologien ser sådan ud:
- Den udvidede ende af røret er fuldstændig renset og affedtet;
- Den tynde ende af røret er også indsat i den, også fedtfri;
- Nu er den ledige plads i stikkontakten fyldt med slæb med en hastighed på 1/3 af hele det tilgængelige areal, så slæbet senere ikke kommer ind i systemet;
- Derefter fyldes det resterende rum med asbestcement, svovl, fugemasse eller ekspanderende cement. Venter på fuldstændig tørring. Sådan forbindes to støbejernsrør.
Derudover er det muligt at sammenføje støbejernsrør ved hjælp af fittings i forskellige konfigurationer. Så der bruges beslag, sadler, koblinger osv.
Svejsning af støbejern med kobberbaserede elektroder
Svejsning med kobberbaserede elektroder anvendes i alle tilfælde, hvor høj styrke af svejsningen ikke er påkrævet. Kobber, ligesom nikkel, danner ikke forbindelser med kulstof, men det opløses praktisk talt ikke i jern. Derfor er den aflejrede søm ikke homogen; indeslutninger af en jernfase med højt kulstofindhold med øget hårdhed er placeret i kobberbasen.
Kobber-jern elektroder OZCH-2, OZCH-6 er lavet af en kobberstang med en calciumfluoridbelægning, hvortil 50% jernpulver er tilsat. Disse elektroder bruges til svejsning af revner i vandkapper af motorblokke, blokhoveder osv. Revnen bores i enderne og skæres i en vinkel på 70-90 ° for 2/3 af delens tykkelse. Kanterne af revnen renses omhyggeligt, da spor af rust, olie og andre forurenende stoffer forårsager sømmens porøsitet. Svejsning udføres med en kort lysbue ved jævnstrøm med omvendt polaritet med afbrydelser for at afkøle delen til en temperatur på 50-60 ° C. For at opnå en tættere søm smedes sektioner på 40-60 mm umiddelbart efter svejsning. Laget aflejret med OZCH-elektroder er kobbermættet med jern blandet med hærdet stål af høj hårdhed. På kanten af sømmen er blegezoner placeret i separate sektioner. På trods af den ret høje hårdhed kan sømmen bearbejdes med et hårdmetalværktøj. Kobber-nikkel elektroder MNP-2 er stænger lavet af monel metal (28% kobber, 2,5% jern, 1,5% mangan, resten er nikkel). Nikkelen i disse elektroder danner ikke forbindelser med kulstof, så svejsningen opnås med lav hårdhed, den afkølede støbejernszone er næsten fraværende, den hærdede støbejernszone har en lav hårdhed, som let kan reduceres ved lidt anløbning.Derudover dannes der færre porer og revner i sømmen, den er lettere at behandle, men dens styrke er lav. Derfor bruges kobber-nikkel elektroder ofte i kombination med kobber-jern elektroder. Det første og sidste lag påføres med kobber-nikkel-elektroder (for at sikre tæthed i det første lag og forbedre bearbejdningen i det sidste), resten smeltes sammen med kobber-jern-elektroder. Belægning med kobber-nikkel elektroder udføres på samme måde som med kobber-jern elektroder.
Til koldsvejsning og belægning af støbejern (dvs. svejsning og belægning udført uden forvarmning) med specielle elektroder, er det typisk at udføre processen med et minimum varmetilførsel i korte perler 25-60 mm lange med afkøling af hver overlejret perle i luft til en temperatur på højst 60 °C. Nogle gange anbefales det at smede hver rulle med lette hammerslag.
Svejsespændinger, der opstår i strukturen som følge af opvarmning, kan fjernes næsten fuldstændigt, hvis der skabes yderligere plastiske deformationer i svejsningen og den varmepåvirkede zone. Dette kan opnås ved at smede sømme. Smedning udføres i processen med at afkøle metallet ved temperaturer på 450 °C og derover eller fra 150 °C og derunder. I temperaturområdet 400-200 °C, på grund af metallets reducerede plasticitet under smedning, kan der dannes rifter. Særlig opvarmning af svejsningen til smedning er som regel ikke påkrævet. Slag påføres manuelt med en hammer, der vejer 0,6-1,2 kg med et afrundet hoved eller med en pneumatisk hammer med en lille indsats for at ændre sømmønsteret. Ved flerlagssvejsning er hvert lag smedet, med undtagelse af det første, hvor der kan opstå revner og belægning ved stød. Denne teknik er meget effektiv til at aflaste spændinger ved svejsning af revner og lukning af svejsninger i stive konturer af dele og samlinger lavet af konstruktionsstål og støbejern.
Smedning af en svejset samling bidrager også til en forøgelse af strukturens udmattelsesstyrke.
Visninger:
152
Støbejern grå
Grått støbejern er meget udbredt i maskinteknik. Det har fået sit navn fra bruddets grå farve på grund af tilstedeværelsen af frit kulstof i form af grafit i støbejernsstrukturen. Afhængigt af typen af metalbase er grå støbejern perlitisk, perlitisk-ferritisk og ferritisk.
Tabel 1. Grått støbejern, deres vigtigste egenskaber og anvendelser
| Mærke | σv MPa | HB | Egenskaber og anvendelse |
| SC10 | 275 | 139-274 | Støbegods med lavt ansvar med en vægtykkelse på op til 15 mm (huse, dæksler, huse osv.), dele, for hvilke styrkekarakteristikken ikke er obligatorisk - kolber, beslag, rammer, pander, dekorative dele, massive bygningssøjler, fundament plader |
| MF15 | 314 | 160-224 | Lavansvarlige støbegods med en vægtykkelse på 10 - 30 mm (rør, ventilhuse, ventiler ved et tryk på op til 20 MPa osv.), let belastede kropsdele, undermotorplader, håndtag, remskiver, svinghjul, olie og kølemiddelbeholdere, filterhuse, flanger, dæksler, kædehjul |
| MF18 | 354 | 167-224 | Ansvarlige støbegods med en vægtykkelse på 10 - 20 mm (remskiver, tandhjul, senge, skydelære osv.) |
| MF20 | 397 | 167-236 | Kritiske støbegods med vægtykkelse op til 30 mm (cylinderblokke, stempler, bremsetromler, vogne osv.), til fremstilling af basale kropsdele med øget styrke og slidstyrke, dele der kræver tæthed ved tryk op til 8 MPa (80) kgf / cm2), huse, gearkasser, topstykker, balancere, frontplader, ærmer, vogne, cylindre, pumper, spoler, fittings, kompressorer |
| MF25 | 450 | 176-245 | Kritiske støbegods med en vægtykkelse på op til 40 mm (støbeforme, stempelringe osv.), til fremstilling af basale kropsdele med øget styrke og slidstyrke, dele der er underlagt øgede krav til tæthed |
| SC3O | 490 | 177-250 | Kritiske støbegods med vægtykkelse op til 60 mm (stempler, dieselforinger, rammer, matricer osv.), til fremstilling af beslag, bord- og skydeskive, overfladehærdede dele, cylindre, pumpehuse, dieselmotorer og forbrændingsmotorer, stempelringe, krumtapaksler og knastaksler |
| MF35 MF45 | 540 | 193-264 | Ansvarligt højt belastede støbegods med en godstykkelse på op til 100 mm (små krumtapaksler, dele af dampmaskiner osv.) af dele, for hvilke der stilles tæthedskrav ved et tryk på mere end 8 MPa |
Grafit har lave mekaniske egenskaber. Det krænker metalbasens integritet. Placeret mellem kornene af metalbasen, svækker grafit bindingen mellem dem. Derfor har gråt støbejern dårlig trækstyrke og meget lav duktilitet og sejhed. Jo større og mere lige grafitindeslutningerne er, jo dårligere er støbejernets mekaniske egenskaber. Hårdheden af gråt støbejern, såvel som dets modstandsdygtighed over for kompression, er tæt på stålets, som har samme struktur som metalbunden af støbejern.
Grafit har også en positiv effekt på støbejerns egenskaber, især øger det dets slidstyrke, virker på samme måde som smøring, øger bearbejdeligheden, da det gør spåner sprøde, hjælper med at dæmpe produktvibrationer og reducerer krympning ved fremstilling af støbegods .
De mekaniske egenskaber af gråt støbejern kan forbedres ved jævnt at fordele den fine lamelformede grafit i støbningen. Dette opnås ved speciel forarbejdning - modifikation, når additiver indføres i flydende jern før støbning, som danner yderligere centre for grafitisering, hvilket resulterer i finlamellær grafit. Støbejern med sådan grafit kaldes modificeret. Det adskiller sig fra almindeligt gråt støbejern i en højere trækstyrke, men dets duktilitet og sejhed forbedres ikke under modifikation.
Ifølge GOST 1412-85 betyder bogstaverne SCh i betegnelsen for støbejernskvaliteten - gråt støbejern. Det tocifrede tal svarer til trækstyrken σv MPa. Standarden normaliserer trækstyrken af gråt støbejern σv = 274÷637 MPa, hårdhed - 143÷637 HB og kemisk sammensætning.
De vigtigste egenskaber af gråt støbejern og dets anvendelse er vist i tabel 1.
Ventilanordning
To typer ventiler kan installeres på VVS- og varmesystemer:
- bold;
- ventil.
Arbejdselementet i en kugleventil er en kugle placeret inde i kroppen. Bolden har et gennemgående hul. Hvis ventilen er åben, drejes kuglen af hullet mod vandstrømmen. I den lukkede position vender bolden mod vandet med en døv side. Drejningen af låseelementet udføres ved hjælp af et håndtag.

Kugleventilanordning
Ventilventilens afspærringselement er en ventil med en pakning, placeret på en spindel, som sænkes og hæves ved at dreje håndtaget.
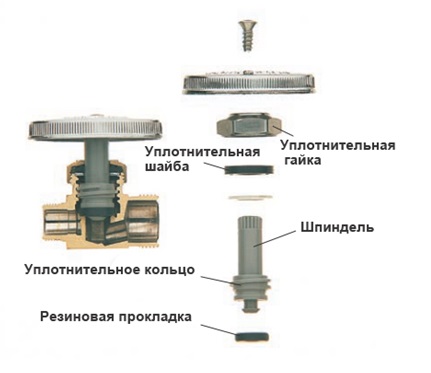
Ventilventilanordning
En kugleventil er i modsætning til en ventilanordning en afspærringsventil og kan ikke bruges til at regulere væskestrømmen. Kugleventilen kan ikke repareres, og i tilfælde af en funktionsfejl i apparatets drift er dens fuldstændige udskiftning påkrævet.
Fordele ved duktile jernrør
I nogle tilfælde er ekstra stærke støbejernsrør, der bruges til vandforsyning, uundværlige, fordi de har følgende egenskaber og egenskaber:
- Evnen til at modstå væsketryk i systemet op til 1,6 MPa og derover.
- God modstandsdygtighed over for ændringer i luftfugtighed og pludselige temperaturændringer.
- Rustfri.
- Modstandsdygtighed over for mekaniske skader.
- Styrke.
- Plast.
- Nem installation.
- Lang levetid - op til 100 år.
Ud over fremragende fysiske og mekaniske egenskaber er kloakrøret i duktilt jern også miljøvenligt:
- vand, der passerer gennem sådanne rør, forbliver absolut harmløst og egnet til forbrug, da det ikke er forurenet af fremmede urenheder;
- ved udløbet af levetiden kan rørene bortskaffes fuldstændigt uden at skade miljøet.
Tilslutning af plast- og støbejernsrør
Hvordan forbinder man støbejernsrør med plastik? Det hele afhænger af årsagen, der skubber til dette trin. Og dette vil ikke nødvendigvis være en erstatning (forlængelse) af en støbejernsline.
Et af de mulige scenarier er forekomsten af nødsituationer ved det eksisterende kryds af plastik - støbejern.
I første omgang er det antaget, at tilslutning af støbejernsrør med plast ikke vil blive udsat for ydre påvirkninger (temperatur eller mekanisk påvirkning). Kort sagt opstår lækager på grund af trykaflastning (tæthed er brudt) af krydset.
Lækage kan opstå som følge af:
- Vandhammer, som er yderst sjælden.
- Pludselige temperaturændringer (f.eks. når du slukker / tænder for varmt vand eller skifter fra koldt til varmt vand).
I sidstnævnte tilfælde ligger årsagen til problemet i de forskellige ekspansionskoefficienter for støbejern og plast, samt i en armatur af dårlig kvalitet (kloakadapter fra støbejern til plast). Sidstnævnte kan udvikle en revne, fordi støbejern ikke udvider sig lige så jævnt som plastik. Derudover kan beslaget blot trækkes af (fastgørelsen svækkes).
For at løse problemet, der er opstået, skal du udskifte den slidte del (overgang fra støbejern til plast) eller stramme den "selvrullende". Det skal bemærkes, at moderne beslag af høj kvalitet er beskyttet mod spontan afvikling. Derudover kan du bruge krympning af sådanne produkter. Derfor er det bedre ikke at spare på tilbehør.
Polypropylenfitting, designet til at forbinde plast- og metalrør
Et andet scenarie er behovet for at forlænge støbejernslinjen. Muligheden for at spare penge ved at færdiggøre plastikledningerne rundt om lejligheden, forbundet med det eksisterende støbejernsstigerør, kan skubbe det samme trin. Men hvis en metalstiger forbliver, vil problemet ikke blive fuldstændig elimineret - der er stor sandsynlighed for lækage ved samlingen (overgang af spildevand fra plast til støbejern).
Da docking af "støbejern-plast"-systemer længe er blevet sat i drift, kan du på det moderne marked finde et sådant element som en overgangsgummimanchet (standarddiametre).
Sådan bindes metal til plastik
Valget af rørtilslutningsmetode afhænger af den tilgængelige type støbejernsrør:
- støbejern socketless rør;
- rør med muffe.
I sidstnævnte tilfælde vil en almindelig bruger (uden særlig uddannelse) være i stand til at docke enkelte elementer. Ellers (fatningen er beskadiget, eller den eksisterede ikke), skal du bruge en pressefitting, der har et bestemt design - i den ene ende er der en fatning (forbindelse til en plastikledning), og i den anden ende er der et gevind. skåret til tilslutning med en støbejernsende. Du kan selv indsætte et plastrør i et støbejernsrør, hvis du køber på forhånd:
- adapter til et støbejerns kloakrør eller presfitting;
- tætningsmateriale, som kan bruges blår eller teflontape;
- skruenøgler (to stk.).
Stadierne af en sådan forbindelse kan beskrives som følger:
- Skru den eksisterende kobling (glidestøbejernskobling) af på det sted, hvor det er planlagt at bringe plastikledningen. Alternativt kan du blot skære støbejernsrøret af ved hjælp af en kværn.
- På den forberedte metalende skal du skære gevindet, smør dette sted med olie (fast olie).
- Tør gevindene af, vind tætningsmateriale omkring det og smør med silikoneforseglingsmiddel.
- Skru presfittingen på - operationen anbefales at udføres manuelt uden brug af nøgle. Ellers er der mulighed for mekanisk skade på delen. Beslaget skal spændes efter, at systemet er fyldt med vand (på denne måde vil det være muligt at undgå lækage og ikke klemme selve beslaget).
https://youtube.com/watch?v=39fa3je7waI
SE VIDEO
Hvis du planlægger at bygge en varmeledning eller levere varmt vand, anbefales det at bruge en speciel adapter (overgangsmuffe fra støbejern til plast), som har en tætnende gummipakning. En alternativ løsning er at bruge en delt messing-manchet, som har et PVC-element.
Endelig er det værd at sige, at det er bedre at erstatte de interne ledninger med plast på forhånd uden at vente på en nødsituation. Når alt kommer til alt er plastkonstruktionen mindre krævende (behøver ikke vedligeholdelse), og dens drift ledsages ikke af udseendet af ubehagelige lugte. Kun en kyndig person kan forbinde et støbejernsrør med et plastik!
Mulige fejlfunktioner og måder at fjerne dem på
Enheden skal repareres, hvis:
- ventilen lukker ikke for vandet. Årsagerne til fejlen kan være:
- slid på tætningspakningen, der tjener som en låseanordning;
- frakobling af afspærringsventilen fra spindlen;
- spindel kink;
- forurening af ventilen med aflejringer indeholdt i vandet;
Hvis spindlen er bøjet, eller ventilen er frakoblet, skal bøsningen udskiftes.
- utæt eller dryppende ventil. De vigtigste årsager til en sådan fejl kan være:
- dannelsen af en revne på enhedens krop;
- fravær eller utilstrækkelig mængde af kirtelpakning.
Udskiftning af pakning og rengøring af kabinettet
For at reparere ventilen med egne hænder, når pakningen er slidt, skal du bruge følgende værktøjer og materialer:
- skruenøgle;
- et stykke VVS-gummi;
- saks;
- tang;
- kniv;
- hørtråd eller andet tætningsmateriale.
Gummi og saks er påkrævet til selvfremstilling af pakningen. Hvis du ved, hvilken pakning der er installeret på spindlen, kan du købe det færdige produkt i en VVS-butik.
Pakningen udskiftes som følger:
- ved hjælp af en justerbar skruenøgle er det nødvendigt at skrue krankassen af, der fikserer ventilspindelen;

Demontering af ventil til udskiftning af pakning
- tænger skru møtrikken af, der fikserer pakningen;
- skiven og den fejlslagne pakning fjernes;
- et stykke gummi skæres ud, hvis dimensioner er lidt større end ventilens dimensioner;
- et hul er lavet i midten af det afskårne stykke gummi;
- gummi er monteret på ventilen og fastgjort med en møtrik;
- overskydende gummi skæres af med en saks rundt om ventilen. Den færdige pakning skal fuldt ud overholde ventilens dimensioner;

Montering af en ny pakning til spindlen
- ved hjælp af en kniv renses ventilhuset. Det anbefales at omhyggeligt fjerne alle aflejringer ikke kun i enhedens kabinet, men også i gevindforbindelsen;
Hvis det ikke er muligt at rengøre kabinettet ved mekanisk handling, kan petroleum eller WD-40 væske bruges.
- krankassen er monteret på gevindet;
- forbindelsen forsegles, hvorefter enheden kan fikseres helt.
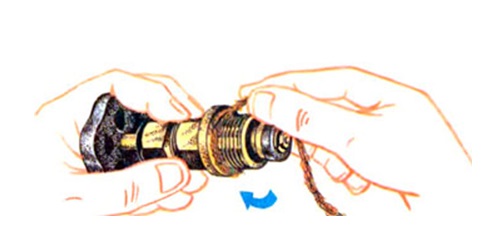
Gevindtætning med hørtråd
Reparation af ventilen skal udføres, når vandforsyningen (varmen) er lukket.
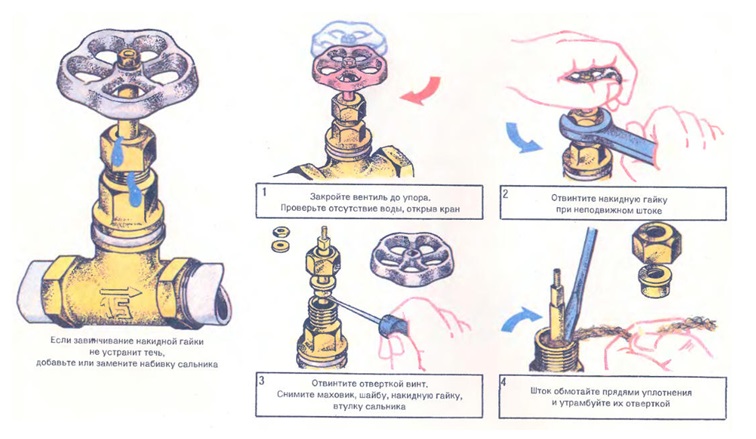
Udskiftning af pakning
Hvis haneventilen er utæt, er problemet i de fleste tilfælde fraværet eller overdreven tætning af pakningen. Til reparationer skal du bruge:
- en justerbar skruenøgle eller skruenøgle af passende størrelse;
- kirtel pakning;
- kniv eller flad skruetrækker til forsegling.
I denne situation kan du selv reparere ventilen i henhold til følgende skema:
- sluk for vandforsyningen til systemet;
- fjern rotationshåndtaget;
- skru fastgørelsesmøtrikken af.Når du løsner fikseringen, anbefales det at holde spindlen i én position;
- fjern tætningsringen, der fastgør pakningen;
- brug en kniv eller skruetrækker til at fjerne den gamle pakning;
Processen med at udskifte pakningen for at eliminere lækagen
- påfør og stamp nyt tætningsmateriale ned;
- samle vandhanen i omvendt rækkefølge.
Processen med at udskifte pakningen og pakningen er beskrevet detaljeret i videoen.
https://youtube.com/watch?v=r7a44zQX2oo
Reparation af revner
Hvis ventilen er utæt, og årsagen til lækagen er en revne på ventilhuset, kan du:
- udskift ventilen fuldstændigt;
- luk revnen med specielle materialer.
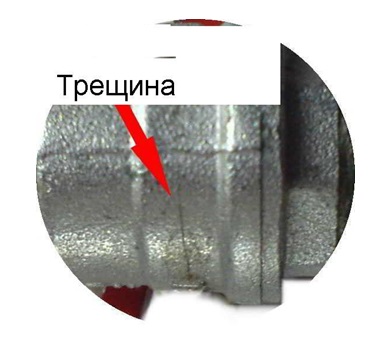
Revne i ventilhuset
Blandt de materialer, der bruges til at forsegle revner, kan man skelne et middel til koldsvejsning.

Midler til kold metalsvejsning
Detaljerede instruktioner for brug af produktet er angivet på pakken. Det generelle brugsmønster er som følger:
- stedet, hvor revnen skal repareres, renses for snavs og affedtes med acetone;
- sammensætningen er forberedt til påføring;
- den færdige blanding påføres revnen og fordeles jævnt over overfladen;
For svejsestyrke anbefales det at påføre blandingen på et større område, end selve revnen optager.
- fuldstændig tørring af sammensætningen forventes, hvorefter det er muligt at rengøre og male svejsestedet.

Metoden til at bruge kold svejsning til at reparere en revne
Dermed kan du selv fjerne de mest almindelige ventilproblemer. Hvis det udførte reparationsarbejde ikke hjalp med at rette op på situationen, skal ventilen udskiftes.
Sammensætninger af støbejern og plast
Kloakudskiftningsprocessen bruger i øjeblikket mere avancerede materialer end støbejern. I dette tilfælde skal du forbinde din del af systemet til en fælles støbejernsrørledning. Ofte udføres uafhængig implementering af dette ved at indsætte et produkt i et andet, efterfulgt af tætning med cementmørtel.
Denne tilgang kan ikke kaldes pålidelig, da der er en trussel om plastisk deformation og lækage. Det er nødvendigt at forbinde plast- og støbejernsrør med stor omhu, fordi reaktionen på opvarmning af de to materialer er ret forskellig (for flere detaljer: ""). Alt dette kan ophæve forseglingen. En anden skadelig effekt på en sådan samling er periodisk forekommende vibrationer og stød i kloaksystemet.


I mangel af en stikkontakt udføres montering med to adaptere. Først renses røret for snavs og rust, hvorefter støbejernsrøret først udstyres med en gummiadapter, og derefter med en plastik. Hvad angår plastrøret, er det indsat i plastikadapteren.
Sådan svejses støbejern til metal ved elektrisk svejsning

31.12.2018
Ved udførelse af reparationsarbejde opstår der situationer, hvor det er nødvendigt at forbinde uens metaller. Kan støbejern svejses til stål? Ja, men folk med erfaring kan gøre det.
Støbejernslegeringer er kendetegnet ved et højt kulstofindhold; når det brænder ud, ændres metallets struktur. Samlingen svejses i lavtemperaturtilstand, op til 120°C. Stål derimod skal opvarmes kraftigt.
For at forbinde støbejernsdele med andre jernlegeringer er der udviklet en bufferlagsteknologi. Nikkelbelægning giver stærk binding af forskellige metaller.
Teknologi til svejsning af støbejern med stål forbrugselektrode
Der er flere måder at svejse støbejern på, de bruges til at forbinde støbejernslegeringer med andre metaller:
- Varmt - før delene sammenføjes, forvarmes ovnene helt til 600 ° C. Opvarmning med blæselampe er kun tilladt i arbejdsområdet (støbejern bliver rødt). Bruges til sikre forbindelser.
- Halvvarm, god til legerede legeringer. De dele, der skal samles, opvarmes helt eller delvist til 200–300°C.
- Kold - delene er forbundet uden opvarmning, det bruges til overlejringer - sømme arbejder i kompression.
Sammenføjning af metaller ved manuel elektrisk svejsning involverer den foreløbige forberedelse af overflader. Støbejernslegering er porøs og absorberer olie godt. Det er ikke nok at affedte pletten, den skal renses til et rent lag, ellers vil sømmen vise sig at være løs.
Sådan svejses stål til støbejern:
Først skal du vælge de aktuelle parametre. Hvis svejsemaskinen kun arbejder på konstant, skift polariteten til omvendt. Det er nødvendigt at tage højde for åben kredsløbsindikatoren (spænding mellem polerne uden en bue), den tilladte værdi er op til 54 V. Det er kun tilladt at arbejde på vekselstrøm med et åbent kredsløb på 54 V.
Svejsning udføres i små sektioner, rullerne laves ikke mere end 3 cm lange Først afsættes støbejern, derefter svejses en ståldel til bufferlaget.
Tykvæggede sømme svejses i lag, hver smedet, før den næste påføres
Den er lavet vinkelret på den første - sådan opnås styrken af forbindelsen.
Efter sammenføjning af støbejernslegeringen med stål ved varme og semi-varme metoder, er det vigtigt at observere afkølingsmåden for overfladezonen. Sømmen opvarmes med jævne mellemrum, så den afkøles gradvist
Ved pludselig afkøling revner støbejernslegeringen på grund af de resulterende indre spændinger.
Valg af elektroder
Brug specielle, der har:
- let tænding ved opstart;
- lav penetrationsevne;
- høj aflejringshastighed;
- hårdheden af den resulterende perle.
Russiske mærker:
- TsCh-4 - multifunktionel med en cellulosebelægning er kendetegnet ved stabil forbrænding, god overfladebehandling;
- OZCH-2, OZCH-25 - bruges til svejsning af tyndvæggede elementer, de brænder ikke gennem metaller til stor dybde;
- MNP-2, OZZHN-2 bruges kun til varm sammenføjning af støbejernsdele med metaller.
Importeret, brugt til kritiske sømme:
- Zeller 866, Zeller 855 - universal, de tilbereder støbejern med jern uden forvarmning;
- Ficast NiFe - skab forbindelser, der fungerer stabilt i bøjning, vridning.
Vigtig!
Før arbejdet er det vigtigt at tørre elektroderne godt, varme dem op, de opvarmes fra 160 til 300 ° C. Men der tages kun få stykker fra pakken - ved eftertørring og opvarmning smuldrer belægningen
Anvendelse af argon buesvejsning
Brugen af ildfaste elektroder og kobber-nikkel fyldtråd giver et godt resultat.
Hvordan stål svejses til støbejern (et par anbefalinger):
- Tilsætningsstoffet vælges efter metaltypen og støbejernstypen. Nikkelbaseret flux-kernetråd vælges oftere, belægningen slås først af den.
- Argon bruges som en beskyttende atmosfære, det sparer sømmen mod oxidation.
- Ildfaste wolframelektroder vælges til arbejde.
- Til arbejde med tyndvæggede elementer bruger erfarne svejsere små tynde stykker støbejern i stedet for tråd.
- Til forbindelser, der kun oplever statiske belastninger (kompression), kan nikkellegeringer anvendes. De klæber godt til alle stålkvaliteter.
Vigtige punkter i svejseprocessen af støbejern og stål
- Der arbejdes i en lav stilling.
- Rullen laves hurtigt uden at skabe et bredt smeltebassin.
- Grått støbejern koges dårligere, det skal opvarmes, så aflejres et nikkelholdigt lag. Så bliver forbindelsen stærk.
- Ved legeret stål danner støbejern en løs søm, det skal være godt smedet.
- Det er nødvendigt at koge sømmen jævnt uden skarpe udsving med holderen.
Sådan svejses støbejern til metal ved elektrisk svejsning Link til hovedpublikationen
Vi forbinder polypropylen

Metoder til at forbinde polypropylen er fuldstændig afhængige af produkternes diameter. Så rør med en diameter på op til 63 mm forbindes ved fatningssvejsning eller i en fatning. Rør med større diameter er forbundet ved stødsvejsning.Samtidig er det værd at huske, at ved hjælp af en manuel loddekolbe kan lodning kun udføres for rør med en diameter på op til 40 mm. Store elementer er loddet på professionelt centreringsudstyr.
Svejsetemperaturen for polypropylenrør er 220-230 grader.
Loddeteknologi ser sådan ud:
- Rør skæres i de ønskede segmenter;
- Kanterne af polymeren er grundigt affedtet;
- Et mærke påføres kanten af det næste segment, hvis længde vil være 2 mm længere end dybden af soklen;
- Begge ender af produkterne, der skal forbindes, er i kontakt med loddekolben (røret indsættes i dysen, og stikket sættes på det);
- Elementerne, der er varmet op i 3-5 sekunder, samles til stoppet og køles helt ned.
PP-rør kan også samles ved hjælp af kompressionsfittings.
Tilslutning af glatte støbejernsrør
Rørledningen kan ikke kun skabes med støbejerns fatningsrør: Brugen af glatte strukturer praktiseres ofte. Hvordan forbinder man et støbejernsrør til et stålrør i dette tilfælde? Her har du brug for tilstedeværelsen af forskellige enheder til forbindelse: først og fremmest taler vi om koblinger, sadler, kryds, bøjninger. Hvilken mulighed, der vil være den mest egnede, bestemmes af rørledningens diameter og typen af forbindelse.
Oftest bruges koblinger til et støbejernsrør af en af sorterne til dette:
- Cylinder. Velegnet til at forbinde rør med samme diameter. Oftest er en sådan beslag udstyret med en tråd.
- To-cylindret. De bruges i tilfælde, hvor diameteren af de tilsluttede rør varierer. Der er også et gevind inde i en sådan kobling.
- Futorki. Denne armatur er udstyret med både indvendigt og udvendigt gevind, hovedsagelig brugt i varmesystemer.
Clutchen er meget nem at bruge. Det første trin er mærkning, hvor niveauet af nedsænkning af hvert rør inde i fittingen bestemmes
I dette tilfælde er det vigtigt at opnå forbindelsen af enderne nøjagtigt i midten af koblingen. Forsegl samlingen mellem to specielle fugemasser
Ofte har rørledningen en vis lægningsvinkel eller grene. I dette tilfælde kommer andre beslag til undsætning. Du kan tilslutte støbejernskloakrør i en vinkel ved hjælp af bøjninger. I udseende er disse rørstykker, der har en vis bøjningsvinkel (10, 15, 30, 60 og 90 grader).

Det er også muligt at forbinde støbejerns- og stålrør med sådanne enheder:
-
T-shirt
. Tillader tilslutning af tre rørledninger på én gang. Oftest placeres det et sted, hvor kloakken gafler. -
kryds
. Tillader tilslutning af fire rør på én gang. -
Sadel
. Det bruges i tilfælde af, at et rør med en mindre diameter er forbundet med hovedledningen. Oftest tilsluttes på denne måde fritstående VVS-armaturer.
Enderne af disse enheder kan udstyres med stikkontakter eller lige sektioner. Fugeforsegling udføres med diverse fugemasser og slæb.


