Forberedelse af overfladen
Før du begynder at fortinne, skal du udføre følgende trin:
- affedt overfladen med acetone, benzin eller ethvert andet opløsningsmiddel;
- fjern oxidfilmen fra det sted, hvor lodningen skal udføres. Til rengøring anvendes sandpapir, en slibeskive eller en børste med ståltrådsbørster. Alternativt kan ætsning anvendes, men denne procedure er ikke så almindelig på grund af dens specificitet.
Det skal huskes, at det ikke vil være muligt helt at fjerne oxidfilmen, da en ny formation øjeblikkeligt opstår på det rensede sted. Derfor udføres stripping ikke for fuldstændigt at fjerne filmen, men for at reducere dens tykkelse for at forenkle flussens opgave.
Loddepunktsopvarmning
Til lodning af små dele kan du bruge en loddekolbe med en effekt på mindst 100W. Massive genstande vil kræve et mere kraftfuldt varmeværktøj.
 300W loddekolbe
300W loddekolbe
Den bedste mulighed for opvarmning er at bruge en gasbrænder eller en blæselampe.
 Enkel gasbrænder
Enkel gasbrænder
Når du bruger brænderen som et varmeværktøj, skal følgende nuancer tages i betragtning:
- overophede ikke basismetallet, da det kan smelte. Derfor skal temperaturen løbende overvåges under processen. Dette kan gøres ved at røre ved det opvarmede element med lodde. Smeltning af loddet vil fortælle dig, at den nødvendige temperatur er nået;
- oxygen bør ikke bruges til at berige gasblandingen, da det bidrager til den stærke oxidation af metaloverfladen.
Typer og funktioner af gasbrændere
En gasbrænder betragtes med rette som den mest bekvemme enhed til svejsning af kobberprodukter. Enheden har lille vægt og dimensioner, den er praktisk i arbejde og økonomisk. Evnen til at justere flammens kraft giver dig mulighed for at indstille parametrene for specifikke typer arbejde.
Standarddesignet af en gasbrænder inkluderer følgende elementer:
- Knop til fastgørelse af tanken med brændstof.
- Instrumenthoved.
- Dyse.
- Reducer.
- Flammeintensitetsregulator.

Derudover inkluderer producenter yderligere elementer i designet: adaptere, spidser, flammeafviser osv.
Enheder er klassificeret efter flere parametre. Så ifølge enhedens tekniske egenskaber er der:
- Husstand. Billige enheder med et minimum af funktioner. Brandtemperaturen reguleres i området 1000-1500°C.
- Professionel. Dyrere brændere designet til seriøst arbejde. Flammen har en temperatur på 1500-2000°C.
Afhængigt af den anvendte gasblanding er brændere opdelt i flere typer:
- Propan. De er specialiserede eller generelle. betragtes som den mest almindelige. Gassen producerer en jævn, intens flamme.
- På MARR gas. De er kendetegnet ved en blød, men energisk flamme, som er skånsom mod rørmaterialet og forhindrer dets skade.
- Acetylen. Bruges oftest ved arbejde med hovedobjekter. De tilføres fra engangscylindre eller er stationære. Gassen genererer en høj flammetemperatur, hvilket har en positiv effekt på økonomien, men fører ofte til overophedning af dele og øger sandsynligheden for skader.
Gasbrændere med engangscylindre er nemme at bruge, uafhængige af elkilder, kompakte og sikre. Den eneste ulempe er behovet for hyppig udskiftning af cylindre.
Stationære installationer er kendetegnet ved en kraftig flammebrænder, som tillader lodning hurtigt og effektivt. I hverdagen bruges ekstremt sjældent.
Hvordan man bruger lodde
For at sømmen efter lodning skal være stærk og lufttæt, er det nødvendigt:
- omhyggeligt forberede rør før lodning.For at gøre dette rengøres enderne af rørene for oxider og andre typer forurenende stoffer med en metalbørste, og de grater, der dannes efter skæring af rørene, fjernes ved hjælp af en speciel enhed - en beveler;

Klargøring af kobberrør til lodning
- udvide enden af det ene rør med et par millimeter, så rørene nemt passer sammen. Hvis lodning udføres ved hjælp af fittings (specielle elementer designet til at samle en rørledning af forskellige konfigurationer), så øges fittingens diameter, og ikke røret;

Forøgelse af rørdiameteren
- behandle steder med lodning af rør med flux;

Fluxing af røret før lodning
Da fluxen er en giftig forbindelse, når du arbejder med den, skal sikkerhedsreglerne overholdes strengt: arbejde skal udføres med handsker og i et ventileret område.
- forbered en gasbrænder (udstyr designet til lodning af rør lavet af kobber) og opvarm let de områder, der skal loddes;
- påfør forsigtigt loddemiddel rundt om hele rørets omkreds, som under opvarmning gradvist vil ændre sig fra en fast til en flydende tilstand og derved fylde hele det tomme rum;
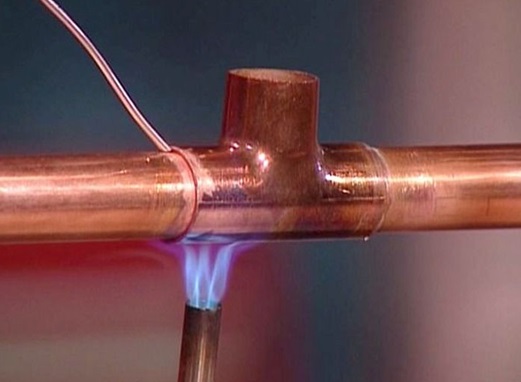
Lodning med lodning
- Lad loddemetal afkøle helt, mens det stadig er. For fuldstændig afkøling, afhængigt af typen af lodde, kræves der i gennemsnit 3-5 minutter.
Processen med at lodde kobberrør med lodning er vist i videoen.
Når du vælger loddemiddel og flux, er det nødvendigt at tage højde for alle stoffernes hovedegenskaber, det vil sige, hvis højtemperaturloddemidler bruges til lodning, skal fluxen også designes til højtemperaturlodning. Korrekt udvalgte og afstemte materialer bidrager til at opnå ikke kun en forseglet søm, men også den mest holdbare forbindelse.
De mest populære modeller og producenter
Byggemarkedet præsenterer i dag et stort antal enheder fra forskellige producenter. Gasbrændere af indenlandsk produktion er populære: Profi-Tools; Allgas; Donmet. Også udenlandske producenter nyder godt af et godt ry: Rothenberger; Kemper; Virax; Rems; Uniweld.
De fleste virksomheder tilbyder brændere af forskellige klasser – fra håndholdte mobile enheder til professionelle kraftfulde enheder. En semi-professionel propanbrænder koster fra 1,5 til 10 tusind rubler. Professionelle enheder vil koste mere - minimumsomkostningerne er fra 20 tusind rubler.
Hvad du skal bruge til lodning
Til kapillarforbindelse kobberrør kræver følgende værktøjer og materialer:
- værktøj til forbehandling af forbundne elementer;
- flusmiddel og loddemiddel;
- særlige fum tape;
- gevindværktøj og ferrules;
Typer af lodninger
Loddemidler er af to typer - hårde og bløde. Blød loddemetal er en tråd lavet af metaller og legeringer med et lavt smeltepunkt (tin, bly, sølv osv.). Diameteren af et sådant loddemiddel er ikke mere end 3 mm.
Hårde lodninger er lavet af ildfaste metaller og har en større diameter.
Flux og loddepasta
Flux eller pasta bruges til at sikre forbindelsen. Dette stof forhindrer fremmede elementer i at komme ind i krydset, sømmen er pålidelig uden porer. Flussmidlet er baseret på bor- eller saltsyre, zinkchlorid. For at skabe en beskyttende film ved krydset bruges harpiks, kolofonium og voks.

Loddeflusmidler er opdelt i flydende, faste og specielle pastaer. Den færdige blanding er dyrere end andre materialer, men det er meget mere praktisk at arbejde med det.
Montering
Fittings kaldes specielle dele, der er monteret i krydset mellem emner med forskellige diametre, der forbinder flere rør på et punkt eller ved skift til et andet rørledningsmateriale.
Hvis det er nødvendigt at bruge fittings fra et andet materiale, er det vigtigt, at varmeudvidelseskoefficienten og andre tekniske parametre for materialet i rør og fittings stemmer overens.
Strøm
Ved valg af flusmiddel skal der tages højde for, at ikke alle kan være aktive over for aluminium. Vi kan anbefale at bruge til sådanne formål produkter fra en indenlandsk producent - F-59A, F-61A, F-64, de består af ammoniumfluorborater med tilsætning af triethanolamin. Som regel er der et mærke på hætteglasset - "til aluminium" eller "til lodning af aluminium".
 Flux af indenlandsk produktion
Flux af indenlandsk produktion
Til højtemperaturlodning skal du købe flusmiddel, fremstillet under mærket 34A. Den består af kaliumchlorid (50%), lithiumchlorid (32%), natriumfluorid (10%) og zinkchlorid (8%). En sådan sammensætning er mest optimal, hvis der udføres højtemperaturlodning.
 Anbefalet flux til paki ved høj temperatur
Anbefalet flux til paki ved høj temperatur
Strøm
For de fleste typer loddemidler er forbehandling af rør med en speciel sammensætning, som kaldes en flux, nødvendig.
Flux produceres:
i flydende form;

Loddeforbindelser i flydende form
i form af en pasta.

Loddemasse i form af en pasta
Det er mere foretrukket og mere bekvemt at bruge en flux fremstillet i form af en pasta, da en mere fast sammensætning bidrager til ensartet påføring og ikke spredes over rørets overflade.
Flux tillader:
- udføre yderligere rengøring af rør fra oxider;
- fordel loddet mere jævnt under lodningsprocessen;
- beskytte samlingen mod korrosion og dannelse af oxider.
Nødvendigt udstyr og materialer til lodning
Som enhver teknologisk proces kræver lodning brug af specielle enheder og værktøjer. Først og fremmest er følgende værktøjer nødvendige til lodning af kobberrør.
Brænder. Det kan have forskellige designs. Når du vælger, er det værd at overveje, hvilken slags lodde du skal arbejde med, fordi hver af dem har brug for en bestemt temperatur.

Brænder til lodning af kobberrør
Strukturelt kan brændere fungere:
- fra engangspatroner med brændbar gas (mere kompakt version),
- fra standard genopfyldelige cylindre.

Rørskærer til kobberrør
Til skæring af emner er det bedst at bruge specielle rørskærere. I princippet kan du klare dig med en simpel båndsav, men det er meget problematisk at skære med den nogle svært tilgængelige steder, og renligheden af snittet bliver lav. Prisen på værktøjet afhænger direkte af diameteren af rørene, som de kan skære.
Tilslutningen af kobberrør uden dyre fittings, ved metoden med teleskopisk docking (et rør går ind i et andet, som har en lidt større diameter), efterfulgt af kapillarlodning, kan udføres fuldstændigt til husholdnings VVS- og varmenetværk, vandtemperaturen i som ikke overstiger 110 grader. Dette kræver en speciel rørekspander.
For at eliminere grater og grater på kanten af emnet kræves en affasningsanordning, de fås også i forskellige modifikationer.
Til lodning af rørledninger til forskellige formål, og endnu mere for elementer, der vil fungere under særligt kritiske forhold, er der brug for specielle lodninger.
- Standard. Det bruges oftest, men anbefales ikke til brug i drikkevandssystemer.
- Blød lodning. Forbrugsmaterialet, der bruges til lodning af fittings og røde bronzeprodukter, er meget brugt til at forbinde kobberrør med messingfittings.
- Hårde lodninger. De mest populære lodninger ved tilslutning af kobberrør. Dens brug i kapillærlodning af næsten enhver kommunikation, selv gasledninger, giver en pålidelig forbindelse. Disse loddematerialer, som er i kategorien kobber-fosforsølvholdige loddematerialer, kræver ikke yderligere flux. Det frarådes dog ved sammenføjning af produkter lavet af aluminium bronze og legeringer indeholdende mere end 10 % nikkel, dette skyldes en vis skørhed af loddet.
- Sølvlodninger er de dyreste, men de kan bruges til at forbinde en række farvede materialer.
For at forhindre dannelse af oxider på stedet for lodning, ved brug af standard og bløde lodninger, er fluxbehandling obligatorisk.
loddeproces
Før du fortsætter direkte til tilslutningen af de afskårne emner, skal de forbehandles. Først rengøres samlingen, mindre defekter og grater fjernes. Derefter behandles overfladerne på rørene, der skal samles, med børster og børster udefra og indefra. Brug ikke slibende værktøj, ellers vil der opstå ridser.
Om nødvendigt udvides et rør. Diameteren af kobberrørene skal være sådan, at det ene emne frit kommer ind i det andet. Før det skal det opvarmes, ellers vil der opstå mekaniske skader, hvilket yderligere vil påvirke tætheden af forbindelsen.
For at beskytte mod luftindtrængning i sømmen og for bedre vedhæftning påføres en flux eller pasta på overfladen.

Først efter at have afsluttet det forberedende arbejde, skal du begynde at opvarme loddemetal og rør med en brænder. Opvarmning skal udføres jævnt for at forhindre overophedning.
Efter at rørene er varmet op, indføres loddetråd i mellemrummet mellem dem. Det smelter og udfylder hullet ved rørsamlingen og danner en søm. Efter afkøling fjernes flusmidlet.
Sikkerhed
For at undgå skader og andre ubehagelige konsekvenser er det vigtigt at overholde sikkerhedskravene: Installer og reparer kun rørledninger med beskyttelseshandsker og beskyttelsesbriller, i arbejdsoveralls, undgå, at brænderens flamme og det varme metal berører ubeskyttet hud, undlad at arbejde med åben ild i nærheden af brændbare materialer
Grundlæggende fejl
Processen med at lodde kobberrør er ikke særlig kompliceret, men begyndere laver ofte fejl, der efterfølgende påvirker kvaliteten af forbindelsen. Almindelige fejl, begyndere begår:
- utilstrækkelig forbehandling af stedet for lodning;
- presning - manglende overholdelse af et tilstrækkeligt mellemrum mellem rørene, som et resultat af, at sømmen er ujævn;
- bruger den forkerte loddemetal;
- overophedning af rør, hvilket fører til en forringelse af ydeevnen;
- utilstrækkelig grundig rengøring af flusmidlet efter lodning, hvilket forårsager korrosion.
Derudover er det påkrævet at følge en på forhånd udarbejdet designskema.
Behandle video
For en bedre forståelse af installationsprocessen, se videoen her:
Abonner på nye artikler - der er mange interessante ting forude!
Varianter af brændere
Udstyret, der præsenteres på byggemarkedet, er opdelt i flere typer.
Brændere med faste og engangscylindre
Sådanne enheder er udstyret med engangsgasflasker med propan, acetylen osv. Fordelene ved at bruge denne type udstyr omfatter mobilitet, nem betjening og sikkerhed.
Du kan bruge et sådant værktøj både til installation af VVS- og varmesystemer.
Håndbrændere
Fordelene ved sådant udstyr inkluderer først og fremmest kompakthed. Ved hjælp af et håndloddejern er det praktisk at samle en rørledning i et lille rum, lodde rør på de mest utilgængelige steder.

Håndbrænderen kører på en brændbar gasflaske til engangsbrug. Værktøjet er udstyret med en flammelængderegulator, sættet inkluderer normalt dyser med forskellige diametre. Værktøjet kræver ikke en elektrisk tilslutning. Hvis du følger alle arbejdsreglerne, er forbindelsen pålidelig og holdbar. Et håndværktøj vil nemt klare installationen af klimaanlæg og anden husholdningskommunikation.
Professionelle brændere
Udstyr tilhørende den professionelle kategori er i stand til at arbejde med især ildfast lodning. Det bruges til installation af strukturer på industrianlæg, hvor rørledningen udsættes for betydelige belastninger.
Stor vægt og dimensioner vil ikke tillade dig at arbejde i en trang lejlighed. Til husholdningsbrug og personlig brug er det ikke tilrådeligt at købe sådanne enheder - husholdningskommunikation kræver ikke en sådan forbindelseskvalitet, og prisen på enheden er højere end andre typer.
Hjemmelavede brændere
Nogle gange bruger mestre enheder, der er samlet af deres egne hænder. De adskiller sig i deres egenskaber og tilhører både manuelle og stationære typer. Hjemmelavede brændere består af de samme grundelementer som købte. Det anbefales dog ikke at bruge sådanne enheder, da der ikke er nogen garanti for sikker drift. Og med hensyn til ydeevne er de normalt ringere end fabriksudstyr.


