I. Tværbundet polyethylen
Det presserende behov for at bruge polyethylen ved højere temperaturer og tryk (til varme- og varmtvandssystemer) har ført til udviklingen af metoder til fremstilling af polyethylen med høj molekylvægt. Dette blev opnået ved yderligere højtrykstværbinding af polymeren. Denne proces kaldes tværbinding, og den polyethylen, der opnås på denne måde, er tværbundet polyethylen (eller PEX).
Polyethylen-tværbinding forstås som processen med at forbinde molekylære enheder til et bredmasket tredimensionelt netværk på grund af dannelsen af tværbindinger.
Ved tværbinding i molekylære kæder, der indeholder kulstof- og brintatomer, rives individuelle brintatomer under påvirkning af visse faktorer af fra polyethylenmolekylernes forbindelser. Den dannede frie binding bruges til at forbinde kæderne med hinanden.
Efterspørgslen efter PEX-rør har ført til udviklingen af forskellige teknologier til dets produktion, som naturligvis i væsentlig grad påvirker slutproduktets forbrugeregenskaber.
Til at begynde med bemærker vi de karakteristiske træk, der er til stede i alle typer PEX:
- øget modstand mod temperatur og tryk;
- molekylær hukommelse eller evnen til at genoprette form efter overdreven bøjning eller frysning af systemet;
- modstand mod dannelsen af "langsomme" og "hurtige" revner, dvs. materialets evne til at opretholde elasticitet og andre egenskaber i lang tid - systemets levetid.
Der er tre måder at fremstille PEX-rør på:
- peroxid eller PEX-A
- silan eller PEX-B
- stråling eller PEX-C
PEX-C: tværbinding (ved hårde røntgenstråler) er ikke ensartet i tykkelse. På den ydre overflade observeres den største proces med tværbinding af molekyler. Den indre har den laveste. Den gennemsnitlige procentdel af tværbinding er 78%.
PEX-B: tværbindingsprocessen (kemisk metode ved anvendelse af silan) foregår fra to overflader - ydre og indre dybt ind i rørvæggen. I dette tilfælde viser begge overflader en høj procentdel af tværbinding, med den mindste procentdel i midten af rørtykkelsen. Den gennemsnitlige procentdel af tværbinding er ca. 75%.
PEX-A: det særlige ved denne kemiske metode er, at polyethylen og tværbindingsinitiatoren - peroxid foreløbigt er jævnt blandet. Tværbinding udføres under højt tryk i smeltet tilstand. Med denne metode opnås en høj procentdel af tværbinding, i gennemsnit 85 %.
PEX-B og PEX-C rør bruges til opvarmning og varmtvandsforsyning, men på grund af materialets usædvanlige struktur har de en række begrænsninger forbundet med dette materiales plasticitet og holdbare styrke.
PEX-A rør har optimal styrke og termiske egenskaber. En høj procentdel af tværbinding giver de nødvendige egenskaber til brug i varme- og varmtvandssystemer.
Direkte om markederne
Det er ingen hemmelighed, at der er mange billige efterligninger af pålidelige mærker på markedet. De tåler ikke temperatur- og tryktest, trækstyrketest og svarer ikke til de deklarerede råvarers egenskaber. Som regel er der tale om forfalskninger fra Sydøstasien, lavet med besparelser på råmaterialer og teknologi uden nogen kontrol. Derfor modtager klienten ingen ved hvad, og kan så ikke kompensere for sine tab. Den nuværende situation er meget alarmerende på grund af tilstedeværelsen af et stort antal "specialister", der arbejder på byggemarkederne, opkøber rør og udfører installationen for private kunder med egne hænder. Når de arbejder med polymerrør, ved de udmærket, hvad de har med at gøre (især metal-plastrør), de kender til delamineringer og utætheder.
III. Metal-polymer metal-plast rør.
Det første lag er tværbundet polyethylen (PEX) Moderne metal-plastrør (PEX-al-PEX) består af fem lag, som hver især påvirker kvaliteten, pålideligheden og holdbarheden af røret som helhed.
Korte karakteristika for PEX er præsenteret i begyndelsen af dette afsnit af webstedet. Som regel forsøger producenten at vælge det mest optimale forhold mellem pris og kvalitet.
Det andet og fjerde lag er klæbemiddelsammensætningen.
Som det er kendt, er koefficienten for lineær termisk udvidelse for polyethylen og aluminium forskellig, og under drift udvides forskellige lag af røret forskelligt, hvilket fører til betydelige spændinger i strukturen, hvilket kan føre til en krænkelse af integriteten og efterfølgende ødelæggelse af røret. Dette er en af de største ulemper ved metal-plastrør, som producenterne forsøger at minimere ved at forbedre den klæbemiddelsammensætning, der bruges til at binde aluminium til polymeren.
Problemet med soliditeten af "polymer-aluminium"-forbindelsen løses kun for rør, i hvilken produktion en speciel højkvalitets klæbemiddelsammensætning bruges til at fikse lagene.
Det tredje lag er aluminiumsfolie.
Til dato anvendes tre hovedmetoder til svejsning af aluminiumslaget.Ved valg af rør skal der lægges særlig vægt på både selve aluminiumslaget og svejsemetoden. Producenter af metal-polymer rør bruger både rent aluminium og mere pålidelige legeret
Svejsning af aluminiumslaget med en overlapning (fig. 1, a) udføres med en ultralydspistol, der udfører spot "cauterization" af lagene. Denne metode har en række væsentlige ulemper: den første er fraværet af en kontinuerlig svejsning og som et resultat en forbindelse af høj kvalitet; den anden - kanterne af aluminiumsfolien, når temperaturen og trykket ændres, begynder at bevæge sig og bryde polyethylenet og det klæbende lag, hvilket krænker rørets integritet.
Svejsning med en wolframstang i en inert gas (fig. 1, b) er mere pålidelig, men denne metode fører til en udtynding af aluminiumlaget på svejsestedet, en krænkelse af aluminiums egenskaber og styrkeegenskaber på svejsestedet . Den mest moderne og pålidelige er laserstødsvejsning (fig. 1, c): aluminiumlaget på svejsestedet bliver ikke tyndere, og dets fysiske og kemiske egenskaber krænkes ikke.
Pålideligheden af svejsning er af stor betydning, når røret udvides, for eksempel på grund af frysning af vand inde i det, en stigning i temperatur og tryk, strækning af røret med et værktøj (i tilfælde af forbindelser ved hjælp af en bevægelig muffe). Konsekvensen af udvidelsen er forskydning af polyethylen- og aluminiumslagene, beskadigelse af klæbelaget og risikoen for rivning af aluminiumsfoliens søm. I modsætning til bevægelige muffeforbindelser er presfittings hurtigere, mindre besværlige, billigere og beskadiger ikke røret.
Det femte lag er tværbundet polyethylen (PEX).
Som et ydre lag, der udfører beskyttende funktioner, sammen med PEX, er high-density polyethylen REND ofte brugt for nylig.
Der bør lægges særlig vægt på lovende metal-polymerrør lavet af varmebestandig polyethylen PE-RT/AL/PE. Et træk ved disse rør er et øget antal bindende carbonatomer (op til 6) sammenlignet med PEX-rør
Metal-polymerrør lavet af varmebestandig polyethylen er velegnede til både radiator- eller gulvvarme, snesmeltningssystemer samt til koldt- og varmtvandsforsyning.
Monteringsteknologi
Installation af rør lavet af tværbundet polyethylen udføres ved hjælp af formede beslag - metalforbindelseselementer. I modsætning til andre plastprodukter, som er forbundet på lignende måde, sikrer elasticiteten af PEX maksimal tæthed af samlingerne, og den lave lineære ekspansionskoefficient sikrer, at rørledningen ikke lækker under drift.
Der er to tilslutningsmuligheder:
- kompressionsfittings - fiksering sker på grund af krympning med en møtrik over ekspansionsbeslaget.Det nødvendige værktøj er en skruenøgle;
- pressfittings - segmentet presses med en speciel muffe, til montering af hvilken man kræves en manuel pressetang eller et hydraulisk værktøj.
Tilslutningen af PEX-rør med kompressionsfittings udføres i henhold til følgende algoritme:
- Produktet skæres til og renses for grater.
- En kompressionsmøtrik og en splitring er installeret på røret, som er fastgjort i en afstand af 1 cm fra kanten.
- Røret skubbes ind på fittingsnippelen.
- Ved hjælp af et værktøj - en skruenøgle, krympes røret ved at stramme møtrikken på fittingen.
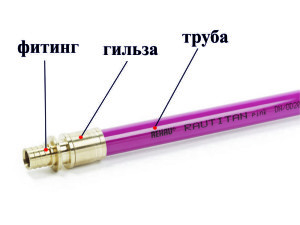
PEX rør og presfitting
Teknologi til tilslutning af rør af tværbundet polyethylen med presfittings:
- Røret skæres i emner af den nødvendige længde, renses for grater.
- To segmenter er installeret i pressefittingen, indtil den stopper.
- Ved hjælp af pressetang presses beslagets metalkant, indtil tangens hænder samles.
Der er også konventionelle polyethylenfittings designet til lodning. Til en sådan installation skal du bruge et værktøj til lodning af rør, en billig kinesisk loddekolbe koster omkring 2-3 tusind rubler. Værktøjet leveres med pandebånd til forskellige diametre (16, 20 mm osv.).
Loddesekvensen er som følger:
- Røret skæres over og afgrates.
- Loddekolben opvarmes til driftstemperatur.
- Et rør og en fitting er monteret på dyserne på en opvarmet loddekolbe, hvor de holdes i 5-10 sekunder, derefter fjernes elementerne og samles. Det tager 16-30 sekunder at klemme røret og fittingen.
II. Polypropylen
Polypropylen opnås ved polymerisation af propylen.
Dens varianter:
- homopolymer (PP-C);
- blokcopolymer (PP-B);
- random copolymer (PP-RC).
Sammenlignende egenskaber for rørledninger lavet af tværbundet polyethylen (PEX) og polypropylen (PP):
 |
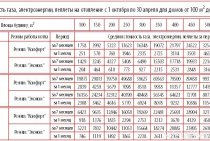
Denne figur viser den "tilladelige periferispænding versus levetid" for tværbundet polyethylen (PEX) og polypropylen (PP-C) ved en driftstemperatur på 95°C. Det kan ses, at hastigheden af fald i styrke med stigende temperatur og rør lavet af polypropylen er meget større end for tværbundet polyethylen.
Lad os yderligere sammenligne PEX og PP-RC, idet vi i begge tilfælde tager rør af type PN20 (type PN40 betyder f.eks. per definition, at dette rør kan modstå et tryk på 40 atm. ved 20 °C i 50 år) med forskellige ydre diametre på 20 og 110 mm og sammenlign vægtykkelserne:
 |
Lad os nu sammenligne de tilladte arbejdstryk for PN20-rør ved forskellige temperaturer, men under en generel betingelse - en levetid på 50 år:
 |
Ud fra denne sammenligning kan det ses, at PEX-rør er i stand til at modstå højere tryk ved høje temperaturer end PP-RC-rør.
Installation af polypropylenrør under forhold med kanalfri lægning udføres i lige sektioner, der kræver specielle teknologier til tilslutning (svejsning, lodning, lim), i modsætning til PEX-rør (tilslutningsmetoder - kompressionsgevind eller muffe, giver altid enkelhed og pålidelighed, fordi PEX rør har molekylær hukommelse). Stærke spændinger, der opstår i PP-rør, kræver installation af kompensationsanordninger. PEX-rørledninger er berøvet alle disse mangler, fordi de er fleksible og selvkompenserende ruter, hvis installation udføres ved hjælp af bugter. Udskiftning af stålrør med PEX i byforhold vinder frem for udskiftning med propylen, fordi. det er i dette tilfælde, at en særlig virtuos udlægning af ruten er påkrævet, idet den eksisterende struktur af anden kommunikation bevares uændret.