Valg af rørovnsstørrelse
Formål: at vælge en ovn, der opfylder de oprindelige data og tidligere beregnede parametre, og at blive bekendt med dens egenskaber og design.
Valget af standardstørrelsen på rørovnen udføres i henhold til kataloget, afhængigt af dets formål, varmeeffekt og den anvendte brændstoftype.
I vores tilfælde er formålet med ovnen opvarmning og delvis fordampning af olie, varmeproduktion QT er 36,44 MW, og brændstoffet er fuelolie. Ud fra disse forhold vælger vi en rørovn til kombineret brændsel (fuel oil + gas) SKG1.
Tabel 2.
Tekniske egenskaber for ovnen SKG1.
|
Indikator |
Betyder |
|
Strålende rør: varmeflade, m2 arbejdslængde, m |
730 18 |
|
Antal midtersektioner n |
7 |
|
Varmeydelse, MW (Gcal/h) |
39,5 (34,1) |
|
Tilladt termisk spænding af strålerør, kW/m2 (Mcal/m2h) |
40,6 (35) |
|
Overordnede dimensioner (med serviceplatforme), m: længde L bredde højde |
24,44 6 22 |
|
Vægt, t: ovnmetal (uden spole) foringer |
113,8 197 |
Ovne af typen SKG1 er frie lodrette flammeforbrændingsovne, kasseformede, med et vandret arrangement af spiralrør i ét strålingskammer. Brændere af typen GGM-5 eller GP er placeret i en række i ovnbunden. På hver side af strålingskammeret er der installeret enkeltrækkede vægmonterede rørskærme, som bestråles af et antal lodrette brændere. Rørskærmen kan være enkeltrækket og dobbeltrækket vægmonteret.
Da kombineret brændsel brændes i ovnen, er der forsynet en gasopsamler på ovnen, gennem hvilken forbrændingsgasserne udledes i en separat skorsten.
Brænderne serviceres fra den ene side af ovnen, takket være hvilke to enkeltkammerovne kan installeres side om side på et fælles fundament, forbundet med en repos, og dermed danne en slags to-kammer ovn.
Designet af SKG1-ovnen er vist i fig.2.
Fig.2. Rørovn type SKG1:
1 - landinger; 2 - spole; 3 - ramme; 4 - foring; 5 - brændere.
Konklusion: ved valg af ovnens størrelse blev der taget hensyn til tilstanden af den nærmeste tilnærmelse, dvs. af alle standardstørrelser med en varmeydelse større end den beregnede, blev den med den laveste varmeydelse (med en lille margin) valgt.
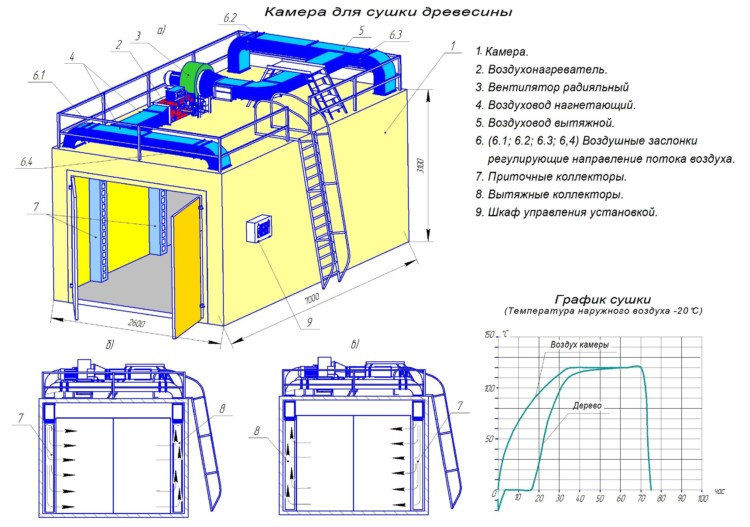
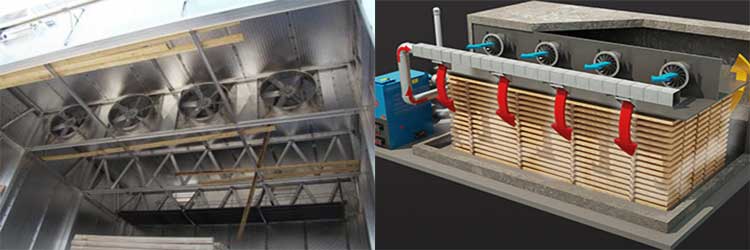
Tørringstilstande
Under tørreprocessen kan ovnen fungere i lav temperatur, normal eller høj temperatur tilstand.
Lav temperatur og normal tilstand
Forarbejdning af træ på en lavtemperatur måde udføres ved 45 °. Dette er den blødeste metode, den bevarer alle træets originale egenskaber til de mindste nuancer og betragtes som en højkvalitetsteknologi. Ved afslutningen af processen er træets fugtindhold omkring 20%, det vil sige, at en sådan tørring kan betragtes som foreløbig.

Hvad angår den normale tilstand, fortsætter den ved temperaturer op til 90 °. Efter tørring ændrer materialet ikke form og størrelse, lidt reduceret farvelysstyrke, styrke. Dette er den mest almindelige teknologi, der bruges til forskellige træsorter.
Høj temperatur tilstand
I denne tilstand opstår tørring på grund af virkningen af overophedet damp (temperatur over 100 °) eller varm luft. Højtemperaturtørreprocessen reducerer træets styrke og giver det en mørkere nuance, så materialet bruges til at skabe sekundære bygnings- og møbelkomponenter. Samtidig vil tørring med overophedet damp være mere skånsom end ved brug af luft.
—
FORSIGTIG 2
|
СÑема поÑоков в двÑÑкамеÑной пеÑи. -en |
Rækken "Ð Ð" РРРРРРРРРРРРРРРРРРРРРРРРРРРРРгоÐð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μm Ð ² Ð ²ðññ½½μμðð¹¹ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð¸ð меевик конвекÑионной камеÑÑ Ð¾Ð´Ð½Ð¾Ð¿Ð¾ÑоÑнÑй
-en
|
ТÐμÑнологиÑеÑÐºÐ°Ñ -en |
ÐÑÐμÐ'вР° ÑиÑÐμÐ »Ñно иÑпР° ÑÐμнноÐμ D пÐμÑÐμгÑÐμÑоÐμ Ñгл ÐμвоÐ'оÑоÐ'ноÐμ ÑÑÑÑÐμ поÑÑÑпР° ÐμÑ D² Ð'вÑÑпоÑоÑнÑÑ ÑÑÑÐ ± ND ° nnn пÐμÑÑ 3 slangebøsse; РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРв Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² μ Ð ¢ ÐμÑмиÑÐμÑкоÐμ ND ° Ð · Ð »Ð¾Ð¶ÐμниÐμ Ñгл ÐμвоÐ'оÑоÐ'ов оÑÑÑÐμÑÑвР»ÑÐμÑÑÑ Ð · Ð ° ÑÑÐμÑ ÑÐμпл Ð ° ÑгоÑÐ ° Ð½Ð¸Ñ ÑопР»Ð¸Ð²Ð½Ð¾Ð³Ð¾ гР°Ð·Ð°. ÐаÑо-ÑглеводоÑÐ¾Ð´Ð½Ð°Ñ ÑмеÑÑ Ð¿ÑоÑÐ¾Ð´Ð¸Ñ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ¸ конвекÑионной камеÑÑ Ð¿ÐµÑи500 - 600 rbl. tilbage Ð Ð · РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРиз ÑÐдианÑнÑÑÑÑÑÑÑÑÑÑÑÑѱ ÑоÑÑавлÑÐµÑ Ð¾Ñ 770 Ð30Ð. RYGGERUM · РРкРРРРРЕт фом Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° РРРРе и пÑомÑвкÑ.
-en
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μñð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · Ñ), пÐμÑÐμвР° Ð »Ð¸Ð²Ð ° NNN ÑÐμÑÐμÐ · пÐμÑÐμвР° л ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ °Ð¼ÐµÑÑ Ð¸ ÑÑодÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной камеÑÑ.
-en
|
оððμμºººº ° ðμμÐððººðð ²²μððÐð ðð½²²²²½ -¸ñððð½½²½½¸ð¾¸ ððð𸸸¸¸¸¸¸¸¸¸¸¸¸¸¸¸¸¸¸¸¸¸ -en |
RUN Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · Ñ), пÐμÑÐμмÐμÑÐ ° nnn ÑÐμÑÐμÐ · пÐμÑÐμвР° Ð »ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ ° мÐμÑÑ D ÑÑоÐ' ÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной камеÑÑ, а заÑем - ÑадианÑной.
-en
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² δÐ𾾺ºº¸¸¸¸¸¸¸¸¸¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μ вÑÐµÑ Ð¿Ð¾Ñоков. D D · Ð ° виÑимоÑÑи Ð¾Ñ Ð¿ÑÐμÐ'поР»Ð ° гР° Ðμмого нР° поÑÐ ° D ND ° Ð · ового ÑоÑÑоÑÐ½Ð¸Ñ Ð½Ð ° гÑÐμвР° Ðμмого пÑоÐ' Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μl Ðа ÑиÑ. 29 Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð RлÑзаÑиÑÑ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ° конвекÑионной камеÑÑ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð °Ð·ÑеженнÑм Ñагом. ÐовÐμÑÑноÑÑÑ Ð · мÐμÐμвикР° Ð · Ð ° ÑиÑного ÑкÑÐ ° нР° вÑоÐ'Ð¸Ñ D² вÐμÐ »Ð¸ÑÐ¸Ð½Ñ Ð¿Ð¾Ð²ÐμÑÑноÑÑи Ð · мÐμÐμвикР° ND ° Ð'иР° нÑной камеÑÑ.
-en
Med skrå hvælving
Under
strålevarmeoverførsel forstås
absorption af strålevarme, under
konvektiv - varmeoverførsel igennem
vaske røroverflader med røg
gasser.
V
strålekammer grundmængde
varme overføres ved stråling og kun
ubetydelig - konvektion, og ind
konvektionskammer - omvendt.
brændselsolie
eller gassen brændes med brændere,
placeret på væggene eller gulvet i kammeret
stråling. Dette skaber en lysende
fakkel, som er rødglødende
varme brændstofpartikler
opvarmet til 1300-1600 ° C, udsender
varme. Varmestråler falder på udendørs
overflader af rør i strålingssektionen
og absorberet, hvilket skaber den såkaldte
absorberende overflade. Også termisk
stråler når også de indre overflader
væggene i ovnens strålekammer. Opvarmet
vægflader udstråler til gengæld
varme, der også optages
overflader af strålerør.
På
denne overflade af strålingsforingen
afsnit skaber en såkaldt reflekterende
overflade, der (teoretisk) ikke er
absorberer den varme, der overføres til den af gassen
ovnmiljø, men kun ved strålingstransmitter
det på en rørformet spole. Hvis ikke
tage højde for tab gennem murede vægge, så
under normal drift
ovns indvendige overflader af ovnvægge
afgiver lige så meget varme, som de absorberer.
Produkter
brændstofforbrænding er primære og
hovedkilden til absorberet varme
i strålingssektionen af rørovne
– 60–80 % af den samlede varme, der bruges i ovnen
transmitteres i strålingskammeret, resten
– i konvektionsdelen.
Triatomisk
gasser indeholdt i røggasser
(vanddamp, kuldioxid og
svovldioxid), også absorbere og
udsender strålingsenergi i visse tilfælde
bølgelængdeintervaller.
Antal
strålevarme absorberet i strålingen
kammer, afhænger af brænderens overflade,
dens konfiguration og grad af afskærmning
ovne. Stor brænderoverflade
forbedrer effektiviteten
direkte varmeoverførsel til overflader
rør. Forøgelse af murværksoverflade
bidrager også til væksten
effektiviteten af varmeoverførslen i strålingen
kamera.
Temperatur
gasser, der forlader strålingssektionen,
er normalt ret høj, og varmen af disse
gasser kan bruges længere inde
konvektionsovn.
gasser
forbrænding fra strålingskammeret, vaklende
gennem pasvæggen, ind
konvektionskammer. konvektionskammer
tjener til at bruge det fysiske
varme fra forbrændingsprodukter, der kommer ud af
strålingssektion, normalt med en temperatur
700–900 °С. Varm i konvektionskammeret
råmaterialer overføres hovedsageligt ved konvektion
og dels ved stråling af triatomisk
røggaskomponenter. Næste røg
gasser ledes til skorstenen og aftrækket
rør udluftes til atmosfæren.
Produkt,
skal opvarmes, en eller
flere vandløb kommer ind i rørene
konvektiv spole, passerer rør
strålekammerskærme og opvarmes til
nødvendig temperatur, udgange
ovne.
Værdi
konvektiv sektion, normalt
valgt på en sådan måde, at
temperaturen på de forbrændingsprodukter, der forlader
hos svin, var næsten 150 °C højere end
temperaturen af de opvarmede stoffer ved
ovn indgang. Derfor varmebelastningen
færre rør i konvektionssektionen end
i stråling, som skyldes lav
varmeoverførselskoefficient fra siden
røggasser.
Effektivitet
varmeoverførsel ved konvektion skyldes,
først og fremmest røgens bevægelseshastighed
gasser i konvektionskammeret. Forfølgelse
til høje hastigheder er dog behersket
tilladte modstandsværdier
bevægelse af gasser.
Til
tættere flow rundt om rørene
gasser og større flowturbulens
røggasrør i konvektion
kamre er normalt placeret i
skakternet mønster. I nogle ovne
strukturer bruger ribbet
konvektionsrør med en højt udviklet
overflade.
Næsten
alle ovne i drift
tid på raffinaderier,
er strålingskonvektion,
de der.rørspiraler er placeret i
konvektion og strålingskamre.
Med sådan en modstrømsbevægelse af råvarer
og produkter af brændstofforbrænding mest
fuld udnyttelse af den genererede varme
når det er brændt.
—
FORSIGTIG 1
|
УÑÑÑойÑÑво еÑÑикалÑно-ÑакелÑнойпеÑи. -en |
rамеÑа конвекÑии ÑаÑположена над камеÑой ÑадиаÑии. Ð Ð Ð Ð Ð Ð Ð Ð δРРРРРРРРРРРРРРРРРРРРРРРРРРРРо Dd »Ñ ND ° вномÐμÑного ND ° ÑпÑÐμÐ'Ðμл ÐμÐ½Ð¸Ñ ÑÐμпР»Ð¾Ð²ÑÑ Ð¿Ð¾Ñоков ÑоÑÑÑнки ND ° Ñпол Ð ° гР° NN D² ND ° ÑмР° Ñном поÑÑÐ'кÐμ Ð ¿Ð¾ ÑенÑÑÑ Ð¿Ð¾Ð´Ð° пеÑи в два ÑÑда.
-en
|
Ð¾Ð´Ð¾Ð²Ð°Ñ ÑаÑÑÑкоÑÑикалÑной ÑилиндÑиÑеÑÑиойкйой ки 1 — ÑадианÑнÑе ÑÑÑби. 2 - мÑÑели. з - ÑоÑÑÑнки. -en |
rамеÑа конвекÑии Ñ ñ ñ ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μm
-en
|
| Ðμ½½ð¸ººð ¸¸ð𸸸¸¸¸¸¸μºººÐ½º¼μμμññºððð¼¼¾¼¼¼¼¼¼¼ð¼¼¼ð¼¼ -en |
rамеÑа конвекÑии наÑодиÑÑÑÑÑÑÑÑнад камеÑой ÑадиаÑии. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð L. Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ ÐоР»ÑÑиÐμ пÐμÑи Ð'л Ñ ND ° вномÐμÑного оÑвоÐ'Ð ° ÑопоÑнÑÑ Ð³Ð ° Ð · ов имÐμÑÑ Ð½ÐμÑкоР»Ñко Ð'ÑмовÑÑ ÑÑÑÐ ±.
-en
|
пеÑи Ñипа ЦÐ. -en |
rамеÑа конвекÑии Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸Ñ. ÐÐμÑÑикР° Ð »ÑнÑÐμ ÑÑÑÐ ± Ñ ÐºÐ¾Ð½Ð²ÐμкÑионного Ð · мÐμÐμвикР° могÑÑ Ð ± NNN гл Ð ° Ð'кими, ÑÑÐμÐ ± ÑÐμннÑми DD »D оÑиповР° r½Ð½Ñми.
-en
RÐ°Ð¶Ð´Ð°Ñ ÐºÐ°Ð¼ÐµÑа конвекÑии имееÑмееÑмееÑмой газоÑбоÑник и ÑегÑлÑееийиÑÑÐ.
-en
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
-en
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
-en
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð DND »Ð¸ÑиÑÐμл ÑнР° Ñ Ð¾ÑоР± ÐμнноÑÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑии NDD »Ð¸Ð½Ð'ÑиÑÐμÑÐºÐ¸Ñ Ð¿ÐμÑÐμй - Ð ± ол ÐμÐμ ND ° вномÐμÑноÐμ ND ° ÑпÑÐμÐ'ÐμÐ »Ð РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРопÑÑкР° ÐμмоÐμ ÑÐμÑÑнР° пÑÑжÐμниÐμ повÐμÑÑноÑÑи ND ° Ð'иР° нÑнÑÑ ÑÑÑÐ ± нР° 20 - 30% d ÑмÐμнÑÑиÑÑ Ð²Ð¾Ð · можноÑÑÑ Ð¾ÑÐ »Ð¾Ð¶ÐμнР¸ÑокÑа на внÑÑÑенней повеÑÑноÑÑи ÑÑÑб.
-en
|
ТÑÑбÑаÑÐ°Ñ Ð¿ÐµÑÑÑÑÑÑÑнаклоннÑм Ñводом. -en |
R камеÑе конвекÑии оÑновнР° Ñ Ð¿ÐμÑÐμÐ'Ð ° ND ° ÑÐμпР»Ð ° оÑÑÑÐμÑÑвл ÑÐμÑÑÑ, кР° к ÑкР° Ð · Ð ° но вÑÑÐμ, пÑÑÐμм ÑопÑикоÑновÐμÐ½Ð¸Ñ Ð³Ð ° Ð · ов Ñ ÑÑÑÐ ± ð Рм𸸠(60 - 70 %), оññðð Ð Ð ñð½ððμ ñðμп¿¿¾ (20 - 30%) - о и Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð »ÑÑÐµÐ½Ð¸Ñ Ð Ð Ð ² Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · 700 rbl.
-en
R камеÑе конвекÑии Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμð, пÑимÐμÑ Ð'Ð » огÑÐμвР° воР· Ð'ÑÑÐ ° dd »d пР° ND °, нР° л иÑиÐμ конвÐμкÑионной ND ° NND ¸ пÐμÑи нÐμ оР± ND · Ð ° ÑÐμÐ » Ñно.
-en
Fysiske og mekaniske egenskaber ved Solcoat-kompositforbindelser
| Kompositionsmuligheder | Grøn Solcoat | CroMag Solcoat | Sort solcoat | hvid salt frakke | Hi-e Solcoat | Hi-e rør |
| Udseende | Mat grøn | lysegrøn glat | sort grå glat | Lysegrå glat | mørkegrøn glat | grøn grå glat |
| Smeltetemperatur | >1900 | 1800 | 700 | 1500 | >1900 | 1870 |
| Viskositet (4 mm) 1) | 13 | 11 | 11 | 13 | 14,6 | 14,6 |
| varmeudvidelse | 7,2×10-6 til 6,4×10-5 | 6,4×10-6 til 4,8×10-5 | 1.1 – 4.3×10-5 | 9,3×10-6 til 4,8×10-5 | 6,9×10-6 til 4,8×10-5 | 9,8x10-5 |
| Termisk ledningsevne [W/m.K] ved 300ºC 2) | 0,088 | 0,088 | 0,189 | 0,083 | 0,089 | 0,089 |
| Massefylde efter calcinering [g/cm3] | 2,4 | 1,9 | 3,3 | 2,4 | 2,8 | 2,8 |
| Vægttab efter opvarmning til 750ºC | ||||||
| Emissivitet (sorthed) | 0,92 | 0,9 | 0,32 | 0,98 | 0,98 | |
| Porøsitet | ||||||
| Termisk stødmodstand [ºC/sek.] | >600 | >500 | >200 | >500 | >800 | >780 |
| Vedhæftning | ||||||
| til metal 3) | 13 – 15 | 13 – 15 | 11 – 13 | 12 – 14 | 13 – 14 | 11 – 13 |
| til keramik 3) | >40 | >40 | 28 — 45 | >40 | >40 | 28 — 45 |
| Slidstyrke | ||||||
| ved 20ºC 4) | 3,7 (100%) | 3.6 (100%) | 1,5 (100%) 6) | 4,6 (100%) | 3.8 (100%) | 3.9 (100%) 6) |
| ved 1000ºC 4,5) | 3,5 (106%) | 3.6 (105%) | 1,2 (125%) 6) | 4,4 (105%) | 4.6 (105%) | 4.6 (125%) 6) |
| Fast bestanddel af sammensætningen | ||||||
| Tilsyneladende (bulk) densitet [g/cm3] | 1,43 | 1,27 | 3 | 1,35 | 1,65 | 1,68 |
| Udseende | Lysegrønt pulver | Lysegrønt pulver | sort pulver | Lysegrå pudder | Mørkegrønt pudder | Grågrønt pulver |
1) ved 18ºC 2) på rødglødende ledning 3) CSN EN 24624 4) ASTM C 704 – 94 5) ∆T= -980ºC 6) Start ved 700ºC, ∆T= -680ْC
—
FORSIGTIG 2
R камеÑе конвекÑии Ð ° РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
-en
R камеÑе конвекÑии пÐðñÐðÐ Ð ° РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРо ¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ ÑÑенок кладки. Dd ° Dd ± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° D² кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ðððð 60 60ðð ° ° Ðμñ 60 - 70 %. 30 % Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
-en
R камеÑе конвекÑии ND ° ÑпоР»Ð¾Ð¶ÐμÐ½Ñ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÐμ ÑÑÑÐ ± Ñ, воÑпÑинимР° ÑÑиÐμ ÑÐμпл о гР»Ð ° внÑм оР± ND ° Ð · ом пÑÑÐμм конвÐμкÑиР¸ - Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
-en
|
Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ñ Ð Ð Ð . -en |
R камеÑе конвекÑии пÐÐðÐðÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð CV. Dd ° Dd ± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° D² кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ððððð 60ñððð ° ° Ðμñ 60 - 70% Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
-en
R камеÑе конвекÑии РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
-en
R камеÑе конвекÑии Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² ¿Ð РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
-en
R камеÑе конвекÑии пÐÐðÐðÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð ·Ð¾Ð² Ð¾Ñ Ð¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ Ñ´ÑеРºÐ¾ÐºÐ¸Ð¸ÐºÐ¸ÐµÐºÐ. Dd ° Dd ± оР»ÑÑÐμÐμ кол иÑÐμÑÑво ÑÐμпР»Ð ° D² кР° мÐμÑÐμ конвÐμкÑии пÐμÑÐμÐ'Ð ° ÐμÑÑÑ Ð¿ÑÑÐμм конвÐμкÑии; оð½ðððð 60 60ðð ° ° Ðμñ 60 - 70 %. 30 % Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
-en
R камеÑе конвекÑии ÑÑÑÑевой поÑок наÑодиÑÑÑв жидком ÑоÑÑоÑни¸.
-en
|
СÑема пеÑедаÑи Ñепаа камеÑе конвекÑии. -en |
R камеÑе конвекÑии пÐððÐð² Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ññððμ ½ ½ÐÐðÐμμμÐμÐ ºÐºÐºμÐμÐ °Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¿ °ÐµÑÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑией; оð½ððððð 60 60 60ñ¸¸ðð ° Ðμñ 60 - 70% Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
-en
R камеÑе конвекÑии Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² ¿Ð РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
-en
|
Ð Ð Ð Ð Ð Ð Ð 'Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¶ÐµÐ½Ð¸Ð¸ ÑÑÑб. -en |
R камеÑе конвекÑии пÐÐðÐðÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð ·Ð¾Ð² Ð¾Ñ Ð¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ Ñ´ÑеРºÐ¾ÐºÐ¸Ð¸ÐºÐ¸ÐµÐºÐ.
-en
|
rh. 1-гоÑелка. 2 - ruff 3-змеевики. -en |
Forenklet beregning af strålingskammeret
Formålet med dette trin af beregningen er at bestemme temperaturen på de forbrændingsprodukter, der forlader ovnen, og den faktiske varmetæthed af overfladen af strålerørene.
Temperaturen af forbrændingsprodukterne, der forlader ovnen, findes ved metoden med successiv tilnærmelse (metode for iterationer), ved hjælp af ligningen:
,
hvor qR og qrk — varmebelastning af overfladen af strålerør (faktisk) og kan tilskrives fri konvektion, kcal/m2h;
HR — varmeflade af strålerør, m2 (se tabel 2);
HR /Hs - forholdet mellem overflader, afhængigt af typen af ovn, af typen og metoden til afbrænding af brændstof; acceptere HR /Hs = 3,05 ;
er gennemsnitstemperaturen af ydervæggen af strålerørene, K;
- koefficient, for brandkasser med en fri lommelygte = 1,2;
MEDs \u003d 4,96 kcal / m2 hK - strålingskoefficienten for en helt sort krop.
Essensen af beregningen ved iterationsmetoden er, at vi indstiller temperaturen på forbrændingsprodukterne TP, som er inden for 10001200 K, og ved denne temperatur bestemmer vi alle de parametre, der indgår i ligningen til beregning TP. Dernæst beregner denne ligning TP og sammenligner den modtagne værdi med den tidligere modtagne. Hvis de ikke stemmer overens, så genoptages beregningen med adoptionen TPlig med det beregnede i den foregående iteration. Beregningen fortsætter indtil de givne og beregnede værdier TP ikke stemmer overens med tilstrækkelig nøjagtighed.
Til den første iteration tager vi TP = 1000 K.
Gennemsnitlig massevarmekapacitet for gasser ved en given temperatur, kJ/kgK:
; ;
; ; .
Varmeindhold i forbrændingsprodukter ved temperatur TP = 1000 K:
kJ/kg.
Den maksimale temperatur af forbrændingsprodukterne bestemmes af formlen:
,
hvor T er den reducerede temperatur af forbrændingsprodukterne; T = 313 K;
T = 0,96 - effektivitet ovne;
TIL.
Gennemsnitlig massevarmekapacitet for gasser ved temperatur Tmax, kJ/kgK:
; ;
; ; .
Varmeindhold i forbrændingsprodukter ved temperatur Tmax:
kJ/kg.
Varmeindhold i forbrændingsprodukter ved temperatur Twow.:
kJ/kg.
Direkte afkastforhold:
Den faktiske varmespænding af overfladen af strålerør:
kcal/m2t.
Temperaturen på skærmens ydervæg beregnes med formlen:
,
hvor 2 = 6001000 kcal/m2hK er koefficienten for varmeoverførsel fra væggen til det opvarmede produkt; acceptere 2 = 800 kcal/m2hK;
- rørets vægtykkelse, = 0,008 m (2, tabel 5);
= 30 kcal/mchK er koefficienten for termisk ledningsevne af rørvæggen;
vred / vred - forholdet mellem tykkelse og koefficienten for termisk ledningsevne for askeaflejringer; til flydende brændstoffer vred / vred = 0,002 m2hK/kcal (2, s.43);
C er gennemsnitstemperaturen af det opvarmede produkt;
TIL.
Varmespændingen af overfladen af strålerør, som kan tilskrives fri konvektion:
kcal/m2t.
Så temperaturen på forbrændingsprodukterne, der forlader ovnen:
TIL.
Som du kan se, beregnet TP stemmer ikke overens med værdien taget i begyndelsen af beregningen, derfor gentager vi beregningen og tager TP = 1062,47 K.
Beregningsresultaterne præsenteres i form af en tabel.
Tabel 3
|
iterationsnummer |
jeg |
Tmax, TIL |
imax, |
, |
, TIL |
, |
Tp, TIL |
|
|
2 |
16978,0 |
2197,5 |
45574,6 |
0,6952 |
24467,9 |
599,1 |
3870,3 |
1038,43 |
|
3 |
16415,4 |
2202,7 |
45712,2 |
0,7108 |
25016,9 |
601,0 |
3601,1 |
1046,12 |
|
4 |
16638,2 |
2200,7 |
45658,0 |
0,7046 |
24798,7 |
600,2 |
3707,5 |
1045,81 |
Vi beregner mængden af varme, der overføres til produktet i strålingskammeret:
kJ/h
Fig.3. Skema af strålingskammeret i en rørovn:
I - råvarer (input); II - råmateriale (output); III - brændstofforbrændingsprodukter; IV - brændstof og luft.
Konklusioner: 1) beregnede temperaturen af de forbrændingsprodukter, der forlader ovnen, ved hjælp af metoden med successiv tilnærmelse; dens betydning TP = 1045,81 K;
2) den faktiske varmetæthed af overfladen af strålerørene var i dette tilfælde qR = 24798,7 kcal/m2h;
3) at sammenligne den opnåede værdi af den faktiske varmetæthed med den tilladte værdi for denne ovn qtilføje.= 35 Mcal/m2h (se tabel 2), kan vi sige, at vores ovn er underbelastet.
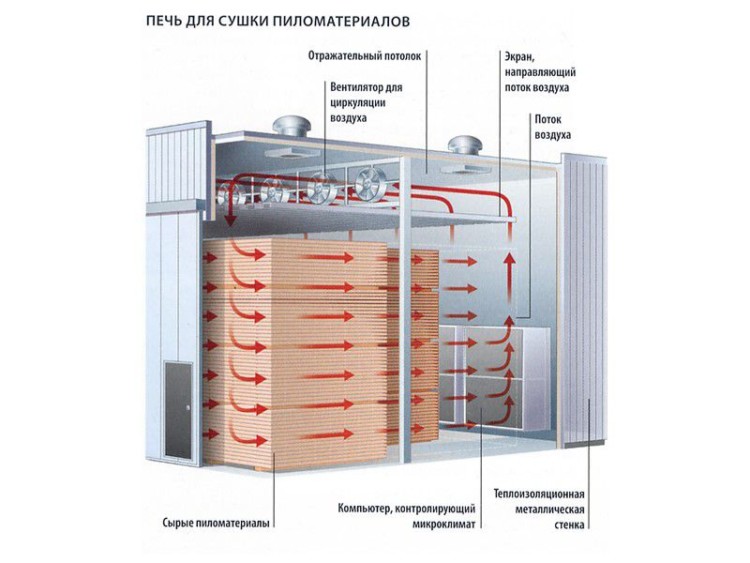
DIY fremstilling
Tørring af træ på privat vis kræver et særligt kammer, som du selv kan lave. Hvis du skal bygge en tørretumbler til træ med dine egne hænder, skal du på et jordstykke tildele et areal på omkring 10 m2 til installation. Du skal bruge beton til fundamentet, materiale og termisk isolering til væggene, monteringsskum, et ventilationssystem, en kedel og hjælpeudstyr.

Byggefaser
Konstruktionen af en minitørrer består af successive trin:
- forberedelse af fundamentet til installation;
- vægbeklædning;
- termisk isolering;
- montering af tag og døre;
- installation på loftet af radiatorer og ventilatorer;
- installation af kedlen i overensstemmelse med sikkerhedsforskrifter, lægning af rør.