Auswahl der Rohrofengröße
Zweck: Auswahl eines Ofens, der den Anfangsdaten und zuvor berechneten Parametern entspricht, und Kennenlernen seiner Eigenschaften und seines Designs.
Die Auswahl der Standardgröße des Rohrofens erfolgt gemäß Katalog, je nach Verwendungszweck, Wärmeleistung und Art des verwendeten Brennstoffs.
In unserem Fall ist der Zweck des Ofens die Erwärmung und teilweise Verdampfung von Öl, Wärmeabgabe QT beträgt 36,44 MW, und der Brennstoff ist Heizöl. Basierend auf diesen Bedingungen wählen wir einen Rohrofen für kombinierte Brennstoffe (Heizöl + Gas) SKG1 aus.
Tabelle 2.
Technische Eigenschaften des Ofens SKG1.
|
Indikator |
Bedeutung |
|
Strahlrohre: Heizfläche, m2 Arbeitslänge, m |
730 18 |
|
Anzahl Mittelteile n |
7 |
|
Heizleistung, MW (Gcal/h) |
39,5 (34,1) |
|
Zulässige thermische Belastung von Strahlrohren, kW/m2 (Mcal/m2h) |
40,6 (35) |
|
Gesamtabmessungen (mit Bedienbühnen), m: Länge L Breite Höhe |
24,44 6 22 |
|
Gewicht, t: Hochofenmetall (ohne Coil) Futter |
113,8 197 |
Öfen des Typs SKG1 sind kastenförmige Verbrennungsöfen mit freier vertikaler Flamme mit horizontal angeordneten Schlangenrohren in einer Bestrahlungskammer. Brenner vom Typ GGM-5 oder GP befinden sich in einer Reihe im Ofenboden. Auf jeder Seite der Bestrahlungskammer sind einreihige Wand-Röhrenschirme installiert, die von mehreren vertikalen Fackeln bestrahlt werden. Der Rohrschirm kann einreihig und zweireihig an der Wand montiert werden.
Da im Ofen kombinierter Brennstoff verbrannt wird, ist am Ofen ein Gassammler vorgesehen, durch den die Verbrennungsgase in einen separaten Schornstein abgeführt werden.
Die Wartung der Brenner erfolgt von einer Seite des Ofens, wodurch zwei Einkammeröfen nebeneinander auf einem gemeinsamen Fundament installiert werden können, die durch ein Podest verbunden sind und so eine Art Zweikammerofen bilden.
Der Aufbau des Ofens vom Typ SKG1 ist in Abb. 2 dargestellt.
Abb.2. Rohrofen Typ SKG1:
1 - Landungen; 2 - Spule; 3 - Rahmen; 4 - Futter; 5 - Brenner.
Fazit: Bei der Auswahl der Ofengröße wurde der Zustand der größten Näherung berücksichtigt, d.h. von allen Standardgrößen mit einer Heizleistung größer als die berechnete wurde diejenige mit der geringsten Heizleistung (mit einem kleinen Spielraum) gewählt.
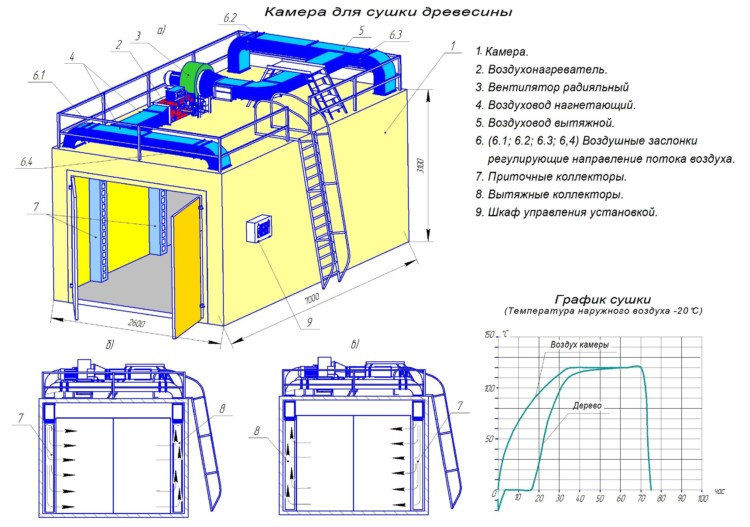
Trocknungsmodi
Während des Trocknungsprozesses kann der Ofen im Niedertemperatur-, Normal- oder Hochtemperaturmodus betrieben werden.
Niedrige Temperatur und normaler Modus
Die Verarbeitung von Holz bei niedriger Temperatur erfolgt bei 45 °. Dies ist die sanfteste Methode, sie bewahrt alle ursprünglichen Eigenschaften des Baumes bis in die kleinsten Nuancen und gilt als hochwertige Technologie. Am Ende des Prozesses beträgt der Feuchtigkeitsgehalt des Holzes etwa 20%, dh eine solche Trocknung kann als vorläufig angesehen werden.

Der normale Modus läuft bei Temperaturen bis zu 90 ° ab. Nach dem Trocknen ändert das Material Form und Größe nicht, leicht reduzierte Farbhelligkeit, Festigkeit. Dies ist die am häufigsten verwendete Technologie für verschiedene Holzarten.
Hochtemperaturmodus
In diesem Modus erfolgt die Trocknung durch die Einwirkung von überhitztem Dampf (Temperatur über 100 °) oder heißer Luft. Der Hochtemperatur-Trocknungsprozess verringert die Festigkeit des Holzes und verleiht ihm einen dunkleren Farbton, sodass das Material zur Herstellung von sekundären Bau- und Möbelkomponenten verwendet wird. Gleichzeitig ist die Trocknung mit Heißdampf schonender als mit Luft.
—
VORSICHT 2
|
СÑема поÑоков в двÑÑкамеÑной пеÑи. ein |
Reihe "ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð · ð ð ð ð ¾ ¾ · ð ð ð ð ð ¾ · ð ð ð ð ð ð ð · ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð um Ð ² Ð ²ððññ½½μμðð¹¹ððμμμððððð¸ð𸸸¸¸¹¸¸ð¹ меевик конвекÑионной камеÑÑÑ Ð¾Ð´Ð½Ð¾Ð¿Ð¾ÑоÑнÑй
ein
|
ТÐμÑнологиÑеÑÐºÐ°Ñ ein |
ÐÑÐμÐ'вР° ÑиÑÐμÐ »Ñно иÑпР° ÑÐμнноÐμ D пÐμÑÐμгÑÐμÑоÐμ Ñгл ÐμвоÐ'оÑоÐ'ноÐμ ÑÑÑÑÐμ поÑÑÑпР° ÐμÑ d² Ð'вÑÑпоÑоÑнÑÑ ÑÑÑÐ ± nb ° NNN пÐμÑÑ 3 Schleuder; Ð ð ð ð ð ð ð ðμð ð ð ð ð ð ðμð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ² ² ² ð ð ð ² ² ² ² ² ð ð ² ² ² ² ð ð ² ² ² ² ² ð ð ² ² ² ² ð ð ² ² ² ² ð ð ð ² ² ² ² ð ð ² ² ² ² ð ð ð ² ² ² ² ð ð ² ² ² ² ð ð ð ² ² ² ² μ Ð ¢ ÐμÑмиÑÐμÑкоÐμ nb ° Ð · Ð »Ð¾Ð¶ÐμниÐμ Ñгл ÐμвоÐ'оÑоÐ'ов оÑÑÑÐμÑÑвР»ÑÐμÑÑÑ Ð · Ð ° ÑÑÐμÑ ÑÐμпл Ð ° ÑгоÑÐ ° Ð½Ð¸Ñ ÑопР»Ð¸Ð²Ð½Ð¾Ð³Ð¾ гР°Ð·Ð°. ÐаÑо-ÑглеводоÑÐ¾Ð´Ð½Ð°Ñ ÑмеÑÑ Ð¿ÑоÑÐ¾Ð´Ð¸Ñ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ¸ конвекÑионной камеÑÑ Ð¿ÐµÑи500 - 600 Rbl. zurück Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐμРРРРРРРРРРРРРРРРРРРРРРРиз ÑÐдианÑнÑÑÑÑÑÑÑÑÑÑÑÑÑѱ ÑоÑÑавлÑÐµÑ Ð¾Ñ 770 до 830 о Rocking Room · ð ð ðºð ð ð ð ð ð ет фом ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð ° РРРРРе и пÑомÑвкÑ.
ein
D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð μñð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · Ñ), пÐμÑÐμвР° Ð »Ð¸Ð²Ð ° NNN ÑÐμÑÐμÐ · пÐμÑÐμвР° л ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ °Ð¼ÐµÑÑ Ð¸ ÑÑодÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной камеÑÑÑ.
ein
|
оððμμºººº ° ðμμÐððººðð ²²μððÐð ðð½²²²½ -¸ñððð½½²½½¸ð¾¸ ððð𸸸¸¸¸¸¸¸¸¸¸¸¸¸¸ ein |
Run ð ð ð ð ð ð ðð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð ÐÑоÐ'ÑкÑÑ ÑгоÑÐ ° Ð½Ð¸Ñ (Ð'ÑмовÑÐμ гР° Ð · Ñ), пÐμÑÐμмÐμÑÐ ° NNN ÑÐμÑÐμÐ · пÐμÑÐμвР° Ð »ÑнÑÑ ÑÑÐμнÑ, пÑоÑоÐ'ÑÑ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÑ ÐºÐ ° мÐμÑÑ D ÑÑоБ ÑÑ Ð² дÑмовÑÑ ÑÑÑбÑ. агÑеваемÑй змеевиков конвекÑионной камеÑÑÑ, а заÑем - ÑадианÑной.
ein
D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð ² Δð𾺺º ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð μ вÑÐµÑ Ð¿Ð¾Ñоков. Ð Ð · Ð ° виÑимоÑÑи Ð¾Ñ Ð¿ÑÐμÐ'поР»Ð ° гР° Ðμмого нР° поÑÐ ° dH nb ° Ð · ового ÑоÑÑоÑÐ½Ð¸Ñ Ð½Ð ° гÑÐμвР° Ðμмого пÑоБ μl Ðа ÑиÑ. 29 RлÑзаÑиÑÑ Ð·Ð¼ÐµÐµÐ²Ð¸ÐºÐ° конвекÑионной камеÑÑÑÑ D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d ÐμÐ d d d d d d d d d d d d d d d d d d nD °Ð·ÑеженнÑм Ñагом. ÐовÐμÑÑноÑÑÑ Ð · мÐμÐμвикР° Ð · Ð ° ÑиÑного ÑкÑÐ ° нР° вÑоÐ'Ð¸Ñ d² вÐμÐ »Ð¸ÑÐ¸Ð½Ñ Ð¿Ð¾Ð²ÐμÑÑноÑÑи Ð · мÐμÐμвикР° nb ° Ð'иР° нÑной камеÑÑÑÑ.
ein
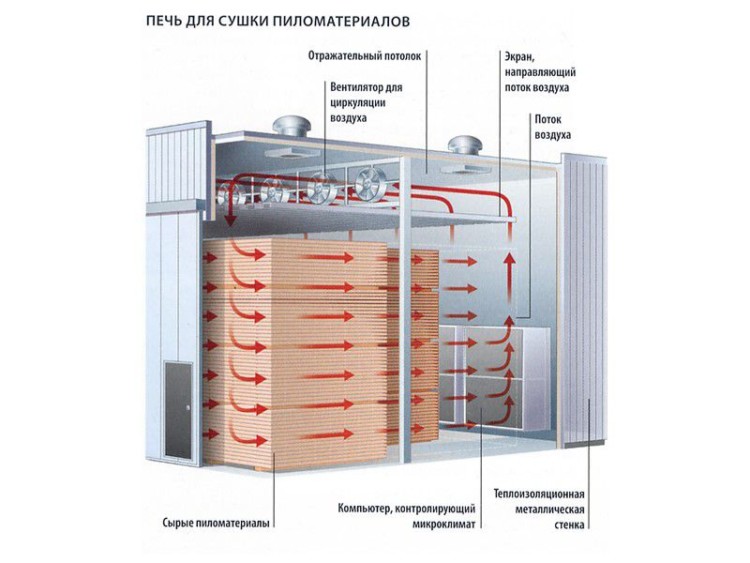
Mit schrägem Gewölbe
Unter
Strahlungswärmeübertragung verstanden wird
Absorption von Strahlungswärme, unter
konvektiv - Wärmeübertragung durch
Rohroberflächen mit Rauch waschen
Gase.
v
Strahlungskammer Grundmenge
Wärme wird nur durch Strahlung übertragen
unbedeutend - Konvektion und in
Konvektionskammer - umgekehrt.
Heizöl
oder das Gas wird mit Brennern verbrannt,
befinden sich an den Wänden oder am Boden der Kammer
Strahlung. Dadurch entsteht ein leuchtendes
Fackel, die glühend heiß ist
heiße Kraftstoffpartikel
auf 1300-1600°C erhitzt, aussenden
Wärme. Wärmestrahlen fallen im Freien auf
Oberflächen von Rohren des Strahlungsabschnitts
und absorbiert, die Schaffung der sogenannten
absorbierende Oberfläche. Auch thermisch
Strahlen erreichen auch die Innenflächen
Wände der Strahlungskammer des Ofens. Erhitzt
Wandflächen wiederum strahlen
Wärme, die auch absorbiert wird
Oberflächen von Strahlrohren.
Beim
diese Oberfläche der Strahlungsauskleidung
Abschnitt schafft eine sogenannte reflektierende
Oberfläche, die (theoretisch) nicht ist
nimmt die vom Gas übertragene Wärme auf
Ofenumgebung, sondern nur durch Strahlung überträgt
es auf einer Rohrspule. Wenn nicht
Berücksichtigen Sie dann Verluste durch Mauerwerk
während des normalen Betriebs
Ofeninnenflächen von Ofenwänden
geben so viel Wärme ab, wie sie aufnehmen.
Produkte
Kraftstoffverbrennung sind primär und
Hauptquelle der absorbierten Wärme
im Strahlungsbereich von Rohröfen
– 60–80 % der gesamten im Ofen verwendeten Wärme
übertragen in der Bestrahlungskammer, der Rest
– im Konvektionsbereich.
Dreiatomig
in Rauchgasen enthaltene Gase
(Wasserdampf, Kohlendioxid u
Schwefeldioxid), auch absorbieren und
Strahlungsenergie in bestimmte emittieren
Wellenlängenintervalle.
Menge
Strahlungswärme im Strahler absorbiert
Kammer, abhängig von der Oberfläche des Brenners,
dessen Konfiguration und Abschirmungsgrad
Öfen. Große Brennerfläche
verbessert die Effizienz
direkte Wärmeübertragung auf Oberflächen
Rohre. Vergrößerung der Mauerwerksoberfläche
trägt ebenfalls zum Wachstum bei
Effizienz der Wärmeübertragung in der strahlenden
Kamera.
Temperatur
Gase, die den Strahlungsabschnitt verlassen,
ist normalerweise ziemlich hoch, und die Wärme dieser
Gase können weiter verwendet werden
Heißluftherd.
Gase
Verbrennung aus der Strahlungskammer, Watscheln
durch die Passmauer hinein
Konvektionskammer. Konvektionskammer
dient der Nutzung des Physischen
Wärme von austretenden Verbrennungsprodukten
Strahlungsabschnitt, normalerweise mit einer Temperatur
700–900 °С. Wärme in der Konvektionskammer
Rohstoffe werden hauptsächlich durch Konvektion übertragen
und teilweise durch die Strahlung von dreiatomigen
Abgaskomponenten. Weiter rauchen
Gase werden zum Schornstein und Rauchabzug geleitet
Rohre werden in die Atmosphäre entlüftet.
Produkt,
beheizt werden, ein bzw
mehrere Ströme treten in die Rohre ein
Konvektionsspule, passiert Rohre
Strahlungskammer Bildschirme und beheizt
gewünschte Temperatur, Ausgänge
Öfen.
Wert
Konvektionsabschnitt, normalerweise
so ausgewählt, dass
die Temperatur der austretenden Verbrennungsprodukte
bei Schweinen fast 150 °C höher als
die Temperatur der erhitzten Substanzen bei
Backofen Eingang. Daher die Wärmebelastung
weniger Rohre im konvektiven Bereich als
in Strahlung, die auf geringe zurückzuführen ist
Wärmedurchgangskoeffizient von der Seite
Rauchgase.
Effizienz
Wärmeübertragung durch Konvektion ist darauf zurückzuführen,
vor allem die Geschwindigkeit der Rauchbewegung
Gase in der Konvektionskammer. Verfolgen
zu hohen Drehzahlen hält sich jedoch zurück
zulässige Widerstandswerte
die Bewegung von Gasen.
Für
engere Strömung um die Rohre
Gase und größere Strömungsturbulenzen
Rauchgasleitungen in Konvektion
In der Regel werden Kammern eingebaut
Schachbrettmuster. In manchen Öfen
Strukturen verwenden gerippt
Konvektionsrohre mit einem hoch entwickelten
Oberfläche.
Fast
alle derzeit in Betrieb befindlichen Öfen
Zeit in Raffinerien,
sind Strahlungskonvektion,
jene.Rohrschlangen befinden sich darin
Konvektions- und Strahlungskammern.
Mit einer solchen Gegenstrombewegung von Rohstoffen
und Produkte der Kraftstoffverbrennung am meisten
volle Nutzung der erzeugten Wärme
wenn es verbrannt ist.
—
VORSICHT 1
|
УÑÑÑойÑÑво еÑÑикалÑно-ÑакелÑнойпеÑи. ein |
rамеÑа конвекÑии ÑаÑположена над камеÑой ÑадиаÑии. Ð Ð Ð Ð Ð Ð Ð Ð δÐ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ÐÐ »Ñ nb ° вномÐμÑного nb ° ÑпÑÐμÐ'Ðμл ÐμÐ½Ð¸Ñ ÑÐμпР»Ð¾Ð²ÑÑ Ð¿Ð¾Ñоков ÑоÑÑÑнки nb ° Ñпол Ð ° гР° ÑÑ d² nb ° ÑмР° Ñном поÑÑÐ'кÐμ Ð ¿Ð¾ ÑенÑÑÑ Ð¿Ð¾Ð´Ð° пеÑи в два ÑÑда.
ein
|
Ð¾Ð´Ð¾Ð²Ð°Ñ ÑаÑÑÑкоÑÑикалÑной ÑилиндÑиÑеÑÑиой Ðа 1 — ÑадианÑнÑе ÑÑÑби. 2 - мÑÑели. з - ÑоÑÑÑнки. ein |
rамеÑа конвекÑии ? Ð Ð Ð Ð Ð Ð Ð Ð Ð μm
ein
|
| Ðμ½½ð¸ººð ¸¸ð𸸸¸¸¸¸μºººÐ½º¼μμññºððð¼¾¼¼¼¼¼¼¼ð¼¼¼ð¼¼ ein |
rамеÑа конвекÑии наÑодиÑÑÑÑÑÑÑÑнад камеÑой ÑадиаÑии. D D D D D D D ¿d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð L. D d d d d d d d d d d d d d d d d d Ð d & mgr; A A A A D D D d & mgr; A A A A Ð d & mgr; d d d d d d d & mgr; d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ Ðð¾ð »ÑѸ¸¸μ ð¿μμñ¸¸¸ðð» Ñðð ° ð²ð½ð¾ð¼¼μμμð½½¾ð¾ð¼¾ ð¾ñð²ð¾ð'ð ° ¾ðððð¾¾ñð½ð ° ððð ° °¾ · · · ·¾ð² ¸¸¸¼μμñ · ·½ð μ ºº¾¾¾ · ð½ð μμðºð¾¾ · ð½ðμð¾ðð¾¾¾ ·½½ðð¾ ð¾¾ð¾ð²ññ¾ ðñð¾¾ð²ññ¾ ðñð¾¾ð²ññ ¾ ððð¾ð²ññ¾ ð '
ein
|
пеÑи Ñипа ЦÐ. ein |
rамеÑа конвекÑии Ð · Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð d & mgr; Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¸Ñ. ÐÐμÑÑикР° Ð »ÑнÑÐμ ÑÑÑÐ ± Ñ ÐºÐ¾Ð½Ð²ÐμкÑионного Ð · мÐμÐμвикР° могÑÑ Ð ± NNN гл Ð ° Ð'кими, ÑÑÐμÐ ± ÑÐμннÑми Dd »D оÑиповР° r½Ð½Ñми.
ein
RÐ°Ð¶Ð´Ð°Ñ ÐºÐ°Ð¼ÐµÑа конвекÑии имееÑмееÑмееÑмой газоÑбоÑник и ÑегÑлиÑÑÑий Ñб.
ein
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
ein
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð
ein
Ðмеевики камеÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑии Ð Ð Ð Ð ñð¶ð¸ Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ° Ð DND »Ð¸ÑиÑÐμл ÑнР° Ñ Ð¾ÑоР± ÐμнноÑÑÑ ÐºÐ¾Ð½ÑÑÑÑкÑии NDD »Ð¸Ð½Ð'ÑиÑÐμÑÐºÐ¸Ñ Ð¿ÐμÑÐμй - Ð ± ол ÐμÐμ nb ° вномÐμÑноÐμ nb ° ÑпÑÐμÐ'ÐμÐ »Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð l опÑÑкР° ÐμмоÐμ ÑÐμÑÑнР° пÑÑжÐμниÐμ повÐμÑÑноÑÑи nb ° Ð'иР° нÑнÑÑ ÑÑÑÐ ± нР° 20 - 30% d ÑмÐμнÑÑиÑÑ Ð²Ð¾Ð · можноÑÑÑ Ð¾ÑÐ »Ð¾Ð¶ÐμнР¸ÑокÑа на внÑÑÑенней повеÑÑноÑÑи ÑÑÑб.
ein
|
ТÑÑбÑаÑÐ°Ñ Ð¿ÐµÑÑÑÑÑÑÑнаклоннÑм Ñводом. ein |
R камеÑе конвекÑии оÑновнР° Ñ Ð¿ÐμÑÐμÐ'Ð ° nb ° ÑÐμпР»Ð ° оÑÑÑÐμÑÑвл ÑÐμÑÑÑ, кР° к ÑкР° Ð · Ð ° но вÑÑÐμ, пÑÑÐμм ÑопÑикоÑновÐμÐ½Ð¸Ñ Ð³Ð ° Ð · ов Ñ ÑÑÑÐ ± ð Рм𸸠(60 - 70%), оññðð Ð Ð ñð½ððμ ñðμп¿¿¾ (20 - 30%) - о и Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð »ÑÑÐµÐ½Ð¸Ñ Ð ð ð ð ² ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · 700 Rbl.
ein
R камеÑе конвекÑии A A A A A A A A D D D D D D D D D D D D d & mgr; d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ðμ Ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ðμð, ð¿ñð¼ðμñ ð'ð, ðñ¸¸¼μμ ððð ð¿ñ¸¼μμμ ðð »ð¿¸¸¼μμμ ð'ð 'ñ 𿾾μ' огÑÐμвР° воР· Ð'ÑÑÐ ° dd »D пР° nb °, нР° л иÑиÐμ конвÐμкÑионной nb ° NND ¸ пÐμÑи нÐμ оР± nden · Ð ° ÑÐμÐ » Ñно.
ein
Physikalische und mechanische Eigenschaften von Solcoat-Verbundwerkstoffen
| Kompositionsoptionen | Grüner Solcoat | CroMag Solcoat | Schwarzer Solcoat | weißer Salzmantel | Hi-e Solcoat | Hi-e Rohre |
| Aussehen | Mattgrün | hellgrün glatt | schwarz grau glatt | Hellgrau glatt | dunkelgrün glatt | grün grau glatt |
| Schmelztemperatur | >1900 | 1800 | 700 | 1500 | >1900 | 1870 |
| Viskosität (4mm) 1) | 13 | 11 | 11 | 13 | 14,6 | 14,6 |
| Wärmeausdehnung | 7,2×10-6 bis 6,4×10-5 | 6,4×10-6 bis 4,8×10-5 | 1.1 – 4.3×10-5 | 9,3×10-6 bis 4,8×10-5 | 6,9×10-6 bis 4,8×10-5 | 9,8x10-5 |
| Wärmeleitfähigkeit [W/m.K] bei 300ºC 2) | 0,088 | 0,088 | 0,189 | 0,083 | 0,089 | 0,089 |
| Dichte nach Kalzinierung [g/cm3] | 2,4 | 1,9 | 3,3 | 2,4 | 2,8 | 2,8 |
| Gewichtsverlust nach Erhitzen auf 750 °C | ||||||
| Emissionsgrad (Schwärze) | 0,92 | 0,9 | 0,32 | 0,98 | 0,98 | |
| Porosität | ||||||
| Temperaturwechselbeständigkeit [ºC/sec] | >600 | >500 | >200 | >500 | >800 | >780 |
| Adhäsion | ||||||
| auf Metall 3) | 13 – 15 | 13 – 15 | 11 – 13 | 12 – 14 | 13 – 14 | 11 – 13 |
| zu Keramik 3) | >40 | >40 | 28 — 45 | >40 | >40 | 28 — 45 |
| Abriebfestigkeit | ||||||
| bei 20ºC 4) | 3,7 (100%) | 3.6 (100%) | 1,5 (100%) 6) | 4,6 (100%) | 3.8 (100%) | 3.9 (100%) 6) |
| bei 1000ºC 4,5) | 3,5 (106%) | 3.6 (105%) | 1,2 (125%) 6) | 4,4 (105%) | 4.6 (105%) | 4.6 (125%) 6) |
| Fester Bestandteil der Zusammensetzung | ||||||
| Scheinbare (Schütt-)Dichte [g/cm3] | 1,43 | 1,27 | 3 | 1,35 | 1,65 | 1,68 |
| Aussehen | Hellgrünes Pulver | Hellgrünes Pulver | Schwarzpulver | Hellgraues Pulver | Dunkelgrünes Pulver | Graugrünes Pulver |
1) bei 18 °C 2) auf glühendem Draht 3) CSN EN 24624 4) ASTM C 704 – 94 5) ∆T= -980 °C 6) Start bei 700 °C, ∆T= -680 °C
—
VORSICHT 2
R камеÑе конвекÑии Ð ° Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ² d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d РРРРРРРРРРРРРРг
ein
R камеÑе конвекÑии пððñðððð ° ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ¸ ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð ° ð ð ð ð ð ð ð ° ð ð ð ð ð ð ¸Ð·Ð»ÑÑÐµÐ½Ð¸Ñ ÑÑенок кладки. Ðð ° ¸¸¸¸ ± ð¾ð »ÑÑðμμμ ðð¾ð» ¸¸ñðμÑððð²¾ Ñðððð »ð ° ð ðºð ° ° °²¼¼μºº ðð¾½ ð ² ²μμðºñ¸¸¸¸¸½μððμðð °¸¸ñÑÑ ñðð °¼¼ññ¾½½½²²ðμμºº¾¾½½½²²²²μμμº¸¸¸½¸²¸¸¸¸μμ¸¸¸¸¸¸¸μμμμμμμμμμμμμ¸μμμμμμμμμμμμμμμμμμμμμμμ¸¸¸¸²μμμμμμμμμ¸μ¸μμμºμμμμμμμμ¸¸μμμμμμμμμμ¸μ¸μμμμμμμμμμμμμμ ' оð½ðððð 60 60ðð ° ° Ðμñ 60 - 70%. 30% D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð
ein
R камеÑе конвекÑии Nb ° ÑпоР»Ð¾Ð¶ÐμÐ½Ñ ÐºÐ¾Ð½Ð²ÐμкÑионнÑÐμ ÑÑÑÐ ± Ñ, воÑпÑинимР° ÑÑиÐμ ÑÐμпл о гР»Ð ° внÑм оР± nb ° Ð · ом пÑÑÐμм конвÐμкÑиР¸ - Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð
ein
|
D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð ñ Ð Ð Ð . ein |
R камеÑе конвекÑии пÐÐðÐðÐ d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð ° dH A A A A Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Lebenslauf. Ðð ° ¸¸¸¸ ± ð¾ð »ÑÑðμμμ ðð¾ð» ¸¸ñðμÑððð²¾ Ñðððð »ð ° ð ðºð ° ° °²¼¼μºº ðð¾½ ð ² ²μμðºñ¸¸¸¸¸½μððμðð °¸¸ñÑÑ ñðð °¼¼ññ¾½½½²²ðμμºº¾¾½½½²²²²μμμº¸¸¸½¸²¸¸¸¸μμ¸¸¸¸¸¸¸μμμμμμμμμμμμμ¸μμμμμμμμμμμμμμμμμμμμμμμ¸¸¸¸²μμμμμμμμμ¸μ¸μμμºμμμμμμμμ¸¸μμμμμμμμμμ¸μ¸μμμμμμμμμμμμμμ ' оð½ððððð 60ñððð °° Ðμñ 60-70% D D D D D D D D D D D D D D D D D D D ÐμÐ d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð
ein
R камеÑе конвекÑии D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ðμ РРРРРРРРРРРРРРРРРРг
ein
R камеÑе конвекÑии а РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
ein
R камеÑе конвекÑии пðððððððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð · ов Ð¾Ñ dd · Ð »ÑÑÐμÐ½Ð¸Ñ ÑÑÐμнок кл Ð ° Ð'ки. Ðð ° ¸¸¸¸ ± ð¾ð »ÑÑðμμμ ðð¾ð» ¸¸ñðμÑððð²¾ Ñðððð »ð ° ð ðºð ° ° °²¼¼μºº ðð¾½ ð ² ²μμðºñ¸¸¸¸¸½μððμðð °¸¸ñÑÑ ñðð °¼¼ññ¾½½½²²ðμμºº¾¾½½½²²²²μμμº¸¸¸½¸²¸¸¸¸μμ¸¸¸¸¸¸¸μμμμμμμμμμμμμ¸μμμμμμμμμμμμμμμμμμμμμμμ¸¸¸¸²μμμμμμμμμ¸μ¸μμμºμμμμμμμμ¸¸μμμμμμμμμμ¸μ¸μμμμμμμμμμμμμμ ' оð½ðððð 60 60ðð ° ° Ðμñ 60 - 70%. 30% D d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð
ein
R камеÑе конвекÑии ÑÑÑÑевой поÑок наÑодиÑÑÑв жидком ÑоÑÑоÑни.
ein
|
СÑема пеÑедаÑи Ñепаа камеÑе конвекÑии. ein |
R камеÑе конвекÑии Ðððððððððð² ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð d d d d d d d d d d d d d d d d d d Ð Ññððμ ½½ÐÐðÐμμμÐμкккμÐμÐ ° кμμμв d d d d d d d d d d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð ¿ °ÐµÑÑÑ ÐºÐ¾Ð½Ð²ÐµÐºÑией; оð½ððððð 60 60 ° 60ñ¸¸ðð Ðμñ 60-70% D D D D D D D D D D D D D D D D Ð ÐμÐ d d d d d d d d d d d d d d d d d d Ð Ð Ð Ð Ð Ð Ð Ð Ð
ein
R камеÑе конвекÑии а РРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРРг
ein
|
? ein |
R камеÑе конвекÑии пðððððððð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð Ð · Ð Ð Ð Ð Ð Ð Ð Ð ° Ð Ð Ð Ð · ов Ð¾Ñ dd · Ð »ÑÑÐμÐ½Ð¸Ñ ÑÑÐμнок кл Ð ° Ð'ки.
ein
|
rechts 1-гоÑелка. 2 - Halskrause 3-змеевики. ein |
Vereinfachte Berechnung der Bestrahlungskammer
Der Zweck dieser Berechnungsstufe besteht darin, die Temperatur der den Ofen verlassenden Verbrennungsprodukte und die tatsächliche Wärmedichte der Oberfläche der Strahlrohre zu bestimmen.
Die Temperatur der Verbrennungsprodukte, die den Ofen verlassen, wird durch die Methode der sukzessiven Annäherung (Methode der Iterationen) unter Verwendung der Gleichung ermittelt:
,
wo QR und Qrk — Wärmespannung der Oberfläche von Strahlrohren (tatsächlich) und auf freie Konvektion zurückzuführen, kcal/m2h;
hR — Heizfläche der Strahlrohre, m2 (siehe Tabelle 2);
hR /HS - das Verhältnis der Oberflächen, abhängig vom Ofentyp, von der Art und Methode der Brennstoffverbrennung; akzeptieren hR /HS = 3,05 ;
ist die mittlere Temperatur der Außenwand der Strahlrohre, K;
- Koeffizient für Feuerstellen mit freier Fackel = 1,2;
MITS \u003d 4,96 kcal / m2 hK - der Strahlungskoeffizient eines vollständig schwarzen Körpers.
Die Essenz der Berechnung nach der Iterationsmethode besteht darin, dass wir die Temperatur der Verbrennungsprodukte einstellen TP, die innerhalb von 10001200 K liegt, und bei dieser Temperatur bestimmen wir alle Parameter, die in der Berechnungsgleichung enthalten sind TP. Als nächstes wird diese Gleichung berechnet TP und vergleicht den empfangenen Wert mit dem zuvor empfangenen. Stimmen sie nicht überein, so wird die Berechnung mit der Übernahme fortgesetzt TPgleich dem in der vorherigen Iteration berechneten. Die Berechnung wird bis zu den angegebenen und berechneten Werten fortgesetzt TP stimmen nicht mit ausreichender Genauigkeit überein.
Für die erste Iteration nehmen wir TP = 1000K.
Mittlere Massenwärmekapazitäten von Gasen bei einer gegebenen Temperatur, kJ/kgK:
; ;
; ; .
Wärmeinhalt von Verbrennungsprodukten bei Temperatur TP = 1000K:
kJ/kg.
Die maximale Temperatur der Verbrennungsprodukte wird durch die Formel bestimmt:
,
wo T die reduzierte Temperatur der Verbrennungsprodukte ist; T = 313K;
T = 0,96 - Effizienz Öfen;
ZU.
Mittlere Massenwärmekapazitäten von Gasen bei Temperatur Tmax, kJ/kgK:
; ;
; ; .
Wärmeinhalt von Verbrennungsprodukten bei Temperatur Tmax:
kJ/kg.
Wärmeinhalt von Verbrennungsprodukten bei Temperatur TBeeindruckend.:
kJ/kg.
Direktrücklaufquote:
Die tatsächliche Wärmebelastung der Oberfläche von Strahlrohren:
kcal/m2h.
Die Temperatur der Außenwand des Bildschirms wird nach folgender Formel berechnet:
,
wo 2 = 6001000 kcal/m2hK ist der Wärmeübergangskoeffizient von der Wand zum erhitzten Produkt; akzeptieren 2 = 800 kcal/m2hK;
- Rohrwanddicke, = 0,008 m (2, Tabelle 5);
= 30 kcal/mchK ist der Wärmeleitfähigkeitskoeffizient der Rohrwand;
verärgert / verärgert - das Verhältnis der Dicke zum Wärmeleitfähigkeitskoeffizienten von Ascheablagerungen; für flüssige Brennstoffe verärgert / verärgert = 0,002 m2hK/kcal (2, S.43);
C ist die Durchschnittstemperatur des erhitzten Produkts;
ZU.
Die durch freie Konvektion verursachte Wärmespannung der Oberfläche von Strahlrohren:
kcal/m2h.
Also die Temperatur der Verbrennungsprodukte, die den Ofen verlassen:
ZU.
Wie Sie sehen können, berechnet TP stimmt nicht mit dem zu Beginn der Berechnung genommenen Wert überein, daher wiederholen wir die Berechnung und nehmen TP = 1062,47 K.
Die Berechnungsergebnisse werden in Form einer Tabelle dargestellt.
Tisch 3
|
Iterationsnummer |
ich |
Tmax, ZU |
imax, |
, |
, ZU |
, |
Tp, ZU |
|
|
2 |
16978,0 |
2197,5 |
45574,6 |
0,6952 |
24467,9 |
599,1 |
3870,3 |
1038,43 |
|
3 |
16415,4 |
2202,7 |
45712,2 |
0,7108 |
25016,9 |
601,0 |
3601,1 |
1046,12 |
|
4 |
16638,2 |
2200,7 |
45658,0 |
0,7046 |
24798,7 |
600,2 |
3707,5 |
1045,81 |
Wir berechnen die Wärmemenge, die in der Strahlungskammer auf das Produkt übertragen wird:
kJ/Std
Abb. 3. Schema der Strahlungskammer eines Rohrofens:
I - Rohstoffe (Input); II - Rohstoff (Output); III - Verbrennungsprodukte von Kraftstoff; IV - Kraftstoff und Luft.
Schlussfolgerungen: 1) berechnete die Temperatur der Verbrennungsprodukte, die den Ofen verlassen, unter Verwendung der Methode der sukzessiven Annäherung; es bedeutet TP = 1045,81 K;
2) die tatsächliche Wärmedichte der Oberfläche der Strahlrohre in diesem Fall war QR = 24798,7 kcal/m2h;
3) Vergleichen des erhaltenen Wertes der tatsächlichen Wärmedichte mit dem zulässigen Wert für diesen Ofen Qhinzufügen.= 35 Mcal/m2h (siehe Tabelle 2), können wir sagen, dass unser Ofen unterlastet ist.
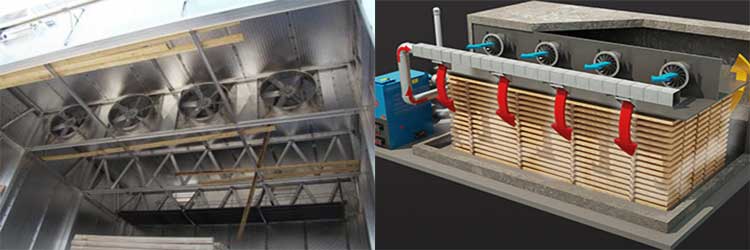
DIY-Fertigung
Das Trocknen von Holz auf private Weise erfordert eine spezielle Kammer, die Sie selbst herstellen können. Wenn Sie mit Ihren eigenen Händen einen Trockner für Holz bauen müssen, müssen Sie auf einem Grundstück eine Fläche von etwa 10 m2 für die Installation zuweisen. Sie benötigen Beton für das Fundament, Material und Wärmedämmung für die Wände, Montageschaum, ein Lüftungssystem, einen Kessel und Hilfsgeräte.

Bauphasen
Der Bau eines Minitrockners besteht aus aufeinanderfolgenden Phasen:
- Vorbereitung des Fundaments für die Installation;
- Mauern;
- Wärmedämmung;
- Installation des Daches und der Türen;
- Installation an der Decke von Heizkörpern und Lüftern;
- Installation des Kessels unter Einhaltung der Sicherheitsvorschriften, Verlegung von Rohren.