OD-luokat
Metalliputkia valmistetaan ulkohalkaisijalla 10 mm - 1420 mm. Tämän parametrin arvon mukaan ne jaetaan tavanomaisesti kolmeen luokkaan:
1. Putket, joiden ulkohalkaisija on 10–108 mm, luokitellaan halkaisijaltaan pieniksi tuotteiksi. Niitä käytetään LVI-järjestelmien asennukseen kerrostaloissa ja omakotitaloissa;
2. Indikaattorilla 114 mm - 530 mm - putkiin, joiden halkaisija on keskimääräinen. Niitä käytetään raakaöljyn keräysjärjestelmissä ja kaupunkien vesijohtojen rakentamisessa;
3. Ulkomitat 530 mm - 1420 mm - halkaisijaltaan suuriin putkiin. Niitä käytetään tärkeimpien öljy- ja kaasuputkien asennuksessa.
Mitkä ovat teräsputkien GOST-standardit
Minkä tahansa tyyppisten teräsputkien teknisten indikaattorien luettelo riippuu suoraan käytetystä valmistusmenetelmästä. Kaikki tämä määritetään GOST:ien avulla, joiden tunteminen ainakin mahdollistaa suositukset tietyntyyppisen putken toiminnalle.
Tällä hetkellä käytetään useimmiten seuraavia teräsputkien tuotantoa koskevia säädöksiä:
GOST 30732-2006. Se hyväksyttiin vuonna 2006: sen määräykset koskevat lämpöä eristävällä kerroksella päällystetystä teräksestä valmistettuja putkia ja liittimiä.
Terästuotteita, joissa käytetään polyuretaanivaahtolämpöeristystä ja polyeteenivaippaa tai suojaavaa teräspinnoitetta, käytetään tapauksissa, joissa on tarpeen asentaa maanalaisia lämpöverkkoja. Jäähdytysnesteen lämpötila ei saa ylittää 140 astetta (nousu 150 asteeseen on sallittu vain lyhyen aikaa). Tässä tapauksessa järjestelmän paine ei saa ylittää 1,6 MPa GOST 2591-2006 (88).
Kuumavalssatulle teräkselle suunniteltu GOST otettiin käyttöön vuonna 2006, vaikka jotkut lähteet sallivat vanhan GOST - 2591-81:n käytön. Asiakirja sisältää tiedot neliömäisistä terästuotteista, joiden valmistuksessa käytettiin "kuumaa" menetelmää. Tämä GOST koskee kaikkia tuotteita, joiden sivukoot ovat 6 - 200 mm.
Isompia neliöputkia valmistetaan, jos valmistaja ja asiakas tekevät erillisen sopimuksen GOST 9567-75. Se edellyttää teräksestä valmistettuja tarkkuusputkia, joille valmistetaan erittäin tarkasti. Erotetaan kylmämuovatut ja kuumavalssatut galvanoidut tai kromatut tarkkuusputket.
Koneenrakennusteollisuus tarvitsee erityisesti tämän korotetun GOST:n GOST 52079-2003 tuotteita. Tämä asiakirja määrittelee standardit pitkittäis- ja spiraalihitsatuille teräsputkille, joiden halkaisija on 114 - 1420 mm. Tällaisista kokonaistuotteista varustetaan pääkaasuputket, putket, joiden kautta öljyä ja öljytuotteita kuljetetaan.
GOST 52079-2003 osoittaa, että vain tuotteita, joilla ei ole syövyttävää aktiivisuutta, voidaan siirtää näiden putkien läpi. Halkaisijaltaan suurien teräsputkien avulla on mahdollista kuljettaa aineita, joiden paine on jopa 9,8 MPa. Ympäristön lämpötilaksi on asetettu -60 astetta.
Samalla on tärkeää tietää, että virallisesti GOST 52079-2003 ei ole enää voimassa: 1. tammikuuta 2015 alkaen uusi GOST 31447-2012.GOST 12336-66 on voimassa. Sen määräyksiä sovelletaan suljettuihin profiilityyppisiin tuotteisiin, joissa on neliön tai suorakulmion muotoinen osa.
1. tammikuuta 1981 alkaen GOST 12336-66:n valtuudet siirrettiin TU:lle 14-2-361-79, mutta sen määräysten merkitystä ei ole menetetty tähän päivään asti GOST 10705-91 (80).
Sisältää luettelon teknisistä ehdoista, joissa valmistetaan pitkittäin hitsattuja teräsputkia, joiden halkaisija on 10-630 mm. Tämän GOST:n mukaisten putkien valmistukseen käytetään hiili- tai niukkaseosteista terästä. Näitä tuotteita käytetään monilla alueilla, mutta etusijalla on veden pumppausputki.
Standardin määräykset eivät koske teräsputkia, joista sähkölämmittimet valmistetaan GOST 10706 76 (91). Koskee sähköhitsattuja pituussuuntaisia teräsputkia, joilla on yleinen käyttötarkoitus. Kuten tästä asiakirjasta käy ilmi, tämän tuotteen halkaisija on välillä 426 - 1620 mm. GOST 10707 80.
Tässä ovat standardit, joiden mukaan valmistetaan sähköhitsattuja kylmämuovattuja putkia, joilla on erilainen tarkkuus: tavallinen, korotettu ja tarkkuus. Tässä asiakirjassa tarkoitettujen tuotteiden halkaisija voi olla 5 - 110 mm: tässä tapauksessa käytetään seostamatonta hiiliterästä. Joskus sähköhitsatuissa pitkittäishitsatuissa tuotteissa on viittaukset GOST 10707 80:een mukana olevissa asiakirjoissa: tämä johtuu siitä, että vuonna 1991 päätettiin jatkaa tämän asiakirjan voimassaoloa.
Putkilinjan osien päätyypit
| mutkia | pistokkeet | ||
| siirtymät | asennus | ||
| t-paidat | sovitinrenkaat |
Teollisia (teknologisia) ja pääputkikuljetuksia on alueellisesta sijainnista ja tarkoituksesta riippuen. Kaasu- ja öljyputket, jotka kuljettavat tuotteita tuotantolaitoksilta jalostus- ja kulutuspaikoille eli tehtaille tai merisatamiin myöhempää purkamista tankkereihin ja edelleen kuljettamista varten, luokitellaan runkoputkikuljetukseksi. Valmiit öljytuotteet lähetetään jalostamoilta päätuoteputkia pitkin kulutusalueille. Venäjän alueella pääputkien kokonaispituus on noin 200 000 km, mukaan lukien erilaiset vesiesteet, joita ne ylittävät matkallaan yli 5 000 kertaa.
Yli kolmannes teollisuusyritysten putkistosta on teknologisia putkia. Prosessiputkistolla kuljetetaan raaka-aineeksi katsottavia nesteitä, höyryä, kaasua, puolivalmiita tuotteita, valmiita tuotteita, tuotantojätettä tai teknologisen prosessin oikeaan sujumiseen tarvittavia tuotteita. Lisäksi nämä putkistot kuljettavat syttyviä ja vaarallisia tuotteita eri lämpötiloissa ja paineissa.
Teknisten putkien luokitus tapahtuu seuraavien kriteerien mukaan:
Sijainti: intershop, intrashop.
Asennusmenetelmä: maan päällä, maassa, maan alla.
Sisäinen paine: ei-paine (painovoima), tyhjiö, matala paine, keskipaine, korkea paine.
Kuljetettavan aineen lämpötila: kryogeeninen, kylmä, normaali, lämmin, kuuma, tulistettu.
Kuljetettavan aineen aggressiivisuus: ei-aggressiivinen, hieman aggressiivinen (matala-aggressiivinen), keski-aggressiivinen, aggressiivinen.
Kuljetettu aine: höyryputket, vesiputket, öljyputket, kaasuputket, happiputket, polttoöljyputket, asetyleeniputket, öljyputket, bensiiniputket, happoputket, alkaliputket, ammoniakkiputket jne.
Materiaaliversio: teräs, teräs sisä- tai ulkopinnoitteella, ei-rautametallit, valurauta, ei-metalliset materiaalit.
Yhteystapa: irrotettava, irrotettava.
Putkilinjojen liitososien laajuus on monipuolinen: raskas kemianteollisuus, petrokemianteollisuus, kaasu; erilaisten erikoistuneiden valmisteiden tuotanto; sähkövoimateollisuus (CHP ja NPP); öljyn ja kaasun sekä muiden mineraalien etsintä, tuotanto, käsittely ja varastointi; metallurgian ja teräksen tuotanto; laivanrakennus, auto- ja elintarviketeollisuus; maa- ja vesirakentaminen ja kunnallistekniikka (kaukolämpö ja vesihuolto, vedenkeruu- ja vesivoimalaitokset, jakelu, kastelujärjestelmät, kuljetus- ja pumppausasemat, jätevedenpuhdistamot, vedenkäsittely ja vedenkäsittely, ohjausjärjestelmät).
Tehtaamme valmistaa putkien osia erilaisista teräksistä: hiili-, niukkaseosteisista, seosteräksistä, joilla on korotettu korroosion- ja kylmänkestävyys, ei-metallisista materiaaleista sekä erilaisilla suojapinnoitteilla.
Saumattomien teräsputkien valikoima GOST 8732-78 91 mukaan
GOST 8732-78 (91) mukaisten kuumamuovattujen saumattomien teräsputkien tuotannolle on ominaista pitkät ja monimutkaiset prosessit. Tämä tekijä selittää tämän tuotteen suhteellisen korkean hinnan. Kuumamuovattujen ja kylmävalssattujen saumattomien putkien käyttö soveltuu äärimmäisiin olosuhteisiin, joissa seuraukset voivat olla vakavimmat, jos pieninkin vuoto tapahtuu.
Raaka-aineet kuumamuovattujen putkien valmistukseen ilman saumoja ovat metalliaihiot: lävistysprosessi ja kuumennus korkeisiin lämpötiloihin johtavat onttojen sylintereiden muodostumiseen niistä - hihoista. Aluksi niiden epäsäännöllinen muoto, joka johtuu telojen kulusta, saa tasaiset ääriviivat. Hihasta leikataan 4-12,5 m pitkiä segmenttejä (pituus voidaan mitata ja mittaamaton).
GOST:n mukaan kuumavalssatulle teräkselle pieni seinäpaksuusero on sallittu. Sama pätee halkaisijan poikkeamiin: tärkeintä on, että nämä erot eivät ylitä erityisiä sääntelyohjeita. Luettelo sallituista halkaisijapoikkeamista standardin GOST 8732-78 (91) mukaan on saatavilla erityisissä asiakirjoissa.
6. Putkiliittimet
Putkilinjan tarvikkeet
tarkoitettu
kuljetettujen öljyvirtojen hallinta
putkien kautta. Toimintaperiaatteen mukaan
varusteet on jaettu kolmeen luokkaan: sulku,
valvontaa ja turvallisuutta.
Sulkuventtiilit (luistiventtiilit)
peittää osan kokonaan
putki, säätelevät
(paineensäätimet)
- muuttaa painetta tai virtausta
pumpattava neste, turvallisuutta
(käänteinen ja
varoventtiilit) - suojaamaan
putket ja laitteet
ylittää sallitun paineen ja
estää myös käänteisiä virtoja
nesteitä.
luistiventtiilit olla nimeltään
lukituslaitteet, joissa käytävä
poikkileikkaus on päällekkäinen translaatiolla
liikuttamalla suljinta suuntaan
kohtisuorassa kulkusuuntaan nähden
öljy. Rakenteellisesti (kuva 12.10) venttiili
on kiinteä valettu tai
hitsattu runko, varustettu kahdella
haaraputket liittämistä varten
putkisto (laipoilla tai
hitsaus) ja katkaisijaan kytketty kara
elementti ja ohjaa
vauhtipyörä tai erikoiskäyttö.
Karan lähtökohta
tiivistetty rauhasella
tiivisteet.
Sälekaihtimen suunnittelun mukaan
venttiilit on jaettu kiila- ja
rinnakkain.
Pääöljyputkien venttiilit
varustettu sähkökäytöllä (kuva 12.11).
Paineen säätimet
laitteita kutsutaan
työntekijöitä automaattiseen huoltoon
paine vaaditulla tasolla. V
missä tuettu
paine - ennen säädintä tai sen jälkeen -
erottaa säätimet "itselleen" ja
"minun jälkeen".
|
|
|
|
Riisi. 12.11. Laipallinen teräksinen luistiventtiili 1 — |
|
|
Riisi. |


Turvallisuus
venttiilit olla nimeltään
estäviä laitteita
paine putkilinjassa yli asetettu
määriä. Käytetään öljyputkissa
pieni ja täysnoston turvallisuus
suljetun tyyppiset venttiilit
periaate, jonka mukaan osa nesteestä poistetaan paikasta
lisääntynyt paine sisään
erityinen esivalmistettu jakotukki (kuva.
12.12).
takaiskuventtiili olla nimeltään
peruutuksenestolaite
väliaineen liikkuminen putkilinjassa.klo
venttiilejä käytetään öljyn pumppaamiseen
taaksepäin pyörivä - sulkimella,
pyörii vaakatasoon nähden
akselit (kuva 12.13).
Pääöljyputkien ankkuri
suunniteltu 6,4 MPa:n työpaineelle.
Tuotantoteknologia
Teknologinen prosessi, jolla sähköhitsattuja putkia valmistetaan, koostuu useista toiminnoista. Se on melko monimutkaista, työlästä ja aikaa vievää. Jotta sähköhitsattu putki saavuttaisi lopullisen muotonsa, se rullataan nauhasta (nauhasta), joka on aiemmin valmistettu kylmällä tai kuumalla muodonmuutoksella.
Laadukkaiden ja luotettavien erihalkaisijaisten putkien valmistukseen käytetään pääasiassa radiotaajuushitsausta, joka muun muassa mahdollistaa metallin liitosprosessin suorittamisen melko suurella nopeudella. Tällä hitsausmenetelmällä esivalssatun työkappaleen läpi johdetaan suurjännitevirrat, jotka edistävät sen reunojen nopeaa kuumenemista. Jotta työkappaleen kuumennettujen ja sulaneiden reunojen tilalle muodostuisi luotettava hitsi, ne puristetaan toisiaan vasten korkealla paineella. Aihion saamiseksi vaaditun halkaisijan omaavalle sähköhitsatulle putkelle teräsnauhasta (nauhasta) käytetään erityisiä puristusmyllyjä.
Tämä tekniikka, jota käytetään erikoistuneissa yrityksissä pitkittäis- ja spiraalisaumaisten sähköhitsattujen teräsputkien tuottamiseen, mahdollistaa korkealaatuisten ja luotettavien tuotteiden tuottaman ulostulon lisäksi myös houkuttelevan ulkonäön (hitsaus tällaisia tuotteita on lähes huomaamaton).
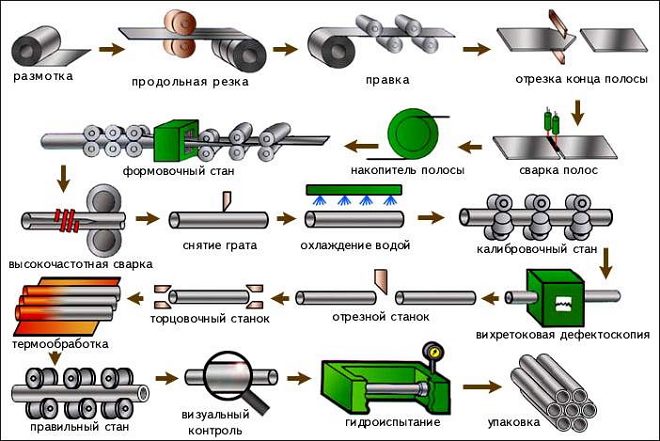
Hitsattujen putkien valmistuksen teknologinen prosessi
Muun tyyppiset GOST:t teräsputkille
Normatiiviset asiakirjat koskevat myös muita teräsputkiin liittyviä tuotteita ja toimintoja.
Luettelo GOST:ista, jotka säätelevät menetelmiä ja menettelyjä asennusta varten käyttämällä teräsputkia, sekä erilaisia kiinnittimiä ja niiden liitoselementtejä:
Hitsaus. GOST 16037-80 - sisältää luettelon teräsputkien hitsausvaatimuksista. Siellä on myös asetus päärakenneosille, tyypillisille hitsausliitoksille muiden elementtien kanssa (tämä ei koske sähköhitsejä, jotka ovat itse teräsputkissa).
GOST 6996-66 - se säätelee kaikkien metalliliitosten lujuusominaisuuksia. Tämä termi tarkoittaa yleensä kaikkia liitoksen putkistoosia. GOST 8966-75 kuvaa, kuinka metalliset suorat kytkimet valmistetaan, joiden avulla luodaan teräsputkia.
Ne voidaan galvanoida, joissa on sylinterimäinen kierre päissä: niiden avulla on sallittua asentaa putkia ei-aggressiivisten väliaineiden kuljettamiseen, joiden lämpötila on enintään 175 astetta, enintään 1,6 MPa:n paineella. GOST 8967-75 viittaa galvanoitujen tai yksinkertaisten nippojen tuotantoon, joissa on sylinterimäinen kierre: ne yhdistävät useimmiten vesiputket tai kaasujärjestelmät. Nippojen halkaisijat ovat 8-100 mm, galvanoiduilla malleilla on merkintä "C".
GOST 8968-75 määrittää lukkomutterin tekniset ominaisuudet korroosionestopinnoitteella tai ilman: ne ruuvataan päämutterien päälle. Itsensä purkamisen estämiseksi. Massatuotanto on keskittynyt lukkomuttereihin, joiden halkaisija on 8-50 mm: suurempia kokoja valmistetaan vain yksittäistilauksesta.
GOST 8969-75:n mukaan kannusten tuotantoa säännellään: tälle liitokselle on tunnusomaista päässä oleva kierre, jolla voi olla eri pituus. Niiden avulla järjestetään putkistojen kiinteät liitokset ja niiden lujuus on lähes sama kuin hitsattujen. Niitä käytetään putkien kiinnittämiseen vaakasuoraan osiin.
Puristimet ovat metallisten U-muotoisten kannattimien muodossa, joissa on pultit ruuvaamista varten.Teräsputket voidaan joskus kiinnittää muovipuristimilla, mutta liitoksen lujuus tässä tapauksessa heikkenee. Puristimien lisäksi putkistot voidaan varustaa myös kannakkeilla, kannakkeilla, peitteillä, ripustimilla.
Lisäksi kiinnittimien tehtävänä ei ole vain kiinnittää putkia turvallisesti: ne imevät hyvin tärinää ja estävät hieman lämpölaajenemista. GOST 24137-80 koskee metallipintoja teräsputkille, joiden halkaisija on 15-240 mm
Kiinnitintä luotaessa on tärkeää ottaa huomioon, että kiinnikkeiden välinen etäisyys vaakasuoralla alustalla on vähintään 0,75 mm, pystysuorassa - 1-1,5 mm
https://youtube.com/watch?v=z4AjL8HmOcwrel%3D0%26controls%3D0%26showinfo%3D0
- ru-stroyka.com
- www.ktzholding.com
- tubespec.com
Terästarkkuusputket GOST 9567-75:n mukaan
Tätä tuoteryhmää valvoo erillinen GOST, koska niiden valmistus edellyttää lisääntyneen tarkkuuden ja erityistoimenpiteiden noudattamista.
Tämäntyyppiset metalliputket luokitellaan seinämän paksuuden ja valmistustavan mukaan:
Erittäin ohuilla seinillä. Tässä halkaisijalla on suhde seinämän paksuuden ollessa yli 40, paksuuden ollessa alle 0,5 mm. Ohuilla seinillä.
Ensimmäiselle osoittimelle asetetaan taso 40 tai sen alle, seinämän paksuus on alle 1,5 mm Paksuilla seinillä. Ensimmäinen suhde on 6 - 12,5. Erityisen paksut seinät. Suhde on alle 6.
Kaikki tarkkuusputket ovat saumattomia, ja niillä on korkea isotrooppinen jäykkyys. Tämä mahdollistaa erilaisten entistä tarkempien ja monimutkaisempien järjestelmien järjestämisen jopa ohutseinäisistä terästuotteista GOST 9567-75:n mukaisesti. Tällaisen putken pinta voi olla galvanoitu tai fosforipinnoitettu öljyllä.
Saumattomat putket
Saumattomien putkien erottuva piirre on niiden rakenteen eheys. Ne on jaettu kylmään ja kuumaan muotoutuneeseen. Kylmämuovatut tuotteet valmistetaan GOST 8734-75 ja 8733-74 perusteella.
Niiden ulkohalkaisija voi olla 5-250 mm ja seinämän paksuus 0,3-24 mm. Tällaisille tuotteille on ominaista tarkat geometriset mitat ja korkea pintakäsittely. Useimmiten niitä käytetään jäähdytysteollisuudessa, auto- ja lentokoneteollisuudessa sekä putkistojen laskemisessa.
Kuumamuovatut putket valmistetaan standardien GOST 8732-78 ja 8731-74 perusteella. Niiden ulkohalkaisija ja seinämän paksuus voivat vaihdella välillä 28-530 mm ja 2,5-75 mm.
Tällaisilla tuotteilla on korkeampi jäykkyys verrattuna kylmämuovattuihin tuotteisiin, ja ne ovat huonosti taivutettuja. Ulkoisesti kuumamuovattujen putkien pinta on karkea. Useimmiten niitä käytetään koneenrakennuksessa, öljy- ja kemianteollisuudessa sekä korkean suunnittelupaineen putkistojen rakentamiseen.
Saumattomille putkille on ominaista liitosten puuttuminen
Teräksiset sähköhitsatut putket suorilla saumoilla, GOST 10705-91 mukaan
Luettelo teknisistä ehdoista, joiden mukaan suorasaumaiset sähköhitsatut putket on valmistettu teräksestä, sisältää GOST 10705-91.
Tämän asiakirjan tärkeimpiä säännöksiä ovat seuraavat:
- Sallitun kaarevuuden koko ilmoitetaan 1,5 mm / lineaarimetri lämpökäsitellyille tuotteille ja 2 mm / lineaarinen metri läpäisemättömille tuotteille. Jos asiakas haluaa, ensimmäisessä tapauksessa parametri voidaan pienentää 1 mm:iin, toisessa - 1,5 mm:iin. Jos putkelle tehdään lämpökäsittely, niin asiakkaan asianmukaisella suosituksella erityinen suoja Tätä toimenpidettä varten voidaan luoda ilmakehä. GOST 10707-91 mukaisen suorasauman sähköhitsatun putken reunat leikataan pois 90 asteen kulman mukaisesti, minkä jälkeen puhdistetaan kaikki ilmenneet epäsäännöllisyydet ja viat .
Teollisuudessa käytettävät teräksestä valmistetut kaasu- ja öljyputket ovat erillisen GOST:n alaisia.
Kuten jo mainittiin, GOST 52079-2003 koskee sähköhitsattuja terästuotteita, joiden suorasauma on halkaisijaltaan suuri. Lisäksi erikoisluokkaan kuuluvat monet moottoripyöräteollisuuden käyttämät hitsatut ja saumattomat teräsputket. Näiden tuotteiden minkään osan kaarevuus ei saa olla yli 1,5 mm. Sääntelyasiakirja 12132-66 sallii tuotteiden valmistuksen poikkeuksellisen korkealla tai korkeammalla tarkkuudella.
Putkien mittausjärjestelmät
Suosituimpien vesi- ja kaasuputkien parametrien ilmoittamisessa kotitalouksien tarpeisiin on yksi ominaisuus. Rakennettaessa vesiputkia niiden käytöllä yksittäiset elementit liitetään useimmiten kierremenetelmällä.
Tätä varten putkien ulkopintaan kiinnitetään lanka. Koska tämä parametri on tärkeä järjestelmää koottaessa, valmistaja ilmoittaa sen. Tässä tapauksessa kierteen halkaisija on aina pienempi kuin putken ulkohalkaisija.
Tähän mennessä putkien parametrien kuvaamisessa on käytetty kahta mittausjärjestelmää: imperiaalista ja metristä. Ensimmäisessä kaikki parametrit on ilmoitettu tuumina. Sitä käytetään vain vesi- ja kaasuputkien ja niiden liitososien yhteydessä.
Metrijärjestelmässä kaikki parametrit ilmoitetaan millimetreinä, senttimetreinä tai metreinä. Joskus erityyppisiä putkia liitettäessä on tarpeen laskea niiden mitat uudelleen järjestelmästä toiseen. Tätä varten käytetään erityisiä taulukoita, jotka on annettu GOST 6357-81:ssä.
Fysikaalis-kemialliset ominaisuudet
Tilanmuutos eristeiden kuumentamisen tai jäähdytyksen aikana luonnehtii niiden fysikaalisia ja kemiallisia ominaisuuksia sekä kemiallisesti aktiivisia aineita kosteuden, mekaanisten kuormien jne. vaikutuksesta. Ei-toivotut ja joskus hätävaikutukset sähköasennusten toiminnassa voivat aiheuttaa sähköeristysmateriaalin äärimmäistä kuumenemista. Esimerkki tästä on tulipalo, oikosulku, sähköisku ihmisille. Tämä asettaa eristeille korkeat vaatimukset niiden lämmönkestävyyden suhteen.
Lämmönkestävyys on eristeen kykyä kestää tiettyä käyttölämpötilaa pitkän aikaa ilman, että sen sähköeristysominaisuudet muuttuvat merkittävästi. Se erottaa seitsemän luokkaa sähköeristysmateriaaleja, joita käytetään lämpötiloissa 90, 105, 120, 130, 155, 180, yli 18-0 °C. Useilla materiaaleilla (asbesti, keraamiset materiaalit, kiille jne.) on rakenteensa vuoksi korkea lämmönkestävyys. Kuitumateriaalit - silkistä, puuvillasta, selluloosasta jne. lämmönkestävyyden lisäämiseksi ne kyllästetään erityisillä aineilla.
Jotkut dielektriset aineet voivat sulaa kuumennettaessa, kuten kiille, parafiini, ja myös pehmentää - hartsit, bitumit tai jopa syttyä tuleen (sähköeristysnesteiden höyryt puhkeavat tietyissä lämpötiloissa): kaapeliöljy, muuntaja, synteettiset sähköeristysnesteet .
Eristeiden jäähtyminen johtaa elastisuuden menettämiseen sekä halkeamien jne. Jokaiselle tämän materiaalille on ominaista kylmänkestävyys. Kylmäkestävyys tarkoittaa eristeen kykyä säilyttää perusominaisuudet jäähtyessään. Esimerkiksi kiinteän eristeen kylmänkestävyydeksi katsotaan sellainen lämpötila (alle 0°C), jossa sen mekaaninen tuhoutuminen alkaa.
Monet sähköasennukset toimivat ulkona, ja niiden sähköeristysmateriaalit altistuvat myöhemmin kosteudelle. Kyllä, ja ympäristöstä ja suljetuissa sähköasennuksissa, teknologisen prosessin erityispiirteistä riippuen, myös sähkölaitteet altistuvat kosteudelle. Ensinnäkin sen sähköeristysominaisuudet huononevat veden tunkeutuessa eristeeseen, koska vesi on epäilemättä sähkövirran johdin. Kosteuden imemiselle ympäristöstä on ominaista dielektrisen kosteuden imeytymiskyky. Kosteuden absorptio määritetään myös empiirisesti: dielektristä näytettä pidetään tislatussa vedessä 24 tuntia tavallisesti 20 °C:n lämpötilassa; ja on muitakin tapoja määrittää kosteuden imeytyminen.
Kiinteille eristeille on ominaista myös niiden pinnan kostuvuus vedellä, koska veden läsnäolo vähentää eristeen ominaispintasähkövastusta. Kastumiskulmaa käytetään kostuvuuden arvioimiseen.Mitä suurempi kosketuskulma on, sitä pienempi on eristeen kostuvuus ja sitä paremmat sen sähköeristysominaisuudet. Kemiallisesti aktiivisessa (aggressiivisessa) ympäristössä käytettäväksi tarkoitettujen sähköeristysmateriaalien on kestettävä alkalien ja happojen vaikutus. Tällaiset ominaisuudet määritellään pitkälti samalla tavalla kuin kosteuden imeytyminen.
Suurin osa monista sähköeristysmateriaaleista käytetään käyttötarkoituksensa lisäksi myös metallijohtimien suojaamiseen korroosiolta. Ydinvoimatekniikan ja avaruustekniikan nopean kehityksen myötä eristeiden säteilynkestävyydelle asetetaan yhä korkeammat vaatimukset.
Viskositeetti on ominaista myös nestemäisillä eristeillä, se määräytyy ajan perusteella, jolloin neste virtaa ulos astiasta, jolla on tiukasti määritelty aukko ja muoto.
Laitteiden, sähkökoneiden ja muiden sähkölaitteiden valmistuksessa, sähköasennusten korjauksessa tai asennuksessa on usein tarpeen käsitellä sähköeristysmateriaaleja mekaanisin keinoin, kuten poraamalla, leikkaamalla, hiomalla jne.
Tästä on tärkeää tietää eristeiden mekaaniset ominaisuudet, kuten kovuus, vetolujuus jne., ja yhtä tärkeää on tietää eristeiden ominaisuudet liukenemaan liuottimiin ja lakkoihin, tarttumaan toisiinsa. Äärimmäiset ominaisuudet ovat erityisen yleisiä uusien, progressiivisten menetelmien käyttöönoton yhteydessä sähkölaitteiden, koneiden ja sähkötöiden kokoamiseen.
Putkien halkaisijat
Putkien poikkileikkauksen mittoja kuvaamaan käytetään seinämän paksuuden lisäksi useita eri halkaisijoita:
Sisähalkaisija ilmaistaan aina millimetreinä; nimellishalkaisija on mittaton määrä. Se on samanlainen kuin sisähalkaisija, mutta ei välttämättä vastaa sitä kooltaan. Itse asiassa ehdollinen läpikulku on putkien keskimääräisen sisähalkaisijan arvo pyöristettynä ylös- tai alaspäin.
Sen arvo on tärkeä tehtäessä laskelmia koko nesteen, höyryn tai kaasun syöttöjärjestelmästä. Tämän parametrin mukavuus käy ilmi käytännön sovelluksessa.
Tässä tapauksessa taatun toimintajärjestelmän kokoamiseksi valitaan putket ja liittimet, joilla on sama nimellisreikä; ulkohalkaisija on putkien tärkein kokonaiskoko.
Vesi- ja kaasuputket ovat yleisin materiaali kotitalouksien LVI-järjestelmien kokoamiseen.
6. Kaasumaiset eristeet
Edut
kaasut ennen muita tyyppejä
sähköeristysmateriaalit ovat:
korkea ominaissähkö
vastus, pieni tangentti
dielektriset häviöt; pieni, lähellä
yksikködielektrinen permittiivisyys.
Kaasujen arvokkain ominaisuus
on heidän kykynsä palauttaa
sähkövoima purkautumisen jälkeen.
Paitsi ilma sähkönä
eristystä käytetään laajalti kaksi- ja
kolmiatomiset kaasut - typpi, vety,
hiilidioksidi. Sähköinen vahvuus
nämä kaasut ovat harvinaisia normaaleissa olosuhteissa
eroavat toisistaan ja voivat
otettava riittävällä tarkkuudella
yhtä suuri kuin ilman voimakkuus. Pöytä
3.5.1 näyttää sähkösuhteen
joidenkin kaasujen vahvuus, mukaan lukien
korkea lujuus, Epr g sähköiseksi
ilman vahvuus, joka on otettu
yksikkö. Pisteet on annettu samassa taulukossa.
kiehuvat kaasut normaalipaineessa.
Taulukko 3.5.1
|
Kaasu |
Tiheys kg/m3 |
lämpötila |
^tf |
|
Typpi |
1,25 |
-196 |
1,0 |
|
Heksafluoridi |
6,70 |
-64 |
2,3 |
|
dikloorifluorimetaani |
6,33* |
-30 |
2,4 |
|
Trifluorimetyylipentaftoririkki |
— |
-20,4 |
3,05 |
paras
käytettyjä kaasuja koskevien vaatimusten mukaisesti
sähköeristysrakenteissa,
täyttää SF6:n ja freonin. Heksafluorietaani
ei voida käyttää korkealla
paineet alhaisesta kriittisestä
parametrit.
Johtopäätös
Suosituimmat kotikäyttöön ovat vesi- ja kaasuputket.Kun tiedät niiden perusparametrit sekä metristen ja tuumaisten tuotteiden ominaisuudet ja niiden väliset erot, molempia materiaaleja voidaan käyttää putkistoissa tai lämmitysjärjestelmissä.
Vaikka markkinoilla on tällä hetkellä valtava määrä erilaisia polymeeriputkia, tämä ei vaikuta terästuotteiden suosioon, sillä ne ovat kuten ennenkin välttämättömiä monilla rakentamisen, teollisuuden ja kotitalouksien elämänalueilla. Teräksestä, erityisesti galvanoidusta teräksestä, valmistetuille putkille on ominaista merkittävä kestävyys, lujuus ja helppo asennus, ja niiden valikoimat on suunnattu GOST-standardeihin vuosille 2003 ja 2006 (tietyt standardit on siirretty 1900-luvun toiselta puoliskolta).


