Metalliputkien liittäminen
Yhtä usein kommunikoinnin asennossa käytetään myös metalliputkia. Näistä suosituimpia ovat valurauta ja metalli.
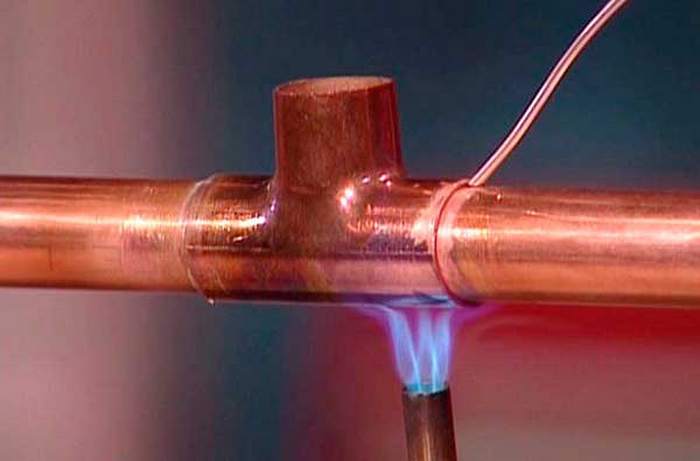
Kupariputken juottamiseksi sinun on ostettava erikoistyökalu - juotos. Se on valmistettu pehmeistä sulavista metalleista, kuten tinasta, messingistä jne. Juotos on metallitankojen (kova juote juottamiseen korkeissa lämpötiloissa) tai hienolangaisena (juottaminen jopa 459 asteen lämpötiloissa).
Kupariputkien liittäminen juottamalla näyttää tältä:
- Tubasta leikataan tarvittavat palat;
- Putken laajentimen avulla valurautaputki laajenee toisesta päästä (tulevaisuudessa tällainen laajennus toimii pistorasiana);
- Kaksi putkea poistetaan rasvasta ja käsitellään erityisellä juoksutuspastalla juotteen korkealaatuiseen liittämiseen kuparin kanssa;
- Sen jälkeen sinun on käytettävä juotetta juottamiseen.
- Käsittelemme siis kahden putken liitokset polttimella, kunnes juote sulaa.
- Kun kupariputkien liittäminen on valmis, sinun on poistettava juotosjäännökset kuivalla rievulla ja annettava elementtien jäähtyä kokonaan.
- Linjakäännösten luomiseen käytetään erityisiä kupariliittimiä, jotka juotetaan samalla tavalla.
Liitymme valuraudaan

Valurautaputkia käytetään nykyään harvemmin, mutta niillä on myös oikeus elämään. Valurautaputkien liittäminen suoritetaan useimmiten pistorasiassa. Tekniikka näyttää tältä:
- Putken laajennettu pää puhdistetaan kokonaan ja rasvat poistetaan;
- Putken ohut pää työnnetään myös siihen, myös rasvaton;
- Nyt pistorasian vapaa tila täytetään hinauksella nopeudella 1/3 koko käytettävissä olevasta alueesta, jotta hinaaja ei myöhemmin pääse järjestelmään;
- Sen jälkeen jäljellä oleva tila täytetään asbestisementillä, rikillä, tiivisteaineella tai laajenevalla sementillä. Täydellistä kuivumista odotellessa. Näin yhdistetään kaksi valurautaputkea.
Lisäksi on mahdollista liittää valurautaputkia eri kokoonpanojen liittimien avulla. Eli käytetään varusteita, satuloja, kytkimiä jne.
Valuraudan hitsaus kuparipohjaisilla elektrodeilla
Kuparipohjaisilla elektrodeilla hitsausta käytetään kaikissa tapauksissa, joissa ei vaadita hitsin suurta lujuutta. Kupari, kuten nikkeli, ei muodosta yhdisteitä hiilen kanssa, mutta se ei käytännössä liukene rautaan. Siksi kerrostettu sauma ei ole homogeeninen; kuparipohjassa on korkeahiilisen rautafaasin sulkeumia, joiden kovuus on lisääntynyt.
Kupari-rautaelektrodit OZCH-2, OZCH-6 on valmistettu kalsiumfluoridipinnoitteesta kuparitankosta, johon on lisätty 50 % rautajauhetta. Näitä elektrodeja käytetään halkeamien hitsaukseen moottorilohkojen vesivaippaissa, lohkon päissä jne. Halkeama porataan päihin ja leikataan 70-90° kulmassa 2/3 osan paksuudesta. Halkeaman reunat puhdistetaan huolellisesti, koska ruosteen, öljyn ja muiden epäpuhtauksien jäämät aiheuttavat sauman huokoisuutta. Hitsaus suoritetaan lyhyellä kaarella tasavirralla, jonka napaisuus on käänteinen, katkoksin osan jäähdyttämiseksi 50-60 ° C:n lämpötilaan. Tiukemman sauman saamiseksi taotaan 40-60 mm:n osat välittömästi hitsauksen jälkeen. OZCH-elektrodilla kerrostettu kerros on kuparia, joka on kyllästetty raudalla ja sekaantunut korkeakovuuden karkaistuun teräkseen. Sauman reunalla valkaisualueet sijaitsevat erillisissä osissa. Melko korkeasta kovuudesta huolimatta sauma voidaan työstää kovametallityökalulla. Kupari-nikkelielektrodit MNP-2 ovat monel-metallista valmistettuja sauvoja (28% kuparia, 2,5% rautaa, 1,5% mangaania, loput nikkeliä). Näiden elektrodien nikkeli ei muodosta yhdisteitä hiilen kanssa, joten hitsi saadaan alhaisella kovuudella, jäähdytetty valurautavyöhyke puuttuu lähes kokonaan, karkaistu valurautavyöhyke on alhainen, jota voidaan helposti vähentää pienellä karkaisulla.Lisäksi saumaan muodostuu vähemmän huokosia ja halkeamia, se on helpompi käsitellä, mutta sen lujuus on heikko. Siksi kupari-nikkelielektrodeja käytetään usein yhdessä kupari-rautaelektrodien kanssa. Ensimmäinen ja viimeinen kerros levitetään kupari-nikkelielektrodilla (tiheyden varmistamiseksi ensimmäisessä kerroksessa ja käsittelyn parantamiseksi viimeisessä), loput sulatetaan kupari-rautaelektrodilla. Pinnoitus kupari-nikkelielektrodilla suoritetaan samalla tavalla kuin kupari-rautaelektrodilla.
Kylmähitsauksessa ja valuraudan pinnoituksessa (eli hitsauksessa ja pinnoituksessa ilman esikuumennusta) erityisillä elektrodeilla on tyypillistä, että prosessi suoritetaan minimilämmöntuonnilla lyhyissä 25-60 mm pituisissa vanteissa jokaisen päällekkäisen palteen jäähdyttämisen kanssa. ilmaa enintään 60 °C:n lämpötilaan. Joskus on suositeltavaa takoa jokainen rulla kevyillä vasaraniskuilla.
Lämmityksen seurauksena rakenteeseen syntyneet hitsausjännitykset voidaan poistaa lähes kokonaan, jos hitsiin ja lämpövaikutusvyöhykkeelle syntyy plastisia muodonmuutoksia. Tämä voidaan saavuttaa takomalla saumoja. Takominen suoritetaan metallin jäähdytysprosessissa vähintään 450 °C:n lämpötiloissa tai 150 °C:n ja sitä alhaisemmissa lämpötiloissa. Lämpötila-alueella 400–200 °C saattaa muodostua repeämiä metallin alentuneen plastisuuden vuoksi. Hitsausliitoksen erityistä lämmitystä taontaa varten ei yleensä vaadita. Iskut tehdään manuaalisesti 0,6-1,2 kg painavalla vasaralla pyöristetyllä päällä tai pneumaattisella vasaralla vaihtamalla sauman kuviota pienellä vaivalla. Monikerroksisessa hitsauksessa jokainen kerros taottu, paitsi ensimmäinen, jossa voi syntyä halkeamia ja pintakäsittelyä iskusta. Tämä tekniikka on erittäin tehokas jännitteiden lieventämiseen rakenneteräksistä ja valuraudasta valmistettujen osien ja kokoonpanojen jäykissä muodoissa hitsattaessa halkeamia ja sulkevia hitsejä.
Hitsausliitoksen takominen lisää myös rakenteen väsymislujuutta.
Näkymät:
152
Valuraudan harmaa
Harmaa valurautaa käytetään laajalti koneenrakennuksessa. Se sai nimensä murtuman harmaasta väristä, koska valurautarakenteessa on vapaata hiiltä grafiitin muodossa. Metallipohjatyypistä riippuen harmaat valuraudat ovat perliittisiä, perliitti-ferriittisiä ja ferriittisiä.
Taulukko 1. Harmaavalurauta, niiden pääominaisuudet ja sovellukset
| Brändi | σv MPa | HB | Ominaisuudet ja sovellus |
| SC10 | 275 | 139-274 | Matalavastuuvaluvalut, joiden seinämäpaksuus on enintään 15 mm (kotelot, kannet, kotelot jne.), osat, joille lujuusominaisuus ei ole pakollinen - pullot, varusteet, kehykset, pannut, koristeosat, massiiviset rakennuspilarit, perustus laatat |
| MF15 | 314 | 160-224 | Matalavastuuvaluvalut, joiden seinämäpaksuus on 10 - 30 mm (putket, venttiilirungot, venttiilit, joiden paine jopa 20 MPa jne.), kevyesti kuormitetut rungon osat, osamoottorilevyt, vivut, hihnapyörät, vauhtipyörät, öljy ja jäähdytysnestesäiliöt, suodatinkotelot, laipat, kannet, ketjupyörät |
| MF18 | 354 | 167-224 | Vastuulliset valut, joiden seinämäpaksuus on 10 - 20 mm (hihnapyörät, hammaspyörät, pedit, jarrusatulat jne.) |
| MF20 | 397 | 167-236 | Kriittiset valukappaleet, joiden seinämäpaksuus on enintään 30 mm (sylinterilohkot, männät, jarrurummut, vaunut jne.), korkeamman lujuuden ja kulutuskestävyyden omaavien runko-osien valmistukseen, osien, jotka vaativat tiiviyttä jopa 8 MPa (80) paineissa. kgf / cm2), kotelot, vaihteistot, päätuet, tasapainottimet, etulevyt, holkit, vaunut, sylinterit, pumput, puolat, liittimet, kompressorit |
| MF25 | 450 | 176-245 | Kriittiset valukappaleet, joiden seinämäpaksuus on enintään 40 mm (muotit, männänrenkaat jne.), jotka on tarkoitettu vahvemman ja kulutuskestävyyden omaavien perusrunko-osien valmistukseen, osien, joihin kohdistuu korkeammat tiiviysvaatimukset |
| SC3O | 490 | 177-250 | Kriittiset valukappaleet, joiden seinämäpaksuus on enintään 60 mm (männät, dieselvaipat, rungot, meistit jne.), kiinnikkeiden, pöytä- ja jarrusatulaliukujen, pintakarkaistujen osien, sylintereiden, pumppupesien, diesel- ja polttomoottoreiden valmistukseen, männänrenkaat, kampiakselit ja nokka-akselit |
| MF35 MF45 | 540 | 193-264 | Vastuulliset erittäin kuormitetut valukappaleet, joiden seinämän paksuus on enintään 100 mm (pienet kampiakselit, höyrykoneiden osat jne.) osista, joille asetetaan tiiviysvaatimukset yli 8 MPa:n paineessa |
Grafiitilla on huonot mekaaniset ominaisuudet. Se rikkoo metallipohjan eheyttä. Metallipohjan rakeiden välissä sijaitseva grafiitti heikentää niiden välistä sidosta. Siksi harmaalla valuraudalla on huono vetolujuus ja erittäin alhainen sitkeys ja sitkeys. Mitä suuremmat ja suoremmat grafiittisulkeumat ovat, sitä huonommat ovat valuraudan mekaaniset ominaisuudet. Harmaan valuraudan kovuus ja puristuskestävyys ovat lähellä teräksen kovuutta, jolla on sama rakenne kuin valuraudan metallipohjalla.
Grafiitilla on myös jonkin verran positiivista vaikutusta valuraudan ominaisuuksiin, erityisesti se lisää sen kulutuskestävyyttä, toimii samalla tavalla kuin voitelu, lisää työstettävyyttä, koska se tekee lastuista hauraita, auttaa vaimentamaan tuotteen tärinää ja vähentää kutistumista valuraudan valmistuksessa. .
Harmaan valuraudan mekaanisia ominaisuuksia voidaan parantaa jakamalla tasaisesti hienolamelligrafiittia valuun. Tämä saavutetaan erityisellä prosessoinnilla - modifioinnilla, kun nestemäiseen rautaan lisätään ennen valua lisäaineita, jotka muodostavat ylimääräisiä grafitoitumiskeskuksia, jolloin saadaan hienolamelligrafiittia. Tällaista grafiittia sisältävää valurautaa kutsutaan modifioiduksi. Se eroaa tavallisesta harmaavaluraudasta suuremmalla vetolujuudella, mutta sen sitkeys ja sitkeys eivät paranna modifioinnin aikana.
GOST 1412-85:n mukaan kirjaimet SCh valuraudan laadussa tarkoittavat harmaata valurautaa. Kaksinumeroinen luku vastaa vetolujuutta σv MPa. Standardi normalisoi harmaavaluraudan vetolujuuden σv = 274÷637 MPa, kovuus - 143÷637 HB ja kemiallinen koostumus.
Harmaan valuraudan pääominaisuudet ja sen käyttö on esitetty taulukossa 1.
Venttiililaite
LVI- ja lämmitysjärjestelmiin voidaan asentaa kahden tyyppisiä venttiilejä:
- pallo;
- venttiili.
Palloventtiilin työelementti on rungon sisällä oleva pallo. Pallossa on läpimenoreikä. Jos venttiili on auki, palloa käännetään reiästä kohti vesivirtausta. Suljetussa asennossa pallo kääntyy kuurolla puolella veteen. Lukituselementin kääntäminen tapahtuu kahvan avulla.

Palloventtiili laite
Venttiiliventtiilin sulkuelementti on tiivisteellä varustettu venttiili, joka sijaitsee karassa, jota lasketaan ja nostetaan kahvaa kääntämällä.
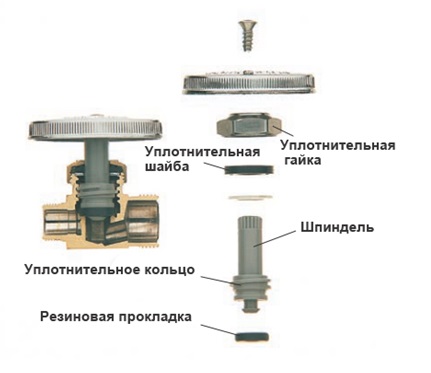
Venttiiliventtiililaite
Palloventtiili, toisin kuin venttiililaite, on sulkuventtiili, eikä sitä voida käyttää nestevirtauksen säätelyyn. Palloventtiiliä ei voida korjata, ja jos laitteen toiminnassa ilmenee toimintahäiriö, se on vaihdettava kokonaan.
Pallorautaputkien edut
Joissakin tapauksissa vedenjakelussa käytettävät erityisen vahvat valurautaputket ovat välttämättömiä, koska niillä on seuraavat ominaisuudet ja ominaisuudet:
- Kyky kestää nestepainetta järjestelmässä aina 1,6 MPa:iin asti.
- Kestää hyvin kosteusmuutoksia ja äkillisiä lämpötilan muutoksia.
- Korroosionkestävä.
- Mekaanisten vaurioiden kestävyys.
- Vahvuus.
- Muovi.
- Asennuksen helppous.
- Pitkä käyttöikä - jopa 100 vuotta.
Erinomaisten fysikaalisten ja mekaanisten ominaisuuksien lisäksi pallografiittivalurautainen viemäriputki on myös ympäristöystävällinen:
- tällaisten putkien läpi kulkeva vesi pysyy täysin vaarattomana ja kulutukseen sopivana, koska se ei ole saastuttanut vieraita epäpuhtauksia;
- käyttöiän lopussa putket voidaan hävittää kokonaan ympäristöä vahingoittamatta.
Muovi- ja valurautaputkien liittäminen
Kuinka liittää valurautaputket muoviin? Kaikki riippuu syystä, joka ajaa tähän vaiheeseen. Ja tämä ei välttämättä korvaa (jatkoa) valurautalinjaa.
Yksi mahdollisista skenaarioista on hätätilanteiden esiintyminen olemassa olevassa muovi-valuraudan risteyksessä.
Aluksi oletetaan, että valurautaputkien liittäminen muoviin ei ole alttiina ulkoisille vaikutuksille (lämpötila tai mekaaninen vaikutus). Yksinkertaisesti sanottuna vuotoja esiintyy liitoksen paineen alenemisesta (tiiveys on rikki).
Vuoto voi tapahtua seuraavista syistä:
- Vesivasara, joka on erittäin harvinainen.
- Äkilliset lämpötilan muutokset (esimerkiksi sammutettaessa / päälle kuumaa vettä tai vaihdettaessa kylmästä kuumaan veteen).
Jälkimmäisessä tapauksessa ongelman syy on valuraudan ja muovin erilaiset laajenemiskertoimet sekä huonolaatuinen liitos (viemäriadapteri valuraudasta muoviin). Jälkimmäiseen voi muodostua halkeama, koska valurauta ei laajene yhtä tasaisesti kuin muovi. Lisäksi hela voi yksinkertaisesti avautua (kiinnitys heikkenee).
Ongelman ratkaisemiseksi sinun on vaihdettava kulunut osa (siirtyminen valuraudasta muoviin) tai kiristettävä "itsevierittyvä". On huomattava, että korkealaatuiset modernit varusteet on suojattu spontaanilta purkautumiselta. Lisäksi voit käyttää tällaisten tuotteiden puristamista. Siksi on parempi olla säästämättä lisävarusteissa.
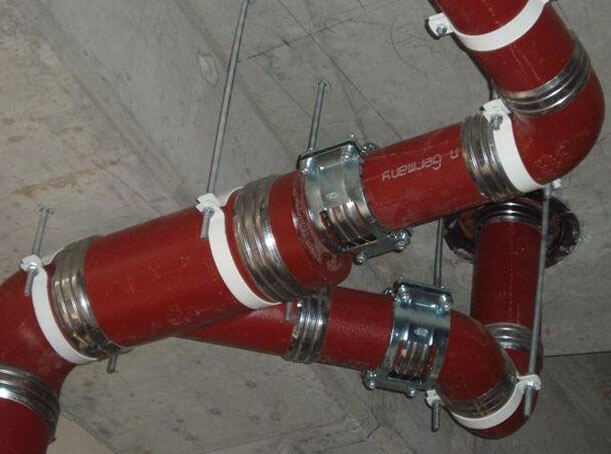
Polypropeeniliitin, suunniteltu muovi- ja metalliputkien liittämiseen
Toinen skenaario on tarve pidentää valurautalinjaa. Mahdollisuus säästää rahaa viimeistelemällä asunnon ympärillä oleva muovijohdotus, joka on kytketty olemassa olevaan valurautaiseen nousuputkeen, voi työntää samaa askelta. Mutta jos metallinen nousuputki jää, ongelmaa ei poisteta kokonaan - liitoksessa on suuri vuototodennäköisyys (jäteveden siirtyminen muovista valuraudaan).
Koska "valurauta-muovi" -järjestelmien telakointi on jo pitkään otettu käyttöön, nykyaikaisilta markkinoilta löydät sellaisen elementin kuin siirtymäkumimansetti (vakiohalkaisijat).
Kuinka liimata metalli käytännössä muoviin
Putken liitäntätavan valinta riippuu saatavilla olevan valurautaputken tyypistä:
- valurauta pistorasiaan putki;
- putki pistorasialla.
Jälkimmäisessä tapauksessa tavallinen käyttäjä (ilman erityiskoulutusta) voi telakoida yksittäisiä elementtejä. Muussa tapauksessa (hylsy on vaurioitunut tai sitä ei ollut olemassa), sinun on käytettävä puristusliitosta, jolla on tietty malli - toisessa päässä on pistorasia (liitäntä muovijohtoon) ja toisessa kierre leikattu liittämistä varten valurautapäähän. Voit laittaa muoviputken valurautaputkeen itse, jos ostat etukäteen:
- adapteri valurautaiselle viemäriputkelle tai puristusliittimelle;
- tiivistemateriaali, jota voidaan käyttää rouvin tai teflonteipin avulla;
- jakoavaimet (kaksi osaa).
Tällaisen yhteyden vaiheet voidaan kuvata seuraavasti:
- Ruuvaa irti olemassa oleva kytkin (liukuva valurautaliitin) kohdasta, johon muovijohto on tarkoitus tuoda. Vaihtoehtoisesti voit katkaista valurautaputken irti hiomakoneella.
- Katkaise valmistetun metallipään lanka voitelemalla tämä paikka öljyllä (kiinteällä öljyllä).
- Pyyhi kierteet, tuulentiivistemateriaali ympäriltä ja voitele silikonitiivisteaineella.
- Ruuvaa puristusliitin kiinni - toimenpide on suositeltavaa suorittaa manuaalisesti ilman avainta. Muuten osa voi vaurioitua mekaanisesti. Liitin on kiristettävä, kun järjestelmä on täytetty vedellä (näin voidaan välttää vuoto eikä purista itse liitintä).
https://youtube.com/watch?v=39fa3je7waI
KATSO VIDEO
Jos aiot rakentaa lämpöjohdon tai toimittaa kuumaa vettä, on suositeltavaa käyttää erityistä adapteria (siirtymäholkki valuraudasta muoviin), jossa on tiivistävä kumitiiviste. Vaihtoehtoinen ratkaisu on käyttää halkaistua messinkiholkkia, jossa on PVC-elementti.
Lopuksi on syytä sanoa, että on parempi vaihtaa sisäinen johdotus muoviin etukäteen odottamatta hätätilannetta. Loppujen lopuksi muovirakenne on vähemmän vaativa (ei vaadi huoltoa), eikä sen toimintaan liity epämiellyttäviä hajuja. Vain asiantunteva henkilö voi yhdistää valurautaputken muoviputkeen!
Mahdolliset toimintahäiriöt ja keinot niiden poistamiseen
Laite on korjattava, jos:
- venttiili ei sulje vettä. Toimintahäiriön syyt voivat olla:
- lukituslaitteena toimivan tiivisteen kuluminen;
- sulkuventtiilin irrottaminen karasta;
- karan mutka;
- venttiilin saastuminen vedessä olevilla kerrostumilla;
Jos kara on vääntynyt tai venttiili on irti, holkki on vaihdettava.
- vuotava tai tippuva venttiili. Tärkeimmät syyt tällaiseen toimintahäiriöön voivat olla:
- halkeaman muodostuminen laitteen runkoon;
- rauhasen tiivisteen puuttuminen tai riittämätön määrä.
Tiivisteen vaihto ja kotelon puhdistus
Jos haluat korjata venttiilin omin käsin, kun tiiviste on kulunut, tarvitset seuraavat työkalut ja materiaalit:
- jakoavain;
- pala LVI-kumia;
- sakset;
- pihdit;
- veitsi;
- pellavalankaa tai muuta tiivistysmateriaalia.
Tiivisteen itsevalmistukseen tarvitaan kumia ja saksia. Jos tiedät, mikä tiiviste on asennettu karaan, voit ostaa valmiin tuotteen putkiliikkeestä.
Tiiviste vaihdetaan seuraavasti:
- säädettävällä jakoavaimella on tarpeen ruuvata irti nosturilaatikko, joka kiinnittää venttiilin karan;

Venttiilin purkaminen tiivisteen vaihtoa varten
- pihdit irrota mutteri, joka kiinnittää tiivisteen;
- aluslevy ja viallinen tiiviste poistetaan;
- kumista leikataan pala, jonka mitat ovat hieman suuremmat kuin venttiilin mitat;
- leikatun kumipalan keskelle tehdään reikä;
- kumi on asennettu venttiiliin ja kiinnitetty mutterilla;
- ylimääräinen kumi leikataan pois saksilla venttiilin ympäriltä. Valmiin tiivisteen on oltava täysin venttiilin mittojen mukainen;

Uuden tiivisteen kiinnitys karaan
- veitsellä venttiilin runko puhdistetaan. On suositeltavaa poistaa huolellisesti kaikki jäämät paitsi laitteen kotelosta myös kierreliitännästä;
Jos koteloa ei voida puhdistaa mekaanisella toimenpiteellä, voidaan käyttää kerosiinia tai WD-40 nestettä.
- nosturilaatikko on asennettu kierteeseen;
- liitäntä tiivistetään, minkä jälkeen laite voidaan kiinnittää kokonaan.
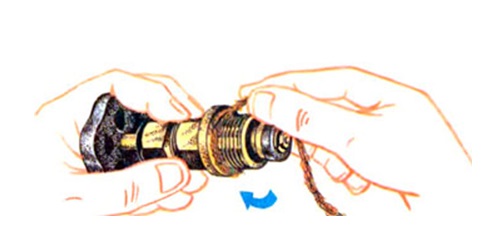
Kierteen tiivistys pellavalangalla
Venttiilin korjaus on suoritettava, kun vedensyöttö (lämmitys) on suljettu.
Laipan tiivisteen vaihto
Jos hanan venttiili vuotaa, ongelma on useimmissa tapauksissa tiivisteen puuttuminen tai liiallinen tiivistys. Korjaukseen tarvitset:
- säädettävä jakoavain tai sopivan kokoinen jakoavain;
- rauhanen pakkaus;
- veitsi tai litteäpäinen ruuvimeisseli tiivistämiseen.
Tässä tilanteessa voit korjata venttiilin itse seuraavan kaavion mukaisesti:
- sulje järjestelmän vedensyöttö;
- irrota kiertokahva;
- ruuvaa kiinnitysmutteri irti.Kiinnitystä löysäätäessä on suositeltavaa pitää karaa yhdessä asennossa;
- poista tiivisterengas, joka kiinnittää tiivisteen;
- poista vanha pakkaus veitsellä tai ruuvimeisselillä;
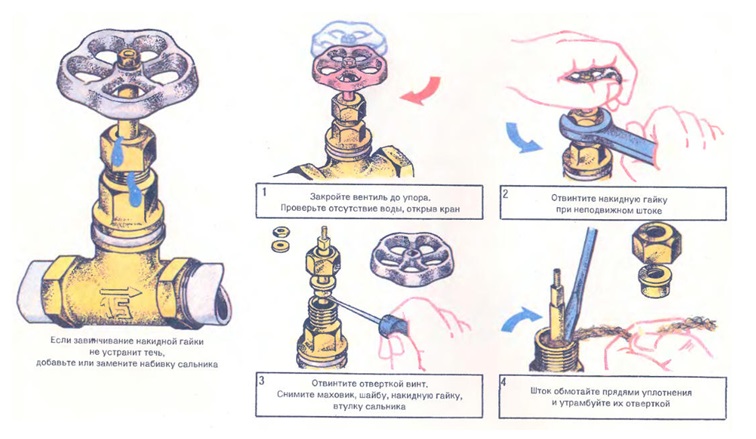
Laipan tiivisteen vaihtoprosessi vuodon poistamiseksi
- levitä ja tiivistä uusi tiivistemateriaali;
- kokoa hana päinvastaisessa järjestyksessä.
Tiivisteen ja tiivisteen vaihtoprosessi kuvataan yksityiskohtaisesti videossa.
https://youtube.com/watch?v=r7a44zQX2oo
Halkeamien korjaus
Jos venttiili vuotaa ja vuodon syy on halkeama venttiilin rungossa, voit:
- vaihda venttiili kokonaan;
- sulje halkeama erikoismateriaaleilla.
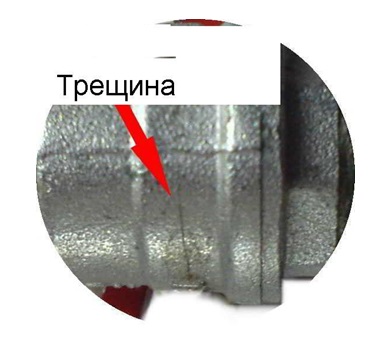
Halkeama venttiilin rungossa
Halkeamien tiivistämiseen käytetyistä materiaaleista voidaan erottaa kylmähitsausmenetelmä.

Välineet kylmämetallien hitsaukseen
Tarkat ohjeet tuotteen käyttöön löytyvät pakkauksesta. Yleinen käyttötapa on seuraava:
- paikka, jossa halkeama on korjattava, puhdistetaan lialta ja poistetaan rasvasta asetonilla;
- koostumus valmistetaan käyttöä varten;
- valmis seos levitetään halkeamaan ja jaetaan tasaisesti pinnalle;
Hitsauslujuuden vuoksi on suositeltavaa levittää seosta suuremmalle alueelle kuin itse halkeama vie.
- koostumuksen odotetaan kuivuvan täydellisesti, minkä jälkeen on mahdollista puhdistaa ja maalata hitsauskohta.

Menetelmä kylmähitsauksen käyttämiseksi halkeaman korjaamiseen
Näin voit poistaa yleisimmät venttiiliongelmat itse. Jos suoritetut korjaustyöt eivät auttaneet korjaamaan tilannetta, venttiili on vaihdettava.
Valuraudan ja muovin yhdisteet
Viemärien vaihtoprosessissa käytetään tällä hetkellä kehittyneempiä materiaaleja kuin valurautaa. Tässä tapauksessa sinun on liitettävä järjestelmäosa yhteiseen valurautaiseen putkistoon. Usein tämän itsenäinen toteutus suoritetaan työntämällä yksi tuote toiseen, mitä seuraa tiivistäminen sementtilaastilla.
Tätä lähestymistapaa ei voida kutsua luotettavaksi, koska on olemassa plastisen muodonmuutoksen ja vuotamisen uhka. Muovi- ja valurautaputket on liitettävä erittäin huolellisesti, koska näiden kahden materiaalin reaktio lämmitykseen on melko erilainen (lisätietoja: ""). Kaikki tämä voi mitätöidä tiivistyksen. Toinen haitallinen vaikutus tällaiseen liitokseen on ajoittain esiintyvä tärinä ja isku viemärijärjestelmässä.


Jos pistorasiaa ei ole, asennus suoritetaan kahdella sovittimella. Ensin putki puhdistetaan lialta ja ruosteesta, minkä jälkeen valurautaputki varustetaan ensin kumisovittimella ja sen jälkeen muovisella. Mitä tulee muoviputkeen, se asetetaan muovisovittimen sisään.
Kuinka hitsata valurautaa metalliin sähköhitsauksella

31.12.2018
Korjaustöitä tehtäessä syntyy tilanteita, joissa on tarpeen yhdistää erilaisia metalleja. Voiko valurautaa hitsata teräkseen? Kyllä, mutta ihmiset, joilla on kokemusta, voivat tehdä sen.
Valurautaseoksille on ominaista korkea hiilipitoisuus, jonka palaessa metallin rakenne muuttuu. Liitos hitsataan matalassa lämpötilassa, 120°C asti. Päinvastoin, terästä on lämmitettävä voimakkaasti.
Valurautaosien yhdistämiseksi muihin rautaseoksiin on kehitetty puskurikerrostekniikka. Nikkelipinnoite mahdollistaa erilaisten metallien vahvan sidoksen.
Valuraudan hitsaustekniikka teräksisellä kulutuselektrodilla
On olemassa useita tapoja hitsata valurautaa, niitä käytetään valurautaseosten liittämiseen muiden metallien kanssa:
- Kuuma - ennen osien yhdistämistä uunit esilämmitetään 600 ° C: een kokonaan. Kuumennus puhalluspolttimella on sallittu vain työskentelyalueella (valurauta muuttuu purppuranpunaiseksi). Käytetään turvallisiin yhteyksiin.
- Puolikuuma, sopii seostetuille seoksille. Liitettävät osat lämmitetään osittain tai kokonaan 200-300°C:een.
- Kylmä - osat on kytketty ilman lämmitystä, sitä käytetään peittokuviin - saumat toimivat puristuksessa.
Metallien liittäminen manuaalisella sähköhitsauksella edellyttää pintojen esikäsittelyä. Valurautaseos on huokoista ja imee hyvin öljyä. Tahran rasvan poistaminen ei riitä, se on puhdistettava puhtaaksi kerrokseksi, muuten sauma tulee löysäksi.
Kuinka teräs hitsataan valurautaan:
Ensin sinun on valittava nykyiset parametrit. Jos hitsauskone toimii vain vakiona, vaihda napaisuus päinvastaiseksi. On tarpeen ottaa huomioon avoimen piirin ilmaisin (napojen välinen jännite ilman kaaria), sallittu arvo on enintään 54 V. Vaihtovirralla saa työskennellä vain 54 V:n avoimella piirillä.
Hitsaus suoritetaan pienissä osissa, telat valmistetaan enintään 3 cm:n pituisiksi, ensin valurauta kerrostetaan, sitten teräsosa hitsataan puskurikerrokseen.
Paksuseinämäiset saumat hitsataan kerroksittain, jokainen taotaan ennen seuraavan levittämistä
Se on tehty kohtisuoraan ensimmäiseen nähden - näin saavutetaan yhteyden lujuus.
Kun valurautaseos on liitetty teräkseen kuumalla ja puolikuumalla menetelmillä, on tärkeää tarkkailla pintavyöhykkeen jäähdytystapaa. Sauma kuumennetaan ajoittain, jotta se jäähtyy vähitellen
Äkillisesti jäähtyessään valurautaseos halkeilee syntyvien sisäisten jännitysten vuoksi.
Elektrodien valinta
Käytä erityisiä, joissa on:
- helppo sytytys käynnistyksen yhteydessä;
- alhainen tunkeutumiskyky;
- korkea kerrostumisnopeus;
- tuloksena olevan helmen kovuus.
Venäläiset merkit:
- TsCh-4 - monitoimilaitteet selluloosapinnoitteella erottuvat vakaasta palamisesta, hyvästä pinnasta;
- OZCH-2, OZCH-25 - käytetään ohutseinäisten elementtien hitsaukseen, ne eivät pala metallien läpi syvälle;
- MNP-2, OZZHN-2 käytetään vain valurautaosien kuumaliittämiseen metallien kanssa.
Tuotu, käytetty kriittisiin saumoihin:
- Zeller 866, Zeller 855 - universaali, he keittävät valurautaa raudalla ilman esilämmitystä;
- Ficast NiFe - luo yhteyksiä, jotka toimivat vakaasti taivutuksessa, vääntössä.
Tärkeä!
Ennen työtä on tärkeää kuivata elektrodit hyvin, lämmittää ne, ne lämmitetään 160 - 300 ° C. Mutta pakkauksesta otetaan vain muutama pala - uudelleen kuivattaessa ja lämmitettäessä pinnoite murenee
Argonkaarihitsauksen käyttö
Tulenkestävien elektrodien ja kupari-nikkeli-täyttölangan käyttö antaa hyvän tuloksen.
Kuinka teräs hitsataan valurautaan (muutamia suosituksia):
- Lisäaine valitaan metallityypin ja valuraudan tyypin mukaan. Nikkelipohjainen täytelanka valitaan useammin, pinnoite irrotetaan ensin siitä.
- Argonia käytetään suojakaasuna, se säästää saumaa hapettumiselta.
- Työhön valitaan tulenkestävät volframielektrodit.
- Kokeneet hitsaajat käyttävät ohutseinäisten elementtien kanssa työskentelyyn pieniä ohuita valurautapaloja langan sijaan.
- Liitoksissa, joissa on vain staattista kuormitusta (puristus), voidaan käyttää nikkeliseoksia. Ne tarttuvat hyvin kaikkiin teräslajeihin.
Tärkeitä kohtia valuraudan ja teräksen hitsausprosessissa
- Työtä tehdään matalassa asennossa.
- Tela valmistetaan nopeasti ilman, että muodostuu leveä sulamisallas.
- Harmaa valurauta keitetään huonommin, se on lämmitettävä, sitten kerrostuu nikkeliä sisältävä kerros. Silloin yhteys on vahva.
- Seostetuissa teräksissä valurauta muodostaa löysän sauman, jonka on oltava hyvin taottu.
- Sauma on kypsennettävä tasaisesti, ilman teräviä vaihteluita pidikkeen kanssa.
Kuinka hitsata valurauta metalliin sähköhitsauksella Linkki pääjulkaisuun
Liitämme polypropeenia

Polypropeenin liitosmenetelmät riippuvat täysin tuotteiden halkaisijasta. Joten putket, joiden halkaisija on enintään 63 mm, liitetään muhvihitsauksella tai hylsyyn. Halkaisijaltaan suuremmat putket yhdistetään päittäishitsauksella.Samalla on syytä muistaa, että manuaalisen juotosraudan avulla juottaminen voidaan suorittaa vain putkille, joiden halkaisija on enintään 40 mm. Suuret elementit juotetaan ammattimaisilla keskityslaitteilla.
Polypropeeniputkien hitsauslämpötila on 220-230 astetta.
Juotostekniikka näyttää tältä:
- Putket leikataan halutuiksi segmenteiksi;
- Polymeerin reunat on poistettu perusteellisesti rasvasta;
- Seuraavan segmentin reunaan kiinnitetään merkki, jonka pituus on 2 mm pidempi kuin kannan syvyys;
- Yhdistettävien tuotteiden molemmat päät ovat kosketuksissa juotosraudaan (putki työnnetään suuttimeen ja pistorasia asetetaan siihen);
- 3-5 sekuntia lämmitetyt elementit liitetään rajoittimeen ja jäähtyvät kokonaan.
PP-putket voidaan liittää myös puristusliittimillä.
Sileiden valurautaputkien liitäntä
Putkilinjaa voidaan luoda paitsi valurautaisten hylsyputkien avulla: usein harjoitetaan sileiden rakenteiden käyttöä. Kuinka yhdistää valurautaputki teräsputkeen tässä tapauksessa? Täällä tarvitset erilaisten laitteiden läsnäolon yhdistämistä varten: ensinnäkin puhumme kytkimistä, satuloista, risteistä, mutkista. Mikä vaihtoehto on sopivin, määräytyy putkilinjan halkaisijan ja liitännän tyypin mukaan.
Useimmiten tähän käytetään jonkin lajikkeen valurautaputken liittimiä:
- Sylinteri. Soveltuu saman halkaisijan omaavien putkien liittämiseen. Useimmiten tällainen liitos on varustettu kierteellä.
- Kaksisylinterinen. Niitä käytetään tapauksissa, joissa liitettyjen putkien halkaisija vaihtelee. Tällaisen liittimen sisällä on myös kierre.
- Futorki. Tämä liitin on varustettu sekä sisä- että ulkokierteillä, joita käytetään pääasiassa lämmitysjärjestelmissä.
Kytkin on erittäin helppokäyttöinen. Ensimmäinen vaihe on merkintä, jonka aikana määritetään jokaisen putken upotusaste liittimen sisällä
Tässä tapauksessa on tärkeää saavuttaa päiden liitos täsmälleen kytkimen keskellä. Tiivistä kahden erikoistiivisteen välinen liitos
Usein putkilinjalla on tietty laskukulma tai oksat. Tässä tapauksessa muut varusteet tulevat apuun. Voit liittää valurautaiset viemäriputket kulmaan mutkien avulla. Ulkonäöltään nämä ovat putkenosia, joilla on tietty taivutuskulma (10, 15, 30, 60 ja 90 astetta).

On myös mahdollista liittää valurauta- ja teräsputket seuraaviin laitteisiin:
-
Tee
. Mahdollistaa kolmen putkilinjan yhdistämisen kerralla. Useimmiten se sijoitetaan paikkaan, jossa viemäri haarautuu. -
ylittää
. Mahdollistaa neljän putken liittämisen kerralla. -
Satula
. Sitä käytetään, kun päälinjaan liitetään halkaisijaltaan pienempi putki. Useimmiten tällä tavalla liitetään vapaasti seisovat LVI-laitteet.
Näiden laitteiden päät voidaan varustaa pistorasialla tai suorilla osilla. Saumojen tiivistys suoritetaan erilaisilla tiivisteaineilla ja hinauksella.


