Työkalut
Pehmeän ja joustavan kupariputken halkaisijaa voi kasvattaa myös manuaalisesti vetämällä se sopivan kokoisen kartiomaisen aihion päälle.
Oikean geometrian kelloa on kuitenkin erittäin vaikea saada näin käsityöläisellä tavalla. Seinät voivat olla paksuudeltaan epätasaisia, jolloin ohuemmat seinät venyvät liikaa ja paksummat eivät veny ollenkaan. Myös ihmisen kohdistama voima on epätasainen, joten putki voi vääntyä käytön aikana ja aihio vinoon, minkä seurauksena hylsy muuttuu epäsymmetriseksi ja vinoon.
Purkamisen tekemiseksi siistiksi ja halutun muotoisen hylsyn muodostamiseksi putken reunasta, joka voi edelleen varmistaa rakenneosien luotettavan liitoksen, käytetään erilaisia työkaluja.
Expander
Tämä on manuaalinen mekanismi, jossa soihdutus tehdään yksinkertaisella voimankäytöllä, aivan kuten käytettäessä kartiomaista aihiota. Laajennin koostuu kahdesta kahvasta ja laajentimesta - liukuvasta kartiomaisesta elementistä, joka työnnetään putkeen. Vipujen vaikutuksesta laajentimen osat eroavat eri suuntiin venyttäen putkea.

Laajennus on edullinen ja sen avulla voit tehdä työn nopeasti ja ilman suuria vaivaa. Tällä työkalulla on kuitenkin vaikea saada laadukasta tulosta. Seinät venyvät epätasaisesti, ohuemmat osat voivat rikkoutua.
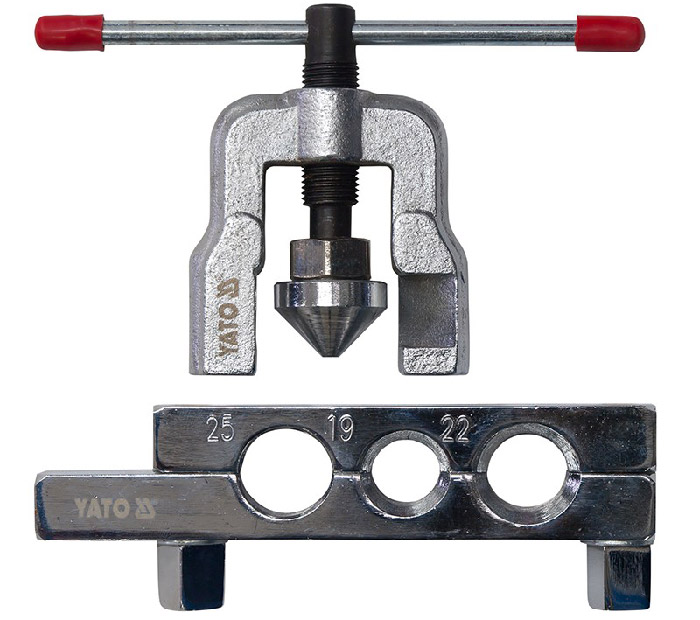
kartiopolttokone
Tämä on pieni sarja kahdesta työkalusta: meisti ja itse soihdutustyökalu.
Matriisi on ruuvipuristin, jossa on useita sylinterimäisiä reikiä, jotka on laajennettu ylhäältä 45⁰:iin. Reikien koot vastaavat standardiputkien halkaisijoita.
Levittäjä koostuu:
- kotelot ohjaimilla,
- kartiomainen laajennus,
- ohjausmekanismi,
- tehoruuvi.
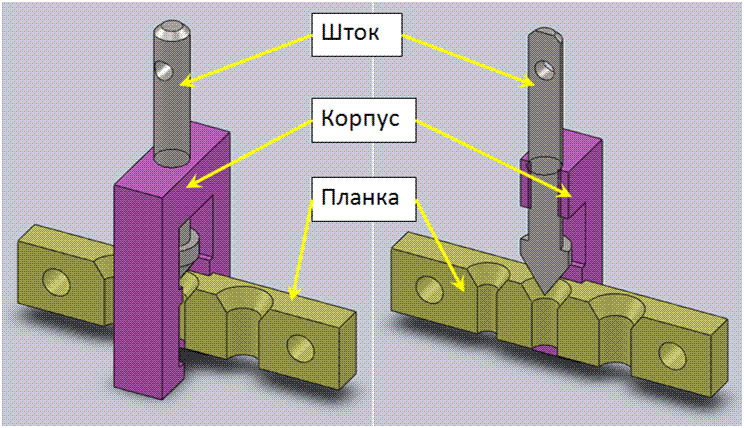
Kun ohjausmekanismia ohjaavaa tehoruuvia pyöritetään, laajennusosa ruuvataan vähitellen putken reunaan laajentaen sitä. Ohjaimet varmistavat putken ja laajentimen suhteellisen sijainnin muuttumattomuuden, minkä ansiosta ei synny vääristymiä ja saadaan tasainen ja siisti pistorasia.
Mekaaninen soihdutus
Tämä työkalu on samanlainen kuin edellinen, mutta sen työkappale ei ole kartio, vaan rullien sarja. Telat eivät veny, vaan rullaavat putken seinämiä laajentaen sitä tasaisesti ja vähitellen, minkä vuoksi metallilla on sama paksuus koko levenevällä pinnalla ja hylsy on siisti ja symmetrinen.
Sähkökäyttöinen soihdutin
Tällainen laajennuskone on mekaanisen laajennuskoneen lisäksi sähkökäyttöinen, jolloin putken laajennustyöt suoritetaan nopeammin ja vähemmällä työmäärällä.
Milloin jarruputket on laajennettava?
Jarruputkien kautta, kuten edellä mainittiin, korkeapaineista jarrunestettä syötetään kaikkiin järjestelmän osiin. Kun tällaisten putkien kapasiteetti heikkenee, koko järjestelmä alkaa toimia tehottomasti, mikä johtaa erityisesti jarrutusmatkan merkittävään pidentymiseen. Se, että jarrujärjestelmän elementit, mukaan lukien putket, vaativat diagnostiikkaa (ja mahdollisesti korjausta), voivat ilmaista seuraavat ominaispiirteet:
- vieraiden äänien ja sykkivien liikkeiden esiintyminen, kun painat jarrupoljinta;
- jarrupolkimen vapaa liike, kun sitä painetaan;
- jarrunesteen vuoto, joka johtaa paineen laskuun ja vastaavasti tehottomaan jarrutukseen ja jarrupalojen voimakkaaseen kulumiseen;
- auton ajaminen sivuun jarrutettaessa (tämä tilanne, vaikkakin epäsuora merkki, voi myös viitata siihen, että jarruputket on korjattava).

Kauheassa kunnossa olevat vanhat jarruputket tulee vaihtaa pikaisesti, vaikka vuotoja ei olisikaan.
Kuitenkin pääasiallinen merkki siitä, että jarruputket eivät täysin täytä tehtäviään ja vaativat levennystä, on jarrutusmatkan pidentyminen. Yleisimmät syyt jarruputkien suorituskyvyn heikkenemiseen ovat:
- rikkomukset kuusikulmaisten päiden suunnittelussa, joilla tällaiset putket on varustettu;
- kierreliitosten laadun ja luotettavuuden heikkeneminen, roskien tai koksatun nesteen pääsy niihin.
Tällaiset toimintahäiriöt, jotka vaikuttavat negatiivisesti jarrujärjestelmän yksittäisten osien tekniseen kuntoon, heikentävät merkittävästi sen toiminnan tehokkuutta. Siksi asiantuntijat ja autonvalmistajat suosittelevat diagnosoimaan sen kuuden kuukauden välein. Jos olet sidottu kilometrimäärään, tällainen toimenpide on suoritettava 50 000 kilometrin välein, ja kumiputket on vaihdettava niiden teknisestä kunnosta riippumatta ajoneuvon 125 tuhannen kilometrin välein.
Suoritusominaisuudet
Kuparista valmistettujen letkujen soihdutus voidaan vaatia, jos:
- putken leikatun pään on oltava vaadittu konfiguraatio;
- tuotteen pää on valmisteltava liittämistä varten kytkimellä (tässä tapauksessa leikkauksen avulla ne säätävät putken geometriset parametrit, kuten sisähalkaisija, taivutuskulma jne.);
- on tarpeen valmistella kupariputkien päät niiden liittämistä varten juottamalla.

Putket leikataan pituuteen erikoistyökalulla - putkileikkurilla. kupari- tai alumiiniputkille
Kupariputken soihduttamiseksi laadukkaasti erikoistyökaluilla ja kiinnikkeillä sinun on suoritettava seuraavat vaiheet.
- Putken pää, jonka liitos on tehtävä, puhdistetaan huolellisesti.
- Kuivattuun päähän laitetaan erityinen hiha.
- Erikoistyökalulla tai kiinnittimellä putken päätä levennetään, kunnes sen laajenemiskulma on 45 °.
- Toimenpiteen päätyttyä tuotteen pää poistetaan laitteesta. Tämän jälkeen voit aloittaa yhteyden muodostamisen heti.

Reamer - laitteet kupariputkien päiden kuorimiseen
Jos kupari on tarpeen sen liittämiseksi juottamalla, tällaisen menettelyn toteuttamistoimien järjestys näyttää tältä.
- Levettävän putken pään pinta puhdistetaan perusteellisesti (tätä varten on parasta käyttää erityistä harjaa).
- Erikoislaitteella kupariputken päätä laajennetaan niin paljon, että siihen on mahdollista työntää toisen putken pää ja samalla säilyttää 0,124 mm:n rako liitettyjen elementtien välillä. Tämä edellyttää luonnollisesti mittaustyökalun käyttöä.
- Putken osan sisäpinnalle, joka on jo levitetty, levitetään tasaisena kerroksena juokstetta, joka on tarpeen luotettavan ja tiiviin liitoksen muodostumisen varmistamiseksi.
- Toisen liitoselementin pää työnnetään levenevään osaan putken halkaisijaa vastaavaan syvyyteen.
- Kaasupolttimella, sähköjuottimella tai puhalluspolttimella tulevan liitännän paikkaa lämmitetään siihen hetkeen asti, jolloin juotos alkaa sulaa.
- Sula juote täyttää kaikki liitettyjen kupariputkien reunojen väliset raot, minkä seurauksena muodostuu luotettava ja tiivis liitos.
Putken laajennus
Tuotteen halkaisijan kasvattaminen on tarpeen, kun suoritetaan putkistoelementtien liitosvapaa liitos, esimerkiksi kupariputkien kapillaarijuotto. Tuloksena oleva laajennus mahdollistaa putken työntämisen toiseen.
Yksinkertaisin soihdutustyökalu on tavallinen kartio, joka ruuvataan kiinteään putkeen laajentaen sen reunaa.
Parannettu malli on varustettu räikkäällä, jonka avulla voit säätää voimaa, tämän ansiosta seinät ovat suojassa murtumiselta. Myös putken laajennus suoritetaan laajentimella, sen työkappaleessa on useita segmenttejä, jotka, kun kahvat puristetaan, alkavat erota venyttäen putkea.
tämän ansiosta seinät ovat suojassa murtumiselta. Myös putken laajennus suoritetaan laajentimella, sen työkappaleessa on useita segmenttejä, jotka, kun kahvat puristetaan, alkavat erota venyttäen putkea.
Leikkaaminen yllä kuvatuilla työkaluilla on helpoin tapa, mutta tuloksena olevan holkin laatu on kaukana täydellisestä.
Laadukkain soihdutus saadaan käytettäessä työkalua, jonka työkappale on epäkesko kartio. Kun kahvaa, joka on varustettu myös turvamekanismilla, käännetään, kartio alkaa pyöriä pitkin putken sisäseinää vähentäen sen paksuutta ja taivuttamalla reunaa. Tuloksena oleva laajennus on korkealaatuinen.
Tällaisia laitteita käytetään pääasiassa pehmeistä metalleista valmistettuihin putkiin. Teräsputkia voidaan myös laajentaa, mutta tämä prosessi vaatii huomattavasti vaivaa kylmänä. Siksi on toivottavaa esilämmittää tällaiset putket, minkä jälkeen soihdutus käsityökalulla on paljon helpompaa.
VAATIMUS
1. Laajennus-kalibraattori, mukaan lukien runko, jossa on keskuskanava, porauslaitteistoon liitetyt kierteet ja ulkopinnan syvennykset, joihin rullat on sijoitettu, asennettu akseleille ja valmistettu viisteillä varustettuina sylintereinä, akselit on tehty rajoitetulla liikkeellä ulospäin, kahden runko-osan väliin muodostetussa rengasontelossa on jousitettu rengasmäntä, joka on asennettu aksiaaliseen liikkeen mahdollisuuteen ja rengasmännän männän alaontelo on yhteydessä keskikanavalla, tunnettu siitä, että akselit on varustettu prismapäisillä päillä ylä- ja alaosassa, jotka on asetettu runkoon siten, että on mahdollista rajoittaa pituussuuntaista liikettä ylöspäin ja säteittäistä liikettä ulospäin työntövoiman ja männän kaltevien pintojen vaikutuksesta, jotka ovat jousikuormitettuja alaspäin ja konfiguroitu rajoittamaan pituussuuntaista liikettä ylöspäin, ja ne ovat vuorovaikutuksessa akselin alapään, kunkin keskiakselin kanssa toinen akseli sijaitsee vastaavassa tasossa rungon akselin suuntaisesti, kun taas runko on tehty kaltevilla pinnoilla akseleiden vastaavia ylempiä prismaattisia päitä varten ja rungon keskikanava männän alapuolella on varustettu teknologinen kaventuminen.
2. Patenttivaatimuksen 1 mukainen laite, tunnettu siitä, että akselin prismaattiset päät on tehty symmetrisiksi niiden keskiakseleiden suhteen.
3. Patenttivaatimuksen 1 tai 2 mukainen laite, tunnettu siitä, että akselit on sijoitettu koteloon siten, että kunkin akselin yläosa siirtyy kehää pitkin eteenpäin laitteen pyörimisen aikana suhteessa akselin alaosaan. akseli.
4. Patenttivaatimuksen 1 tai 2 mukainen laite, tunnettu siitä, että akselit rullien kosketuspisteissä on varustettu kulutusta kestävillä sisäkkeillä.
5. Patenttivaatimuksen 3 mukainen laite, tunnettu siitä, että akselit rullien kosketuspisteissä on varustettu kulutusta kestävillä sisäkkeillä.
6. Patenttivaatimuksen 1 tai 2 mukainen laite, tunnettu siitä, että akselit on varustettu sivuttain suljetuilla pitkittäisonteloilla voitelua varten.
7. Patenttivaatimuksen 3 mukainen laite, tunnettu siitä, että akselit on varustettu sivuttain suljetuilla pitkittäisonteloilla voitelua varten.
8. Patenttivaatimuksen 5 mukainen laite, tunnettu siitä, että akselit on varustettu sivuttain suljetuilla pitkittäisonteloilla voitelua varten.
9. Patenttivaatimuksen 6 mukainen laite, tunnettu siitä, että akselit on varustettu sylinterimäisellä kanavalla, joka on yhteydessä sivusuljettuihin onteloihin ja on täytetty rasvalla ja että keskikanavassa on mäntä, joka on jousikuormitettu sylinterin vastakkaiseen päähän. kanava.
10. Patenttivaatimuksen 7 mukainen laite, tunnettu siitä, että akselit on varustettu sylinterimäisellä kanavalla, joka on yhteydessä sivusulkuonteloihin ja on täytetty rasvalla ja että keskikanavassa on mäntä, joka on jousikuormitettu sylinterin vastakkaiseen päähän. kanava.
11. Patenttivaatimuksen 8 mukainen laite, tunnettu siitä, että akseleissa on sivusuljettujen onteloiden kanssa yhteydessä oleva ja rasvalla täytetty sylinterimäinen kanava ja keskikanavassa on mäntä, joka on jousikuormitettu sylinterin vastakkaiseen päähän. kanava.
Työkalut ja kalusteet
Kuparista valmistettujen putkien leikkaamiseksi omin käsin käytetään erikoistyökaluja. Tällaisissa laitteissa voi olla sekä manuaalinen että sähköinen käyttö. Niitä käytetään ilmastointi-, vesi- ja lämmitysjärjestelmien asennukseen. Sähkökäytöllä varustetut työkalut yhdistävät usein useita toimintoja: niiden avulla voit paitsi laajentaa kupariputkea myös taivuttaa sitä haluttuun kulmaan.
Kaikki kuparista valmistettujen putkien laajentamiseen käytettävät laitteet toimivat plastisen muodonmuutoksen periaatteella, joten on erittäin tärkeää, että se selviytyy tällaisesta prosessista mahdollisimman huolellisesti, rikkomatta materiaalirakenteen yhtenäisyyttä, säilyttäen seinämän paksuuden tasaisuuden. tuotteiden laadusta sekä niiden sisäpintojen sileydestä
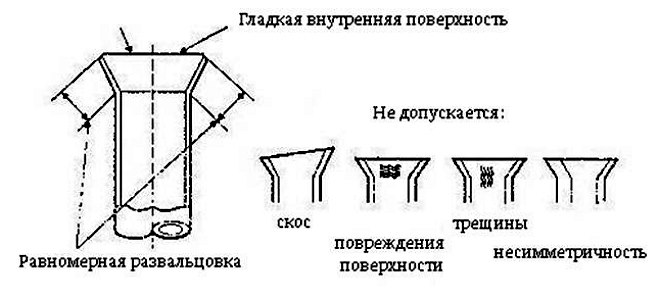
Oikean soihdutuskaavio ja esimerkkejä väärin suoritetusta toiminnasta
Näyte
Tämä on kartion muotoinen aihio, joka on valmistettu kuparia kovemmasta metalliseoksesta. Tällaisen laitteen etuja ovat alhainen hinta ja helppokäyttöisyys. Samaan aikaan sen käyttöön voi liittyä kuparituotteen seinien murtumia, mikä antaa huonon soihdutuslaadun.

Tällä yksinkertaisimmalla laitteella voit soihduttaa yhden putken, mutta työn laadusta ei tarvitse puhua
Mekaaninen soihdutus
Tämän laitteen päätyörunko on kovaseostela, joka vieriessään kupariputken reunaa pitkin antaa jälkimmäiselle vaaditun konfiguraation. Mekaanisen laajentimen käyttö mahdollistaa putken prosessoidun osan tasaisen muodonmuutoksen, saman paksuisten seinien muodostamisen sen päähän niiden sisäpinnan korkealla laadulla.

Käsityökalut pystyvät tarjoamaan korkealaatuisen soihdun ja hyvän työnopeuden
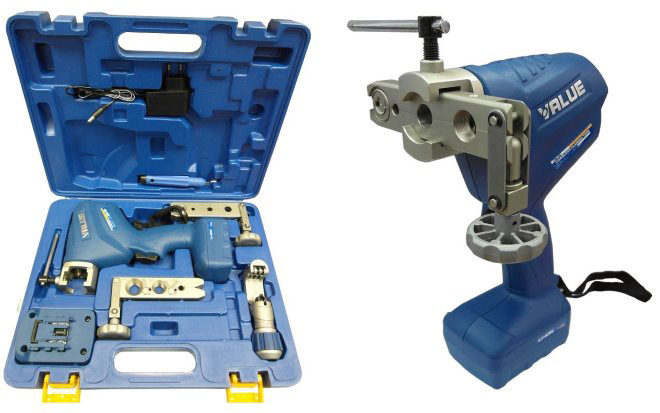
Laajennin sähkökäytöllä
Tällainen laite, jossa on koko sarja vaihdettavia suuttimia, jolla on kaikki mekaanisen työkalun edut, mahdollistaa kupariputkien leikkaamisen suuremmalla tuottavuudella ja vähemmän työvoimalla. Ehkä ainoa sähkösoihdutuskoneen haittapuoli on sen melko korkea hinta.
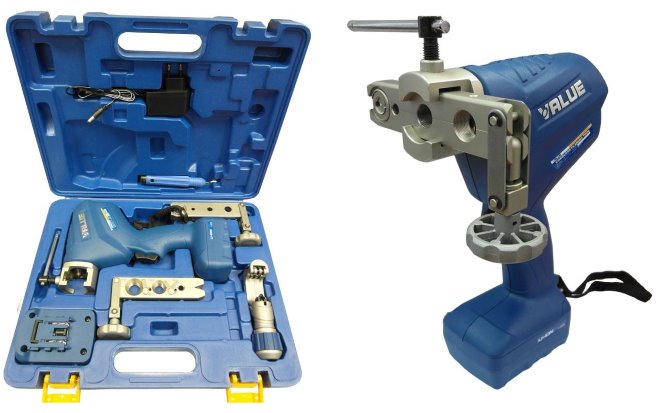
Tämän soihdutuskoneen akku kestää noin 100 käyttökertaa.
Expander
Tällainen manuaalinen laite, joka toimii vipumekanismin periaatteella, mahdollistaa putken pään levittämisen yhdellä liikkeellä. Yksinkertaisen suunnittelun ansiosta tällaisella laitteella on myös useita merkittäviä haittoja, joista merkittävin on kyvyttömyys hallita työkappaleen seinämän paksuutta. Näin ollen laajentimen käyttö, jonka useimmiten valitsevat ne, jotka tekevät soihdutustyöt omin käsin, ei takaa laadukasta tulosta.
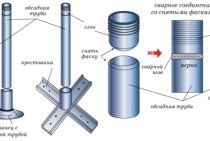
Kartiomaisen kellon hankkiminen
Prosessin tekniikan ymmärtämiseksi voimme ottaa esimerkin kupariputkien laajentamisesta. Työjärjestys on seuraava:
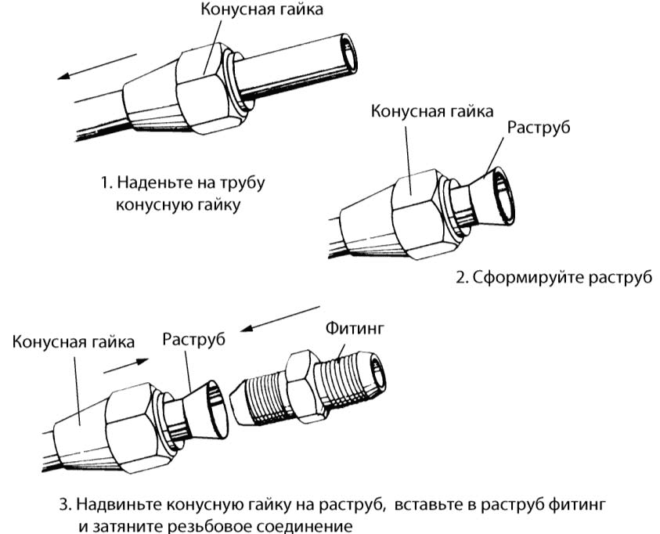 Kartiomaisen kellon toimintakaavio
Kartiomaisen kellon toimintakaavio
- Putki leikataan huolellisesti. Laadukkaan soihduttamisen kannalta päätypinnan ja tason välisen kulman on oltava tiukasti 90 astetta.
- Työosan metallin käsittely koostuu purseiden ja oksidien puhdistamisesta ja poistamisesta.
- Putkeen laitetaan kierreholkki.
- Työkappale kiinnitetään alustaan sopivan halkaisijan omaavaan tasoitusreikään. Putken pään (työosan) tulee työntyä muutaman millimetrin sängyn yläpuolelle.
- Kierrä ruuvia, aseta laippakartio päätä vasten ja paina, kunnes osan muodonmuutos saavuttaa rajan - muodostuu 45 asteen kulmassa viistetty helma.
- Työkappale poistetaan rungosta, holkki siirretään koneistettuun reunaan.
Työkappaleen kartiolla työskentelyn helpottamiseksi on parempi peittää työpinta voiteluaineella.Siirrä ruuvia edestakaisin saavuttaen vähitellen halutun tuloksen - tämä auttaa välttämään mahdollisen metallin repeämisen muodonmuutosalueella.
Manuaalisen laajennuksen kanssa työskentelyllä on oma toimintoalgoritminsa:
 Kuinka käyttää manuaalista putkenpidennystä
Kuinka käyttää manuaalista putkenpidennystä
- Työkappaleen pää kiinnitetään sopivaan pään halkaisijaan, kunnes se pysähtyy (halkaisijoita on useita).
- Pitämällä paikallaan olevaa kahvaa liikuteltavaa kahvaa liikutetaan kehän ympäri, jolloin pään leuat leviävät. Työ suoritetaan ilman väkivaltaa, jotta putki ei katkea.
- Kun halkaisija on laajentunut, työkappale poistetaan työkalusta.
- Tarkista toisen putken helppo pääsy tuloksena olevaan pistorasiaan.
Vihjeitä työkalun valintaan
Kupariputken laajentaminen sen materiaalin suuren taipuisuuden vuoksi ei ole vaikeaa. Tällaisen teknisen toimenpiteen korkealaatuisen suorituskyvyn saavuttamiseksi tulisi kuitenkin käyttää vain erikoistyökalua. Soihduttamiseen yksinkertaisimmilla laitteilla, jotka sisältävät aihioita ja laajennuksia, voi liittyä useita kielteisiä seurauksia.
- Putkien seinämät, jos ne ovat paksuja, jumiutuvat.
- Putkien seinissä, joihin tällainen instrumentti vaikuttaa.
- Tässä tapauksessa on käytännössä mahdotonta saavuttaa putken seinämien tasaista paksuutta, mikä lopulta vaikuttaa muodostettavan liitoksen luotettavuuteen.

Erityisessä laitteessa kupariputki on kiinnitetty tiukasti kohtisuoraan ja muodonmuutos tapahtuu täsmälleen kartiota pitkin
Sillä välin erityisesti soihduttamiseen suunniteltujen laitteiden käytöllä on seuraavat edut.
- Putken seinämien asteittaisen (vaihe vaiheelta kullekin työkalurullien läpikululle suoritettavan) muodonmuutoksen vuoksi repeämien esiintyminen siinä on käytännössä poissuljettu.
- Kupariputken seinämän paksuuden tasaisuus saavutetaan, vaikka tämä parametri ei alun perin ollut tasainen.
- Leikkauksen jälkeen putken sisäpinnasta tulee täysin sileä ja tasainen.
Lisäksi erityisen laitteen käyttö mahdollistaa putken pään nopean ja tehokkaan leikkaamisen, jopa niille, jotka eivät ole koskaan suorittaneet tällaista toimenpidettä omin käsin.

Soihdutussarja voi sisältää: epäkesko soihdun, kalvimen, putkileikkurin, putken laajentimen ja putken taivutusjouset
Jotta soihdutus sujuisi tehokkaasti, työkalun valintaan tulee kiinnittää erityistä huomiota. Tässä tapauksessa on tarpeen ottaa huomioon seuraavat parametrit:
- materiaalin ominaisuudet, josta putki on valmistettu, erityisesti sen plastisuusaste;
- tuotteen sisähalkaisija;
- sen ulkohalkaisija;
- soihdutussyvyys;
- etäisyys, jolla tuote työntyy työkalun työosan yläpuolelle;
- kupariputkien sisäreikien keskikohtien välinen etäisyys (jos valitulla laitteella voit soihduttaa useita tuotteita kerralla);
- työkappaleiden seinämän paksuus;
- tarve muodostaa uria kupariputken käsiteltyyn osaan;
- liitossaumojen läsnäolo työkappaleen pinnalla.