PP-hitsauksen teknologinen prosessi
Polypropeeniputkien hitsaus perustuu tämän tyyppisen muovin kykyyn pehmetä kuumennettaessa tiettyyn lämpötilaan ja saavuttaa pehmeää plastiliinia muistuttavan tilan. Kahden sulaneen osan tiiviissä kosketuksessa tapahtuu materiaalien keskinäinen tunkeutuminen (diffuusio), mikä johtaa vahvaan yhteyteen, jonka kestävyys ei ole huonompi kuin kokonaisvaltainen rakenne.
Polypropeeniputkien liittämiseen on kaksi päätapaa: pusku ja kytkentä. Ensimmäisessä vaihtoehdossa osien päät lämmitetään samanaikaisesti erityisellä juotosraudalla, minkä jälkeen ne yhdistetään toisiinsa; tätä tekniikkaa käytetään laajalti liitettäessä suurihalkaisijaisia putkia teollisuusrakentamisessa.
Kun sitä käytetään rakennusteollisuudessa halkaisijaltaan pienten (enintään 63 mm) polypropeeniputkien vesi- ja lämmitysverkkojen asennukseen, puskumenetelmä on ehdottomasti sopimaton seuraavista syistä:
- vain yhden halkaisijan omaavien polypropeeniputkien hitsaus voidaan toteuttaa;
- telakoinnin jälkeen putkilinjan sisään muodostuu kupera sauma, joka vähentää kulkukanavan poikkileikkausta - tämä lisää merkittävästi halkaisijaltaan pienen putkilinjan hydraulista vastusta ja vähentää sen käytön tehokkuutta, lisää tukosten todennäköisyyttä.
- liitoksella on vähemmän lujuutta kuin kytkimellä.
Juotostekniikka kytkimien avulla koostuu siirtymäkappaleen käytöstä putkien liittämiseen (tavanomaisen yksikerroksisen PP-putken segmentti), jonka sisähalkaisija vastaa liitettävän putkiosien ulkohalkaisijaa. Erityisellä juotosraudalla suoritettavien töiden suorittamiseksi putken ulkopinta ja sisempi siirtymäholkki lämmitetään samanaikaisesti, minkä jälkeen osat liitetään nopeasti manuaalisesti. Samanlainen menettely holkin ja ulomman putkimaisen vaipan lämmittämisessä suoritetaan toisella liitetyllä segmentillä. On selvää, että liittimeen asettamisen jälkeen molempien putkiosien päät liitetään melkein päittäin ilman kuperaa saumaa, ja jos käytetään eriläpimittaista adapteria, voidaan liittää minkä kokoisia putkia tahansa.

Riisi. 5 Muoviputkien juottaminen - tekninen prosessi
Mikä on polypropeeniputkien käyttöikä, minkä lämpötilan ne kestävät
Polypropeeniputket ovat osoittautuneet lämmitysjärjestelmissä. Niistä on tullut arvokas korvike metallisille lämmitysputkille.
Polypropeeniputkien käyttöikä ei ole lyhyempi kuin metalliputkien käyttöikä.
PP-putket eivät pelkää korroosiota, kestävät jokapäiväisessä elämässä käytettäviä kemikaaleja, ja lisäksi ne eivät romahda veden jäätyessä. Siksi polypropeeniputkia voidaan käyttää lämmitysjärjestelmissä 25 vuotta ja kylmävesiputkissa noin 50 vuotta.
Polypropeenivesijärjestelmän lujuus ja luotettavuus varmistetaan myös niiden liitäntämenetelmällä. Se suoritetaan hitsaamalla. Tämä antaa lujuutta ja vahvuutta. Käytön aikana liitoksia ei tarvitse jatkuvasti kiristää, kuten metalliputkien tapauksessa.
Mitä lämpötiloja polypropeeniputket kestävät?
Monet ihmiset ovat edelleen epäluuloisia lämmitysjärjestelmien polypropeeniputkiin. Katsotaanpa, mitä lämpötiloja ne kestävät, mikä on polypropeeniputkien käyttöikä ja onko niitä mahdollista käyttää kodin lämmitykseen.
Putkien valmistukseen käytettävä materiaali saadaan polymeroimalla polypropeenia metallikatalyyttien kanssa. Polypropeeni pehmenee +140C, tämä materiaali sulaa +175C.
On selvää, että pitkäaikainen altistuminen korkealle lämpötilalle ja ylipaineelle johtaa putkilinjan muodonmuutokseen.
Valmistajat takaavat polypropeeniputkien normaalin toiminnan lämmitysjärjestelmässä + 95 C:n lämpötiloissa. Mutta silti on turvamarginaali, joka mahdollistaa jäähdytysnesteen lämpötilan lyhytaikaisen nostamisen + 140 °C:n lämpötilaan. Mutta toistuvat lämpötilan hyppyt tähän arvoon johtavat putkilinjan käyttöiän lyhenemiseen, vaikka se ei sula itse.
Kun ostat polypropeeniputkia, sinun on kiinnitettävä huomiota niiden merkintään. Kylmävesijärjestelmässä käytetään polypropeenista PN10 - PN25 valmistettuja putkia
PN20-putkia voidaan käyttää +60C asti ja PN25-putkia, jos jäähdytysnesteen lämpötila on +95C asti.
Millaista painetta erityyppiset polypropeeniputket kestävät?
Monet ostajat, jotka päättävät asentaa polypropeeniputken kylmään veteen tai lämmitykseen, ovat kiinnostuneita siitä, kuinka paljon painetta he kestävät. Polypropeeniputkien käyttöikä riippuu tästä. Tämä kysymys on erittäin tärkeä. Koska polypropeenin koko käyttöaikana esiintyvä paine putkistossa tai lämmitysjärjestelmässä vaikuttaa tuotteen käyttöikään. Jos putkilinjassa on jatkuvasti korkea lämpötila, mutta matala paine (tai päinvastoin), putki kestää pitkään. Mutta jos järjestelmässä on samanaikaisesti sekä korkea paine että korkea lämpötila, käyttöikä lyhenee huomattavasti.
Jotta putkisto palvelisi valmistajan lupaamaa 50 vuotta, on välttämätöntä, että järjestelmän paine on 4-6 ilmakehää ja jäähdytysnesteen lämpötila ei ylitä 75 astetta.
Polypropeeniputket lämmitysjärjestelmässä
Polypropeeniputket ovat nykyään melko suosittu materiaali lämmitysjärjestelmän asennuksessa. Ne kestävät muodonmuutoksia, hankausta ja niille on ominaista alhainen hapenläpäisevyys. Lisäksi ne kestävät täydellisesti lämpötiloja miinuksella, eivät pelkää jäätyvää vettä.
Mutta valitessasi niitä, sinun on otettava huomioon seuraavat seikat:
Polypropeeniputket ovat jäykkiä, eivät taivu. Jotta voit luoda ääriviivoja tai käännöksiä, sinun on käytettävä kulmia, mikä ei aina ole kätevää.
Polypropeeniputkille valmistetaan liittimiä, joilla on suuri poikkileikkaus verrattuna järjestelmän muiden osien, esimerkiksi patterien, liittimiin. Tämä seikka vaikuttaa negatiivisesti järjestelmän ulkonäköön.
Polypropeeni venyy voimakkaasti kuumennettaessa
Jos järjestelmä on tehty avoimella tavalla, se näyttää rumalta roikkuvien putkien vuoksi.
On tärkeää, että putkia ei saa ylikuumentua asennuksen aikana, sillä läpikulku voi pienentyä, kun putket työnnetään liittimiin. Tällainen asennusvirhe johtaa lämmitysjärjestelmän huonoon toimintaan.
Polypropeeniputkia ei suositella käytettäväksi kattiloiden putkistoissa. Kattilahuoneissa putkien lämpötila vaihtelee usein, kun taas polypropeeni ei ole sopiva materiaali sellaisiin olosuhteisiin.
Ottaen huomioon kaikki yllä kuvatut negatiiviset kohdat, lämmitysjärjestelmien polypropeeniputket ovat hyvä vaihtoehto.
Mitä lämpötiloja polypropeeniputket kestävät?
Polypropeeniputken tarkoituksen määrittämiseksi ulkonäöltään on erityinen merkintä. Valmistajan ja tuotemerkin lisäksi putkeen sovelletaan yleisesti hyväksyttyä luokitusta.
- polypropeenimuunnoksen nimi;
- standardi suhteellinen suhde;
- nimellinen ulkohalkaisija ja seinämän paksuus;
- nimellispaine;
- valmistajan standardit.

PP-putkien enimmäislämpötila on 95 ° C. Tämä on ehkä ainoa polypropeenin haittapuoli, se ei kestä korkeita lämpötiloja. t 140°:ssa materiaali muuttuu pehmeäksi ja helposti muotoutuneeksi ja sulaa 175°:ssa.
Lämmitysjärjestelmien lämpötilaa ei myöskään ole suunniteltu tällaisille indikaattoreille, joten PP-putket sopivat hyvin käytettäväksi lämpöputkissa.
Lyhytaikainen lämpötila-indikaattoreiden nousu johtaa harvoin epäonnistumiseen, mutta on tärkeää ottaa huomioon, että kun putkia käytetään 100 °:n lämpötiloissa, niiden käyttöikä lyhenee merkittävästi. Valmistajan ilmoittama 50 vuotta voi itse asiassa muuttua puoleksi vuodeksi, koska kestävyys ei riipu pelkästään sen teknisistä ominaisuuksista, vaan myös käyttöolosuhteista
Valmistajan ilmoittama 50 vuotta voi itse asiassa muuttua puoleksi vuodeksi, koska kestävyys ei riipu pelkästään sen teknisistä ominaisuuksista, vaan myös käyttöolosuhteista.
Vivahteita juotettaessa polypropeeniputkia
Propyleeniputkien juottaminen vaatii tiettyjä taitoja ja kokemusta; kokemattomien asentajien tulee työskennellessään ottaa huomioon joitain vivahteita:
- Sisällä alumiinikuorella vahvistetut polypropeeniputket vaativat hieman pidemmän lämmitysajan, joka voidaan määrittää kokeellisesti oikosulkujen liitoskokeilla.
- Polypropeenin ohuen ulkokuoren alla sijaitsevat alumiinilla vahvistetut PP-putket vaativat valmistelun juottamista varten, tämä alumiinikerros on poistettava liitoksen syvyyteen, jotta kalvo ei häiritse juottamista. Käytä tätä varten erityistä kuorintalaitetta - parranajokonetta, joka on valmistettu useissa versioissa: manuaalinen ja pora. Jos joudut asentamaan suuria määriä alumiinivahvistettuja PP-putkia, on parempi ostaa suutin poraa varten (ruuvimeisseli) - alumiinikerroksen poistaminen sitä käytettäessä on nopeampaa ja laadukkaampaa kuin rei'ittävä malli.
- Jos alumiinivahvike sijaitsee keskellä putken sisä- ja ulkoseinien väliä, eivät kokeneet hitsaajat yleensä puhdista putkea. Mutta jos kokemus ei riitä, on suositeltavaa käyttää kuorinta sisäiseen vahvistukseen - trimmereihin. Niiden muotoilu eroaa edellä mainituista parranajokoneista siinä, että niissä on veitsi, joka leikkaa kalvon sisäpuolelta putken päästä.

Riisi. 13 Ylhäältä kalvolla vahvistettujen PP-putkien juotossarja
- Ne eivät puhdista liitettyjen osien putken vaippaa lialta - tämä virhe johtaa polypropeenin huonoon diffuusioon ja liitoksen paineen alenemiseen.
- Ei kestä 90 asteen leikkausta. Virhe johtaa siihen, että kun putkiosat työnnetään lämmityssuuttimiin, ne eivät ole täysin upotettuja ja asennuksen aikana niiden päiden väliin muodostuu liikaa tilaa - tämä heikentää yhteyttä ja johtaa lian kerääntymiseen suuttimiin. muodostettu ura.
- Kytkimen putket on liitetty liian tiukasti tai liian syvältä, ensimmäisessä tapauksessa risteykseen muodostuu sisäinen akseli, joka pienentää kulkukanavan halkaisijaa. Jos liittimen putket sijoitetaan liian kauas toisistaan, muodostuu sisäinen ura ja liitoksen lujuusominaisuudet huononevat.
- Älä huomioi oikeaa kulmaa liittäessäsi osia. Ilman ohjaustyökalua aloittelevan asentajan on melko vaikeaa ylläpitää suoraa kulmaa tai pikemminkin liitoksen kohdistusta, vääristymät vaikuttavat haitallisesti liitosten laatuun ja vaikeuttavat pitkien osien asentamista valmiiksi leikattuihin suorat urat.
- Ali- tai ylikuumentuneet osat. Ensimmäisessä tapauksessa diffuusio on riittämätön, liitos myöhemmin delaminoituu ja ilmaantuu vuoto, kun putkien vaipat ylikuumenevat, sisään tulee läpimenevää reikää kaventava pinta.
- Kierrä tai korjaa osien asentoa hitsausprosessin aikana. Tämä tekniikan rikkominen johtaa yhteyden edelleen paineen alenemiseen.
- Älä noudata aikavälejä juotettaessa, telakoitaessa. Poikkeamat suositelluista taulukon arvoista johtavat putkien kuorien yli- tai alikuumenemiseen, niiden delaminoitumiseen ja vastaavasti osien huonolaatuiseen liittämiseen.

Riisi. 14 Kuinka olla hitsamatta polypropeeniputkia
Miksi tarvitset putken vahvistusta?
Riittävän lämpötason varmistamiseksi huoneistoissa on kytkettävä paluuputki päälle ja nostettava veden lämpötila 10 °C:seen. Lähellä käyttölämpötiloissa yksinkertaiset polypropeeniputket alkavat menettää ominaisuuksiaan ja lisäksi lineaarinen putket. niiden mittojen laajentaminen on mahdollista.
Tämä on erityisen tärkeää asennettaessa korkean lämpötilan putkia betonitasoitteeseen.Betonin halkeilu ja koko lämmitysjärjestelmän rikkoutuminen on mahdollista
Tämän vaikutuksen vähentämiseksi ja kokonaan poistamiseksi polypropeeniputket vahvistetaan.
Vahvike on tuotteen perusmateriaalin kantokyvyn vahvistamista toisella lujuudeltaan korkeammalla materiaalilla. Siten kyky kestää äärimmäisiä lämpötiloja kasvaa. Vahvistetut putket ovat täysin lämmitysjärjestelmän standardien mukaisia, eivätkä ne muutu, kun sitä kasvatetaan merkittävästi.
Polypropeenista valmistettujen putkien vahvistamiseen käytetään materiaaleja:
- pintaan levitetty alumiinifolio;
- alumiininen sisäkerros, joka sijaitsee putken koko halkaisijalla, lähempänä ulkopintaa;
- lasikuitu sisäkerros;
- sisäkerros, jossa yhdistyvät kuitu ja lasikuitu.
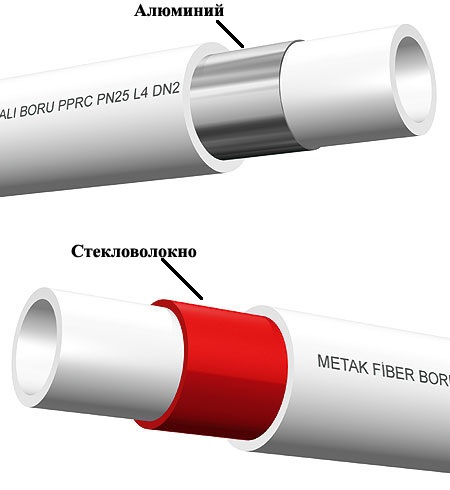
Alumiini ja lasikuitu maksavat suunnilleen saman. Hinta riippuu pääasiassa itse putken ja valmistajan parametreista. Siitä huolimatta lasikuituvahvikkeella on useita etuja alumiiniin verrattuna:
- asennuksen aikana putken reunaa ei tarvitse puhdistaa;
- lyhyt liitosten juotosaika (kuten vahvistamattomissa putkissa);
- lasikuidun sulamisesta polypropeeniin ei tapahdu sisäistä delaminaatiota;
- lisää tuotteen lujuutta.
Lasikuidolla on vain yksi haittapuoli - lasikuituvahvisteisten putkien lineaarinen lämpölaajeneminen on 6 % suurempi kuin alumiinilla vahvistettujen putkien.
Polypropeeniputkien juottaminen vaihe vaiheelta
Yksi polypropeeniputkien liittämisen juottamalla tärkeimmistä eduista on asennustöiden nopeus, telakointiprosessi ja valmius yleisimmän halkaisijaltaan 25 mm olevien putkien jatkoasennukseen vie enintään 15 sekuntia. Tehdäkseen työn ilman tarpeettomia aikakustannuksia he suorittavat vastuullisesti kaikki valmistelutoimenpiteet ja asentavat sitten putkilinjan noudattaen tiukasti toimintojen teknistä prosessia.

Riisi. 9 Työkalu PP-putkien hitsaukseen
1. Työkalujen ja tarvikkeiden valmistelu
Ennen polypropeeniputkien juottamista valmistetaan komponentit: putkisegmentit, tiiät, kulmakappaleet, liittimet, sovittimet muovista metalliin, venttiilien sulkuventtiilit.
Työn suorittamiseen tarvitset juotosraudan ja suutinsarjan sekä aputyökaluja, joista osa sisältyy laitepakettiin:
- Putkileikkuri, yleensä putkien leikkaamiseen, käytetään saksia, joiden suurin sallittu leikkaushalkaisija on 40 mm, suurempiin kokoihin käytetään tehokkaampia saksia tai rullaleikkureita.
- Mittanauha, tussi tai kynä pituuden merkitsemiseen putkimaiseen vaippaan.
- Käsineet suojaamaan käsiä palovammolta työn aikana.
- Taso horisontin tarkistamiseen vedenpoistoaukkoja asennettaessa.
- Ruuvimeisseli tai kuusioavain kiinnikkeiden kiinnittämiseksi lämmitysraudaan.

Riisi. 10 PP-hitsauksen päävaiheita
2. Merkintä ja leikkaus
Työn mukavuuden vuoksi he vapauttavat tilaa huoneen keskellä ja asettavat pöydän sopivalle korkeudelle, kaikki elementit asetetaan huoneen kehän ympärille kaavion mukaisesti, minkä jälkeen ne aloittavat peräkkäisen leikkaamisen juottaminen. Jos putki kulkee huoneen kehää pitkin, asennus alkaa päätyseinästä - asennus on helpompi suorittaa. Työt suoritetaan seuraavassa järjestyksessä:
- Mittaa haluttu putken osa ja laita merkki sen pintaan tussilla tai lyijykynällä, astumalla taaksepäin etäisyyden päästä ottaen huomioon kuumennussyvyys.
- Leikkaa putki saksilla polypropeeniputkia varten yrittäen säilyttää tarkasti 90 asteen kulman. Jos työkalu teroitetaan jyrkästi, sisäseinissä ei ole purseita ja putki säilyttää geometriansa.
- Jos putken päässä on pieniä kuoppia tai purseita, tämä ei periaatteessa ole suuri ongelma, koska putkea kuumennettaessa ne silti sulavat.

Riisi. 11 PP-putkien juottaminen - päävaiheet
3. Juotos
Polypropeenin juottamiseen käytetään pääasiassa litteällä raudalla varustettuja juotoskolvia, työ suoritetaan seuraavassa järjestyksessä:
- Yhdistä suuttimen kaksi osaa ruuviin kuusioavaimella laitteeseen, liitä se verkkoon ja käynnistä lämmityselementti tai molemmat lämmityselementit painamalla näppäimiä.
- Tarvittava lämpötilan osoitin asetetaan termostaatilla, polypropeeniputkien juottamisen vakiolämpötila on yleensä 260 ° C.
- Kun merkkivalo vaihtaa värinsä vihreäksi, mikä osoittaa, että lämmityselementti on saavuttanut asetetun lämmityslämpötilan, juottaminen alkaa. Aluksi on parempi suorittaa koetyöt lyhyillä putken leikkauksilla, kun optimaalisen pitoajan määrittämisen jälkeen (tätä varten käytetään polypropeeniputkien juotostaulukkoa), he alkavat hitsata pääputkia.
- Yhdistettävien osien ulko- tai sisäpinnat sijoitetaan samanaikaisesti molemmilta puolilta lämmityshihoihin, osien tiukasti vaakasuorassa asennossa yritetään säilyttää lyhythihassa, käytetään sarjan mukana tulevia käsineitä. Tietyn ajan kuluttua osat poistetaan nopeasti juotosraudasta ja yhdistetään toisiinsa tiukasti kiinteässä asennossa yrittäen pitää ne samalla akselilla varatun ajan.
- Jäähdytysajan päätyttyä kokoonpano on valmis jatkokäyttöön - juotetaan toinen putkiosa liittimeen.

Riisi. 12 Parranajokoneet PP-putkien ulkoisen vahvistuksen poistamiseen ja esimerkki niiden käytöstä